Brewery Layout & Equipment Selection - Briggs of Burton
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Brewery Layout & Equipment Selection Paul Banham & John Hancock


Our Global Offices Briggs of Burton, Inc. • Pittsford, NY Briggs of Burton, PLC • Burton on Trent McMillan Coppersmiths and Fabricators • Prestonpans, near Edinburgh Briggs Asia • Shanghai

Our UK Offices Briggs of Burton PLC • Burton on Trent McMillan Coppersmiths and Fabricators • Prestonpans, near Edinburgh
Brewing Experience
• Raw Material Handling • Based in
• Mashing and Lautering • Burton on Trent, UK
• Wort Boiling & Trub Separation • Rochester, NY USA
• Shanghai, China
• Hop & Additions Handling
• Long history in Brewing
• Yeast Propagation, Collection & Pitching
• Projects around the world
• Fermentation, Maturation, Filtration & Bright Beer
• Energy Minimisation & Recovery
• Keg Racking
• CIP
• Automation

Brewery Layout &
Equipment Selection
• Objectives
• Process
• Equipment Selection
• Factory Layout
• Practical Examples
7
Objectives • Explore factors that affect equipment selection • Focus on areas of key equipment selection within a brewery • Explore factors that affect brewery layout • Focus on some real life examples of brewery layouts

Brewery Process Flow
M
a
l
t
D
r
y
G
o
o
d
s
• Dry Process M
i
l
l
i
n
g
• Milling
M
a
l
t
G
r
i
s
t
• Hot Process B
r
e
w
h
o
u
s
e
• Brewhouse W
o
r
t
P
r
o
d
u
c
t
i
o
n
C
o
l
d
W
o
r
t
• Cold Process
F
e
r
m
e
n
t
i
n
g
• Fermenting & Conditioning
&
C
o
n
d
i
t
i
o
n
i
n
g
• Filtration & Process
G
r
e
e
nB
e
e
r
F
i
l
t
r
a
t
i
o
n
&
P
r
o
c
e
s
s
B
r
i
g
h
t
B
e
e
r
P
a
c
k
a
g
i
n
g
B
e
e
r
i
n
b
o
t
t
l
e
,
c
an
,
k
e
g
o
r
c
as
k
Equipment Selection
Hot process
Factors Affecting Cold
Equipment Selection Layout
process
Operation/
Scale
Automation
Equip.
Operational selection Throughput
1 or 2
Cost
streams
Product
Capital Cost
quality
Visitor site
Flexibility
or notMalt
Equipment Selection Example 1 :
Water
Brewhouse - Mash Separation Heat Mash Conversion Enzymatic Conversion
• Process of Filtration and Leaching Mash
Water
(Sparging)
Mash Separation Filtration
Leaching
• Different technologies available:
Hops Sweet Wort Spent Grain
• Infusion Mash Tun
• Lauter Tun (with Mash Vessel) Heat Wort Boiling Evaporation
Volatile Stripping
• Mash Filter (with Mash Vessel) Hopped Wort
• Nessie Settling and Trub
Wort Clarification removal
Trub
Hot Wort
Wort Cooling Cooling
Cold wortInfusion Mash Tun • Traditional Ale Brewing • Combines Mash Conversion & Separation in one Unit • Normally used with Steeles Masher • Well Modified Malt • Low Extract Recovery • Simple & Effective • Fixed Height Grain Discharge arms • No Lautering capability
Hot process
Layout =
Cold process
Compact
Scale =
Smaller Operation/
Automation =
throughputs typically more
& longer manual
TAT
Infusion
Mash Throughput
Operational
Cost = Low Tun 1 or 2
streams
Product
Capital Cost quality = Good
quality but
= Low lower extract
yield
Flexibility =
Visitor site Requires good
or not malt/ very
limited grainsLauter Tun
• Large diameter
• Slotted False Bottom
• Mash Distribution
• Sparge Distribution
• Lauter knives
• Grains Discharge
• Plough Bar
• Grains Valves
• Lauter DriveHot process
Layout =
Conversion
Cold process
vessel
required
Scale = Operation/
Small to Automation
large = Fully
automatic
Lauter
Operational
Cost = Tun Throughput
1 or 2
Medium streams
Product
Quality =
Capital Cost Control wort
= Medium clarity and
good extract
Flexibility = yield
OK with
Visitor site
poor malt
or not
but limited
grainsMash Filter
• Mash Filter Capability –
• Up to 14 BPD
• High extract yield (100% +)
• Up to 100% unmalted adjunct
• Minimal effluent
• Drier spent grains
• Limited flexibility (turndown)Hot process
Layout =
Conversion
Cold process
vessel
required
Scale = Large Operation/
scale & limited Automation
turn up/turn = Fully
down Automatic
Mash
Operational
Cost =
Medium
Filter Throughput
1 or 2
streams
Product
quality =
Capital Cost Clear wort
= High only &
highest
extract yield
Flexibility =
Visitor site OK with poor
or not malt and
many grainsVisual appearance/Finish
Bed Loading and Cycle Time (10 Te Malt )
Infusion Mash Tun Lauter Tun
2 2
4 Brews /da y 420 kg/m 8 Brews /da y 200 kg/m
Gra i n Bed 0.78 m "floating" bed
Wort 0.40 m wort (200 hl)
Wort 0.63 m wort (155 hl) Gra i n Bed 0.34 m grain bed
Tun di a = 5.5 m Tun di a = 8 m
Fi l tra tion Area = 24 m 2 Fi l tra tion Area = 50 m 2
Vented - Gravity run-off - No pressure Vented - Gravity run-off - No pressure
Mash Filter
2
12 Brews /da y 30 kg/m 0.04 m wort (200 hl)
Equi va l ent Tun di a = 20.6 m Fi l tra tion Area = 333 m 2
0.04 m grain bed
Sparge pressure up to 1 bar g
Note - Mash Filter shown as equivalent circular vessel - for comparison onlyAir or Cold Wort
Oxygen
Equipment Selection Example 2 : Wort
Aeration
Fermenting & Conditioning Fresh Yeast
Yeast Yeast Culture
• 2 Stage Process in Separate Tanks Pitching Propagation Grown from 1 cell
• Fermenting Collected Sugars converted to :
• Transfer via Chiller and Centrifuge Yeast Fermenting Alcohol & CO2, + yeast
re-used for (Primary Ferm.) growth.
• Maturation / Conditioning/ Aging Pitching Cooling
• Dedicated tanks
or Yeast Carbon Dioxide
Collection Green Beer
• Dual Purpose Tanks (DPVs)
Green Beer may be Chilled
• Single Tank process in Unitank inline, or in tank.
Surplus Yeast Green Beer Yeast may be removed by
• No tank to tank transfer Centrifuge / Chill Green Beer Centrifuge.
• All tanks fully jacketed
Cooling
Yeast ex
Conditioning Settle yeast & cold break
Centrifuge
(Maturation / Aging) Mature, stabilise & mod. flavour
Bottoms : Cooling
Yeast & Cold Break Beer to FiltrationStandard Single Unitank Process
Fermentation and Conditioning options
2 Stage Process in Separate Tanks
Plug Flow Cooling Single Unitank ProcessDual Tanks vs Unitanks
Dual Tanks Unitanks
• Dedicated FVs & CTs • Flexible
• reduced jacket area on CTs
• Less flexibility • Reduced CIP – single vessel
• DPVs – • All chilling in tank
• Flexible
• No tank to tank transfer
• All tanks fully jacketed
• Reduced losses
• In-line chilling – rapid chill back possible • Better utilisation
• CIP – two vessels • Reduced CO2 consumption
• Losses during tank to tank transfer • Chill back time limited by jacket area as no in-
• CO2 required for transfer & to purge CTs line chillerVessel access and size Lower room with most of vessel Smaller vessels can be located Completely open top and external – improved operator indoors bottom – OK for warmer working environment, especially in colder climates climates
Mature Beer
Equipment Selection Example 3 : Centrifuge
Tank Bottoms
Yeast & Cold break
Beer Filtration Chiller Cooling
Filter Aid
Filter Aid Dosing
• Is Filtration required? (Not for X-flow)
• Number of streams
• 1, 2 or more Beer Yeast & Cold Break removal
Filtration
• Equal or different sized streams PVPP
Spent Filter aid
PVPP Dosing (Not for X-flow)
• DE Filtration Flitered Beer
• Batch
• Disposal costs / sustainability PVPP PVPP Stabilisation,
Re-generaton Stabilisation Shelf life.
• Membrane (Crossflow) Filtration
• Lower losses Sterile Removes Microbes
• Lower O2 pickup Filtration
De-aerated Water
• Higher capital costs CO2
High GravityBright Beer
Blending
• Lower running costs & Carbonation
Cooling
Sales Gravity Bright Beer
Bright BeerMembrane Filtration • 470 hl/h Membrane Filter Stream • 400 hl/h Membrane Filter Stream • One of 2 streams installed in 2007 • One of 2 streams installed in 2015 • Pall Membrane technology • Pentair Membrane technology • Continuous system • Batch system
Membrane Filtration vs DE
Filter Media • Lower cost than DE 10 – 30%
Electrical Energy Cost • Comparable to DE
• 0.3 –0.6 kWh
Thermal Energy Cost • Lower than DE 60 – 75%
Water Consumption • Lower than DE 25-40%
• Water consumption < 0.15 hl/hl beer
Manpower • Lower than DE 80%
Disposal Cost • Lower than DE >95%
Service Cost • Lower than DE 30 –50%Brewery Layout
Safe
Minimising material
Supports all
movement within
necessary functions
boundary
Allow for expansion
Functional
(if required)
What makes a
successful
layout?
Cost effective – Minimising people
minimise foot print movement
Allows for Ease of raw
maintenance materials in and
activities product out
Good working
environmentFactors affecting Greenfield/
brewery layout Process
Brownfield
requirements
Safety
Equipment Operation/
type Automation
Brewery
Layout
Logistics &
Scale
supply chain
Utilities People
Expansion/
Future Environment
requirementsProcess requirements
Straight-line Flow
Filter/ Utilities
Pro’s: Con’s: R
BH
YR/
CR/
Blending Pack.
• CR & Lab cannot be close to BH & M Lab Fermentation/
• Simple process flow Conditioning
Packaging
• Simple building design (shed)
• Workshop not close to C/R
• Small building span
• Utilities location extends beer flow RM = Raw Materials
• Utilities engine room close to FV’s BH = Brewhouse
distances YR = Yeast Room
Utils = Utilities Engine room
C/R = Control Room
’Dog-leg’ Layout W/S = Workshops (+Stores)
Utils BBTs = Bright beer tanks
Filt/Blend
BBTs
Pro’s:
• Control Room, Lab, Workshops close to all plant Ferm
• Utilities does not extend beer flow distances, and close to FV’s &
Cond.
Con’s: YR Pack
• Building design more complex C/R; Lab
Pack
• multiple inter-linking buildings
RM BH W/SProcess requirements
U-Shape Flow
Pro’s: Filt/Blend
Utils
• Control Room, Lab, Workshops close to all plant YR
• Utilities does not extend beer flow distances, and close to FV’s
C/R Lab
Pack
Con’s: BH RM W/S
• Utilities – distance to Packaging
RM = Raw Materials
BH = Brewhouse
YR = Yeast Room
Utils = Utilities Engine room
C/R = Control Room
W/S = Workshops (+Stores)
BBTs = Bright beer tanksGood process flow &
effective space use
means minimal
pump & conveyor
power use.
Brewery Layout - Process - FlowProduction Scale Everards - Leicestershire, England Shiner, Texas, USA Shenandoah, Virginia, USA Scale: 20,000 hl/yr Scale: 1,000,000 hl/yr Scale: 9,500,000 hl/year = 3.5 million pints/yr = 175 million pints/yr = 1.7 billion pints/yr Note – Capacity approximate as an illustration only.
ABI Sutton Bonington
30m
Craft Scale – Example 1
• Straight line flow concept
• Compact foot print
• All process and utilities in one
room across two floors.
14m
• First floor included
• Raw material handling
• Steam generator
• Control room
• Hop store
• Large process area relative to
packaging
• Limited room for expansion
(although designed for research so
key process units are all skid Process Packaging Utility
mounted) area area areaLarge Scale – Example 1 USA Brewery
1. Dual Lauter Tun brew streams installed at full
capacity
2. Scale of vessels – Large FVs/BBTs/Silos external
(cones within building), more cost effective
250m
3. Use of existing equipment & buildings
4. Expansion
1. Future constructability taken into account
2. Raw Material Storage, FVs, MVs, BBTs
5. Logistics
1. Malt in via rail
2. Access to site
3. Security
Existing New / Modified
Equipment & In Existing New Future 175m
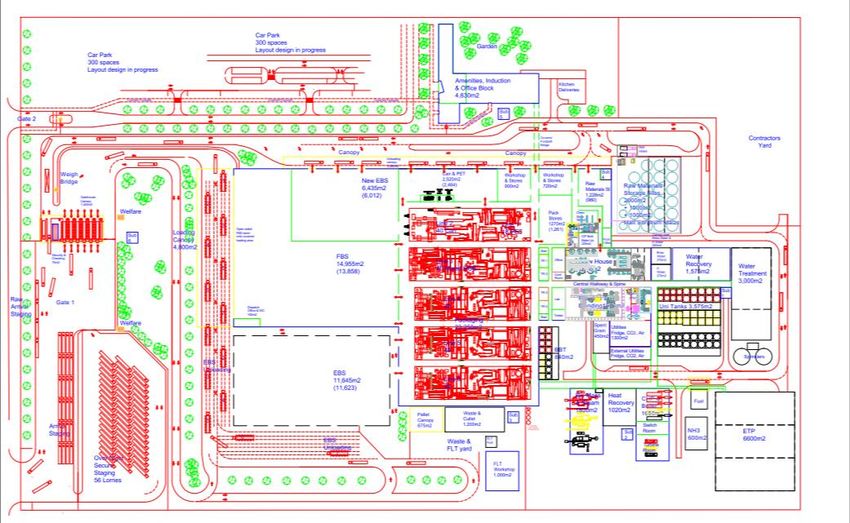
building BuildingLarge Scale – Example 2 African Brewery
600m
1. Dual Mash Filter brew streams
2. Scale of vessels – Scale of vessels – Large
FVs/BBTs/Silos fully external, more cost effective
3. Greenfield site
4. Processing area relatively small section of the site
compared to packaging and storage
5. Use of Ammonia required dedicated utility room - but this
isn’t always the case depending on where in the world the
plant is.
6. Logistics
450m
1. Access to site
2. Security
3. Lorry Park/holding area
4. Goods in/out via Road
7. Expansion
1. Future constructability taken into account
2. Raw materials storage/Uni-tanks/ BBTs
Lorry storage/ Process Packaging Utility
transportation Area Area AreaEnvironment and Location
1. Topography
2. Ambient Conditions
3. Envelope of land
4. Single story/multi storeyKey watchouts:
• Layout will evolve over the project.
Your first layout won’t be your final layout!
• You might be expected to develop a layout
before knowing final site. If so, start with your
ideal layout based on best assumptions at the
time and then fit onto site afterwards
• Consider how equipment is going to be
maintained
• What if the lauter drive gearbox needs
maintenance? Large LT drives can be
4.5te!
• Is there sufficient room around
equipment for an engineer to work
safely
• Packaged equipment often comes with
an defined area required for
maintenance
• Is there a requirement for lifting beams?Key watchouts:
• Don’t forget to allow enough room for ancillary
equipment. With only the major equipment on
the layout it can look like there is a lot of space
until you put in the following:
• Pipe bridges
• Cable trays
• Drainage
• Walkways
• Fork truck access route
• Ingredient storage (hops, yeast etc)
• Hose reels
• Safety showers
• Structural steel work
• Consider venting of vessels within the layout,
often there are restrictions on where
penetrations can be made through the
building/roof (from both structural and
architectural considerations)Other considerations
• People • Visitors
• Production team • Does there need to be a visitor route?
• Segregation of certain areas from visitors?
• Maintenance Team
• Sales/Admin location • Good site location (relative to market)
e.g. Courage Berkshire Brewery
• Operation/Automation • Replaced old town centre brewery
• Fully automated/manual • Originally on greenfield land close to Motorway
junction
• Central control location/dispersed • Over time area developed, land became high value
• CIP manual/Automatic - site sold and production relocated.
• Greenfield/Brownfield site • Details
• Drainage
• Integration into existing process flow
• Electrical supplies/cable trays
• Completely new site • Floor slopesBrewery Layout & Equipment Selection –
Summary
• Objectives
• Process
• Equipment Selection
• Factory Layout
• Practical Examples
• Thank you – Any Questions?
46You can also read