Hydrogen is coming How laser technology is driving a new boom - TRUMPF
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Of people and photons
Hydrogen is
coming
How laser technology is driving a new boom.
TRUMPF.COM
# 32
EDITORIAL
Challenge
accepted !
Back when I was a young laser researcher experimenting with a transverse flow
CO2 laser at the German Aerospace Center (DLR) in the mid 1980 s, I would often see
Europe’s first-ever hydrogen-powered car being taken for a spin. It was a red BMW that
Professor Carl-Jochen Winter and his team had successfully converted. It was clear to most
people that the hydrogen pioneer’s car would still need a few decades to establish itself. Even today,
there is still some way to go, but the signs all point in the same direction: research, industry and
politicians all regard hydrogen as the linchpin of our future energy supply.
This is good news for TRUMPF and for laser technology, because fuel cells are at the heart of the
hydrogen economy. These cells extract energy from the chemical reaction of hydrogen and oxygen.
The technical requirements on fuel cells are so demanding that there is no alternative to the laser.
Hundreds of wafer-thin stainless-steel plates have to be welded together in such a way that they can
withstand all knocks, reliably conduct electricity and remain completely gas-tight. These stainless-
steel plates may only be a few micrometers thick, but they have to provide 100 percent safety!
Even the slightest pore in a cell could have fatal consequences, such as in a hydrogen-powered
vehicle. Scanner-based welding lasers, coupled with sensitive sensors, are able to meet these
requirements in terms of precision, speed and safety in a cost-effective manner when it comes
to gas-tight welds.
Admittedly, there is a world of difference between these lasers and “my” CO2 laser from
my DLR days. But innovations in the field of laser technology often build on knowledge that has
already stood the test of time. And gas-tight welding is no exception: our first encounter with
this requirement was in the welding of pacemakers. We were then able to harness this experience
when the first automotive customers wanted our support in the gas-tight welding of components
for lithium-ion batteries, the aim being the rapid development of suitable industry solutions
for electric vehicles. And with the fuel cell, things are taking another step forward. The demands
made by hydrogen pioneers on laser technology are challenging both developers and engineers
alike. But these demands are also spurring them on to new heights, allowing them to weld
even faster and with even greater precision.
Do I believe in hydrogen as a fuel technology? Absolutely! It won’t be next year and it won’t
be a silver bullet. But it definitely has a role to play within a healthy mix of different technologies
for different types of vehicle.
Illustration: Timo Müller; Cover: Adobe Stock / Konstantin Yuganov
# 32 d r . - i n g. c h r i s t i a n s c h m i t z
Chief Executive Officer Laser Technology
I S S U E May 2021 P U B L I S H E R TRUMPF GmbH + Co. KG, Johann-Maus-Straße 2, 71254 Ditzingen, Germany; www.trumpf.com
R E S P O N S I B L E F O R C O N T E N T A N D E D I T O R - I N - C H I E F Athanassios Kaliudis, Phone + 49 7156 303 - 31559, athanassios.kaliudis@trumpf.com Member of the Managing Board of TRUMPF GmbH + Co. KG
D I S T R I B U T I O N Phone + 49 7156 303 - 31559, athanassios.kaliudis@trumpf.com, www.trumpf.com/en_INT/company/press/magazine christian.schmitz@trumpf.com
EDITED BY Die Magaziniker GmbH, Stuttgart, Germany; Florian Burkhardt, Martin Reinhardt
C O N T R I B U T O R S Florian Burkhardt, Wilrid Dubitzky, Sebastian Hecker, Athanassios Kaliudis, Paul Mehnert, Martin Reinhardt, Julia Stolte, Monika Unkelbach
Gernot Walter
P H O T O G R A P H Y A N D I L L U S T R A T I O N Tobias Gerber, Stefan Hobmaier, Timo Müller, Andreas Reeg, Gernot Walter
D E S I G N A N D P R O D U C T I O N Die Magaziniker GmbH, Stuttgart, Germany; Gernot Walter (AD), Martin Reinhardt T R A N S L AT I O N Wieners+Wieners GmbH,
Ahrensburg, Germany R E P R O D U C T I O N Reprotechnik Herzog, Stuttgart, Germany P R I N T E D B Y W. Kohlhammer Druckerei GmbH + Co. KG, Stuttgart, Germany
L A S E R C O M M U N I T Y # 32 3
S C AT T E R I N G S CONTENTS
Twice the fun
Saving the planet for our children using smart and
18 feature
18 ALL ABOUT HYDROGEN !
energy-efficient injection molds. What could be
better than action figures? After having their photo
Hydrogen is the new energy source for the 21st century.
taken, two of our authors’ kids played with the ex- Here is why this is good news for laser technology.
citing new additions to their toy collections. Page 6.
6 power 23 4 .0
Saving the planet with additive copper conduits A good sensor always looks twice.
for press hardening tools and injection molds.
7 glory
24 Tornado power !
Bergmann & Steffen uses a whirlwind
LED revolutionary Shuji Nakamura receives
to speed up remote welding.
the Queen Elizabeth Prize for his perseverance.
hydrogen
Five professors 8 ahead 26 “I have gotten used
Hold on, a quantum is in multiple places at once!?
Then the same should be possible for a quantum
Heraeus Amloy presses bones out of amorphous metal. to the impossible.”
Fine art
physicist! Inspired by this idea, we immediately de- Professor Jörg Wrachtrup is calling for more
cided to take this preliminary photo in the next room. 10 quantum technology in systems engineering
Tobias Gerber then brought the idea to life, with and wants to connect minds and machines.
GFH invents laser turning – and then builds
top physicist Jörg Wrachtrup taking on page 26. a four-in-one microprocessing machine.
30 p o p
15 Healing properties Dissonance à la Hindenburg.
60 years ago, an eye was cured by laser for the 31 w h e r e ’ s t h e l a s e r ?
first time. Much has happened since then. In the premium whiskey.
16 Glass, glass, glass
Laser glass welding is now ready for mass production.
Simply beautiful
Oh, to shine like a supermodel! A dream come true
for one €6.99 bottle of whiskey from a discount
supermarket. Art Director Gernot Walter worked
Andreas Reeg, Tobias Gerber, TRUMPF
his magic with light, lens and mouse turning this
Martin Reinhardt, Gernot Walter
ugly duckling into a beautiful swan. As you can see
Stefan Hobmaier, Timo Müller
on page 31.
10 microprocessing 8 3d printing 24 remote welding 26 quantum sensors
4 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 5
G L O RY
LORD OF THE LIGHT
P OW E R
LED pioneer Shuji Nakamura has been His inventions paved the way for the ongoing success
awarded the 2021 Queen Elizabeth Prize. story of energy-saving LED lighting and pioneering dis-
play technologies. Now, Shuji Nakamura has also been
2015 was a big year for Laser Community: freshly
recognized with the prestigious Queen Elizabeth Prize
crowned Nobel laureate in Physics Shuji Nakamura
for Engineering, along with four fellow pioneers of LED
wrote an essay for this magazine entitled More Light,
research: Isamu Akasaki, Nick Holonyak, M. George
in which he declared his love of light, celebrated its
Craford and Russel Dupuis. In the words of the judges,
importance for human civilization, and set out his
Thanks to a this year’s winners are “[...] recognized not only for the
vision of an illuminated world. There could have been
new tool design, global impact of LED and solid-state lighting but also
no worthier recipient.
mass-produced items for the tremendous contribution the technology has
The Japanese engineer spent the late 1980 s locked
such as injection- made, and will continue to make, to reducing energy
in a seemingly endless series of trial-and-error experi-
molded figures can consumption and addressing climate change.”
now be made in a
ments in his company’s laboratory. His aim was to de-
In 2015, Nakamura wrote the following in this
much more energy- velop high-quality gallium nitride (GaN) crystals in or-
magazine: “I am delighted that light bulbs and fluores-
efficient way. der to be able to generate blue light using light-emitting
cent lamps are slowly but surely being consigned to
diodes (LEDs). Red, yellow and green LED light already
the world’s technology museums and that solid-state
existed, but the blue light spectrum was stubbornly re-
lighting is handling the job of illuminating the world. I
fusing to shine. But bright and exceptionally energy-effi-
regard affordable light as a driver, indeed a benchmark,
THE DREAM
cient white LED light is only possible with the addition
for civilization. Can you imagine human
of blue. The world became a brighter place. “For one-
civilization without light?”
and-a-half years, I spent every morning and every
OF GREEN TOOLS
No, we cannot.
afternoon modifying reactors nonstop,” explains
Nakamura, who is now Professor of Materials
and Electrical & Computer Engineering at
The laser equips copper and steel tools with the length of the conduit; in some cases, bends and the University of California, Santa Bar-
cooling conduits, thus improving their envi- radii are also possible. With LDM, the laser deposits bara. Nakamura’s perseverance paid off:
layer after layer on the basic steel tool, thus forming he developed the first blue GaN LED,
ronmental footprint.
the tool with an ideal arrangement of cooling con- followed by the first green indium gal- Shuji Nakamura’s
Whether in car body production or mechanical engi- duits. It creates a melt pool on the surface of the tool: lium nitride light-emitting diode, a perseverance
neering, press hardening and injection molding are a nozzle sprays powder onto the tool, with this powder white LED, and eventually a blue laser. paid off: today, his
highly popular manufacturing methods – but they have then fused by the laser. During the cooling process, the energy-efficient LEDs
Internal conduits, a dismal environmental footprint. After all, they gener- additive powder and the workpiece form a metallurgi- illuminate our rooms
produced using laser ate huge amounts of heat, and waste tons of energy and cal bond. The basic idea is nothing new. The notion of and screens.
metal deposition coolant. But help is at hand – in the form of cooling con- using LMD to embed finished cooling conduits within
welding, cool the duits within the press-hardening and injection-molding press-hardening tools was circulating back in the early
tool in exactly the tools; these discharge heat by conducting it into the 2000s, but reProTools goes one step further.
right places. metal. The more efficiently they do so, the more energy After all, if you’re already utilizing an additive pro-
is saved. As suppliers around the world produce millions cess, why not form the channels in a second material
of parts every year, even the smallest savings make a that is exceptionally good at conducting heat? Copper
difference. The German Federal Government thinks so is just the ticket. Until recently, this combination was
too, which is why it is supporting resource-saving ideas not possible; infrared lasers struggle with copper, as
through its Climate Action Plan. In this area, TRUMPF it exhibits highly reflective properties on account of a
is working in tandem with several partners as part of wavelength of 1,030 nanometers. This gives rise to spat-
the “Identification of energy- and resource-efficient pro- ter and poor reproducibility. Industrial beam sources
cess chains for the production of thermomechanically are now available with a green wavelength of 515 nano-
stressed tools through a holistic assessment method” meters, making them exceptionally good at coupling
(reProTools) project, which is supported by the Ger- into copper. In the reProTools project, a green disk laser
man Federal Ministry for Economic Affairs and Energy produces tools with optimum cooling properties.
(BMWi). The idea is that lasers form customized cool- As such, the temperature of the tools can be con-
Gernot Walter, TRUMPF
ing channels instead of drilling them. trolled more quickly, the cooling system does less work
Matt Perko / USCB
This is made possible by the additive laser metal and manufacturing is more efficient. This not only saves
deposition (LMD) process, which allows scope for design resources and boosts productivity, but is also good news
freedom. Unlike with drilling, there are no limits to for the climate and users’ budgets.
6 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 7
A H EAD
“We print
your bones” Heraeus Amloy prints
radius plates in amorphous
metal on the TRUMPF
TruPrint 2000. Customized
implants from 3D printers
will revolutionize medical
technology. Valeska
Melde, Head of Marketing
and Sales at Heraeus
Amloy’s, is sure of it.
The dream: implants that fit And how? and other impacts. Think about all the for 3D printing. They are
By printing precision implants from a unique biting and chewing that jawbones particularly sought after
precisely between or within
material: amorphous metal. have to contend with – or the fact in the medical technol-
existing bone structures and that Sounds pretty fancy. that ribs have to endure some eight ogy sector, as AMLOY
can take on exactly the same strain What’s amorphous metal? million breathing motions a year. amorphous alloys fea-
as the real bones that they are In normal molten metal, the atoms buzz And 3D printing can handle ture an elastic modulus
replacing. Heraeus Amloy wants around wildly. When the temperature falls, amorphous metals? similar to that of human
they slow down and arrange themselves in With aplomb! In collaboration bones, which is a huge
to make this dream come true.
the most energetically favorable form, i.e. with TRUMPF, we have enhanced advantage in terms of
Ms. Melde, what is currently the crystal structure. If, however, the molten the process so that we can work the healing process and
stopping us from producing metal cools down at 200 kelvins per second, with an exceptionally fine focus the resilience of the pre-
precision implants using the atoms are unable to arrange themselves and extremely small volumes viously weakened body
3D printing? in position and are instead frozen in their of molten metal. As such, the part. Our alloys are cor-
Among other things, the requisite mechan- molten state. The shapeless confusion of the heat is quickly conducted away. rosion-resistant and bio-
ical properties. Bones are extremely light- atoms is retained in the solid metal. Here at In turn, this facilitates the crit- compatible.
weight, exceptionally hard and highly AMLOY, we develop alloys that enable this ical cooling rate of 200 kelvins When will I be able to
flexible. Today’s materials merely offer process. Incidentally, the same phenomenon per second; an individually cus- have the first printed
a compromise between these attributes. can be observed in glass, which is why amor- tomized implant emerges from implants fitted?
Metallic materials, for instance, are too stiff, phous metals are also referred to as “metal- the powder bed and solidifies This is something that we are
whereas polymers are too soft. 3D printing, lic glass.” with an amorphous structure. currently testing in tandem
however, could make it possible to produce And how does this help So two in one. with partners such as TRUMPF
Andreas Reeg / Fotogloria; editing: Die Magaziniker
customized implants. in terms of implants? Even more, in fact! The 3D print- as part of the Clinical Addi-
And that would Since amorphous metals do not have any ing of amorphous metals offers tive Manufacturing for Medical
be desirable? crystal structures, they behave very differ- yet another decisive advantage: Applications (CAMed) project at
Yes. As things stand, surgeons often have to ently to “normal” metals. For example, they we are much more flexible when it the University of Graz. The results
improvise in order to adapt series-produced are extremely robust, highly flexible and comes to the alloys. We already have are promising, and we are already
implants to patients’ bodies. They bend exceptionally resistant to wear and tear. zirconium-based alloys. At the same able to manufacture implants that
them into their final form by hand Just like bones, the implants are therefore time, we are also working on an amor- can then be tested and approved by
and fix them in place using screws. able to withstand considerable stresses and phous, titanium-based alloy. We are our clients. So the idea of us printing
That’s why we want to help. strains. And not just in the form of knocks optimizing this and all our other alloys your bones is already reality.
The company: Heraeus Amloy develops and sells amorphous alloys The products: Amorphous components are also and volume/tone controls already adorn the first electric The material: Amorphous metals are produced by flash-freezing
and uses them to make components for its clients. Zirconium-based alloys gaining ground in fields other than mechanical engineering guitar, whereas NASA plans to equip its space robots molten metals. The atoms solidify in a random arrangement and do
are already available, with titanium-based versions set to follow. and medical technology: an amorphous, 3D-printed bridge with drill bits made from these specialty metals. not form crystal structures.
8 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 9
FINE
MICROPROCESSING
Left: magnified
dramatically
on the screen;
right: the actual
component in
the machine.
Mechanical
turning isn’t much
use when dealing
with such tiny
precision parts.
A R T
Stefan Hobmaier / Fotogloria
10 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 11
MICROPROCESSING
IT TAKES TWO TO TURN! They needed this energy, as they still had many
years of development ahead of them. The main problem was the processing speed.
“When you have a rotating part, the laser only ever processes a narrow strip of the
surface, i.e. the strip that is currently turned toward the optical element. Therefore,
GFH invents laser turning. the key factor is how quickly the machine can rotate new, unprocessed sections of
D
the surface into the light.” Thanks to a high-precision air-bearing rotation axis, the
workpiece can reach up to 3,500 rotations per minute. Although this looks incredi-
bly fast to the naked eye, it feels like tortuous slow motion to a laser that pulses at
THE DECISIVE a rate of picoseconds. The laser can cut a line, drink one or two cups of coffee, read
a book, take a lunch break, watch the director’s cut of the Star Wars trilogy and then
IDEA BEHIND see whether it’s needed again. “At this rate, material abrasion is quite simply too
slow to be cost-effective.”
The GL.smart
THE MACHINE: But the team then had a light-bulb moment: although all kinds of physical con-
straints apply to a rotating piece of metal, there are no such constraints on incorpo-
combines four USP
laser machining
LET THE real light. With this in mind, the developers then started rotating the laser beam at
lightning speed. When the beam is applied to the rotating workpiece, the process-
“Damn, he’s right,” says GFH CEO, Florian Lendner, to himself. One of his customers
processes at micro
level: cutting,
LASER ROTATE, ing speed is increased dramatically by means of contrarotation.
from the medical technology sector has just told him that he will only see the laser
as the perfect tool once he can use it for turning. This gets Lendner thinking; turn-
drilling, texturing
and turning. The
TOO!
ing has, up to now, been the only machining process for which there is no practical workpiece can pass
laser-based alternative. But Lendner wants to change that. through the system
During turning, the workpiece rotates – and a chisel moves across its outline, cut- without ever having
ting away material. The force exerted upon the component is known as “cutting force.” to be re-clamped.
The patented
And this is what Lendner is interested in. GFH machines are not used to manufacture
trepanning optical
finger-sized valves or thick pistons. GFH builds microprocessing machines – and cut-
element seamlessly
ting forces have no place in the world of microprocessing. His customers want to pro-
works through each
duce tiny medical forceps that are just a few micrometers thick, stylish mini watch
processing stage
hands, or exceptionally fine electronic modules. If he were to start applying bru-
until the workpiece
tal cutting force, there would be a constant risk of rejects due to deformation. GFH
is finished.
machines therefore use lasers in place of mechanical machining tools for processes
such as drilling, milling and surface finishing. But lasers aren’t suitable for turning.
This gives rise to the age-old problem of mechanical tools in the microprocessing sec-
tor: “When the turning chisels become ever finer, they wear out very quickly, mean-
ing that tools have to be constantly replaced,” explains Lendner. “What’s more, even
the tiniest turning chisels eventually reach their physical limits.”
Therefore, Lendner and his team do exactly what they have been doing for the
past 20 years: they think about how they can replace a mechanical tool with ultra-
short pulse lasers (USPs). They have already achieved this feat in terms of texturing,
cutting and drilling at micro level. But that’s not all: GFH brings together all three
USP laser machining processes in a combined machine, meaning that the workpiece
doesn’t even need to be re-clamped. Lendner is proud, but then a customer from the
medical technology sector comes along and suddenly also wants laser turning.
A SECOND WIND “The USP laser is a universal tool. Its light doesn’t touch the work-
piece or heat it up. At micrometer precision, it removes precisely the material that we
want to remove. So there shouldn’t be any reason why laser pulses can’t also be used for
turning,” remarks Lendner.
But the reality proved to be harder than envisaged. Even the initial attempts
performed on sample parts required the entire expertise and combined frustration
tolerance of his team. Lendner: “I reached the point where I wondered whether all the
Stefan Hobmaier / Fotogloria
hard work was even worth it. We therefore published the initial results in order to see
whether anyone was even interested in laser turning.” The response was huge – and
went well beyond the field of medical technology. “We saw that the demand was there
and that we could really make a splash!” This energized the GFH team, who were
given a second wind.
12 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 13
MICROPROCESSING LASER MEDICINE
KEY
MECHANISMS [ eyes ]
OF ACTION
In retinal detachment, laser light
selectively heats the retina, causing
it to scar. In this way, it closes [ eyes ]
holes and strengthens the
This fresh idea brings with it a third wind. The GFH engineers now utilize a trepan- Three laser therapies for
Heating: connection to the inner
ning optic that they had actually developed for a different project. At the heart of Glaucoma reduce excessive
The laser wall of the eye.
the trepanning optical unit are rotating cylindrical lenses, enclosed in an extremely pressure in the eyeball.
finely balanced precision spindle. This unit allows the focus to circle the workpiece stimulates The laser kills specific
Healing
at up to 30,000 times a minute, firing off a lightning-fast salvo of ultrashort pulses. molecule cells that produce fluid
vibration. The In refractive corneal in the eyes, widens their
In the first step – rough machining – the light vaporizes as much material as possi-
tissue undergoes surgery, lasers remove natural outflow and
ble, with considerable energy input. In the subsequent fine-machining stage (“finish-
fine layers of the
properties
ing”), less energy is used and the final surface finish achieved. Mission “laser turn- controlled drills a new outflow
cornea to correct through the iris.
ing” has been accomplished. heating.
refractive errors.
YET ANOTHER TRIUMPH The trepanning optic has even more up its sleeve. If “EVEN THE
a beam can come into contact with the surface from a variety of angles and circle the
workpiece, it is also more effective at cutting and drilling at micro level. “We can now TINIEST Erosion:
Even medical
precisely determine the wall angles of cuts and boreholes – and even produce holes
that dilate downward,” explains Lendner. “Try doing that with a mechanical drill!” TURNING The laser deploys
so much energy [ bones ]
practitioners
And the team’s euphoria hits new heights when it becomes clear that they – as
regard the laser
secretly hoped – are able to process sapphire glass, ceramic and diamonds in next to CHISELS that it destroys
and vaporizes
In surgical interventions,
no time. These are materials that have always offered stiff resistance to any mechani- as a blessing.
EVENTUALLY
lasers cut bone tissue
cal ablation process – and that have finished off one tool after another. Lendner puts it tissue directly.
precisely and in free
in more matter-of-fact terms: “This demonstrates a key advantage of laser technology contours. Exactly 60 years
compared to conventional manufacturing processes: no strain on the workpiece, no REACH A ago, a laser
wear and tear on the tool. This is what makes the technology so cost-effective.”
Since 2020, the GL.smart microprocessing machine has been in use at the sites PHYSICAL Ablation:
destroyed an
of several customers, including in the medical technology sector (where the idea
originated). It is the first laser system that combines all four machining processes LIMIT. LASER Laser pulses
generate
eye tumor, thus
at micro level: drilling, texturing, cutting – and now turning. “Well, you can’t really
refer to it as ‘machining’ when you use ultrashort pulse lasers, but rather ‘vaporizing’
– but everyone knows what you mean,” says Lendner, with a beaming smile.
LIGHT IS THE microscopic
plasma
healing a human
being for the
Contact: Florian Lendner, CEO, phone: +49 991 29092-113, florian.lendner @ gfh-gmbh.de
ONLY WAY TO explosions.
Shock waves first time. Much [ heart ]
GO BEYOND dislodge sections
or layers of tissue. has happened In certain circulatory
[ w hole body ]
THIS LIMIT.” Laser-induced themotherapy since then.
disorders, the laser
drills fine holes in the left
selectively superheats ventricle. This allows blood
Florian Lendner,
and kills tumors and other to flow directly from the
CEO of GFH
Photodynamic abnormal growths. ventricle into the veins of
therapy: the heart muscle.
An initially
harmless
[ blood v essels ]
substance is
introduced into In injuries, laser light scars
the body. Once tissue to close tears
and holes. [ bl a dder
the substance
and ureter ]
reaches the
The principle of laser rotation: (to the left) the air-bearing place of action, Laser pulses trigger
rotational axis that holds the workpiece; the trepanning the laser light High-energy laser pulses microplasma explosions
generate micro-shock waves in urinary and bladder
Stefan Hobmaier / Fotogloria
unit works from above. The workpiece rotates at a speed breaks down its
of 3,500 rotations per minute, where the focus circles are molecules into in thromboses and deposits, stones. The thermal stress
30,000 times per minute. dislodging them from blood and the shock waves cause
aggressive agents.
vessel walls. the stones to disintegrate,
allowing them to
be excreted.
14 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 15
Smartphone cameras and GLASS WELDING
displays require a fast and
reliable method of joining
glass to glass. This is just one
of many possible applications
for the laser welding of glass
M O R E T O L E R A N C E Pre- a tion of energy modulation sud-
glass
by viously, optimum glass-to- denly gave us a new, known
on a production scale.
sebastian glass laser welding relied value within the process.
hecker on keeping the gap What we needed now
HOW AUTOMATED
between the parts to be was a second, measur-
joined in the region of QUALITY CONTROL WORKS able signal from the
glass
one to four microm- DURING WELDING (A): process, but it had to
eters, but no higher. be one that varied
Exceed this gap
For each weld spot (b) in the seam, the in direct correla-
size, and the mol- system measures and evaluates the process tion with the pro-
ten material would radiation (c). The closer this radiation curve cess. Our thinking
glass
spill out the sides was that we could
of the gap and the
follows the normalized laser energy curve then compare these
bond would fail. for the welding process (d), the better the measurements to
But keeping within the energy modula-
bonding connection. The quality of the
these limits on an tion figures to deter-
industrial scale was a weld seam as a whole depends on the mine whether each
lot to ask! So we began quantity and distribution of weld individual point on the
looking for ways to seam had been success-
spots classed as “good” (black).
increase the tolerances. fully welded. We found
Fully automated quality control paves the way for the Our first step was to the signal we needed in the
laser welding of glass on a production scale. switch to the TOP Weld form of the process radiation
optics, which allow us to give emitted by the molten material
the pulses an elongated beam pro- at each weld spot. We measured this
Production-scale bonding of transparent and semitrans- joints are only effective at keeping out gas and liquid to file. This has the benefit of making the process radiation using a photodiode
parent materials such as glass and sapphire is a com- a limited extent – and only for a relatively short period weld seam larger overall, which immedi- and came up with various calculations to
mon requirement in many industries, including the of time. In contrast, ultrashort laser pulses can create a ately doubles the tolerance for the gap that you establish a correlation between the two signal
consumer electronics, automotive, architecture, pho- durable bond between the parts to be joined without any have to bridge. But it’s the next step that really marks curves, i.e. between the modulated energy figures that
tovoltaics, technical optics and medical device sectors. of the problems outlined above. Moreover, laser welding a key breakthrough in two respects. The key is to we already had and the measured intensity of the pro-
One way to bond glass to glass is by using ultrashort can make assemblies more compact: thanks to its higher modulate the laser energy for each individual weld cess radiation. The result gives us a reliable indication
pulsed laser technology. This method has been produc- seam strength, it doesn’t require as large a bonding sur- spot. In other words, we start by allowing the energy of the strength of the bond at each weld spot. We can
tion-ready for several years and delivers high-quality face as glue. Laser welding is also more flexible when it of the laser pulses for each weld spot to surge, and actually predict the quality of each individual weld
results, yet it has so far been confined to small-batch comes to the geometry of the joining surfaces, giving then immediately allow it to drop again. This boosts spot with an accuracy of 98.6 percent!
manufacturing. Nevertheless, it has the potential to be part designers more scope to find creative solutions. the gap-bridging tolerance by a further 30 percent, A weld seam usually consists of thousands of weld
both fast and enormously productive. Yet despite these formidable advantages, laser glass and increases the maximum bridgeable gap size by spots. By calculating the sum of all successful weld
Many industry sectors currently rely on gluing, a SEBASTIAN welding has been difficult to apply in production due to as much as 50 percent. These improvements provide spots and analyzing their distribution along the entire
bonding process that is well suited to conventional mass HECKER was a two key shortcomings, namely the need for high-qual- the kind of tolerances that can realistically be met weld, we can automatically calculate how successful
production. Over time, manufacturers have progres- doctoral student at ity joining surfaces and the lack of an automated weld on a production scale. the welding process has been overall. Automated qual-
sively optimized their gluing techniques, yet they still TRUMPF Laser quality control system. Fortunately, we now have a solu- ity control is a huge step forward on the path toward
encounter disadvantages and quality problems that are in Schramberg. tion for both these problems. AUTOMATED MONITORING The other benefit industrial production. It even opens up the possibility
directly linked to the gluing process itself. In his doctoral thesis of energy modulation was that it finally opened the of rescuing pieces that would otherwise be scrapped,
One of the fundamental problems of gluing is the for the University HOW IT WORKS Before presenting our solution, door to automated quality control. Previously, we could because defective welds can be corrected.
basic fact that it requires glue! This adds another material of Stuttgart, which let me briefly describe the basic principles of how the only inspect the seam after the process was complete, Laser welding with automatic monitoring is a mature,
that must be integrated into the manufacturing process. he completed in 2020, method works. The key requirements is pulsed, infrared either using optical methods or by examining random productive and reliable method – and it offers indus-
Machines or workers apply the glue and press together he devised a method laser light with a high repetition rate and a pulse dura- cross-section samples under the microscope. This was try a viable alternative means of joining glass and
50μm
the parts to be joined, but the effect is not immediate, to automatically tion in the picosecond range or shorter. We start by plac- a costly and unsatisfactory approach. But the introduc- other transparent materials.
since the glue has to harden before the joint will be
strong enough to hold. Laser welding eliminates the need
monitor glass
welding and also
ing one of the glass components on top of the other. We
then fire the laser beam through the upper component
b
for any additional materials and produces full-strength developed a system so that it’s focal point is inside the lower component.
weld seams instantaneously. Adhesives also have other to apply this method The laser pulses melt the material at the focal point, and
disadvantages; for example, the fact that their chemi- in practice. droplets of this molten material spread upwards into
cal and mechanical properties are different to those of the component above. The molten material solidifies to
d
TRUMPF, Gernot Walter
the parts being joined. This can have significant conse- create an interlocking connection. We repeat this pro-
quences. Glue may release gases that could contaminate cess several thousand times for each weld path. Within c
the assembly. It also ages and becomes brittle, potentially a matter of seconds, this combination of thousands of
reducing a product’s service life. What’s more, glued weld spots produces a durable bond.
16 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 17
ALL ABOUT
HYDROGEN
HYDRO
GEN
!
Things are getting serious:
hydrogen is the new energy source
for the 21st century. And laser technology
is helping to produce fuel cells, pipes and tanks.
T
The signs are clear, the time has come: hydrogen is the new future.” Bearing in mind that he wrote these words
linchpin of the energy supply. In recent years, a whole almost 150 years ago, why is it now suddenly possible
series of industrialized nations have unveiled ambi- to bring this idea to life?
tious and binding hydrogen strategies, including Japan,
Timo Müller
Germany, Australia, South Korea, the Netherlands, WHO GETS THE MONEY? In the past, one hard
Italy and the European Union as a whole. The notion of fact in particular stood in the way of the hydrogen
hydrogen as a key energy source for electricity, heating, dream: the use of other energy sources such as coal, oil
industrial processes and vehicles has been in the minds and natural gas was, quite simply, cheaper and more
of visionary scientists and engineers for decades. And profitable. However, the impacts of the climate crisis
should you so desire, you can – as so often – quote the now make it clear to absolutely everyone that “cheap”
author and professional visionary Jules Verne. In his is a relative term. It is hard to accurately forecast the
1874 novel The Mysterious Island, he describes hydrogen cost and effort associated with dealing with global
as the “coal of the future.” He writes: “The energy warming, which has already begun. There is, however,
of tomorrow is water, broken down by elec- broad agreement that they will be huge.
tric current.” And continues: “The But the new sense of urgency is more than just a
elements of water broken down climate policy imperative, as there are also extremely
in this way – hydrogen and logical reasons for promoting the hydrogen economy.
oxygen – will secure the The benefits of using this simple gas as an energy source
earth’s energy supply are impossible to overlook: water – the main raw mate-
for the foreseeable rial for hydrogen generation – is available in abundance.
18 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 19HYDROGEN
FIRMS THAT USE
What’s more, established resources such as natural gas
LASER TECHNOLOGY the reaction between hydrogen and oxygen harbors provision and size than mobile fuel cells in cars and
are, in certain circumstances, suited to the clean pro-
duction of hydrogen (see the box on the hydrogen color
CAN FULLY an incredible amount of energy. But unlike with most
other high-energy chemical reactions, the fuel cell
trucks. The type with the greatest potential for mobile
applications is the low-temperature proton-exchange
code). H2 , i.e. hydrogen, is a zero-carbon fuel – so when
it is burned, it only releases the useful energy and the
HARNESS THE Atomic: Hydrogen is the
offers a technological method of conducting them
in a controlled manner. And the energy from these
membrane fuel cell (or “low-temperature PEM cell” for
short). PEM cells can easily withstand impacts during
HYDROGEN BOOM.
smallest, simplest and
“waste product” of new water. Hydrogen is absolutely reactions can be converted into electricity relatively operation and – for their volume and weight – boast
most common element
ideal when it comes to storing and transporting electri- in the universe – and
directly via combustion heat, turbines or similar tech- outstanding power density, which is exactly what is
cal energy (“power to gas”). This will serve as a game- accounts for about nology. Fuel cells are not only energy converters, but required to accelerate a vehicle.
changer for green but erratic technologies such as wind 90 percent of all atoms. they are flexible too. Fuel cells can power cars and The linchpin of a PEM cell is a stack comprising
and solar power. A further advantage lies in the fact It consists of one proton ships, but also supply buildings and industrial facili- hundreds of bipolar plates, with two bipolar plates
that the use of hydrogen has proved its mettle for many and one electron. ties with electricity. enclosing each membrane. In turn, a bipolar plate con-
years, such as in rocket engines and the fuel cells of cars, Who is set to be part of the hydrogen megaproject? All Plenty of experience has been gained with fuel sists of two stainless-steel half-shells welded together;
Molecular: Hydrogen
buses and trains. Chemical engineers have many years those companies that are already willing to embrace the occurs almost exclusively
cells, ever since they were built for the first time in they are between 75 and 100 micrometers thick and
of practical experience with H2: they have long been emerging boom and who are equipped with the cutting- as a molecule with two 1838. However, all the fuel cells that have ever been feature thin channels on the surface. Hydrogen and
using it as a base material for myriad processes, such edge technology required to build all the electrolyzers, atoms (H²). It is the produced will pale into insignificance compared with oxygen flow toward each other from opposite ends
as the extraction of ammonia for fertilizers, methanol pipes, tanks and fuel cells that are set to come. In order smallest molecule of all. the huge numbers that will be built over the next ten of these channels before reacting on the textile mem-
for various acids, and ethylene and propene for plastics. to get involved, firms need foresight, a dash of entre- years. Therefore, the search has begun for factories and brane to generate water and energy.
Physical: Under normal
Even the transportation of hydrogen in pipelines mea- preneurial courage – and laser technology. processes that will soon manufacture high-efficiency The whole idea only works if the two wafer-thin
conditions, hydrogen is
suring hundreds of kilometers has long been standard a colorless and odorless
cell after high-efficiency cell. half-shells – and the walls of each individual channel –
practice. New yet familiar territory, as it were. LASERS IN FUEL CELLS The centerpiece of any gas. It is the most Depending on their area of application, fuel cells are welded together extremely tightly. Even the slight-
So it’s no wonder that more and more industrialized hydrogen economy is a galvanic cell that extracts energy lightweight of all gases. have different technical designs. Clearly, stationary fuel est pore on a bipolar plate can cause the entire stack
nations are willing to invest billions of euros in the devel- from the reaction between hydrogen and oxygen: cells that supply buildings have completely different to fail. The cumulative welding seam on each stack can
Chemical: Hydrogen is
opment and construction of a future-proof hydrogen the fuel cell. Fuel cells are the very reason why a hydro- specifications in terms of efficiency, short-term energy even run to a length of several kilometers. As things
flammable and forms
infrastructure. gen economy can operate efficiently in the first place;
an explosive mixture
when combined with air
and other oxidizing gases.
Technical: Hydrogen
ONLY LASERS WELD
BIPOLAR PLATES FOR
Timo Müller
seeps through even the
tiniest gaps. Therefore,
pipes and tanks have
to be welded more
FUEL CELLS IN A COST-
tightly than those used
for natural gas, for EFFECTIVE MANNER.
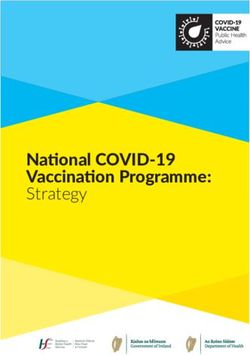
THE GREEN HYDROGEN ECONOMY example.
H² is transported in
lightweight tanks made Blast furnaces
of composite material. with hydrogen
produce climate-
neutral steel.
Stationary fuel cells
supply industrial facilities
and households
with clean energy.
H² is stored Mobile fuel cells are used in
Electrolyzers use in steel tanks cars, trucks, buses, trains, and
sustainably electricity and flows public transportation.
to separate ordinary water kilometers
into oxygen and hydrogen. through pipes.
20 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 21HYDROGEN
THE HEART
OF THE
FUEL CELL PEM fuel cell for
Whenever colors
are talked about in
reference to hydrogen,
this has nothing to
i4.0
vehicles
do with the gas itself,
The PEM fuel cell
but rather how it is
produces electricity
generated:
for cars, trucks
and other vehicles. Green hydrogen
Stack
is generated through
Hydrogen and oxygen hund of sever
red b al the standard electrolysis
are converted into ipola
DOUBLE
r
energy and water in hundreds plate of water. The energy for
s
of bipolar plates in the stack. this process originates
The only economical process solely from renewable
V I S I O N !
to join the thin bipolar plates is sources such as wind
laser welding. power and does not
release any CO².
Bipolar plate, Gray hydrogen
welded from two
is produced by heating
half-shell foils
natural gas in so-called
steam reformers
to convert it into
hydrogen and waste
ONE THING IS CLEAR: MORE CO². This process is still
significantly cheaper
HYDROGEN MEANS MORE LASER than electrolysis, but In smart
is harmful to the
manufacturing, the
TECHNOLOGY. environment.
eye of the sensor is critical.
Blue hydrogen
Or, to be more precise, two eyes.
is also generated using
stand, scanner-based laser welding is the only process the large, high-pressure steel hydrogen containers that natural gas in steam
that is able to meet the requirements in terms of pre- will be found at ports and gas stations. reformers. This time,
cision, speed and safety in a cost-effective manner. The And whatever direction the H2 journey ultimately however, the CO² is How can a factory be intelligent when the machines are blind? Take hairpin weld-
scanner optic guides the spot across the workpiece, with takes: hydrogen will need to flow through stainless- captured and buried ing on an electric motor, for instance. Here, the tips of copper wires (hairpins) are
sensors ensuring the required process reliability. steel pipes of the very highest quality. There are even deep underground, welded together to form the motor’s coil – through which electricity will then flow.
Stationary fuel cells lead a quieter life and there- plans for new pipelines measuring many kilometers. such as in depleted This creates a magnetic field that, in turn, gets the electric motor started. Therefore,
fore have fewer bipolar plates than their mobile cous- This plays right into the hands of the laser, which has natural gas fields. everything hinges on the quality of each individual weld. The problem is the posi-
ins. Here, the bipolar plates usually consist of layers of been established as the most cost-effective pipe-welding Turquoise hydrogen tioning of the pins. It is often the case that not all copper wires are packed closely
graphite film bonded together. Here too, lasers have method for many years. The increased requirements in is extracted from natural together at the same height so that they can be firmly welded together. It goes with-
Wilrid Dubitzky
established a place for themselves in the process, as the terms of the welding joint’s airtightness also represent gas by means of energy- out saying that the laser optic comes with a camera – and that it has a look before
Head of Product
graphite has to be cleaned to prevent dirt at the adhe- an argument in favor of the laser. After all, hydrogen intensive high-tempera- welding; however, it only sees two copper surfaces and is unable to deduce the
Management
sive points. The laser vaporizes dust and grease – and is the smallest molecule in the world (much smaller ture methane pyrolysis. height relationship between them.
for Pulsed Lasers
prepares the surface for the bonding process. than natural gas, for example) and can slip through The process also produces Therefore, we solved the problem with a sensor based on optical coherence tech-
at TRUMPF.
even the tiniest gap. In other words, more hydrogen solid carbon that can nology (OCT). This sensor also looks at the hairpins through the laser optic. It guides
TANKS AND PIPES Laser technology enables the means more lasers. be used elsewhere. It is a measuring beam onto the workpiece, compares the trajectory with a reference
mass production of fuel cells. But things really start to The plans have been drawn up and government only climate-friendly if beam, and generates a height profile of the pins. As such, the OCT sensor ascertains
become exciting when you consider the entire infra- funding is already being paid to companies that are existing excess heat can whether the two surfaces – i.e. the tips of the hairpins – are actually at the same
structure underpinning an interconnected hydrogen investing in hydrogen. And whether we’re thinking be repurposed for the height. The camera also detects the position of the pins. Together, the two sensors
economy (see graphic on page 20). Companies will not about Jules Verne or not: laser technology will demon- process. provide an exact picture of how the wires are positioned within the machine. Armed
only build many more fuel cells than they do today, but strate to humanity that the bearded French writer was Colored hydrogen is an with this data, the smart factory can now do its job. It can utilize this data for the
also countless kilometers of stainless-steel pipework onto something with hydrogen – just as he was with the umbrella term for all other welding process and store it for subsequent quality control. It can also enter it into
and thousands of hydrogen tanks. When it comes to moon landings, submarine travel, neon signs, skyscrap- methods of generating a database, where algorithms may be able to recognize typical misalignments, thus
the tanks fitted in vehicles and those used to transport ers and calculators. hydrogen. However, allowing the machine to automatically make corresponding adjustments. A smart
hydrogen over land and sea, weight plays a vital role. none of these processes factory thrives on data. The more sensors, the more data. And the better the qual-
Contact person:
Die Magaziniker
This is why manufacturers favor lightweight composite Isabel Thome, Fuel Cell Industry Management at TRUMPF, is currently ready for ity of data sourced by the factory from cold, hard manufacturing processes, the
Timo Müller
materials, whose processing involves the use of lasers. phone: +49 7156 303-30116, isabel.thome@trumpf.com industrial use. smarter the factory becomes. That’s because it can then adapt the process to reflect
Lasers even ensure speedy, airtight welding joints on reality – and is not reliant on reality evolving to fit the process.
22 L A S E R C O M M U N I T Y # 32
31 23SCANNER WELDING
The circular jet
around the optic
tornado
generates a tornado-like
swirl that encompasses
the working beam. This
keeps vapor and spatter
power !
away from the optic
and facilitates Uwe Bergmann,
CEO of mechanical
a clean and speedy
engineering firm
welding process.
Steffen & Bergmann,
based in central
Germany, is one
Mechanical engineering firm Bergmann & Steffen creates a mini whirlwind of the pioneers
around the scanner optic, thus boosting the performance of remote laser welding. of remote
laser welding.
What works twice as fast as a scanner optic? Two scan- IN A SPIN In partnership with TRUMPF, Bergmann &
ner optics. But when they weld side by side, one of Steffen spent three years examining the issue. The under-
them can easily blow traces of powder in front of the lying idea is beautifully simple: instead of a lateral jet of
lens, thus disrupting the welding process. Normally, a compressed air from a compressor, a simple, ring-shaped
crossjet blows a horizontal current of air perpendic- swirl around the protective glass keeps excess pow-
ular to the laser beam in order to keep the scanner’s der at bay. Bergmann: “We have extensive experience
work area free from vapor and welding spatter. More of airflows in our systems.” Therefore, it soon became
and more often, however, we are seeing that the area apparent that the secret to solving the problem lay in a
to the left and right of the scanner unit is not occupied whirlwind. The system of airflows creates a mini tornado Bergmann
by empty space, but rather a second optic. Mechani- along the working axes of the optic, thereby diverting & Steffen
cal engineering firm Bergmann & Steffen has found the spatter downward at the sides. Bergmann & Stef- provides automo-
an elegant solution to the problem of excess powder. fen aptly named their new product “Tornado Blade.” tive suppliers with
And did so almost by accident, because they were actu- And because the distance between the optic and the remote welding
ally working on something completely different. workpiece is considerable, a mere 0.3 bar is required machines. The
to divert the excess powder. system shown
EASING THE PRESSURE CEO Uwe Bergmann is here welds seat
one of the pioneers of remote laser welding. For 20 years GOOD NEIGHBOR “Our tornado ensures that the structures and
is one of the
now, he has been providing automotive suppliers with laser always operates in a clean environment. Not only
firm’s best
laser systems of this kind. And a thought has been prey- are the weld results optimized, but we were also able
sellers.
ing on his mind the whole time: “The compressors for to increase the processing speed, as the whirlwind
the crossjet consume too much energy. And this unnec- encloses the working beam and thus keeps up with
essarily drives up the system’s operating costs.” Crossjets
work at pressure levels of between 2.5 and 10 bar. “Over
every movement of the optic,” says Bergmann, explain-
ing the benefits of the tornado, which is compatible
“The compressed-
the service life of our systems, the compressed-air costs with all TRUMPF scanner optics and can also be retrofit-
for our customers mount up.” What’s more, the cross- ted. Moreover, it considerably increases the service life
air costs mount up.
jets still don’t prevent every single splash from fogging
up the optic, despite the energy-intensive airflows. As a
of the protective glass. And without even intending to,
it also solves the problem of excess powder for neigh-
I was of the opinion that
result, the protective glass eventually becomes so dirty
that it has to be replaced, which, of course, interrupts
boring optics. Thanks to the tornado, their work area
is also kept free from powder residue.
you could achieve better
results with less expense.”
Michael Siebert
the production process and results in further costs. “All
C o n t a c t : Bergmann & Steffen GmbH, Uwe Bergmann, CEO,
in all, I was of the opinion that it had to be possible to phone: +49 5225 8786 - 15, u.bergmann@ bergmann-steffen.de
achieve better results at less expense,” says Bergmann.
Uwe Bergmann, CEO
24 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 25QUANTUM SENSORS
Professor Jörg
Wrachtrup is
calling for more
have “I
quantum mechanics
in mechanical
engineering. We
spoke to him about
gotten
ultraprecision sensors
and connecting
minds and machines.
used to the
impossible”
In real life, it is
not possible for a
physicist to be in
more than one place
at once. His quanta,
however, do possess
this ability. And this is
now revolutionizing
sensor technology.
Tobias Gerber / Fotogloria
26 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 27QUANTUM SENSORS
Jörg Wrachtrup is a professor
of physics at the University
of Stuttgart and a fellow
of the Max Planck Institute
for Solid State Research.
“Using In the world of physics, he
is known for his work on
brain waves diamond quantum sensors.
He is one of the most-cited
to operate physicists of the current era.
Professor Wrachtrup, phenomena such as spin – and technical Q.ANT to develop a viable step back from the project.
do you understand at room temperature. In turn, sensor that can measure By the standards of quantum
quantum physics? this makes it possible to draw devices magnetic fields in the brain. physicists, this represents
Let’s put it this way: I have inferences about surrounding Magnetic field sensors have pretty practical work.
gotten used to it. It’s part of magnetic fields. This facilitates — is that been around for a long time,
my day-to-day life; I observe improvements in areas such as but they are huge, not What drew you to
quantum physics phenomena
in my work by carrying out
magnetic resonance imaging,
autonomous navigation and revolutionary particularly robust, and
relatively imprecise when it
quantum physics?
I think every physicist is
experiments. I therefore know, neuromagnetic prosthesis comes to measurement fascinated by quantum physics,
for example, that the principle control. enough?” accuracy. In that regard, our because nature simply does not
of locality does not exist in sensor is “just” a better behave in the usual way at this
quantum physics. In other What can quantum version. But the consequences scale. As I say, I have become
words, I am sitting on this physics offer mechan- are immense, namely the used to the impossible. Some
chair. This does not apply to ical engineering? ability to connect minds and of the theories posited – by
quanta, which are sitting on A completely new concept in machines. It suddenly becomes Niels Bohr and others – sound
multiple chairs at once. This terms of ultraprecise possible to track cognitive so crazy that they were often
is what our models predict – measurement. This ranges processes and use them to dismissed as theoretical
and we can measure it with from temperature and control machinery. People constructs, nothing more than
pinpoint accuracy. To sum up: electrical or magnetic fields could use brain waves to intellectual flights of fancy.
that’s just the way nature is. I through to geopositioning – communicate with artificial I still want to continue
understand that. And we are and anything else in between! limbs or operate other complex studying these ideas in the
now harnessing this knowledge Mechanical engineers always item of equipment that can technical devices. Is that laboratory and bring them to
to build sensors for machinery. want to know the answers achieve the required level of revolutionary enough? life through experimentation.
to questions such as “Where precision?” Increasingly, the What are the limits of
What kind of sensors? is the robot arm now?” and answer will be no – and a Absolutely. And is that our current assumptions?
Highly sensitive ones. Even “How do these two quantum sensor will be everything? Or will there And how should we build
with the finest nanoscopic components interact with required. be even more? on our existing model?
sensors, the signals are lost in each other?” In the field of Definitely. Whole new areas of These are my questions.
thermal or technical noise mechanical engineering, the Is your quantum sensor application. Colleagues of mine
sooner or later. With quantum requirements in terms of simply a better sensor or are currently working on Have you found any
sensors, however, it is even precise measurement of does it represent a revo- sensors that will measure the What gave you the How close can we get to a we need a partner from the answers?
possible to show the magnetic distance, length and position lutionary approach? earth’s gravitational field. idea of developing theoretical degree of accuracy?” field of mechanical engineering. Plenty! I am happy to say that
moment of an individual have been increasing for many You talk as though it were quantum sensors? As a researcher, I freely admit I can look back on many
electron – that’s how sensitive years. Just think about EUV simple to distinguish Why do we need that? It would seem that we scientists that I always start by thinking So you are a kind of eureka moments. It’s a bit
they are. Technically speaking, lithography in terms of between the two. You could use it to determine think the other way around to about scientific applications. interface between like mountaineering; as soon
we are using individual atomic microchip production, where the distribution of mass under engineers. A mechanical Basically, we build the sensors research and real-world as you reach one summit,
defects in diamonds, such as just a few nanometers open Isn’t it? your feet and thus work out engineer thinks: “I need to for ourselves, using them, application? you see the next highest
the so-called nitrogen vacancy up the possibility of large Absolutely not. Sometimes, a what is located where: rock, place this here, with a degree for example, to examine Yes, you could say that. peak – and you want to scale
center. In simple terms, this circuit structures. In the better sensor enables things caves, metal, the geographic of accuracy of one micrometer. completely new materials. And Particularly in recent years, that one, too. And all our
Tobias Gerber / Fotogloria
comprises individual nitrogen future, the following question that were previously just not composition in general. Think What sensors are available then we are struck by an idea we have been working closely experiments over the past 20
atoms trapped in a pure carbon will crop up more and more possible. Let me give you an about the analysis of and how much do they cost?” such as “We could also use with SMEs, contributing ideas years are now maturing in
Gernot Walter
cage. A well-controlled laser often when dealing with example. We are currently construction sites or the By contrast, we ask ourselves: them to measure the brain’s and helping to develop practical applications such
light enables the optical scales of this kind: “Can I still working in tandem with deep-sea navigation of “To what extent can we utilize magnetic fields, or particles, prototypes. Once the prototype as the quantum sensor –
analysis of quantum find a traditional technical quantum technology company submarines. a quantum phenomenon? more precisely.” At this point, has been built, we gradually amazing!
28 L A S E R C O M M U N I T Y # 32 L A S E R C O M M U N I T Y # 32 29You can also read