Tensile Properties of a Ramie Spun Yarn/PP Composite Strand - From the viewpoint of materials reliability
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
9th International Conference on Fracture & Strength of Solids
June 9-13, 2013, Jeju, Korea
Tensile Properties of a Ramie Spun Yarn/PP Composite Strand
- From the viewpoint of materials reliability -
Hyun-bum KIM1*, Shuichiro KIMURA1, Koichi GODA2* Kenji AOKI3
1
Graduate School of Science and Engineering, Yamaguchi University, Ube, Yamaguchi, 755-8611,
Japan
2
Department of Mechanical Engineering, Yamaguchi University, Ube, Yamaguchi, 755-8611, Japan
3
Kayaku Akzo Co. Ltd., Sanyo-Onoda, Yamaguchi, 755-0002, Japan
Abstract: A continuous ramie spun yarn/PP composite material was produced by Multi-Pin-assisted
Resin Impregnation (M-PaRI) process. The resultant composite strands were tensile-tested to measure
tensile properties at different contents of MA-PP (Maleic anhydride grafted polypropylene). The results
showed that the content of MA-PP did not affect so much their tensile strength and Young’s modulus,
while these tensile properties rather depended on fiber volume fraction. That is to say, microscopic
observation of the strand surface showed that the quantity of extra rein on the surface of the composite
part varied along the strand axis, and yielded a change in the volume fraction at each strand specimen.
As the volume fraction increases, the strength and modulus also increase. Experimental results of
Young’s modulus were compared with Rao & Farris’s model. The result showed that the model agreed
relatively well with the experimental data. On the other hand, the both tensile properties varied with
some statistical variation, irrespective of change in the volume fraction. It was considered that the
variation in tensile properties was attributed to the angle distribution along the strand axis.
Keywords: Ramie spun yarn, Green composites, Maleic anhydride grafted polypropylene, Tensile
strength, Young’s modulus
1. Introduction
Glass fiber, a representative reinforcement for polymer matrix composites, has many excellent physical
and mechanical properties such as low density, heat resistance, wear resistance, and high specific
strength and stiffness. Glass fiber reinforced composites have thus been investigated for many years
because of huge demand for their use in industry. They also have disadvantage such as difficulty in
disposal after their lifetime. Recently rising important concerns are environmental problems such as
global warming caused by petroleum-based materials and energy. These concerns have shifted the
focus to producing alternative materials and energy from biomass resources commonly throughout the
world.
In December 2010, the Japanese government made a cabinet decision to administer a plan called The
Master Plan for the Promotion of Biomass Utilization [1]. By this plan, additional research and
development regarding the efficient use of herbaceous plants and woods were demanded.
According to the market research from Lucintel published in March 2011 [2], global natural fiber
composites market gained $2.1 billion in 2010, and it is predicted that natural fiber composite market
reaches $3.1 billion by 2016. Furthermore, such trend would be accelerated by more need of low cost
and light weight materials in the market, the rise of environmental awareness and government supports.
Plant-based natural fibers are abundant, biodegradable, and renewable. Moreover, they have similar
specific strength and stiffness to those of glass fiber. On the other hand, plant-based natural fibers have
also disadvantages such as poor compatibility with hydrophobic polymer matrices, flammability and
thermal instability. Despite these drawbacks, increasingly attention has been devoted to improvement
of natural fibers as reinforcement of polymer matrix composites that can be substituted for petroleum-
based fibers. Ramie, a well-known plant-based natural fiber, can be used as a textile fiber because of
low lignin content. It has advantages of high tenacity, silk-like luster, and resistance to bacteria. Ramie
is also a popular reinforcement material used for polymer composites.
During the last two decades, various attempts have been made to develop production methods of
continuous fiber composites. Several processing techniques have been introduced for producing
continuous fiber/PP composites, e.g., pultrusion and compression molding, single- or twin-screw
extrusion and injection molding, heat press, tubular braiding [3]. On the other hand, few studies have
*
Corresponding author: E-mail: goda@yamaguchi-u.ac.jp or r501wc@yamaguchi-u.ac.jp.
19th International Conference on Fracture & Strength of Solids
June 9-13, 2013, Jeju, Korea
Table 1. Physical and chemical properties of ramie fibers
Microfibrillar Moisture Chemical composition (wt%)
Density
angle content
(g/cm3) Cellulose Lignin Hemicellulose Pectin Wax
(o) (wt%)
1.50 7.5 8.0 68.6-76.2 0.6-0.7 13.1-16.7 1.9 0.3
been reported to clarify the variation in tensile properties of a continuous natural fiber spun yarn/PP
composite.
In this study, thus, a continuous ramie spun yarn reinforced polypropylene (PP) composite strand was
developed using a novel and simple combined technique. Tensile properties of the resultant composite
strands were measured with various contents of MA-PP, a typical agent raising interfacial compatibility
between the fiber and resin.
2. Experimental
2.1 Materials
A continuous ramie spun yarn, having fineness of 95 tex, Type No. 16 (TOSCO Co. Ltd., Japan) were
used as a reinforcing material. The matrix material used was polypropylene, which was supplied from
Prime Polymer Co Ltd., Japan. Physical and chemical properties of ramie fibers are listed in Table 1 [4].
It is known that high adhesion between hydrophilic fibers and hydrophobic resin by chemical bonding
is induced by available OH groups on the fiber surface. The resin adheres to the fiber surface through
molecular chain entanglement. During this reaction, maleic anhydride grafted polypropylene (MA-PP)
works as a coupling agent to realize such chemical bonding. In this study also, MA-PP (Kayaku Akzo
Co. Ltd., Japan) was used to promote such chemical interaction between the fiber and matrix. The
contents of MA-PP prepared were 0.5wt%, 1.0wt% and 2.0wt% for PP resin, and 100% PP resin was
also prepared as a matrix condition.
2.2 Fabrication procedure
The continuous ramie spun yarns were first delivered via preheating process into a cross-head die
attached to a φ 15 mm single screw extruder (Musashino Kikai Co. Ltd., Japan), into which PP pellets
and MA-PP powders were fed at the same time. The mixed resin was coated onto the ramie yarns in the
die at resin coating process. Subsequently, it was impregnated into inter-fibers through the Multi-Pin-
assisted Resin Impregnation (M-PaRI) process [5]. A motor was set to draw the composite strand with
a screw speed of 45.0 rpm.
2.3 Tensile test
Fig. 1 (a) shows shape and dimension of the tensile specimen of a ramie spun yarn/PP composite strand.
Tensile tests were conducted using a universal testing machine (Desktop type universal testing machine,
LSC-1/30, JT Toshi Co. Ltd., Japan) at a crosshead speed of 1 mm/min. To obtain an average cross-
section area of the specimen, diameters on fifty locations along the strand axis were measured using a
digital microscope (Digital microscope KH-1300, HIROX Co. Ltd., Japan) at each specimen. Tensile
strength were determined from the obtained stress–strain diagram, and Young’s modulus was measured
through linear approximation in the range of 0.1 - 0.25% strains on the diagram.
2.4 Fiber volume fraction
The weight of a ramie spun yarn and its composite strands was measured using semi-micro analytical
balance (Shimadzu AUW220D, Shimadzu Corporation, Japan). Fiber volume factions on composite
strands were calculated using the following equation:
(a) (b)
Fig. 1 Shape and dimensions of (a) tensile specimen and (b) surface morphology of a ramie
spun yarn/PP composite strand.
29th International Conference on Fracture & Strength of Solids
June 9-13, 2013, Jeju, Korea
5050
4545
4040
Frequency, %
3535
3030
2525
2020
1515
1010
55
000
0-0.1
0.3-0.4
0.9-1.0
1.0-1.1
1.1-1.2
1.2-1.3
1.3-1.4
0.1-0.2
0.2-0.3
0.4-0.5
0.5-0.6
0.6-0.7
0.8-0.9
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3
0.7-0.8
Diameter, mm
Fig. 2 Diameter distribution of ramie spun yarn/PP composite strands.
Wf
ρf (1)
Vf =
Wf Wm
+
ρf ρm
where V f is fiber volume fraction of the composite strands. W f and W m are the weight fractions of
ramie spun yarn and matrix, respectively. ρ f and ρ m are the densities of ramie fiber and matrix,
respectively. The densities of ramie fiber and matrix were given as 1.16 g/cm3 and 0.9 g/cm3,
respectively.
3. Results and Discussion
3.1 Effect of MA-PP contents
It can be confirmed from Fig. 1 (b) that the diameter of the resultant ramie spun yarn/PP composite
strand is not uniform along the strand axis. Fig. 2 shows the diameter distribution of the specimen.
From the measurements of 2133 locations, the mean diameter and coefficient of variation (denoted as
C.V.) were calculated as 0.56 mm and 0.155.
Table 2 shows tensile properties of the resultant ramie spun yarn/PP composite strands. It seems that
both tensile strength and Young’s modulus are reduced by adding MA-PP into PP resin. As mentioned
above, extra resin covered on the surface of the composite yielded variation of the diameter and volume
fractions. It is apparant from Table 2 that the composite strands containing MA-PP show lower fiber
volume fractions than neat composite strands. This means, MA-PP brings more PP on the composite
surface, as compared to neat PP. It can be noted that, on the other hand, the fiber volume faction is not
changed so much except 0wt% despite change in MA-PP. More stronger ramie spun yarn/PP composite
strands might be obtained if extra resin could be removed by some aditional process.
3.2 Evaluation method of elastic modulus based on real twist geometry
Fig. 3 shows schematic representations of a ramie spun yarn/PP composite strand. Ideal and real twist
geometries are shown in (a) and (b), respectively. The fiber surface orientation angles in ideal twist
geometry are equal at each location along the strand axis. On the other hand, it is apparent that fiber
surface orientation angles vary at each location in case of real twist geometry, as shown in Fig. 3 (b).
Thus, the structure of a composite strand was assumed such that the strand is composed of n-segments
with a small distance ∆x, as shown in Fig. 3 (c), and the elastic modulus varies at each segment. On this
assumption, the whole elastic modulus E T is given as follows:
Table 2. Tensile properties of ramie spun yarn/PP composite strands
MA-PP Fiber volume Tensile strength Young’s modulus
Number of
content fraction Mean Mean
specimens C.V. C.V.
(wt%) Vf (MPa) (GPa)
0 24 0.419 176 0.132 13.4 0.144
0.5 24 0.335 143 0.225 10.5 0.149
1.0 24 0.385 155 0.217 11.7 0.195
2.0 12 0.340 160 0.112 11.4 0.102
39th International Conference on Fracture & Strength of Solids
June 9-13, 2013, Jeju, Korea
(a) (b)
Matrix
Ramie spun yarn
α
P P
∆x Cross sectional area
Ei l
(c)
Fig. 3 Schematic representations of a ramie spun yarn/PP composite strand:
(a) Ideal twist geometry, (b) Real twist geometry, and (c) Evaluation method based on real twist
geometry.
l n
ET = n
= n
(2)
1 1
∆x ∑ ∑
i =1 Ei i =1 Ei
Where, n is the number of segment along the strand axis, and E i is elastic modulus on i-th segment
(i=1,…, n). n is given as 50.
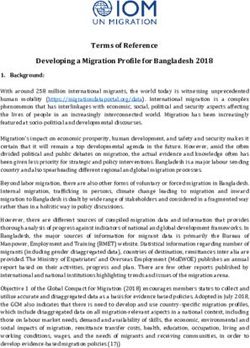
3.3 Comparison of experimental data with Rao & Farris model
Fig. 4 shows distribution of fiber surface orientation angles on the ramie spun yarn/PP composite
strands. The distribution data were measured through microphotographs of the surface. The total
number of data was 453. Mean fiber surface orientation angle and C.V. were 15.7o and 0.181,
respectively. Meanwhile, mean Young’s modulus and C.V. of the total data were 11.8 GPa and 0.181,
respectively. And the mean tensile strength and C.V. were 158 MPa and 0.204, respectively. It should
be noted that both the C.V. of the strand modulus and strength indicate a similar level to that of fiber
orientation angles.
Several theoretical models have been proposed to predict elastic modulus of spun or twisted yarn. One
of the representative theories is Rao & Farris model [6]. In this model the fiber orientation is ideally
assumed as: tan θ/ r = tan α/ R, where θ and α are fiber orientation angles at the inner and surface of
the spun, respectively, and r and R are spun radii at the inner and surface.
On the assumption of this orientation, the yarn modulus Ê (α ) of this model is given as follows:
5050
4545
4040
Frequency, %
3535
3030
2525
2020
1515
1010
55
000
12-14
14-16
18-20
20-22
24-26
26-28
28-30
30-32
8-10
0-2
2-4
4-6
6-8
10-12
16-18
22-24
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
Orientation anlge, Degree
Fig. 4 Distribution of fiber surface orientation angle on the ramie spun yarn/PP
composite strands.
49th International Conference on Fracture & Strength of Solids
June 9-13, 2013, Jeju, Korea
30
Young's Modulus (GPa)
25 o Experimental data
Rao and Farris's model
20
15
10
5
0
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Fiber Volume Fraction
Fig. 5 Comparison of experimental data with Rao and Farris’s equation. Mean fiber surface
orientation angle (15.7o) was used to obtain a curve of Rao & Farris’s model.
b (a + b + c )T02 T0 − 1
−
2
( )
ln
2c aT02 + bT0 + c cT0
ˆE (a ) = 1
b 2 − 2ac ( )
(3)
tan 2 a 2c 2 b 2 − 4ac
+
2a + b − b 2 − 4ac × 2T0 + b + b 2 − 4ac ( )( )
ln
2aT0 + b − b − 4ac × 2a + b + b − 4ac
2 2
( )( )
in which
1 1 1 2υ yz 1 2 2υ yz 1
T0 = cos2 a , a = + + + , b= − − , c= (4)
E z E y Es E z Es E y E z Ey
where, α is a fiber orientation angle on the yarn surface. E z and E y are elastic moduli along the fiber
and transverse axes, respectively. E s is a shear modulus. ν yz is a Poisson’s ratio. In this study, the
material constants were given as follows:
300
Tensile strength (MPa)
y = 295.57 x + 47.024
250
200
150
100
50
0
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Fiber Volume Fraction
Fig. 6 Experimental data of tensile strength and the regression line obtained by the least square
method.
59th International Conference on Fracture & Strength of Solids
June 9-13, 2013, Jeju, Korea
30
o Experimental data y = 22.17 x + 3.5212
25 Rao & Farris's model y = 20.426 x + 2.9617
Young's Modulus (GPa)
20
15
10
5
0
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Fiber Volume Fraction
Fig. 7 Comparison of experimental data with Rao and Farris’s model. Individual fiber surface
orientation angles were used in order to measure values of Rao & Farris’s model.
E z = 25.7 GPa, E y = 13.4 GPa, E s = 6.69 GPa, ν yz = 0.5
E z and E y were determined by the rule of mixture and Reuss rule, respectively, in which Young’s
moduli of ramie fiber and PP were given as 28.3 GPa and 2.33 GPa, respectively. E z was estimated as a
half of E y for simplicity. ν yz was given as a value which is often used for natural and synthetic fiber
yarns. α was given as 15.7o, the mean fiber orientation angle on the actual yarn surface, as mentioned
above.
Fig. 5 shows the results of experimental data compared to Rao and Farris’s model. The experimental
data not only increases with increasing fiber volume fractions, but shows slightly higher values than the
theoretical curve. In this model, fiber orientations in inner and outer layers of the yarn are ideally
arranged as mentioned above and shown in Fig. 3(a). Therefore, this behavior implies that actual fiber
orientation angles in inner layers have smaller degree to the axial direction than ideally arranged angle.
3.4 Reliability evaluation of tensile properties by residual standard deviation
C.V. of experimental data showed relatively high values of 0.204 and 0.181 for tensile strength and
Young’s modulus, respectively, as mentioned earlier. This is caused by two factors, i.e. (i) variation in
fiber orientation angle on the yarn surface and (ii) different fiber volume fractions at each specimen. In
order to eliminate the influence of fiber volume fraction, standard deviation (S.D.) of experimental data
was predicted with change in fiber volume fraction, using the least square method. This S.D. is denoted
as residual standard deviation (R.S.D.), because the deviation is calculated with change in fiber volume
fractions, as shown equation (5):
∑ (xi − f (V f ))
1 n
R.S .D. =
2
(5)
n − 1 i =1
where, f (V f ) is a regression line with change in V f , and x i is i-th experimental value.
Fig. 6 shows the experimental results of tensile strength shown in closed circles and the regression line.
C.V. of tensile strength from the total data was 0.204, as mentioned above, but C.V. calculated from
R.S.D. was reduced to 0.148. This means, 27% decrease is expected in the variation of tensile strength,
if there is no variation in V f .
Young’s modulus of experimental data on the composite strands was compared to Rao and Farris’s
model. In this method, the actually measured surface angles at each segment were applied for eq. (3),
and the whole modulus was calculated through eq. (2). Mean and C.V. of Young’s moduli calculated
from this method were 10.6 GPa and 0.149, respectively. As compared to the above-mentioned
experimental data, the calculated value is slightly lower in mean, but reduces the variation.
69th International Conference on Fracture & Strength of Solids
June 9-13, 2013, Jeju, Korea
Fig.7 shows experimental and theoretical data in open white circles and open red circles, respectively.
Regression lines were predicted for these two data. For the experimental data, C.V. calculated by R.S.D.
was 0.115. This is 37% decrease, as compared to 0.181 obtained from total experimental data. It is
considered again that, if there is no variation in V f , C.V. is expected to be reduced to some extent.
For Rao and Farris’s model, on the other hand, C.V. calculated by R.S.D. was 0.042. It was shown that
72% of reduction was confirmed, in comparison with 0.149 obtained from the total data. This relatively
large reduction implies that Rao and Farris’s model depends largely on the variation of fiber volume
fraction. And, the calculated value, 0.042, is brought only from the variation of the fiber orientation
angles on the yarn surface. From this result, the mean and C.V. values of experimental data calculated
by R.S.D. are interpreted as follows: the fiber orientation angles in inner layers of the yarn are smaller
in average than the ideally arranged case, but have a large variation in fiber orientation. We consider,
thus, the variation in fiber orientation angle along the yarn axis is a key-factor regarding decision of
tensile properties and their reliability.
4. Conclusions
A continuous ramie spun yarn/PP composite strand was produced by a new method, called by Multi-
Pin-assisted Resin Impregnation (M-PaRI) process. The resultant composite strands were tensile-tested
to measure the mechanical properties such as tensile strength and Young’s modulus at different contents
of MA-PP. It was found from results of the tensile tests that dependency on the contents of MA-PP was
low, but the tensile properties increased with increasing fiber volume fractions. Mean tensile strength
and Young’s modulus were 158 MPa and 11.8 GPa, respectively. Experimental results of mechanical
properties were compared with Rao & Farris’s model, the least square method and residual standard
deviation. The results showed that coefficients of variation (C.V.) of tensile strength and Young’s
modulus measured by residual standard deviation were 0.148 and 0.115, respectively. The fluctuations
were caused by fiber orientation angles as well as fiber volume fractions. It is noted from the
comparison with Rao & Farris’s model that fiber orientation angles in the composite strands has
different angles between inner and outer layer.
It is reasonable to mention that composite strands which have much more higher mechanical properties
could be obtained by removing extra resin covered on the surface of ramie spun yarn composite strands
during the fabrication process. It is expected that the fluctuations of tensile strength and Young’s
modulus can be decreased by decreasing C.V. of fiber orientation angles of ramie spun yarns. It means
that highly reliable composite strands are obtainable by controlling the fiber orientation angles.
5. References
[1] Official Homepage of the Ministry of Agriculture, Forestry and Fisheries, Japan,
http://www.maff.go.jp/j/biomass/b_kihoNho/keikaku.pdf.
[2] Lucintel, Opportunities in Natural Fiber Composites, 2011, pdf file.
[3] Ramakrishna Malkapuram, Vivek Kumar and Yuvraj Singh Negi, Recent Development in Natural
Fiber Reinforce Polypropylene Composites, Journal of Reinforced Plastics and Composites, 2009:
1169-1189.
[4] K. Goda, M.S. Sreekala, A. Gomes, T. Kaji and J. Ohgi, Composites, Part A, 2006: 2213-2220.
[5] Hyun-bum Kim, Koichi Goda, Junji Noda and Kenji Aoki, Developing Simple Production of
Continuous Ramie Single Yarn Reinforced Composite Strands, Advances in Mechanical
Engineering, 2013.
[6] Yuanqiao Rao, Richard J. Farris, A Modeling and Experimental Study of the Influence of Twist on
the Mechanical Properties of High-Performance Fiber Yarns, Journal of Applied Polymer Science,
1999: 1938-1949.
7You can also read