A new star is born - SWD AG Statorund Rotortechnik
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
A new star is born The segmented stator is the answer to raising raw material prices, higher performance and smarter production. • Tailor made material selection for both your stator and your rotor • Maximum level of material utilisation and highest precision • Better magnetic performance due to elimination of straightening of the raw material • Full automated production lines for economical series production
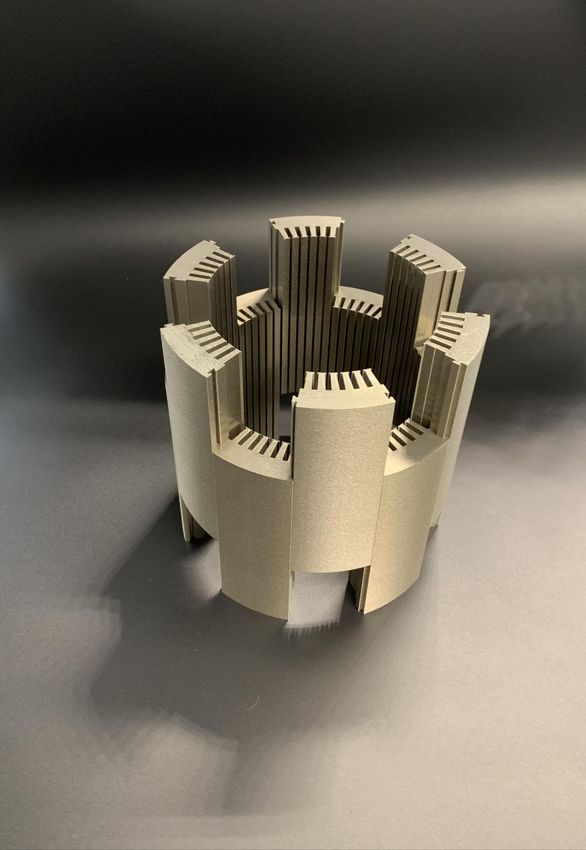
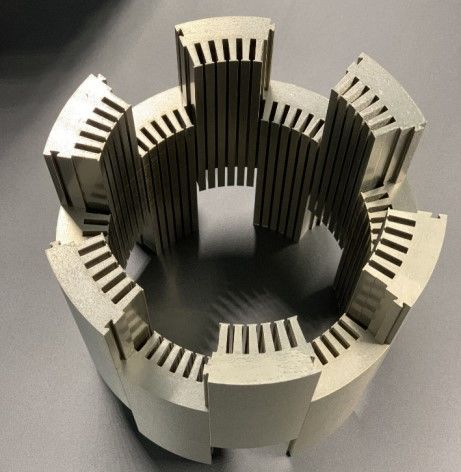
Economic production of efficient electric drives for e- vehicles through new in-line technologies Thomas Stäuble, Georg Senn, Hannes Weiss, SWD AG Stator- und Rotortechnik Electro mobility is here and it is transforming the automotive market. Dynamism is accelerating the move to hybrid and full electrical automobiles. Major changes in the vehicles themselves and in the value chains already are both starting to pick up speed. In a joint project between an OEM and SWD AG Stator- und Rotortechnik, a completely new way of producing stators was devised and, more importantly, was proven to be able to be implemented in large- scale production. Instead of using a traditional progressive die of stator and rotor laminations, the stator was built up in segments, which were punched with the highest possible material utilization, high precision stacking and high speed bonding. The utlized Backpaketiersystem® BPS® Technology from SWD AG is already proven, having been used in many other applications. The precise and stiff segments have been joined to a full stator. The tolerances achieved for the joined stator segments are comparable with a stator punched from round laminations. The OEM has insulated the joined stator and inserted hairpins and mounted everythig into the housing. In addition to achieving massive reductions of material costs, the first measured and verified performance values on the test bench met the values of the reference motors. Bondig of segments Stator segmentation is used in mass production of electrical vehicles. Because the stator and rotor are no longer punched out of the same strip of electrical sheet, separate production of each is possible, which in turn allows for ideal material selection and maximum material utilization (Figure 1). In addition, with regard to technical matters, optimization of the magnetic properties, the increase in the filling level of iron and the increase in the copper filling can all be profitably implemented through segmentation. When the segments are manufactured with such high precision and provided with a corresponding connection coupling (Figure 2), very tight tolerances are possible as is shown in the results section below. Production of such high- precision, solid segments, though, requires a mastery of both bonding technology and tool making. Since the electrical steel is not straightened in the punching process, its magnetic properties are not affected, resulting in loss reduction of more than 10% (Figure 3). High-precision tools, modern tool materials and new eroding processes allow a reproducible and precise production of the segments, meaning large- scale serial production opens the door to previously unimagined opportunities. Fig. 1: Segment punching Fig. 2: Bonded segment with Fig. 3: Minimized losses during production through pattern interconnection production without straightening
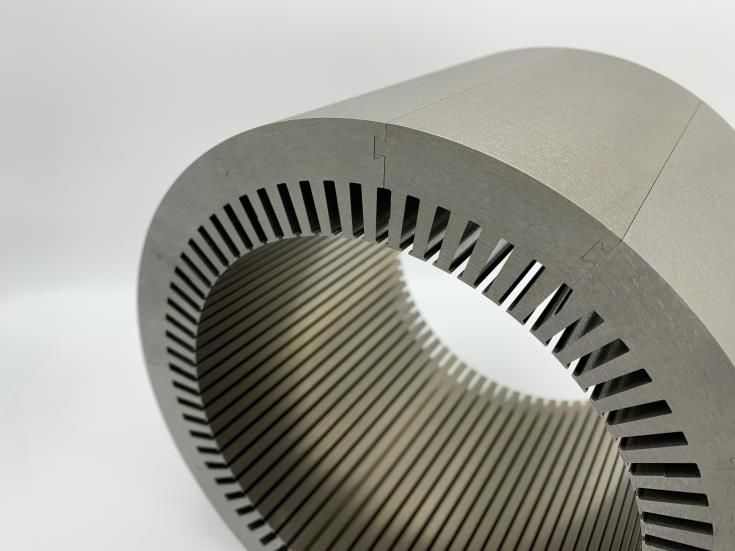
The project shows impressively, that, due to the segmentation, the slightly increased cutting edges do not harm the performance of the motor. Reason for that is the elimination of magnetic defects due to the straightening process. The early consideration of the segmentation in the development phase of the stator unveils substantial advantaged of efficiency and power density in the electrical drive. As an example it can be possible to reduce the active length of the lamination stacks or the increase of the magnetic flux in the air gap and the corresponding increase of speed and torque due to better suitable electrical sheet material in the stator and the rotor. To unveil the advantages of the segmentation fully, the detailed know-how in design of the interconnection of the segments is required. Joining the overmolded stator segments The segments were pushed together with force - distance control in the joining unit. The recorded diagrams and the consistently achieved range of joining forces show again the high precision of the bonded segments. Figure 4 clearly shows how the individual lamination sheets of the segments are interlocking when they are joined (“ripple”). Fig. 4: Joining curve Fig. 5: Partly joined stator The achieved joining force is approx. 20 kN. This value can be adapted to the requirements of the coupling design. The recorded joining curves also allow the constant monitoring of the component quality. The assembled complete stator was geometrically measured afterwards in detail. The achieved diameter tolerance and roundness are listed in the result section. The stator was delivered to the OEM for the final assembly at the end (Figure 6). Assembly of the joined stator The OEM then equipped the stator with hairpin winding and assembled it into the housing. The stator, which consists of overmoulded stator segment packages, was at that time analysed on test bench, yielding results which were comparable to those of a conventionally produced stator with inserted insulating paper. The winding configuration of both stators were the same. The results of these analyses are very promising and do not indicate any impairment of engine performance due to segmentation.
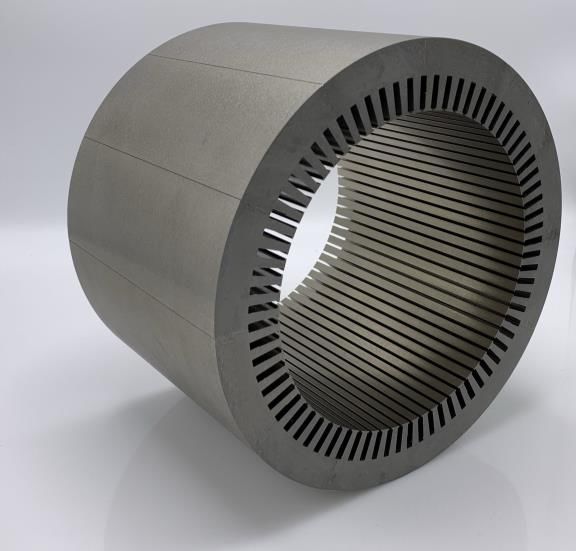
Fig. 8: Finished stator Fig. 9: Detail of segment and coupling
Results
The following impressive results has been achieved with the new stator concept:
Geometric evaluation
Stator outside diameter 220 mm
Stator inside diameter 157 mm
Rotor diameter 155 mm
Stator height 160 mm
Diameter tolerance 0.05 mm
Roundness 0.09 mm
Conclusion: Very high precision of diameter and roundness
Material usage and cost assessment
Material use full stator 64.7 kg (including rotor from the interior)
Stator material use, segmented 28.5 kg (56% saving)
Material used rotor 31.5 kg (2-lane punched)
Material costs stator NO30-16, based on 1,800 EUR / t
Rotor M800-50A, based on 1,100 EUR / t
Full stator material costs EUR 116.50 / set (if stator and rotor are cut in a progressive die
out of NO30-16)
Segmented stator and rotor EUR 51.30 / stator made of NO30-16
EUR 34.60 / rotor made of M800-50A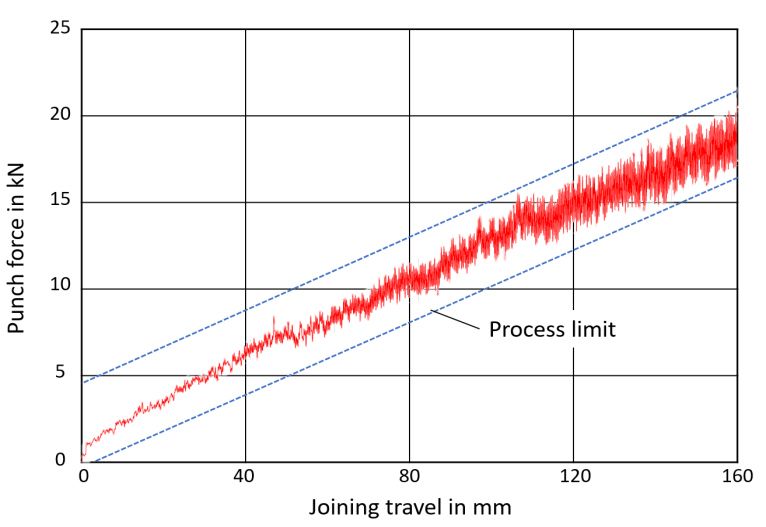
EUR 80.20 / set (saving 32%)
Conclusion: The analyses support the use of “ideal material” by
separating stator and rotor materials, which lead to a
significant reduction of material cost.
Furthermore, rotor material optimization, when adapted to the
casting process, especially with regard to the coating, also leads
to better motor characteristics. For instance, no cavitation forms
from excessive degassing of insulating varnish and there is better
conductivity by the squirrel cage rotor).
Process data information
Punching The segments are punched at up to 700 h / min.
No straightening process occured before punching, so there was
no additional magnetic impairment of the high-quality electrical
sheet NO30-16, which is built into the stator.
Bonding “High speed bonding” with Backpaketiersystem® BPS® in a time
range of a view minutes and 100% process monitoring leads to
maximum quality and traceability
Joining Joining of all segments in one process step with a joining force of
up to 20 kN, 100% process-monitored (force / distance control)
Winding Simply push of the hairpins into the slots
Performance data
Motor power 250 kW (peak)
Torque 500 Nm
Voltage 400 V
Influence of segmentation Advantage of bonding varnish vs. welding (see SWD website for
the advantages of bonding varnish) equalise the offsets of
segmentation
Iron fill factor 96%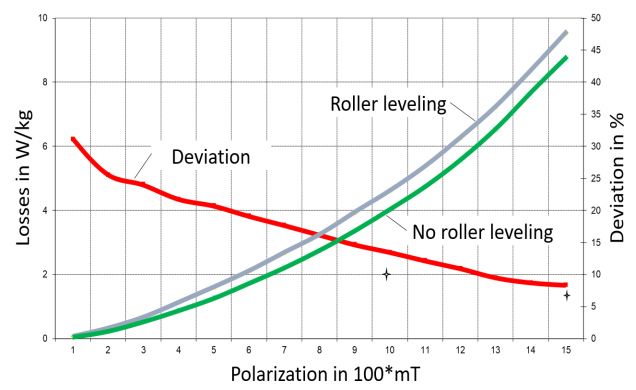
Manufacturing the technology of the future
The aforementioned production technologies are proven suitable for serial production. Bonded
segments may be produced in a highly automated manner the SWD Backpaketiersystem® BPS® (see
SWD website for more information about the BPS® technology) either at SWD or on-site at the customer.
The segments are overmoulded in the next process by using the PVS stator insulation process (SIP).
With a combined production of the SWD bonding process (BPS) and the PVS stator insulation process
(SIP) the overmoulded segments can be manufactured in a complete in-line process. Because all data,
beginning with that of raw materials (electrical sheet and plastic) as well as their process and production
parameters are recorded by segment in a database, 100% traceability of each segment is achieved via a
data matrix code. The segments are assembled into a complete stator on a segment joining system
(SFS), developed and built by SWD which can be integrated into the BPS® system. The system then also
includes process monitoring and process data within the same database. Since the data matrix codes of
the segments will be read, supplemented by the data matrix code of the stator and connected to the
joined stator data, a unique database is created from which further improvements on processes, quality
assurance and traceability can be made.
SWD AG Stator und Rotortechnik is your partner for your next generation of electrical motors – “We
make your motors better”. As technology leader, we develop electrical sheet stacks, which ensure your
competitive advantage. We support from your idea to the efficient serial production and produce the
stacks in each phase.
“SWD AG – we make your motors better”
You can also read