Session 3: Water Code of Practice, Sensors & Robotics - CRC-P - Smart Linings for Pipe and Infrastructure Project
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
CRC-P – Smart Linings Session 3: for Pipe and Infrastructure Project Water Code of Practice, 24 March 2021 Sensors & Robotics This presentation is for individual reference only, do not reproduce materials or publish without permission from WSAA.
CRC-P: Sub-Project 3 Smart Sensing and Application – Water Pipe Linings Prof. Sarath Kodagoda Director (Acting) UTS Robotics Institute, iPipes Lab, University of Technology Sydney Australia 24th March 2021

UTS Robotics Institute: water/wastewater WSAA and partners
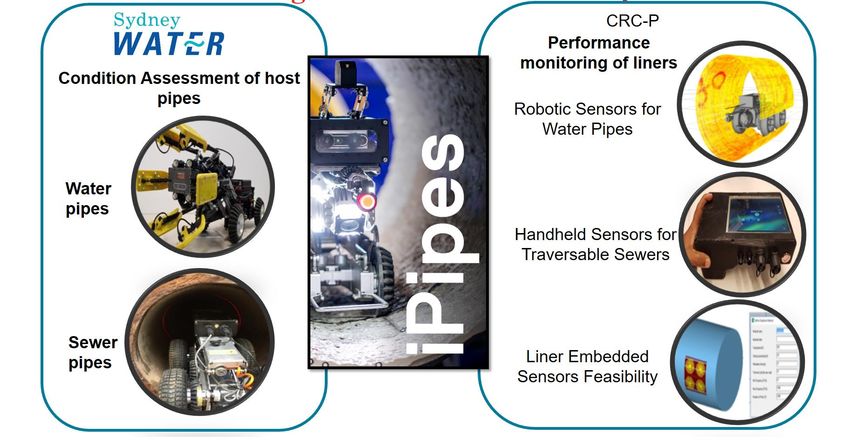
Robotic tools for water pipes

Robotic tools for water pipes
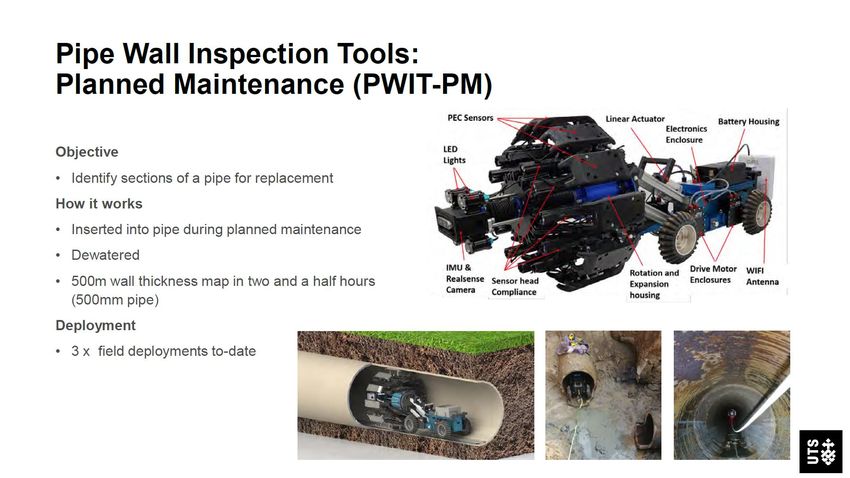
Robotic tools for wastewater pipes • Non-traversable sewers 900mm- 1500mm • Deployment through a 600mm diameter manhole • Expand to different pipe sizes • Non-destructively assess the intact concrete cover • Online real colour three dimensional view • Data visualization to make online decisions

Robotic tools for wastewater pipes • 2020 AWA national winners, Research Innovation category • 2020 AWA NSW winners, Research Innovation category

CRC-P Sub-project 3: Smart Sensing and Application Water Pipe Lining Infrastructure • Sub-project 3 focuses on the development of sensing tools and deployment strategies Post-application quality assurance (PAQA) Long-term performance monitoring (LTPM) • PAQA: Sets a benchmark for the applicators to deliver the specified liners and enables the utilities to be confident about the application of products. • LTPM: Enable utilities to forecast timely repairs to their assets.

CRC-P Sub-project 3: Smart Sensing and Application Milestones 1. Identification of product-specific defect parameters to be monitored in PAQA and LTPM. 2. Development of an easy to use real-time tool to non-destructively assess the application quality and performance of linings. 3. Development of sensor deployment strategies, signal transmission techniques and real- time asset management tools for liner monitoring. 4. Feasibility study on liner embedded sensors. 5. Validate the prototype sensors and robot through lab tests, test beds and field trials

Linings for Water Pipe Infrastructure Lining Types Product and Manufacturer Test site Aquapipe Sydney Water site– Cured In-place Pipe From Strathfield testbed at (CIPP) Lining Sanexen Sydney Subcote FLP Sydney Water site – from Polymeric Spray Lining Strathfield testbed at Radius Subterra Sydney
Identification of Product Specific Defect Parameters Survey Study • UTS conducted a survey study to identify the most important product specific defects parameters to be monitored for PAQA and LTPM of water pipe linings. • 21 members took part in the survey that includes water utilities, lining manufacturers and applicators, researchers and water associations. Linings PAQA LTPM Sensor Technology Liner Liner Laser scanning - Robotic CIPP Imperfections** Imperfections** Liner Liner Laser scanning, Ultrasound- Spray Imperfections** & Imperfections** & Robotic uneven thickness uneven thickness **Liner imperfections: folds, wrinkles, dimples, bulges, sagging, liner peeling (de-bonding), tears, damages and blisters
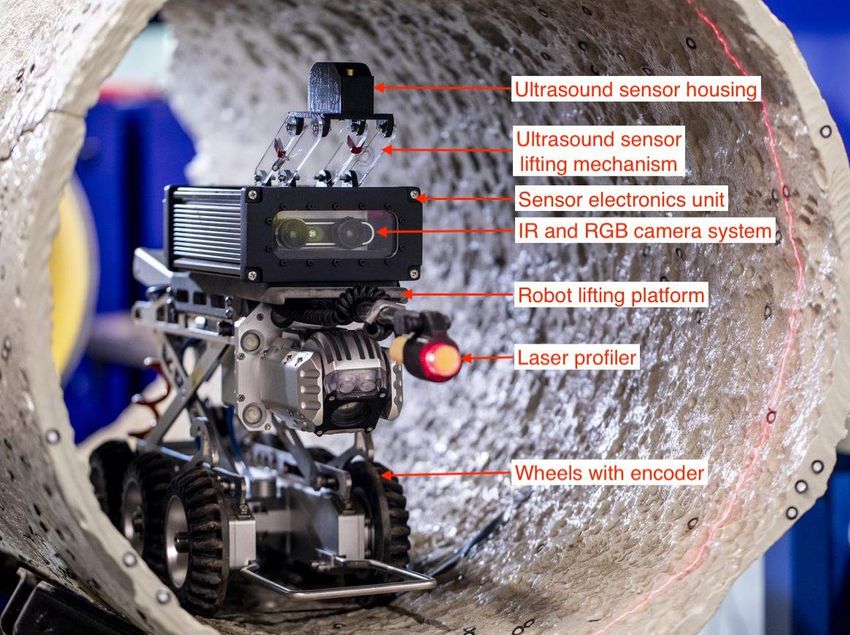
Mini Pipeline Inspection Robot – (mini-PIRO) Features: On-board Sensors • CCTV – real-time monitoring • Laser profiler – building 3D pipe map • IR and RGB camera – to fuse real-time colour information in 3D pipe map • Ultrasound sensor – uneven thickness monitoring of spray linings • Wheel encoders – to know the distance travelled by the mini-PIRO mini-PIRO was developed under the Sydney Water funded project, "Development of sensor suites and robotic deployment strategies for condition assessment of concrete sewer walls" is an in-kind contribution to this CRC-P.
Using Cameras and Laser Profiler to build 3D Pipeline Map Laser profiling demo
Laboratory Testing: Liner Imperfections of Spray and CIPP Linings Artifacts for Sensing Evaluation • The purpose of these experiments was to validate the accuracy of 3D map measurements, RGB depth mapping, defects mapping, and orientation detection. • Artifacts with known dimensions were attached to the internal pipe surface to validate the sensor measurements. • Different color stripes (red, green, and blue) were placed on the pipe surface to validate the color alignment.
Laboratory Testing: Liner Imperfections of Spray and CIPP Linings Physical Point cloud Error Location measurement measurement (mm) (mm) (mm) Pipe diameter 445 445.36 0.36 Point 1 13 13.56 0.56 Point 2 6 6.05 0.05 Point 3 1 1.68 0.68 Point 4 14 31.15 17.15
Liner Imperfection: Defect Size Validations Lab setup Unwrapped 3D point cloud Physical measurement Point cloud Location Error – Vernier Caliper measurement (Fig. 6a) (mm) (mm) (mm) Right Defect Height 110 111.31 1.31 Length 110 109.72 2.78 Left Defect Height 110 107.87 2.13 Length 110 115.16 5.16
Laboratory Testing: Liner Imperfections of Spray and CIPP Linings Lab setup 3D point cloud unwrapped point cloud with the defects heat map for the lab setup
Laboratory Testing: Liner Imperfections of Spray and CIPP Linings Further Lab Validations • In addition to the previously mentioned lab experiments, we used a DN600 corroded metal pipe extracted from the Sydney Water network to perform further tests. • We scanned the pipe using a commercially available highly accurate (0.1mm accuracy) 3D scanner "Creaform EXAscan SYS-H3D-EXAD". This 3D scan is benchmark. • Mini-PRIO system scans were compared with the benchmark. Results indicate qualitatively similar scan were produced by the mini-PIRO. Benchmark scans mini-PIRO scans
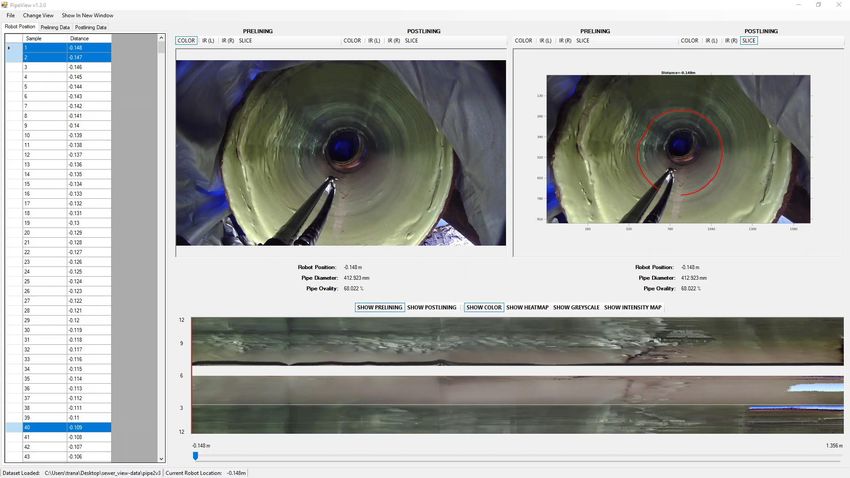
GUI for Evaluation of Liner Imperfections – Spray & CIPP Linings Colour Image IR image Actual laser light Projected laser light Frames with pipe distance Unwrapped pipe view (colour map represents areas away from an ideal cylinder) Slider: Moves the images and views
GUI for Evaluation of Liner Imperfections – Spray & CIPP Linings
Ultrasonic Uneven Thickness Sensing of Spray Linings Operation • Ultrasound sensors emit pulses in the form of ultrasound wave signals at a particular frequency. With appropriate coupling, they can penetrate materials and bounce back. • Spray lining thickness is dependent on the spray lining material propagation speed ( ) and the time taken (τ) by the ultrasound wave signals to pass from the material’s surface to its other boundary layer. • With known spray lining material thickness (Mᴷ), the propagation speed ( ) is given by 2 x Mᴷ = τ • Once the propagation speed ( ) of the spray lining material is determined, the unknown spray lining material thickness (Mᵁ) τ Mᵁ = x 2
Ultrasonic Uneven Thickness Sensing of Spray Linings Sensing System Electronics • (a) Ultrasound pulser board, (b) Data acquisition unit and, (c) Ultrasound transducer. • An ultrasound pulser board capable of generating high-frequency ultrasound wave signals. • Data acquisition board (with an ADC differential input with a resolution of 14 bits and a speed of 100 Msps), which are housed in the sensor electronics unit. • Tests were conducted to identify the most appropriate ultrasound frequency.
Ultrasonic Uneven Thickness Sensing of Spray Linings Sensor Calibration • Propagation speed of ultrasound waves varies depending on the material • We have fabricated a test piece sample with a thickness of 8 mm to determine propagation speed for the spray lining material. • The peak signal seen at 16.20 μs is from the top surface whereas the peak at 23.64 μs is from the bottom surface of the test sample. • The time difference in between the peak signals is the signal travel 7.44 μs. • Propagation speed is 2150 m/s
Ultrasonic Uneven Thickness Sensing of Spray Linings Lab Testing Sample • A laboratory test sample was made by applying the spray lining material over a flat metal sheet. • This test piece has a varying thickness of spray lining across its area. • In the centre of the test piece, a grid of 2 rows and 24 columns were drawn.
Ultrasonic Uneven Thickness Sensing of Spray Linings Lab Testing – Benchmark Measurements • Scanned with a highly precise handheld laser scanning device (EXAscan 3D Scanner, Creaform) with a resolution of 0.05 mm before and after the spray lining was applied. • The difference between the two 3D scans enabled us to construct a new 3D model that has accurate thickness information on the applied spray linings. • New 3D model was used as a benchmark to test the thickness measurements of the ultrasound sensor.
Validation: Uneven Thickness Sensing of Spray Linings Sensing Locations Mean Absolute Error Root Mean Square Error Row 1 0.11 mm 0.34 mm Row 2 0.16 mm 0.40 mm Overall 0.14 mm 0.37 mm
Acoustic Coupling Mechanism for Continuous Measurements Operation • Important for mini-PIRO to perform continuous sensing. • Requires a built-in coupling system connected to the ultrasound probe, which is realised through a spring- loaded water spraying system providing continuous surface wetting for the pipe liner wall. • Ultrasound sensor was fitted in a watertight enclosure with an elastomer coupling pad on the sensor head.
Acoustic Coupling Mechanism for Continuous Measurements Operation • The coupling agent in this work is water, which is stored in a small reservoir fitted with a pump that is continuously in operation. • Continuous acoustic coupling probe mechanism was tested inside the lab water pipe (PVC made). • Acoustic coupling system consists of the water reservoir, the water pump, and the tubes that supply water. • mini-PIRO traversed through the pipe while continuously taking measurements without any drop of signals reinforcing the effectiveness of the coupling mechanism.
Data Visualization: Spray Lining Uneven Thickness Overview • A tablet computer is used in the remote station to visualise the ultrasound sensor readings in real-time as the mini-PIRO traverses inside the pipeline. • The mini-PIRO transfers sensor measurements to the cable drum located in the pipe pit via a tether cable, from where the sensor data is transmitted to the tablet through WiFi signals. • The tablet runs on a ROS (Robot Operating System) middleware and it is built with custom-developed programs for ultrasound sensor data visualisation.
GUI for Spray Lining Uneven Thickness Monitoring
mini-PIRO Loading Tests using Winch Mechanism at Lab
Field Deployment Mock Testing (February 2019) • In the very first run in field, robot traversed 105 meters. • Data collected in first 60m
Field Deployment and Evaluations – Spray Linings (May 2019)
Field Evaluation: Liner Imperfections – Spray Linings Pipe Details • Strathfield Testbed (Sydney Water) Cast iron cement lined pipe with 580mm internal diameter
Field Evaluation: Spray Linings Uneven Thickness Ultrasound video
Field Evaluation: Spray Linings Uneven Thickness Ultrasonic Robotic Sensing • The mini-PIRO continuously took ultrasound measurements in the crown region (12 o’clock position) of the pipe. • The thickness of the spray lining is about 3.7 mm from 1.8 m to 3.5 m and about 7 mm from 3.5 m to 36 m. This is inline with the spray liner applicator specification. • The high frequency noise in the data is mainly attributed to the presence of minor ripples observed through CCTV.
Thank You Everyone for Listening!
QUESTIONS? Contact details: james.gardner@wsaa.asn.au 0409 333 540 Additional Information: https://waterportal.com.au/smartlinings/
You can also read