Electroforming Plans and Facilities - E. W. Hoppe, presenting - Indico
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Electroforming
Plans and
Facilities
E. W. Hoppe, presenting
With contributions from the electroforming community:
K. S. Thommasson (PNNL), C. T. Overman (PNNL),
R. N. Saldanha (PNNL), J. Hall (SNOLAB), G. Gerbier
(Queens University), K. Nikolopoulos (Univ of
Birmingham), P. Knights (Univ of Birmingham), G.
Giroux (Queens University), C. D. Christofferson
(SDSMT), C. Peña (LSC), S. Borjabad (LSC)
Eric Hoppe LRT2022 June 15, 2022
Scenes from our Badlands trip 6/14/22
Motivation for Electroforming Copper Copper can be made very pure. (NIM A 775 (2015) p 93–98, PNNL electroformed copper

Electroforming at SURF for LEGEND-200 and beyond
MJD Clean Machine Shop reduced from
Electroforming baths in MJD (Majorana
original size and scope but can process
Demonstrator) “electroforming lab”
all mandrels for machining of copper at
MPIK (Max Planck Institute –
Heidelberg)
Eric Hoppe LRT2022 June 15, 2022 3
EFCu – LEGEND-200 • Currently over 120kg of electroformed copper produced in the Davis campus provided for construction of this experiment located at LNGS • Range of material provided was for use in detector and fiber cable holders • This newly produced Cu stock is verified at background of

LEGEND-200
• Greatest plate thickness achieved : 20mm when pulled from electrochemical bath
yielding a stock of over 18mm for detector parts
• Typical MJD shield plate thickness ~14mm before machining
Eric Hoppe LRT2022 June 15, 2022 5
LEGEND-1000 baseline
• Electroforming at SURF going
forward
• Cooperative agreement to
continue operation of the lab
at SURF through at least 2025
which allows for the
production time frame of
cryostats and component
needed in the L1000 design
• Currently the plan is for 6-8
baths producing reentrant
tubes (4-6mm thickness) and
stock plates for parts (14-
20mm thickness
• Each tube could take less
than a year to produce (H:
~4.5m, D: ~0.8m)
• Conservative projection 10%
of the background goal
Legend Cryostat
• >1% of the background goal
Eric Hoppe LRT2022 June 15, 2022 6
CES (Copper Electroforming Service)
Improvements and setup (2021)
• Underground clean room (Class ISO 6/7)
• Monitoring and Control System: parameters under control, remote connection,
telegram/email alarms, automatic/manual operation
optimized process time, programmed waveforms
• Power Supply (PSU): 120A, 12.5V, programming mode
x6, increase EF-Cu surface (pieces-mold)
Since 2014, LSC has performed electroformed copper pieces for: ANAIS, DAMIC-M and
R&D in collaboration with LNGS (Italy), Jagiellonian University (Poland)
Set-up at the LSC Clean Room Monitoring & Control System and PSU
Eric Hoppe LRT2022 June 15, 2022
3D Cu Printer Project
LSC-LNGS Collaboration
The copper powder used to feed the 3D Cu printer has to be produced in a totally controlled
ultraclean way. One of the aims of this project is therefore the production of ultrapure copper
powder starting from EF copper.
AIM: radiopure EF-Cu part with around 6 mm of thickness
• EF-Cu part: hole cylinder, 82 mm Dint, 100 mm height, 6-7 mm of thickness
• Process parameters: pulse-reverse electroplating (2-4 A dm-2), mold turning
Process time: 425h
1.575 g
Raw EF-Cu part
(without machining and
cleaning)
LSC (C. Peña, S. Borjabad), UNIZAR (J. C. Amaré), LNGS (S. Pirro, S. Nisi, A. Ianni, D. Orlandi)
Eric Hoppe LRT2022 June 15, 2022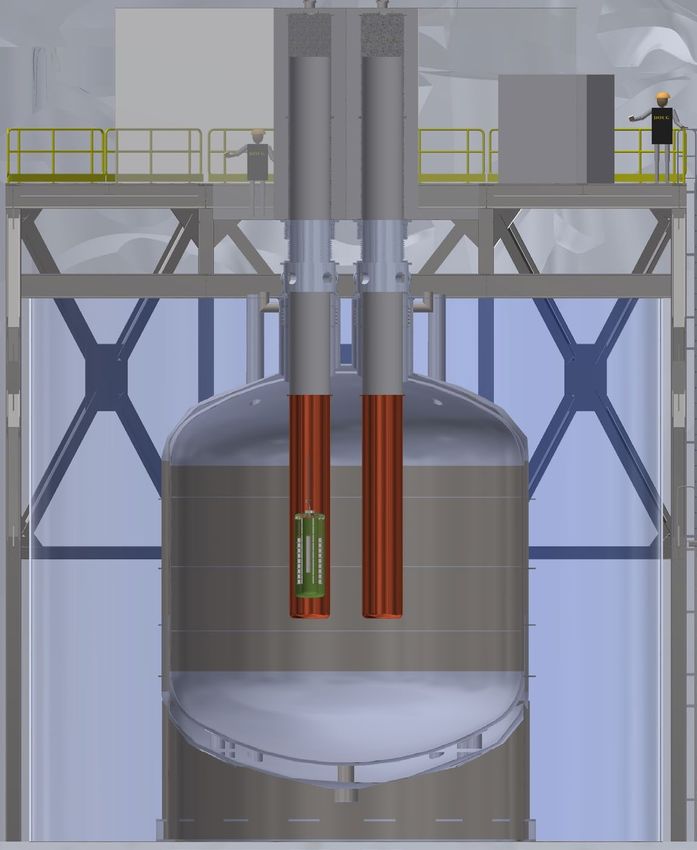
Top and bottom lids for CCD
LSC Service to DAMIC-M Collaboration
The DAMIC-M collaboration (LSC EoI-21-2018) requested electroformed copper parts for the
low background chamber at LSM to reduce the radioactive background from the components
closest to the CCD. These pieces are top and bottom lids to cover the skippers CCDs.
AIM: radiopure plane EF-Cu parts with different thickness (pocket and frames)
• EF-Cu part: plate, 180x180 mm2 , 2.5-5.5 mm of thickness
• Process parameters: pulse-reverse electroplating (2-4 A dm-2), previous EF-Cu thin
layer (mold or cathode), plastic masks (process in steps)
Process time: 500-600h
Final machining & cleaning
LSC (C. Peña, S. Borjabad), UNIZAR (J. C. Amaré), DAMIC-M (R. Smida, D. Baxter, R. Vilar), PNNL (T. Hossbach)
Eric Hoppe LRT2022 June 15, 2022
Electroplating of SNOGLOBE NEWS-G Detector in LSM
• NEWS-G uses spherical Contamination levels of
inner surface reduced by
proportional counters to search 2 orders of magnitude!
for dark matter
• SNOGLOBE 1.4 m dia sphere
made of two hemispheres using
4N Aurubis Cu
• Based on ICPMS assays the
background would be higher
than desired
• Plating 500 μm of high purity
copper to inner surface results
in background reduction by
factor 2.6 from 210PbElectroplating of SNOGLOBE NEWS-G Detector in LSM
Plating cleanroom at LSM
Hemisphere after plating 500 μm of high
purity copper to inner surface
Close up view of
hemisphere inner surface
Setting up plating cleanroom at LSM
Eric Hoppe LRT2022 June 15, 2022 11Size of many future experiments demand larger
scale electroforming
Previous and Current Scale Future Scale
Tubes of Ultrapure
Electroformed
Copper used to
produce ultra-Low
Background
Proportional
Counters, 25 liter
electrochemical
baths
Ultrapure
Electroformed
Copper plating LEGEND
for MJD, a 0vBB
decay
experiment.
PNNL designed
and constructed
the 230 liter H: 1.3 m, Dia: ~1.3 m
electroforming
baths
33 cm diameter
H: ~4.5m, Dia ~0.8m
Eric Hoppe LRT2022 June 15, 2022 12PNNL: Scaling Up for the Next Generation of
Electroforming
• New electroforming capabilities are needed on-site to accommodate size and avoid
cosmogenic activation from surface exposure. Specific project support:
• ECuME (Electroformed Cuprum Manufacturing Experiment for spheres) plan
to electroform an intact (seamless) 140 cm diameter sphere for NEWS-G
collaboration
• nEXO desire to electroform an intact 130-140 cm diameter right cylinder of
same length
• Existing designs using space filled anode do not scale well
• Space filling anode design (refer to pictures on previous slide) is used in all our
existing electrochemical baths such as those shown used for proportional
counting tubes or Majorana
• A major modification requires physical model tests
• Existing computer simulations do not adequately inform designs of long
performance duration electrochemical systems: Modify bath or mandrel/holder
design as needed based on physical model
• Build scaled bath, mandrel, and holder to electroform intact sphere. Test with
cylindrical mandrel where we have lots of experience.
Eric Hoppe LRT2022 June 15, 2022 13Modeling the Electroforming Bath Design
• Modeling of electrical fields, electrolyte flow velocity and bulk mixing,
and copper deposition performed
Top View:13 jets per return leg 5 jets per return leg
Ground Potential
Field/Deposition Modeling
Fluid Dynamics Modeling
Relative copper
deposition rates:
Analytical Code
Cross sectional view
COMSOL Input
of predicted flow
Surface Current with
velocity for a 13 jet
30 deg Tilt and
manifold
Rotation
Eric Hoppe LRT2022 June 15, 2022 14Redesigning the
Electroforming Bath
Prototype Design with
mini-ECuME mandrel Prototype Design
Roughly 1:5 scale
Electrical bus for
Modular anode holders uniform field around
for easy copper mandrel
replenishment, scalable to
full-scale (height and radius)
37.7” Overflow container
13” to keep constant
electrolyte level 42”
Porous HDPE for
Cu ion permeation
Designed with scale
up to full-size nEXO
TPC in mind
Directed nozzles to
(shown with existing
ensure good
Majorana mandrel)
electrolyte mixing
uniformity
28”
Volume of acid ~ 405 L
(Majorana bath ~ 230 L)
35.5”
Eric Hoppe LRT2022 June 15, 2022 15PNNL: 1/5 scale electroforming
bath as built
• Bath during construction (top)
• Bath running with 13” (33 cm)
diameter mandrel (from Majorana)
plating in Shallow Underground
Laboratory at PNNL (below)
• Copper produced from test run will
be evaluated for purity and
physical properties
• Later will electroform mini-ECuME
Eric Hoppe LRT2022 June 15, 2022 16ECuME at SNOLAB
• ECuME design is based on the new PNNL bath but ~ 5 times larger, ~4000 L
• Dimensions allow for a modular seam welded tank construction in order to fit into
SNOLAB cage
• Preliminary design dimensions and layout subject to change
Eric Hoppe LRT2022 June 15, 2022 2.50 m 17ECuME at SNOLAB
1.65 m
Once ECuME is electroformed
nEXO and other projects intend to
use the capability
Eric Hoppe LRT2022 June 15, 2022 18Plans to Electroform in Boulby, UK
• Continuous effort to establish EFCu
facility
• Early Technology Development Capital
Funding used to purchase EFCu
equipment for Boulby
• Modeling based on ECuME facility,
similar scale and using experience of
PNNL, ECuME facility, and NEWS-G
• Current status: Requisition of parts
ongoing
• Commissioning of facility will begin
after materials requisition is complete
Eric Hoppe LRT2022 June 15, 2022 19DarkSPHERE Plans to Electroform in Boulby
• DarkSPHERE: ⌀300 cm SPC with low-
background water shield
• Fully electroformed, intact in UG lab
• Target host: Boulby's Large Experimental
Cavern
• 2.5m thick water is sufficient forSummary
• Electroforming is not a new process and its use is expanding
• Its use reduces background over commercially available
copper significantly even if it is used as a low background
coating
• Efforts are underway to:
• increase the speed of producing it
• increase the size that it can be made, perhaps to once
unthought of scales
• improve the intricacies under which it can be utilized
• increase the strength while minimally impacting its
radiopurity using alloys
• Demonstrated that electroforming capability can be setup for
project use and later decommissioned and removed
Eric Hoppe LRT2022 June 15, 2022 21You can also read