Integration of process knowledge for predictive maintenance
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Submitted by
Natalia Carmen Gales
Submitted at
Institute for Business
Informatics:
Communications
Engineering
Supervisor
Christian Stary
Integration of July 2018
process knowledge for
predictive maintenance
Master Thesis
to obtain the academic degree of
Master of Science
in the Master’s Program
Business Informatics
JOHANNES KEPLER
UNIVERSITY LINZ
Altenberger Str. 69
4040 Linz, Austria
www.jku.at
DVR 0093696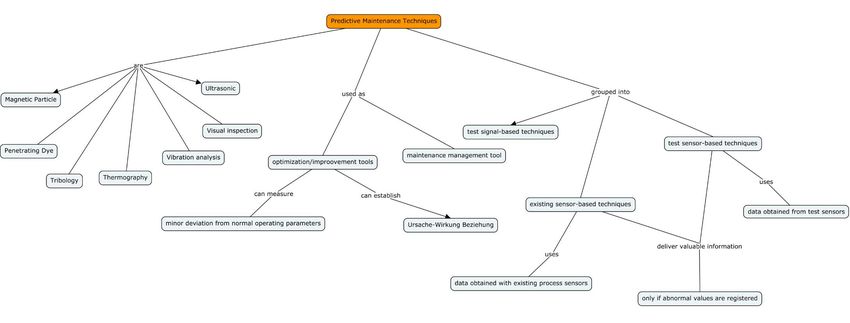
STATUTORY DECLARATION I hereby declare that the thesis submitted is my own unaided work, that I have not used other than the sources indicated, and that all direct and indirect sources are acknowledged as references. This printed thesis is identical with the electronic version submitted. Linz, July 20, 2018 Natalia Carmen Gales July 24, 2018 Natalia Gales 2/75
Abstract Predictive maintenance is a very important concept especially for the industrial enterprises. Researchers have proposed various predictive maintenance proceedings and methods to implement predictive maintenance strategies. This thesis uses the literature review to examine the degree of integration of process knowledge for predictive maintenance. Based on this a business reference model for predictive maintenance was proposed. To verify and collect quantitative and qualitative statements on the need of maintenance, but also to validate the information regarding maintenance, a set of questions were recommended. July 24, 2018 Natalia Gales 3/75
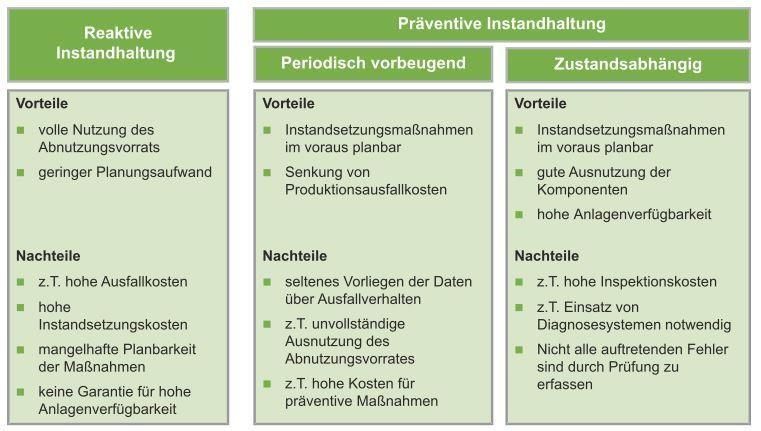
Table of Contents
1. State of the Art........................................................................................................................ 6
2. Background and Related Work............................................................................................... 8
2.1. Literature Review Methodology....................................................................................... 8
2.2. Maintenance and Predictive Maintenance ...................................................................... 9
2.2.1. Production Management and Principles of Maintenance ..................................... 9
2.2.1.1. Maintenance strategies ....................................................................... 11
2.2.2. Predictive Maintenance and Industry 4.0 ........................................................... 14
2.2.2.1. Predictive Maintenance Techniques ................................................... 18
2.2.2.2. Predictive Maintenance Models .......................................................... 21
2.3. Process Management for Maintenance ........................................................................ 25
2.4. Technology and Predictive Maintenance ...................................................................... 33
2.4.1. PPC Systems ..................................................................................................... 33
2.4.2. Internet of Things ............................................................................................... 35
3. Proposal of knowledge integration for the Predictive Maintenance ...................................... 39
3.1. Knowledge integration model ........................................................................................ 39
3.2. Instruments for Elicitation .............................................................................................. 43
3.3. Elicitation Questions ..................................................................................................... 43
4. Conclusion and Future Work ................................................................................................ 48
References .................................................................................................................................. 50
Appendix ...................................................................................................................................... 53
Appendix 1 .................................................................................................................... 53
Appendix 2 .................................................................................................................... 59
Appendix 3 .................................................................................................................... 72
July 24, 2018 Natalia Gales 4/75
List of Figures Figure 1: Effect of maintenance on the wear-out stock [11] ........................................................ 11 Figure 2: Maintenance strategies (adapted from [1], [16]) ........................................................... 12 Figure 3: Advantages of the maintenance strategies [17] ........................................................... 13 Figure 4: Model for information processing for predictive maintenance (adapted from [12]) ....... 14 Figure 5: CRISP-DM (in accordance to [22]) ............................................................................... 16 Figure 6: Diagram of predictive maintenance (in accordance with [32]) ...................................... 22 Figure 7: Methodology for predictive maintenance [33] ............................................................... 24 Figure 8: Activity model of predictive maintenance system [34] .................................................. 24 Figure 9: Information exchange between maintenance and supervisory control [34] .................. 25 Figure 10: The characteristics of different production principles [45] .......................................... 29 Figure 11: Material flow (in accordance to [46]) ........................................................................... 30 Figure 12: Production (in accordance to [46]).............................................................................. 30 Figure 13: Assemblage area (in accordance to [46]) ................................................................... 31 Figure 14: Development of computer-aided planning systems [50]............................................. 33 Figure 15: Basic structure of a PPC system [54] ......................................................................... 34 Figure 16: Simplified automation pyramid according to ISA-95 [20] ............................................ 36 Figure 17: Architecture of future maintenance planning systems [20] ......................................... 39 Figure 18: Integration model for predictive maintenance ............................................................. 42 July 24, 2018 Natalia Gales 5/75

1. State of the Art The world of industry, like the invention of the steam engine and the use of electricity in the past, is once again facing a change. The changes in the economy and society, such as the increasing networking of production facilities, the internationalization and globalization, have prompted the German government to launch the well-known project Industry 4.0. The so-called fourth industrial revolution was made possible by the progress in information and communication technology (ICT) and has the goal to make the production faster and more effective with intelligent machines. By connecting different devices and machines to the Internet, the smart devices are then able to act independently, to adapt to situations and to react to certain scenarios. The transition to Industry 4.0 and the support of manufacturing processes using the latest Information and Communication Technologies is one of the trends of latest years which have influenced various industrial areas, including the maintenance. For this, devices are equipped with intelligent sensors, are interconnected and constantly present on the Internet. By using this technologies production and maintenance processes can be better planned. In addition, the ICT are safer, cost-effective and time-efficient, so that overall a more sustainable quality management can be guaranteed. These technologies enable the data link of the systems with the production process and allow a better evaluation of the information to achieve improved maintenance measures. By monitoring the technical state of the units, information about machines or process status may be obtained and used for future maintenance decisions [1]. For the concrete implementation of the newest technologies, it is required a new generation of technical networks. The cyber-physical systems (CPS) are playing an increasingly important role in industry to meet the requirements of the latest trends. These are the basis of the fourth industrial revolution and the result of the trend of intelligent factory. The devices can evolve from simple, independently operating devices to networked, independently communicating system elements. The machines could become therefore smarter and more networked. As embedded systems, the CPS ensure that products and machines can independently exchange information with each other. As a result, the industrial process will no longer be organized from the factory but decentralized and become dynamically controlled. The networking of these systems is not only for the internal use of the company, but it is also intended to ensure the profitability of all companies [2]. The CPS can interact with other CPS and can also communicate with humans through human-machine interfaces by displaying information or by voice control. The integration and interaction works vertically with higher or lower-level systems (e.g. interaction between machines and control systems to exchange the production planning information) and horizontally with CPS from the same level (e.g. between machines regarding the malfunction and the interruption of the production process and between companies for the exchange of information in the value-creation network) [3]. Another relevant aspect concerning the ICT is the support for the quick access to valuable information through multimedia plant documentation, meaning that the information is available as text but also as picture, virtual moving picture, video or even animation. The artificial intelligence (AI) opens new possibilities for troubleshooting with virtual reality through increased visibility, better quality and shorter time for planning and execution. Using other AI methods, like neuronal networks or fuzzy logic, it is possible to detect influencing factors for maintenance and interconnected operating and failure behavior [1]. The rapid progress of the last decade has also influenced the development of machines and plants. Under these circumstances, the maintenance process managers must assure the availability of the production machines and plants. This will also lead to the development of the maintenance processes regarding the information availability and delivery. Accordingly, the need July 24, 2018 Natalia Gales 6/75

of predictive maintenance strategies has risen. The predictive maintenance builds on the, well-
known in the industrial sector, condition monitoring and it detects and monitors the wear status of
components, and the usage of sensors to monitor the machines is the first step towards predictive
maintenance. The monitored data is then used to predict the likely development of machine health
and to assist in the planning of maintenance activities. But to achieve this, the networking of all
sensors with each other and the comparison with manufacturer data makes it needed. To this
scope, cyber-physical systems can be utilized for the implementation and development of
predictive maintenance on technical level [4]. At this point it is worth to mention the research
project SICHTEN 4.0, which has the scope to propose a software solution based on Industry 4.0
requirements which can be implemented without the need of interdisciplinary experts. The
difficulties related to Industry 4.0 and cyber-physical systems is that both are just concepts, due
to the lack of common standards, specific concepts and mature ideas for implementation of how
these ideas can be put in practice in the industrial sector.
The goal of this thesis is to find out which data is important and how it can be used to improve the
maintenance measures using the advantages of a view-oriented process engineering and the
Industry 4.0 standards. Therefore, the objective is therefore to model a proposal for the predictive
maintenance process based on the knowledge gained from literature review. To this scope the
present thesis is based upon two parts of the literature review, according to which the field of
industrial maintenance can be improved by properly using the latest technology and most
important by adapting the current business processes in order to favor the maximum utilization of
the predictive tools [5], [6]. Predictive maintenance offers the possibility to forecast the wear
progress and the remaining useful life of equipment. A problem regarding maintenance is the lack
of holistic overview concerning the information about the equipment and systems, as this
information is collected by different functional units and analyzed independently. To implement
appropriate strategies, companies need reliable information. For predictive maintenance
strategies, it is necessary to link the production knowledge with process knowledge. The aim of
this linkage is to find out, how a company that wants to implement predictive maintenance, can
obtain all the relevant background information. This justifies the need of considering proposing a
model to integrate the predictive maintenance knowledge into business and production processes.
Consequently, the industrial business processes should be analyzed both from the production
point of view and from the point of view of predictive maintenance to understand how business
processes and predictive maintenance relate and how companies can reach out for the needed
information to implement successfully predictive maintenance strategies. This analysis shall lead
to the proposal for the integration of process knowledge for predictive maintenance. The
contribution of this thesis is to answer three important scientific questions related to predictive
maintenance:
• Which concepts and process models are available for predictive maintenance?
• How are these concepts and models of predictive maintenance embedded in business
process management?
• What perspectives are needed to operate predictive maintenance entirely?
To achieve this goal, relevant literature regarding maintenance, predictive maintenance in
industrial sector and process management will be reviewed to define the state of the art. The
literature analysis should reveal the major advantages of predictive maintenance, how it can be
used to improve the business processes and most important what information is needed to operate
predictive maintenance. The findings of the literature review will also be used to build effective
survey questions. The survey aims to find out what information is relevant for a predictive
July 24, 2018 Natalia Gales 7/75
maintenance business process and how can this process knowledge be used for predictive
maintenance strategies.
The remainder of this thesis is structured as follows: the next section covers the state of the art of
maintenance in production management, the possible technologies and some reference models
for the predictive maintenance. Furthermore, this section also covers the state of the art of process
management regarding the maintenance. Section 3 discusses the proposal of a predictive
maintenance process based on the results of the current scientific literature presented in the
previous chapter. It also includes the recommended elicitation instruments to be used for obtaining
relevant information, from the process management point of view, with regards to the predictive
maintenance. More useful information and details to successfully conduct the survey can also be
found in the Appendix of this work. The thesis concludes with implications of the proposed model
as well as an outlook on potential future research in the field of predictive maintenance and
process management.
2. Background and Related Work
The connection between maintenance, predictive maintenance and IoT technologies and future
expectations from a digitalized industry is extensively analyzed and thus there are a number of
articles to provide a holistic investigation of it. Concepts behind business process management
and how production management works, on the other side, were also extensively elaborated in
different publications. Approaches, methods and models which draw from the area of predictive
maintenance, business process management and production management will be elaborated in
this section. The focus of this analysis will be on the existing process models for maintenance and
their connection in the attempt to find a procedure model to integrate data which serves for
predictive maintenance strategies into production process management to be able in the following
sections to answer the scientific questions of the thesis. For better understanding of the status
quo of the current research progress and to create a common understanding, an overview of the
literature review will be presented. The main concepts which are the basis for future phases of this
thesis will be described and discussed in detail in order to relate the present thesis to the existing
researches.
2.1. Literature Review Methodology
This thesis is based on several well-known and some rather new concepts such as maintenance,
predictive maintenance, internet of things (Industry 4.0), production and production planning and
production control system (PPC systems). For this reason, a literature review was conducted with
the goal of finding these concepts and valuable related information. Based on the already
mentioned concepts, the search was conducted by using search terms and combination of terms.
The following databases have been used for the search SpringerLink1, ACM2, IEE3,
ScienceDirect4, and Google Scholar5. The full list of the terms used for each database can be
found in the appendix. During the literature research, not every published paper was further
analyzed, but rather the ones where the title and the abstract seemed to be relevant for the topic
of this thesis.
1 https://link.springer.com
2 https://dl.acm.org
3 https://ieeexplore.ieee.org
4 https://sciendirect.com
5 https://scholar.google.com
July 24, 2018 Natalia Gales 8/75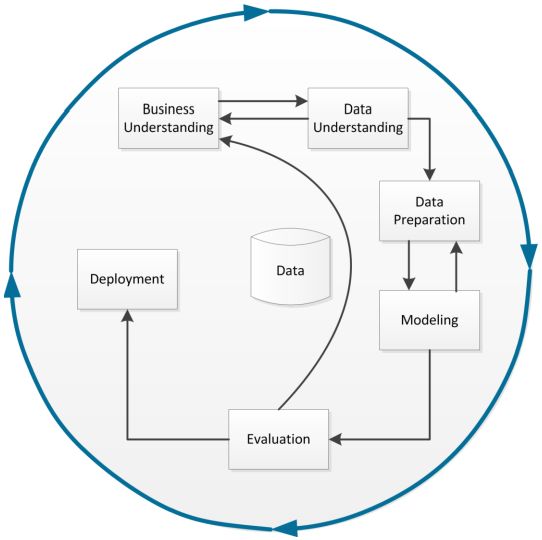
2.2. Maintenance and Predictive Maintenance
2.2.1. Production Management and Principles of Maintenance
The scope of the production management is to control and organize the production to provide
services that increase its value. Therefore, the production is the core function of most companies
and is close tied with other disciplines, but especially with engineering and computer science due
to their important role in the production process [7]. Because of the use of different machines and
equipment in the production process, maintenance plays a very important role in the production
management and for the fulfilling a company`s goals.
For decades, maintenance has suffered during decades severe transformation to become what it
is today. The beginnings of the maintenance were set in the early 1940s and was then limited to
inspection, cleaning and lubrication of the used machines, as the complexity of the plant
components was not as advanced as it was in the later years. The focus was, only in case of
failure, to repair the machines to minimize losses due to of the breakdowns. Because of the further
development of production, the complexity of the machines and the associated business risk
increased and lead to the need of special and preventive maintenance measure to avoid
downtimes. The evolution of the manufacturing processes has continued with the introduction of
the line production in the 20th century, which meant that a larger number of high level quality
products were produced in a shorter time. Consequently, the importance of the preventive
maintenance measures gains more importance, because the failure of individual parts of the
system had an overall impact. The maintenance measures were extended with other approaches
like studies on the lifetime of the machines based on the failure intervals and downtime statistics.
The usage of computers and of the Programmable Logic Controllers (PLCs) in the industrial field
simplified the planning and control of maintenance. The consequence of the implementation of the
automated production processes was the increasing need of qualified personnel and the alignment
of the maintenance to the new operational requirements. The efficiency of maintenance increased
through the optimization of the maintenance measures and the changes in the organization
(outsourcing and insourcing maintenance services) and the implementation of new concepts for
condition-based maintenance, which is even today used, was possible. The modern information
and communication technologies make possible the use of various tools for even a better planning
of maintenance. Nowadays maintenance is not only used to maintain and ensure the functionality
of the plants, but furthermore to improve the facilities and to minimize the need of maintenance
measures by making use of the latest concepts, the predictive maintenance [1], [4], [8], [9].
According to DIN 31051, maintenance is a generic term which includes basic measures like
service, inspection or curative maintenance, repair or corrective maintenance and improvement
and comprises all the measures taken to ensure and maintain the functionality of technical
systems. The goal is to keep the physical assets in a functional state. Beside of the primary aim
of assuring the proper function of facilities and their functional integrity, maintenance should help
to minimize the total operating costs and maximize the profit through appropriate strategies and
therefore should be a stabile component of the production process. This can be achieved by the
accurately determination of the maintenance requirements, by the definition and choice of the
optimal maintenance strategy, by the precise planning of maintenance measures, by the
identification and elimination of weak points and the analysis of damage causes of technical
systems and most important the precise documentation of the relevant dates of the equipment.
Beside this, K. Matyas [9] mentions some sub-targets of maintenance like: improvement of the
technical condition of used equipment, reduction of machine failures and consequential damage,
the improvement of the communication throughout the production process, reduction of personnel,
July 24, 2018 Natalia Gales 9/75material and downtime costs, increase of the availability of the production equipment or safety
increase. According to their scope these measures can either be preventive maintenance
measures or trouble-based repair measures [9], [10]. Other authors summarize to the service,
inspection and planned repairs under the term of scheduled maintenance [8]. The wear-out
reserve is also a referent used in the same context with maintenance, and is influenced by these
basic measures, as the Figure 1 shows, and refers to the function fulfilment of a unit under
established conditions, which identifies with the target state of a system. The above-mentioned
measures belong to the preventive maintenance category and stand up for precise measures to
be taken during the maintenance procedure that can influence the wear-out reserve. The service,
which has the goal to reduce the wear-out stock and to increase the lifetime of units to maintain
the target status of a unit, and that the inspection can be adopted during the operating mode or
downtime of a unit. The main subtask of service can be categorized in: cleaning, preservation,
readjustment, lubrication, recharge and replacement. The inspection measures, which can be also
supported by various diagnosis systems, are used to asses, analyze and determine the cause of
the actual unit condition and to conclude the consequences of this condition. If diagnosis systems
are used, possible facilities failures can be detected in advanced before they can affect the normal
process flow. These inspection actions can be structured into measures to determine the real
condition of a facility, measures to evaluate the condition and the status information, measures to
determine what caused the wear, troubleshooting, and further measures required by the facility’s
condition. During the corrective maintenance, all the needed measures will be taken to bring a unit
in its functional state, without trying to improve this state. The corrective actions can be divided
into correction and replace actions. Furthermore, the corrective measures can be scheduled
based on various events and break down into interval-dependent, state-dependent or wear-
dependent measures. The last measures refer to the improvement of a unit, without changing its
function, through a bundle of technical, administrative and management actions to enhance the
functional integrity. Nevertheless, it is important to specify that the change of a facility to perform
a certain function is not part of these measures. For the improvement of units the functional
integrity can be assured by removing vulnerabilities and for this error diagnosis should be
conducted [8], [9].
According to DIN EN 13306:2001-09, maintenance is not structured in the above mentioned basic
measures, but into different types of maintenance depending on the execution time or place [1]:
• Fail-preventing maintenance – to reduce the failure probability, the maintenance will take
place at fixed intervals;
• Scheduled maintenance – prevent downtimes by running fix scheduled maintenance
measures;
• Predetermined maintenance – it is similar to scheduled maintenance and it is a form of
preventive maintenance, but it does not take into consideration the previous status of the
units;
• Condition-dependent maintenance – it is also a form of preventive maintenance and relies
on the monitoring of units;
• Predictive maintenance – it is a form of condition-based maintenance build upon the
foresight of deterioration of a unit by relying on the analysis of certain parameters;
• Corrective maintenance – after errors are detected, measures are performed to restore the
functionality of a unit;
• Automated maintenance – maintenance measures are preprogramed and run
automatically without human interference;
July 24, 2018 Natalia Gales 10/75• Remote controlled maintenance – the maintenance measures run without physical access
of the responsible employees;
• Deferred maintenance – it is a form of corrective maintenance where the necessary
measures are postponed according to preestablished rules;
• Immediate maintenance – it is also a form of corrective maintenance and the measures
are taken right after the error detection;
• Maintenance during operation – while the unit is still operating the maintenance measure
will be carried out;
• Maintenance on site – maintenance performed at the place where the unit is used;
• Operator maintenance – maintenance is carried out by qualified personnel;
Figure 1: Effect of maintenance on the wear-out stock [11]
Since maintenance is an ongoing process, there are economical and technical aspects that should
always be taken into consideration. From an economical point of view, very important aspects are
the costs, benefits and investments; they should be taken into consideration when relating
maintenance not only to the inspection and repair of the equipment, but to the production and the
product quality. From a technical point of view the problem regarding maintenance is that
throughout the production process data about the equipment is collected by different functional
units and sometimes it is analyzed independently. Therefore, the obtained data can hardly be
used to diagnose and predict the actual condition and, in this cases, it is difficult to obtain an
overall view about the equipment’s condition [12].
2.2.1.1. Maintenance strategies
The scope of a maintenance strategy is to define how, when, how often, on which facilities and
what sort of measures are to be executed to achieve the business objectives by taking into
consideration legal, technical, safety, economical and production-related aspects [1]. Considering
the nature and purpose of the services to be delivered and the demand for efficiency, Biedermann
[13] formulates the following maintenance objectives: safety and predefined plant availability with
minimal direct and indirect maintenance costs.
July 24, 2018 Natalia Gales 11/75In [14], the maintenance strategy is presented as a mixture of three strategies: the outage repair
strategy, the preventive strategy and the inspection strategy. To choose a proper strategy, the
analysis of the information level within a company is very important. In contrast to this, Heller and
Prasse [15] speak only about two types of strategies. The reactive strategy, also known as run-to-
failure strategy [5], relies on the usage of production machines until they are not operational
anymore. Only at that point the devices will be repaired or replaced and for this precise skills and
know-how it is required to be able to determine the current state of the unit and act properly. Since
for the run-to-failure strategy no planning is required, it might seem that this option is the most
cost-effective procedure because only the damaged parts will be repaired. De facto high
downtimes, high downtime-related cost, and the unpredictability of maintenance measures are the
major disadvantages of this strategy. M. Schenk [1] does not consider the reactive approach to be
a strategy because it contradicts the actual definition of strategies which is the long-term oriented
aim to achieve a defined goal. The second type of maintenance strategy, the preventive strategy,
which is time-driven, can be divided into the periodic preventive strategy and the condition-
dependent strategy. To this, Schenk adds the predictive strategy in [1], as presented in Figure 3.
Moreover, it must be distinguished whether these strategies can be conducted while the
equipment is running or during the plant is shutdown. These different types of maintenance
strategies have different advantages which are summarized in Figure 2. For the periodic
preventive strategy, the maintenance will be planned very carefully and precisely and carefully
with the scope of avoiding the production outage and will be executed according to the planned
time or event related intervals. By respecting the planned maintenance intervals, it might often be
the case that some components are to be replaced even too early and increase the costs for
materials, replacement parts and even for inventory. But exactly because of these measures an
unplanned malfunction can be prevented. Contrary to the reactive strategy, the risk of a unit to fail
is significantly lower by the periodic preventive strategy and therefore the downtimes are also
lower. The condition-dependent strategy relies on the usage of data which can be collected either
by various sensors or by the employees. To ensure a smooth operation of the plant, to predict
accurately the occurrence of damage and to detect abnormal deviation from the normal operating
behavior, this status data must then be compared against the required data.
Figure 2: Maintenance strategies (adapted from [1], [16])
The goal of the last strategy type, the predictive maintenance, is to optimize reliability and
availability by detecting potential malfunctions, preventing them and ensuring that the equipment
July 24, 2018 Natalia Gales 12/75is in acceptable mechanical condition and can be used if possible before maintenance measures
are needed. There are three categories of functions to be considered for the use of this strategy
[1]:
• Primary functions – these are tight to the quality of the facilities. Depending on the
complexity of the facilities there can be more than one primary function to be fulfilled and
therefore the need of different maintenance strategies can rise.
• Secondary functions – the is the first type of function, together with functions like security,
hygiene regulation, environment protection, storage, transport, economy or efficiency
should be ensured through maintenance tasks.
• Redundant functions – these functions are often irrelevant for the performance of the
facility but can influence the fulfillment of the primary and secondary functions.
Figure 3: Advantages of the maintenance strategies [17]
Because predictive maintenance attempts to identify faults before becoming critical, it can be
considered as a decision-making strategy for the real-time diagnosis and prognosis of the
equipment health. To make the right maintenance decisions, the integration of diagnostic data,
design data, performance data, maintenance history and operator logs are necessary. According
to [18], predictive maintenance is characterize through the following features that contribute to the
decision-making and to the effectiveness of the maintenance strategy:
• Scientific – to improve the efficiency and accuracy of the maintenance management and
to ensure the proper function of the production equipment, forecasting techniques and
monitoring equipment is used for the system diagnosis.
• Approximation –the accuracy of the monitoring instruments and technologies and the
influence of external factors is essential for prediction of failure.
• Timeliness – this feature of predictive maintenance is reflected in the real-time monitoring
of the equipment and the real-time acquisition of data for the fault diagnosis and
maintenance strategy.
• Condition monitoring – the basis for the predictive maintenance is the condition monitoring
which can be on-line and off-line monitoring. The first one is mainly used for the key
components of the equipment due to its accuracy, timely and the possibility of data storage.
The off-line monitoring techniques are fast and very practical for the routine inspection of
the equipment.
• Fault diagnostic – beside condition monitoring, fault diagnostic is another core technology
for predictive maintenance and is based on the running and status monitoring information
July 24, 2018 Natalia Gales 13/75for the identification of the characteristic parameters of the equipment which is then used
for the system analysis.
Following section 2.2.2. will go more into more details of predictive maintenance.
2.2.2. Predictive Maintenance and Industry 4.0
The predictive maintenance also known as “on-line monitoring”, “condition-based maintenance”
or “risk-based maintenance” [19], is defined as a condition-based maintenance performed on the
basis of a lifetime prediction [20] and attempts to predict errors, damages or the remaining lifetime
of an asset based on observations by comparing the collected data with already determined limits
[6], [21]. The focus of this strategy is on the prevention of maintenance which means that the aim
is to achieve a higher availability, energy and efficiency improvement, longer machine lifetime,
lower costs, increased product quality and most important unscheduled downtime reduction based
on usage and wear characteristics while using specific instruments or technologies. Moreover, the
scope of predictive maintenance is to improve the product quality and the manufacturing and
production effectiveness and the efficient schedule of maintenance activities, and to monitor the
mean-time-between-failures. To achieve this goal experience, statistical information and a
sufficient amount of data is needed to assure higher exactitude of prediction. This means that data
acquisition, data processing, analysis, interpretation and extraction are crucial steps for a
predictive maintenance program (see Figure 4). Also the ability of predictive maintenance to
handle and combine data coming from different sources is an important characteristic of this
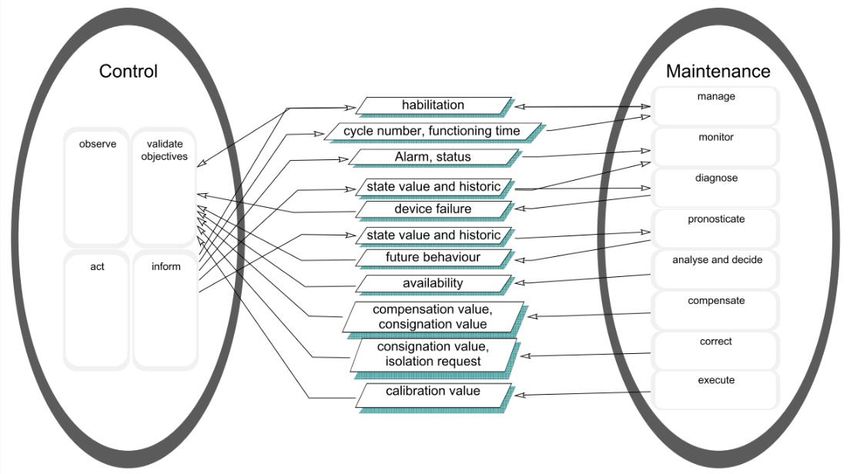
strategy [6], [12], [18], [22].
Figure 4: Model for information processing for predictive maintenance (adapted from [12])
The predictive maintenance can be categorized into statistical-based predictive maintenance –
which uses all the stoppage recordings to develop statistical models to predict failure and
condition-based predictive maintenance – which is based on the wear of the mechanical
equipment [22], [23]. On the other hand, the algorithms for predictive maintenance can be divided,
according to this scope in two categories, Lu et. all [24]:
• Energy and efficiency – where the key is the improvement of the overall motor efficiency;
• System condition monitoring – where the main idea is to detect any types of motor faults
and motor connected load;
Comparing predictive maintenance with the other maintenance strategies, this one is the right
strategy to be used to find hidden errors, because through condition-based strategies these
failures are not detectable. Regarding predictive maintenance and the type of failures, there are
four groups of disorders to be distinguished [25]:
• Hidden consequences – they have no noticeable impact on the functionality of the
systems, but have serious consequences;
July 24, 2018 Natalia Gales 14/75• Safety and environmental consequences – the risk of personal injuries and emission limits
are to be take into consideration;
• Operational consequences – good output, product quality, customer service;
• Independent consequences – they generally cause only repair costs.
Referencing to [6], there are already more than 50 techniques that can be used to fulfil the scope
of predictive maintenance in a variety of fields, but mostly to obtain the actual operating condition
of the plant system. Most of the methods used today use advanced processing techniques based
on pattern recognition [19]. According to R. Mobley [5], predictive maintenance is a condition-
driven preventive maintenance which uses process efficiency, heat loss or nondestructive
techniques and tools like vibration analysis, thermography, tribology to schedule maintenance
activities and to determine the loss of efficiency or the mean-time-to-failure. Each of these provides
a unique set of data to be considered when scheduling maintenance activities. To operate
predictive maintenance the provided dataset should be compared with the baseline data of the
assets, where the focus must address the critical systems on which the plant relies for the
production. When planning a predictive maintenance program there are three major steps to
follow. The first one is to determine the baseline data. This data is the one obtained when the plant
is operating normally and, as it states in [26], the data for the baseline must be highly repeatable.
The baseline will then be used to evaluate the condition of the equipment and therefore is
necessary to be accurate and relevant for the program. The second step is to analyze and
determine what information is necessary for the monitoring. The last step is to find the most
effective method to collect and store the needed information about the equipment’s condition. In
an effective management process, beside the process data, information regarding the customers,
resources and suppliers is equally necessary. Therefore, companies that already use Internet of
Things and Big Data can analyze large amount of data by working with tools for the knowledge
discovery process, such as CRISP-DM methodology (see Figure 5), which allow a wider
perspective on the relationships between data. Through the knowledge discovery process,
predictive models for maintenance can be obtained (see 2.2.2.2. ) and consequently, it rules for
the implementation of predictive maintenance programs to be defined. For manufacturing the data
mining techniques are divided into five application areas that can be integrated into real-time
maintenance support systems [22]: quality analysis, failure analysis, maintenance analysis,
production planning and scheduling analysis, and strategic planning and scheduling analysis.
Although its maintenance analysis nature, predictive maintenance is part of the failure analysis
area mainly because the result can also be used equally to define maintenance intervals and to
predict failures and increase the product and manufacturing process quality.
As mentioned in [6], a permanent monitored plant could detect even the fastest deterioration while
the process is still running. For example, a combination of vibration monitoring, operating
dynamics analysis and infrared technology is, in some situations, the minimum required to operate
predictive maintenance of electromechanically systems. On the one side, the vibration analysis is
used, in this situation, to monitor the critical production systems and provide accurate data of the
operating condition. On the other side, the infrared technology is also very important for the
electromechanical systems to acquire temperature-related process variables or to measure the
heat distribution for more complex systems. In some situations, it may be necessary to use
additional technologies to provide all needed data for accurate evaluation on the operating
systems, but a proper combination of predictive maintenance techniques can assure that possible
failures are eliminated, and the operating life of the machines is extended. Moreover, predictive
maintenance technologies should also be used as optimization or improvement tools, besides a a
maintenance management tool. As an optimization tool, it can be applied to establish cause-and-
July 24, 2018 Natalia Gales 15/75effect relationships that can be useful, for example in providing the best production procedures for
the critical production systems, and as an improvement tool to measure minor deviations from the
normal operating parameters for the planning of adjustments to prevent the failure of the systems.
Predictive maintenance is in general used only as a maintenance management tool because of
the focus on traditional maintenance problems, but by widening the perspectives through the
usage as an optimization tool and as a reliability improvement tool, the benefits of these programs
can be practically unlimited [5]. The challenge regarding predictive maintenance is to use the data
from individual machine observations (e.g. capacity, machine and ambient conditions), the
expertise of the machine manufacturer and the corresponding baseline data to compare the
machines. By combining data coming from production area like quality, quantity, malfunctions and
deviations from standards, and place it at the disposal of IT-systems, current production processes
could be rescheduled and changed for logical reasons and the number of unscheduled
maintenance tasks could be reduced [27].
Figure 5: CRISP-DM (in accordance to [22])
As mentioned in [6], a permanent monitored plant could detect even the fastest deterioration while
the process is still running. For example, a combination of vibration monitoring, operating
dynamics analysis and infrared technology is, in some situations, the minimum required to operate
predictive maintenance of electromechanically systems. On the one side, the vibration analysis is
used, in this situation, to monitor the critical production systems and provide accurate data of the
operating condition. On the other side, the infrared technology is also very important for the
electromechanical systems to acquire temperature-related process variables or to measure the
heat distribution for more complex systems. In some situations, it may be necessary to use
additional technologies to provide all needed data for accurate evaluation on the operating
systems, but a proper combination of predictive maintenance techniques can assure that possible
failures are eliminated, and the operating life of the machines is extended. Moreover, predictive
maintenance technologies should also be used as optimization or improvement tools, besides a a
maintenance management tool. As an optimization tool, it can be applied to establish cause-and-
July 24, 2018 Natalia Gales 16/75effect relationships that can be useful, for example in providing the best production procedures for
the critical production systems, and as an improvement tool to measure minor deviations from the
normal operating parameters for the planning of adjustments to prevent the failure of the systems.
Predictive maintenance is in general used only as a maintenance management tool because of
the focus on traditional maintenance problems, but by widening the perspectives through the
usage as an optimization tool and as a reliability improvement tool, the benefits of these programs
can be practically unlimited [5]. The challenge regarding predictive maintenance is to use the data
from individual machine observations (e.g. capacity, machine and ambient conditions), the
expertise of the machine manufacturer and the corresponding baseline data to compare the
machines. By combining data coming from production area like quality, quantity, malfunctions and
deviations from standards, and place it at the disposal of IT-systems, current production processes
could be rescheduled and changed for logical reasons and the number of unscheduled
maintenance tasks could be reduced [27].
A survey conducted in the year 2000 [5] has revealed important advantages of predictive
maintenance besides the well-known maintenance costs reduction and downtime reduction. A
significant benefit is the product quality that can be detected and corrected with predictive
maintenance techniques to maintain predefined quality performance levels. The asset protection
is also a major argument for predictive maintenance as the ISO Certification (especially the ISO
9000) and it is to provide equipment reliability and production of first-quality products. The need
of tools to enhance the reliability of critical systems can also be solved by using predictive
maintenance technologies. Moreover, because more and more business branches understand
and recognize the ability of predictive maintenance to reduce downtimes in production processes,
business concerns, like insurance companies, have begun adapting their products by considering
that the usage of predictive maintenance is increasing. Other benefits of predictive maintenance
programs are mentioned in [28]:
• Exclusive control of the machines with malfunctions;
• The possibility to perform quality checks of the maintenance interventions;
• Increase plant security;
• Certification and verification according to the standard ISO 9000;
• Effective planning of supplies and staff;
• Improve the image of the company due to the compliance with the delivery dates;
• Complete historical information of the equipment;
• Reduction of the energy consumption;
• Increase set of anomalies that can be controlled;
• Detection of the root causes of machine failures.
According to the above-mentioned survey, a successfully implemented and properly used
predictive maintenance program does not only reduce the maintenance cost but has a positive
effect in profitability and can generate a return on investment. Besides this, as stated in [6] the
benefits of predictive maintenance programs can also be established through Key Performance
Indicators (KPIs). The most common KPIs for predictive maintenance, which can indicate if the
main objectives of the company can be achieved, are:
• Quantitative indicators
• Directional indicators – to determine if an organization is heading in the right direction;
• Actionable indicators – to induce and control changes in an organization;
• Financial indicators – to measure the performance.
July 24, 2018 Natalia Gales 17/752.2.2.1. Predictive Maintenance Techniques The following section presents some techniques used in predictive maintenance that are recognized as a part of the instructional decision-making. Most of them are already known because of their usage in other industrial sectors. J. Levitt [6] mentions several techniques that can be used in predictive maintenance programs: magnetic particle, ultrasonic, penetrating dye, tribology, visual inspection, thermography and vibration analysis. All these techniques have in common the baseline signature which is used to compare the acquired data. According to [24], most of the predictive maintenance techniques require the advanced data analysis and/or the processing of the measured data, but only a few users have either the skills or the time to perform these analysis. Consequently, the companies need the knowledge of third-party companies to evaluate the date and thus the costs for the predictive maintenance programs will rise. Regardless, the predictive maintenance techniques offer valuable information about the condition of machines and can be successfully implemented in maintenance strategies. For better results of the predictive maintenance programs and to determine accurately the operation condition of machines, a combination of techniques can be used [23]. In consonance with [19], [24], based on their data sources, the predictive maintenance techniques can be grouped into three basic techniques: existing sensor-based techniques, test sensor-based techniques and test signal- based maintenance techniques. The first two groups deliver valuable information for maintenance programs only if abnormal values are registered during the process. Otherwise, these techniques cannot provide any results. The existing sensor-based techniques are using the data obtained with existing process sensors, such as pressure sensors, vibration sensors, sound sensors, current and voltage sensors, thermocouples or resistance temperature detectors. These sensors can be used not only to indicate the values during the production, but the indicated values can be used to identify problems during the production process if they are monitored correctly. The second group of sensors uses data obtained from test sensors such as accelerometers to measure vibration and acoustic sensors. In this category the wireless sensors are very important because they can be used especially when the existing sensors are not available, or to provide extra information if they are implemented to combine measured data with environmental information such as humidity and ambient temperature. The last group depends on the indicators used to test the equipment. Vibration Monitoring and Analysis is a technique, mostly for mechanical systems with rotating and moving elements, used in predictive maintenance to maintain the operating condition and efficiency of plants, to ensure a proper product quality and detect problems before they lead to failures by monitoring and analyzing the systems. As discussed in [28], there are two types of predictive maintenance programs which are based in vibration monitoring: programs with portable instrumentation where the data is acquired at regular intervals and on-line systems where the sensors are fixed in the measurement position. Since on-line systems are more expensive than the programs with portable instrumentation, they are generally used for equipment in critical condition or in dangerous environments. Vibration monitoring is one of the most used techniques in maintenance programs and requires detailed knowledge of the engineering of the machines. For example in a joiner’s workshop this technique can be used to detect and prevent abnormal oscillation of machine’s components that can eventually lead to loss of production quality [5]. To detect the deterioration degree of a plant there are different vibration analysis techniques that can be implemented, like: real time analysis, proximity analysis, shock pulse monitoring. Nevertheless, to gain relevant information through these methods, a very good understanding of the machines, of their components and the nature of the vibration is needed [6]. When using vibration analysis July 24, 2018 Natalia Gales 18/75
for predictive maintenance, where vibration is definite as a periodic motion, it is important to be able to understand the vibration profiles a machine generates. The complexity of these profiles is given by the different sources of vibration that an equipment produces. There are two types of data to display the vibration profiles: time-domain and format-domain. The time-domain is used to detect changes in the operating condition of linear and reciprocating machines only at the true running speed, but is difficult to detect precisely what caused a particular vibration because all the collected data is computed to form the total displacement. Although this vibration profile is not the very cost effective because the frequency components must manually isolate, it is nevertheless used for predictive maintenance. The frequency-domain uses the revolution per minute (rpm) to determine the operating condition of the machines and does not need a manual isolation of the components. Through mathematical techniques the time-domain data is converted so that the vibration of each machine component can be shown. Together with the possibility to normalize any running speed, the ability of simplifying the analysis and isolation of mechanical degradation represents the real advantage of the frequency-domain analysis. Both time-domain and frequency-domain have in common the data formats used to acquire and analyze the data. For the steady-state format, the machine must operate in a constant condition, a fix speed, and specific operating parameters and should not have dynamic variables. The vibrations generated by other events, like speed changes, will be ignored for this format. Consequently, some random events that can influence the reliability of the equipment are not detected through this procedure. The dynamic or real-time data can be compared with a motion picture which captures all the variations of an equipment [5]. The sources of vibration of plants are multiples depending on the type of the machinery being used in the production process. The mechanical condition of machines, the operating conditions and the exercised forces also influence the vibration of the components. For predictive maintenance the difference between a normal and an abnormal vibration is the key to the correct diagnostic. Therefore, it is very important to understand the source of the vibration. Basic facts like the identification and isolation of the distinct vibration frequencies of components, the source of the vibration and the vibration pattern of a machine are the base for the detection and the quantification of the source of failure. Furthermore, the quality of data plays a significant role in the analysis and because of that the equipment used to collect the data has a major influence on the success or failure of the predictive maintenance program. Mobley [5] mentions three basic types of vibration transducers that can be uses to monitor the mechanical condition of machines: displacement probes – to measure the movement of a machine’s shaft, velocity transducers – to monitor the relative vibration and accelerometers – to determine the force resulting from machine vibration. The vibration analysis techniques generally rely very much on the historical vibration data of the equipment, and to proper analyze the data all the variables that can influence the it should be removed through normalization of the data. Another method of analyzing the data is to compare acquired data sets to find changes in the operating condition. For the comparation of either the time-domain or the frequency-domain signature following types of data are needed: baseline data – that must be acquired after the installation of the equipment or after the first maintenance and must represent the normal operation condition and known machine condition – used for the cross- equipment comparation or industrial reference data, where the acquired data will be compared to the industrial standards or the reference values [5], [23]. Thermography is another technique which uses the infrared energy to monitor the condition and structure of plant and systems and to detect possible failures of a plant but also to perform repairs effectively [23]. This technique implies the proper usage of correction filters to attenuate factors July 24, 2018 Natalia Gales 19/75
that can affect the data accuracy. Changes of the temperature usually indicate areas with
problems and can be detected by infrared scanning, still film, thermocouple and other transducers
and heat sensitive tapes or chalks. Due to the fact that thermography inspection always implies to
monitor an energized environment, it is essential to pay attention to safety rules [6]. According to
[6], the infrared technology is a nondestructive technique with a profitable investment. The
detection of hot spots at an early age leads to the avoidance of downtimes by making possible a
better scheduling of maintenance measures. By using thermography, problems like cable
connections, defective joints, broken strands or motor components can be easier founded.
Moreover, the most important benefit of thermography is the ability to directly point problems and
to reduce maintenance costs [23]. Referencing to [5], when using infrared technology to detect
unusual temperatures, only the emitted energy is important for predictive maintenance programs,
and therefore all the other energies that are absorbed, reflected or transmitted must be filtered out
of the data record to obtain relevant data. Moreover, the variables that can influence the accuracy
and repeatability of data must also be adjusted for every new data set. Another important factor
that can influence the measurements is the atmosphere between the object and the measurement
instrument. Instruments like infrared thermometers, imaging systems and line scanners are well-
known for the used in the predictive maintenance programs to monitor the thermal efficiency of
systems with critical heat transfer or retention, whereas the line scanners are not as useful as the
infrared imaging and thermometers are. Because the infrared light is outside the range of the
human eye, it can only be seen if infrared imagers are used. The infrared thermometers, that
determine the surface temperature at a single point on the surface, can be used in combination
with vibration monitoring to monitor critical temperatures of the equipment. The infrared imaging
allows the operator to scan the thermal emissions of entire machines by using special devices [5].
As discussed in [29], vibration and thermography offer the following benefits:
• Are portable and from economical point of view are preferred over other technologies;
• Can be measured on the machine surface;
• Provide more physical and visual alarms;
• They indicate abnormalities based on the internal characteristics of the equipment;
• They are non-destructive and non-intrusive methods.
There are several tribology techniques recommended to be used in predictive maintenance
programs: lubricating oil analysis, spectrographic analysis, ferrography and wear particle analysis.
The common point of all the tribology techniques is the fact that they all examine the oil condition
in order to detect possible failures [23]. As stated in [5], these techniques are very helpful for
maintenance programs, but the usage of this can be limited due to the equipment cost, data
accuracy and data interpretation. The lubricating oil analysis can provide an accurate breakdown
of the chemical elements contained in the oil and hence determine the condition of the oils used
in the equipment to make the proper maintenance decisions. Spectrographic and lubricating oil
analysis can be used to control the product quality, to increase the productivity, to reduce the need
of inventories and to determine what is the best interval for the oil changing, process, based on
the actual condition of the oil, to help reduce the cost generated by the oil changes. To achieve
the maximum of advantages, frequent oil samples must be taken at scheduled intervals and be
analyzed. There are several tests that can be conducted on oil sampled: viscosity, contamination,
fuel dilution, solids content, fuel soot, oxidation, nitration, total acid number, total base number,
particle count and spectrographic analysis. The second type of tribology technique is the wear
particle analysis which uses the particles from the lubricating oil samples to determine the
machine’s condition. The quantity, composition and size of the particles indicate the actual
condition of the equipment: rubbing wear – resulting from the normal sliding wear in a machine,
July 24, 2018 Natalia Gales 20/75You can also read