Development and implementation of 4D modeling in a Gigafactory
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

DEGREE PROJECT IN THE FIELD OF TECHNOLOGY DESIGN AND PRODUCT REALISATION AND THE MAIN FIELD OF STUDY MECHANICAL ENGINEERING, SECOND CYCLE, 30 CREDITS STOCKHOLM, SWEDEN 2021 Development and implementation of 4D modeling in a Gigafactory SANDRA HEDLUNDH FRIDA NYBERG KTH ROYAL INSTITUTE OF TECHNOLOGY SCHOOL OF INDUSTRIAL ENGINEERING AND MANAGEMENT
Development and implementation
of 4D modeling in a Gigafactory
Sandra Hedlundh
Frida Nyberg
Master of Science Thesis TRITA-ITM-EX 2021:397
KTH Industrial Engineering and Management
Machine Design
SE-100 44 STOCKHOLM

Examensarbete TRITA-ITM-EX 2021:397
Utveckling och implementering
av 4D-modellering i en Gigafabrik
Sandra Hedlundh
Frida Nyberg
Godkänt Examinator Handledare
2021-06-23 Sofia Ritzén Jenny Janhager Stier
Uppdragsgivare Kontaktperson
Northvolt Axel Save
Sammanfattning
Bilindustrin har som mål att minska koldioxidutsläppen vilket har resulterat i ett ökat intresse för
elektriska fordon. Detta har skapat förändringar i materialflöden med en ökad efterfrågan av
litiumjonbatterier. Den ökade tillväxten inom energilagring har lett till att organisationer inlett
produktion av litiumjonbatterier i stora anläggningarna, så kallade Gigafabriker. Dessa fabriker
involverar flertalet internationella leverantörer, komplexa processer samt strikta miljöer med höga
krav på renlighet och luftfuktighet. I Sverige har Northvolt blivit en ledare för dessa gröna batterier
och började nyligen bygga en Gigafabrik i Skellefteå.
Northvolt vill implementera 4D-modellering i Gigafabriken för att tidigt kunna förutse och åtgärda
potentiella problem. Modellering i fyra dimensioner (4D) har funnits på marknaden i ungefär två
årtionden, men det är först nu som tekniken finns på plats för att kunna skapa mer avancerade
simuleringar. 4D-modellering har sin grund inom bygg- och konstruktionsindustrin, medan
användandet i produktionsanläggningar är minimal. Att implementera 4D-modellering i
Gigafabriken i Skellefteå skulle öka effektiviteten och samtidigt kvalitetssäkra
installationsprocessen. Flera avdelningar behöver vara involverade för att utveckla 4D-
modellering som ger värde för organisationen. Vidare så saknas det forskning om att använda 4D-
modellering i automatiserade och storskaliga produktionsanläggningar.
Implementeringsprocessen av 4D-modellering designades för Blueprint teamet på Northvolt.
Teamet är ansvariga för snabba, skalbara och kostnadseffektiva produktionsanläggningar som
förbättrar drift och projektleveranser. Syftet med studien var att utveckla
implementeringsprocessen för 4D-modellering med fokus på installation av maskiner. Därutöver
så behövde utvecklingsprocessen även vara skalbar för att inkludera andra områden i
konstruktionen.
Den presenterade implementeringsprocessen är framtagen genom att praktiskt utveckla 4D-
modellering i flera iterationer för att integrera värdet av de identifierade attributen. Genom att
arbetsmetoderna anpassades för 4D-modellering kunde kommunikationen inom organisationen
förbättras och därmed minska utmaningarna med separata avdelningar. När 4D-modellering ska
implementeras måste arbetssätt och interna strukturer vara tydliga och väldefinierade. Den största
utmaningen med att implementera 4D-modellering är att automatisera arbetsflödet för att minska
risken för den mänskliga faktorn. Resultatet blev en semi-automatiserad process för att hantera
programmens brist på interaktion. En ytterligare undersökning visade att en automatiserad process
kunde utvecklas in-house för framtida 4D-projekt.
Master of Science Thesis TRITA-ITM-EX 2021:397
Development and implementation
of 4D modeling in a Gigafactory
Sandra Hedlundh
Frida Nyberg
Approved Examiner Supervisor
2021-06-23 Sofia Ritzén Jenny Janhager Stier
Commissioner Contact person
Northvolt Axel Save
Abstract
The auto manufacturing industry has experienced a shift towards a lower carbon trajectory,
resulting in new fleets of electric vehicles. The trajectory has put the supply chain in motion and
the demand for lithium-ion batteries has increased significantly. The expected growth within the
energy storage industry has led to companies starting to produce lithium-ion batteries. The
production facilities, called Gigafactories, involve a large number of international suppliers,
highly complex process steps as well as strict environmental requirements. In Sweden, Northvolt
has become a frontrunner for high-quality green batteries and has recently started to build its
Gigafactory in Skellefteå.
Northvolt has aimed to implement 4D modeling in the Gigafactory in Skellefteå. 4D modelling
has been within the construction industry for about two decades. The technology within planning
and 3D modelling has evolved further to generate more advanced simulations. 4D modeling has
its core in pure construction processes and the research of using 4D modeling for production
facilities is scarce. The purpose was to foresee potential problems in the construction process at an
early stage to increase efficiency, while quality-checking the installation process. Furthermore,
there is a research gap within using 4D modeling for automated, large-scale production facilities.
For a Gigafactory, multiple aspects and departments need to be involved to define a 4D
development process that will bring value to the organization.
The implementation process for 4D modeling was designed for Northvolt’s Blueprint team, which
is responsible for fast and cost-efficient scale-up for the production facilities with improvements
in operations and project deliveries. The focus of the implementation process was primarily on
developing 4D modeling for the installation of equipment but was required to allow scalability of
other areas in the construction.
The presented implementation process is defined by practically developing 4D modeling in a
Gigafactory. The process was developed in several iterations to add value with identified
attributes. In addition, the involved departments' ways of working were aligned, which improved
communication and thereby minimized the challenge of having design and planning separated.
When developing an implementation process for 4D modeling in a Gigafactory, established
workflows and clear internal structures were needed. The main challenge of implementing 4D
modeling is to automate the workflow to eliminate the risk of human errors. The result was a semi-
automated process to manage the program's lack of interactions. An additional investigation was
made to clarify that an automated process could be designed in-house for future 4D projects.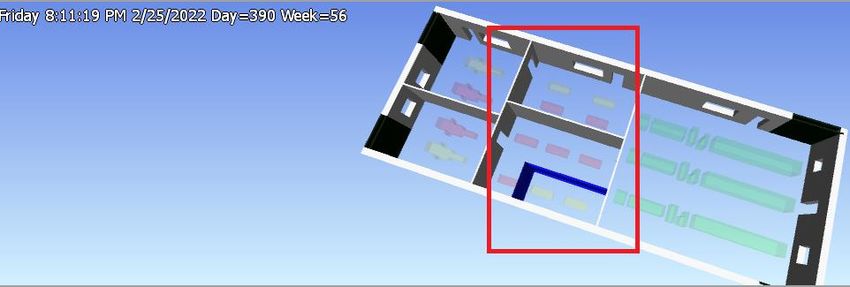

FOREWORD
This Master Thesis was written by Sandra Hedundh and Frida Nyberg during the spring of 2021
for the Innovation Management and Product Development Master at the Royal Institute of
Technology. The research has been performed in collaboration with Northvolt, a battery
manufacturing company headquartered in Stockholm.
We would like to thank numerous people who have contributed to this thesis. A special thanks to
our industrial supervisors at Northvolt, Axel Save and Fredrik Englund, for supporting us in ups
and downs. Thank you to Felix Grunewald, Director of Blueprint, for this exciting and motivating
project area that is aligned with the future industry trends. Thanks to the Blueprint Layout Team
and Christoffer Robertsson, Director of Project and Business Control, for your time and guidance
during these months. Furthermore, we would like to extend a thank you to everyone who has
contributed or showed interest in our work. Thank you for your engagement and for inspiring us.
We also want to express our gratitude to our academic supervisor Jenny Janhager Stier, Senior
Researcher at the Royal Institute of Technology, for the insights and support. Your input has been
truly helpful.
Lastly, thank you Northvolt, for giving us the opportunity to contribute to the future of energy.
Sandra Hedlundh & Frida Nyberg
Stockholm, June 2021
NOMENCLATURE
Below are the Abbreviations used in this thesis.
Abbreviations
2D Two-dimensional Design. Uses an X and Y axis to visualize an object.
3D Three-dimensional design. Uses an X, Y and Z axis to visualize an object.
4D Four-dimensional Design. Uses an X, Y, Z axis and time to simulate a
construction process.
CAD Computer Aided Design. A technology aimed to design and document
technical product to replace manual drafting.
FBS Functional Breakdown Structure. A hierarchical structure of the
organizational functions broken down into manageable definitions of process
steps.
GWh Gigawatt hours. A unit for energy storage capacity.
LBS Location Breakdown Structure. A hierarchical structure of the organizational
functions broken down into manageable definitions of areas.
MVP Minimum Viable Product. Works as a draft to test and evaluate a product in
short iterative cycles to generate value.
PLM Product Lifecycle Management is a process of managing the lifecycle of a
product from inception to service and disposal.
WBS Work Breakdown Structure. A hierarchical structure of the organizational
deliverables broken down into manageable definitions of work.TABLE OF CONTENTS
1 INTRODUCTION 1
1.1 Background 1
1.2 Purpose 1
1.3 Delimitations 2
2 FRAME OF REFERENCE 3
2.1 The future of production facilities 3
2.2 Battery production 4
2.3 Building Information Modeling 5
2.4 Modularity 8
2.5 Problem description and research questions 9
3 METHOD 11
3.1 Lean startup approach 11
3.2 Exploring the interactions in 4D modeling 11
3.3 Design a draft of the 4D development process 11
3.4 Evolve the draft of the 4D development process 12
3.5 Define requirements when developing and implementing
4D modeling 12
4 EMPIRICAL RESULTS 13
4.1 Exploration of programs’ interactions 13
4.2 Design a 4D development process 14
4.3 Iteration 1 – Add customer value to the 4D development process 22
4.4 Iteration 2 – Improve the 4D development process 27
4.5 Iteration 3 – Optimize the 4D development process 285 FRAMEWORK OF DEVELOPING AND IMPLEMENTING 4D
MODELING IN A GIGAFACTORY 31
5.1 Requirements for a 4D development process 31
5.2 Implementation process of 4D modeling 32
6 CONCLUSIONS 35
7 DISCUSSION 37
7.1 Critical aspects 37
7.2 Future aspects 38
8 REFERENCES 391. INTRODUCTION
The current state of large-scale battery productions in Europe is described in the following
chapter. Here all aspects within 4D modeling and its challenges for the future are stated.
Furthermore, it describes the purpose and the limitations used in the project.
1.1 Background
Due to the global strive towards a lower carbon footprint, the automotive industry has in recent
years shifted its focus towards electric vehicles powered by lithium-ion batteries (Ewing and Penn,
2021). A result of this can be seen in the lithium-ion battery sector with ’Gigafactories’ emerging
all over the world (Wells et al., 2019). The Gigafactories are enormous projects that incorporate
highly complex and autonomous process steps. Northvolt’s Gigafactory in Skellefteå is set out to
be one of Europe's largest battery factories aimed at producing an annual energy capacity of 40
GWh in 2024 (Electrive, 2020). The Gigafactory is characterized by operational complexity with
a large number of international suppliers, contractors and experts in battery manufacturing,
environmental studies and in highly advanced technologies (Tesla, 2018). Coexistantly, there is a
shift from centralized factory control systems to decentralized intelligence as the technologies of
Industry 4.0 evolve (Shrouf et al., 2014). Battery manufacturers like Northvolt need to build smart
factories to upgrade the manufacturing industry to not fall behind (Chen et al., 2017).
When building large-scale autonomous production facilities, the process needs to incorporate
planning, design and construction at the same time, often under tight deadlines. With limited
interaction between departments and with international suppliers, misinterpretations and
information loss frequently occur. This often results in delays, extra costs and difficulties
anticipating future problems. 4D modeling has been around for about two decades and has mostly
been used in the construction industry. However, through the progression in technologies of more
advanced 3D models and the sharing and collection of data, 4D modeling has evolved further to
simulate problems in multiple areas. The 4D modeling enables an organization to make programs
interact (Hsieh et al. 2010), while still ensuring productivity (Heesom and Mahdjoubi, 2004). A
4D model includes a 3D model of a construction building linked together with a time schedule to
enable a simulation of a construction process. An example of this is in Singapore, where engineers
and planners are using 4D modeling to problem solve city development projects before tearing up
streets (Springwise, 2019). Through the use of 3D models of the city, connected to data and activity
schedules, the projects could simulate how power systems, streetlights, people’s movement and
traffic would affect the project and the inhabitants of the city. The same can be seen in the German
city of Herrenberg, where large data sets of air quality, traffic flow and prevalence of pedestrian
traffic have been incorporated to simulate and foresee future problems (Magloff, 2020).
Northvolt intends to use 4D modeling in the development of its Gigafactory in Skellefteå. The aim
is to facilitate the constructability and planning processes in future projects. By using 4D modeling,
potential errors and obstacles can be detected at an early stage in the development process. The
project has taken place in Northvolt’s Blueprint team, which is in charge of fast and cost-efficient
scale-up for the production facilities with improvements in operations and project deliveries.
1.2 Purpose
The purpose of this research was to develop and implement 4D modeling in a Gigafactory by
combining the company’s digital systems and ways of working with the development of its new
factories’ digital layouts. Moreover, a framework with recommendations and requirements for
developing and implementing 4D modeling in a Gigafactory was to be designed. The 4D
1development process would cover the phases from installation of process equipment to start of
production, to identify potential errors and obstacles early in the development. In addition, the 4D
development process was to be implemented in the organization’s way of working and align
internal structures to optimize 4D modeling.
1.3 Delimitations
The 4D development process will only focus on the ground floor of one building of the Gigafactory
and the production area thereof. This means that corridors, electrical rooms, maintenance rooms
and public areas will be excluded. The production area includes multiple rooms with strict clean
and dryness requirements.
When planning construction of a production facility, organizations usually create separate activity
schedules - one general and one specific. When focusing on the installation process, the general
Activity Schedule contained the activities needed to enable the simulation and was therefore
chosen in the 4D development process.
22. FRAME OF REFERENCE
The frame of reference included the impact of advanced technology in the battery manufacturing
with the incorporation of building large-scale production facilities. Due to multiple complex
process steps with several different international suppliers, the large-scale productions are set
around modularity to increase productivity. In addition, research on the construction methods
around large-scale production facilities were collected with BIM and 4D modeling in focus.
2.1 The future of production facilities
Internet of Things and Smart Manufacturing constitute a fundamental part of Industry 4.0 with
continuous improvement of products, components and production equipment through collection
and sharing of real time data (European Commission, 2017). This will further evolve machines
and factories towards adapting to changing orders and operating conditions through self-
optimization and reconfiguration. The future vision for the fourth industrial revolution is set
around smart factories with high flexibility in its production volume and customization as well as
extensive integration between customers, companies, and suppliers. The change is projected to be
first introduced in the renewable energy sector, due to the governmental incentives for sustainable
innovations (Shrouf et al., 2014). An article from Bardsley (2021) clearly shows a growing trend
in sustainable innovation and points out that the Corona pandemic has kickstarted this era with a
clear recovery plan for green investments. Bardsley also states that companies that do not align
with a low-carbon trajectory will suffer financially as a result.
2.1.1 Indications of industry change
Due to the global strive towards a lower carbon footprint, the automotive industry has in recent
years shifted its focus towards electric vehicles powered by lithium-ion batteries (Ewing and Penn,
2021). Ewing and Penn state that General Motors, Volkswagen and Ford Motors have made
promises for fast transitions to an electrified and emission-free future. The same can be seen at
Scania which has expressed a will to gear up in the journey towards completely emission-free
plants, starting with their cab production plant in Oskarshamn finished this year (Scania, 2021).
Furthermore, the new investments in the H2 Green Steel plant in Boden is another example of a
large-scale, sustainable factory being built. The steel plant is set to use raw materials, renewable
energy, local expertise and artificial intelligence to bring emissions down to zero (H2 Green Steel,
2021).
Another area that has been brought to the surface due to the pandemic, is the discussions of
reshoring manufacturing because of the future benefits in cost, effectivization, sustainability,
shipping and control. In the past decade, many companies have offshored its manufacturing due
to cost benefits, however the automated factories have now changed the rules of the game. If this
strategy materializes, it would lead to a large number of smart factories being built from square
one (Stonnington, 2020).
2.1.2 Large-scale production facilities
The trend towards smart, sustainable and large-scale factories is evident and the results of this can
be seen in the lithium-ion battery sector with “Gigafactories” emerging all over the world (Wells
et al. 2019). Tesla (2018) has taken the lead and has established the phrase “Gigafactories” for
factories that produce an annual energy capacity of more than one GWh (Gigawatt hours). To put
this into perspective, Europe consumed about five GWh of batteries on an annual basis in 2015
3(Northvolt, 2021). This equals the energy capacity for 3,000 electric vehicles per year (Teknikens
Värld, 2017).
The Gigafactories are enormous projects that incorporate highly complex and automated process
steps with strict requirements on quality, safety and sustainability. To be profitable in the battery
industry the manufacturing must be set around scale. Northvolt’s Gigafactory in Skellefteå is set
out to become one of Europe's largest battery factories producing an annual energy capacity of 40
GWh in 2024 (Electrive, 2020). The factory includes a large number of international suppliers,
contractors and experts in battery manufacturing, environmental studies and in highly advanced
technologies (Tesla, 2018).
There is a current shift from centralized factory control systems to decentralized intelligence and
the renewable energy sector is in the forefront of this development (Shrouf et al., 2014).
Companies need to build smart factories to upgrade the manufacturing to not fall behind according
to Chen et al. (2017). Through using complex and precise technology with the combination of
physical technology and cyber technology, companies can enable better products and compete in
the long run.
2.1.3 Battery demand
Boston Consulting Group (BCG) made a market model forecast of the battery cell production
demand (Ahmad et al., 2018). The report estimates that the production capacity for battery cells
will be 40 % higher than market demand by 2021. Given the discrepancy in supply and demand,
battery cell producers, also including innovative players, will have to reduce costs on cells in order
to remain at full capacity. Moreover, battery cell producers are also expected to have to reduce the
manufacturing costs to be able to preserve margins. The cost of cell production is usually measured
in kilowatt-hour (kWh), meaning the ratio of manufacturing cost to energy storage capacity. To be
able to reduce cell production costs a battery manufacturer is required to either increase energy
density or apply the future production technologies.
BCG’s findings also claim that given the challenging market conditions, battery cell producers
will be forced to enhance their ways of working to differentiate against competitors (Ahmad et al.,
2018). Key in reaching improved operational excellence is to be an early adopter of future factory-
and Industry 4.0 technologies, which are expected to alter factory structures and processes.
On the other hand, Logan Goldie-Scot, Head of Clean Powered Systems at Bloomberg, expects
lithium-ion battery demand to increase at least tenfold between 2020 and 2030 (Domonoske,
C.,2021). Furthermore, McKinsey states that 46 of the 70 global announced Gigafactories in 2019
have been located in Asia (Eddy et al., 2019). This is due to Asia’s coherent industrial strategy to
attract large-scale battery manufacturing, mainly in China, Japan and South Korea. For the
European automotive manufacturing industry however, having battery manufacturing in Europe
means securing battery supply as the demand for electric vehicles grows. The authors project that
in 2040, European electric vehicle production translates to European based battery manufacturing
of an annual capacity of 700 - 1,500 GWh, which is comparable to 45 - 95 Gigafactories. To put
this into perspective, the authors state that the demand for electric vehicle batteries in Europe is
more than five times higher than the current volume of the confirmed Gigafactories located in
Europe. CIC energiGUNE (2021) states that the current volume of confirmed European
Gigafactories by 2040 is around 600 GWh, which would subsequently lead to a battery demand
two times higher than the supply.
2.2 Battery production
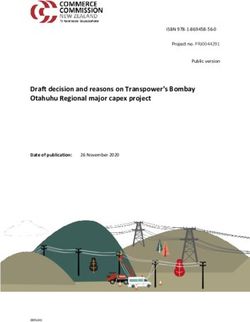
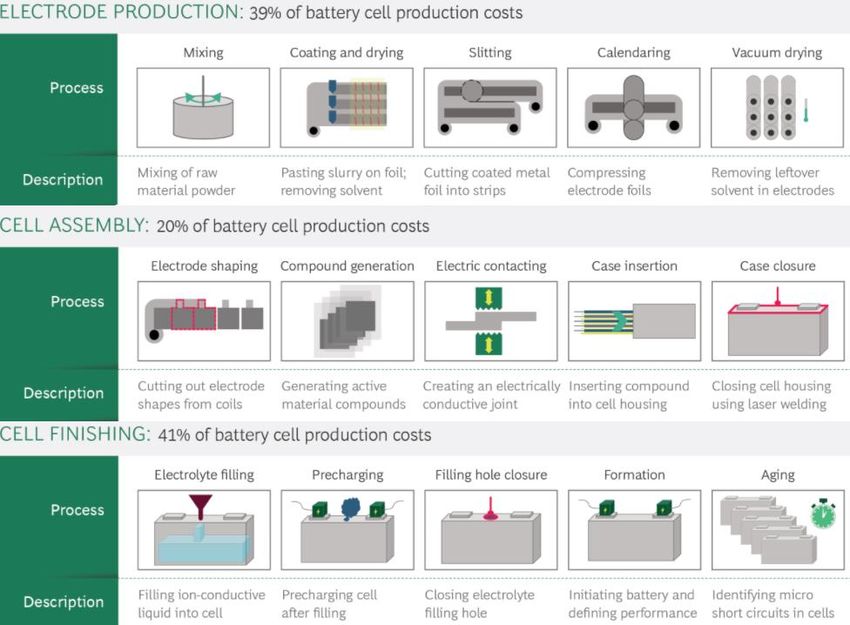
When producing lithium-ion batteries the battery production is set around three areas i.e.,
Electrode Production, Cell Assembly and Cell Finishing (Ahmad et al., 2018), see Figure 1. In
4Electrode Production, there are five different process steps i.e., Mixing, Coating & drying, Slitting,
Calendaring and Vacuum Drying. Thereafter the electrode proceeds to Cell Assembly with the
process steps Electrode shaping, Compound generation, Electric contacting, Case insertion and
Case closure. The last area is called Cell Finishing with the process steps Electrolyte filling,
Precharging, Filling hole, Formation and Ageing.
Figure 1. Battery cell production processes (Ahmad et al., 2018).
The current way of manufacturing batteries is focused around producing a specific cell type with
limited variations (Ahmad et al., 2018). If a customer prefers another battery, the battery
manufacturer needs to make substantial investments in new machines or in some cases build an
entirely new factory to meet the demand. However, the future of battery manufacturing will
generate a wider range of cells through modular assembly lines directed by smart parameter-setting
systems and supported by advanced robots.
A result of this will be a greater variety of products on a production line (Ahmad et al., 2018). The
aim is to have a production that can expand the product portfolio with products for both the
automotive industry as well as industries like energy storage, air transportation, power tools and
other electronic vehicles.
2.3 Building Information Modeling
When enabling production lines with more advanced technology, companies tend to use Building
Information Modeling (BIM) to manage information from different processes in a construction
project. It includes both internal and external information about the construction process, material,
equipment, time and cost (Lee and Kim, 2017). The 4D modelling of BIM is a useful method that
identifies potential errors and obstacles in the process, both from a construction and a planning
perspective. It creates a united platform for design, planning and construction to operate on the
same level.
52.3.1 Four-dimensional (4D) modeling
Organizations today require effective and operative planning, which demands improved assistance
from software programs. A three-dimensional (3D) model visualizes realistic views of a
construction building or a product (Collier and Fischer, 1995). It can be seen as a communication
tool to discuss and develop the design. The model can unfortunately not visualize the actual
process, nor can it execute quality controls (Wang et al., 2004). Instead, this has to be taken into
account by an engineer.
4D modeling is a method that enables visualization to facilitate the planning work (Wang et al.,
2004). It includes a 3D model with the fourth dimension of time (Chau et al., 2003). The 3D model
defines the geometrical aspects of the construction, while the dimension of time is represented in
an activity schedule that defines milestones and activities in the construction process (Collier and
Fischer, 1995). The result is a graphic simulation of the construction process where potential errors
can be highlighted (Chau et al., 2003).
In a 4D simulation, the 3D model will be linked with the activity schedule. This is often done
through a Work Breakdown Structure (WBS), which is a top-down model that breaks down and
presents the activities required in the construction process (Ma et al., 2004). The activities are
connected to parts of the 3D model and linking these will illustrate the complex course of events
in the project. Each activity has a unique ID to keep track of activities in the schedule. Several
applications of 4D modeling require that the activity schedule is linked manually, which is a time
consuming and challenging procedure.
The construction industry has started to require more effective ways to make decisions with 4D
modeling (Wang et al., 2004). Therefore, aspects such as resource management and utilization
have started to be adapted in today's simulations.
2.3.2 Approaches of 4D modeling
4D modeling incorporates aspects from designers, construction planners, subcontractors, suppliers
and tradespersons (Collier and Fischer, 1995). It enables to simulate information about a
construction building that may be too complex to describe in words. The literature presents several
models with different approaches of 4D modeling.
It was first in the 1990s where 4D modeling applications were possible to design with software
programs that could manage high performance and complex tasks (Ma et al., 2004). Retik et al.
(1990) presented a tool that combined input from a geometrical visualization of a construction
building with a schedule of activities. The output was a simulation of performance based on the
activities in the schedule and the geometrical model.
Another application of 4D modeling was presented in 1998. This software program included the
programs AutoCAD for 3D modeling and Primavera to plan and schedule projects (McKinney and
Fischer, 1998). Today, AutoCAD for 3D modeling is often replaced with more advanced software
programs that can manage three dimensional visualizations on a higher level. Furthermore, there
are 4D systems today that focus on visualizing future problems in constructability and how it will
impact cost, safety and productivity (Ma et al., 2004). According to Zhang and Hu (2010) there is
a lack in adapting aspects of humans and properties in today’s 4D management tools. Based on
new developments Zhang and Hu present a model that adapts time, collisions and safety issues
during construction. During the 4D simulation, the model executes an analysis with a focus on
safety and conflicts.
In the 1990s, tools for planning and scheduling consisted of Gantt-schedules, bar-chart or
breakdown structures of the activities. Based on the project's complexity and requirements of more
efficient planning, Williams (1996) presented a 4D planner tool that graphically visualized a
construction in relation to the project plan and the defined requirements. According to Williams
6this tool increased the knowledge of how to execute and how features impacted the project. The
4D planner tool was also stated to improve future scenario analyses and detect obstacles and errors
before occurring. Today, several models have been introduced to automate this process. In 4D
construction sequence planning, Tulke and Hanff (2007) presented a model with an automated
process that focused on specific elements in BIM. The main focus in automating the process was
not to design a detailed schedule, but to define a method of how to design it to adapt to 4D
simulations.
2.3.3 Benefits and limitations with 4D modeling
A main challenge for construction projects is that the visualization and design of the construction
is often separated from the scheduling and planning (Chau et al., 2003). Activity schedules are
often based on estimates and updated continuously with improvements when getting closer to the
execution date. The drawings of the layout are instead often designed at the initial phase of a
project and not updated if no major changes in the layout are made. 4D modeling visualizes these
challenges and can thereby identify potential errors early in the development process. This will
increase productivity by minimizing delays, save time and reduce extra costs (Heesom and
Mahdjoubi, 2004).
The main advantage of using 4D is the visual effect it gives in comparison to typical planning
processes. In addition, this technique allows construction activities, as well as space utilization to
be viewed temporally in time (Hsieh et al., 2010). This generates a view of the plan to create a
better understanding of the construction work ahead. The visualization facilitates team
collaboration in removing logical errors in construction operations. Another benefit with 4D is that
it allows testing of future scenarios and analysis, which allows planners to define an improved
strategy based on potential obstacles identified in the simulation (Wang et al., 2004). It is also
beneficial to use to gain competitive advantage and improve the interaction between design,
planning and construction (Collier and Fischer, 1995).
One main issue why 4D modeling is not more established and used today, is because the user must
understand the obstacles ahead in order to see the benefits of using the tool (Collier and Fischer,
1995). The 4D model does also facilitate the decision making, since it considers a wide range of
information. Subcontractors using traditional tools spend long hours trying to understand complex
design details and the intention thereof. This often results in significant delays, particularly in large
projects. Here team members on-site are required to explain the details one by one (Hsieh et al.,
2010). According to Tulke and Hanff (2007), the main reason why 4D modeling is not used on a
daily basis in the construction industry today is because today’s software programs for 4D
simulation do not interact with the activity schedule. The existing models require a complete
activity schedule and a 3D model that can be exported into a 4D software program by using
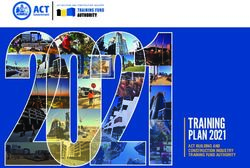
methods that are semi-automated. The links between the 3D model and the activity schedule do
also have to be connected manually, see Figure 2.
7Figure 2. Illustration of the systems applied in a 4D model and how they are structured to enable 4D modeling
(Tulke and Hanff, 2007).
If an activity is updated, the activity schedule and the 3D model have to be updated manually to
feed the 4D model with the new information (Tulke and Hanff, 2007). This requires a lot of extra
work, both before and after the 4D simulation, that organizations do not want to spend.
Furthermore, the 4D visualization is limited to simulate the construction aspects of the project and
does not include aspects of safety, quality, material or management which makes it less beneficial
for an organization to use 4D modeling as a practical everyday tool.
2.3.4 Four-dimensional (4D) way of working
A project's success is highly influenced by how effective the planning of the project is (Heesom
and Mahdjoubi, 2004). In Managing Construction Projects, Winch (2010) states that decisions in
planning are often based on the planner's previous experience within the field and are not supported
by methods specifically designed to improve the strategy by analyzing different scenarios. Today's
tools are instead designed to support these decisions by enabling planners to use software tools
that visualize a construction to make an analysis thereof. Tulke and Hanff (2007) presented a
method of how to make the planning process more efficient. The method defines a standardized
way to design 3D models and activity schedules to automate the process of creating a 4D
simulation. It includes a list of requirements to quality check the model constantly.
2.4 Modularity
At many organizations today, modularization is a central part of the development process. Lee
and Kim (2017) present the importance of managing modularity effectively by using BIM
(Building Information Modeling). Modularization is based on the idea of optimizing a project by
limiting risks, which 4D modeling in BIM can highlight by simulating the course of events in the
construction process.
2.4.1 Modular construction
Working with modularity is a trend that has increased in the construction industry. From a
construction perspective, modular construction is defined as a method to “produce and
manufacture products before they are transported to the site, where they are being installed”
8(Abdelmageed and Zayed, 2020). The method uses several technologies to enable a sustainable
perspective, which requires a well-coordinated management (Lee and Kim, 2017). The need for a
well-established management was acknowledged by Tulke and Hanff (2007), who stated that the
benefits of working with modules can improve and optimize design, planning and management in
a project.
According to Lee and Kim (2017) there are several benefits of using modular construction. The
method facilitates the process through the production and manufacturing of modules in a
controlled environment. Thereafter the modules are transported to site to be installed at an assigned
location. Creating this controlled environment improves productivity, quality and costs since all
steps of the process can be supervised and updated continuously. Construction and preparation on-
site can be made at the same time as the manufacturing of the modules off-site, resulting in a lower
risk of delays (Kamali and Hewage, 2016). The technique of modularization is getting more
advanced and improved through new, highly complex construction projects. According to
research, using modularity will reduce the time of construction by 40% compared to using a
traditional method of construction (Lee and Kim, 2017). The overall cost of construction will
reduce by 10%, while extra on-site costs will reduce by 25%. Other benefits with modularity are
optimized use of resources, reduced investments of material and minimized complexity.
2.4.2 Modular management
On the other hand, there are risks with modular construction. The main risk is that any uncertainty
in the project will affect the process and thereby reduce productivity (Lee and Kim, 2017). This
makes it crucial with management, since a small delay may cause huge delays later on if not
identified in time. Modular construction also needs to be planned in detail before the project starts
to make sure all aspects of the project have been taken into account (Kamali and Hewage, 2016).
Other risks are spatial interference, limited time and reduced performance leading to delays, extra
costs and poor quality.
The existing methods to enable and support modular processes are based on a static approach that
excludes requirements and needs for equipment, material and site. The management method BIM
identifies short-term and long-term needs. Short-term needs can be solved quickly by measuring a
specific activity or quantity of a module, while long-term needs require additional information
about a project plan, equipment or a module.
When planning for module manufacturing, 4D modeling in BIM adapts requirements and needs
of the equipment, the material and the site (Lee & Kim, 2017). It makes information accessible in
one system and can identify potential errors and obstacles in an early stage of the development.
2.5 Problem description and research questions
As the development of new automated factories emerge all over the world, there is limited research
done in the area of including both equipment and layout in a 4D simulation. Today’s 4D processes
are mostly focused on the construction of a building and excluding the context of the operational
aspects within the building. There is limited literature that has examined 4D simulations for a
production facility with complex process steps and strict requirements on equipment and the
environment it is in.
Furthermore, the purpose of implementing 4D modeling in a Gigafactory was to foresee potential
errors to increase efficiency and quality. It can also optimize the production of products by dividing
rooms into sections to start production earlier. 4D modeling was intended to be applicable during
a time when a specific Activity Schedule was not ready yet. This resulted in using a general detail
level of the 3D model to adapt to the maturity level of the Activity Schedule. However, the
9conducted literature was mostly focused on detailed 4D simulations, which were therefore not
applicable to Northvolt’s desired 4D modeling process.
The purpose of this research was to develop and implement 4D modeling in a Gigafactory.
Throughout the research, essential aspects to optimize the workflow were identified, which created
a framework with recommendations and requirements. The following research questions were
defined:
• What are the challenges when developing 4D modeling for a Gigafactory?
• What are the challenges when implementing 4D modeling in a Gigafactory?
103. METHOD
As presented in the frame of reference, organizations main struggle is to incorporate the usage of
4D modeling in the ways of working. Therefore, implementing 4D modeling in a Gigafactory
requires a method that is iterative and adaptable to include new perspectives and learnings. The
method was defined to start with interviews to define possible interactions between the programs
used in 4D modeling. These interactions created a Minimum Viable Product (MVP). The MVP
was a draft of the 4D development process based on a Lean startup approach which was tested,
evaluated and further developed before it was scaled-up in iterations.
3.1 Lean startup approach
Agile organizations are characterized by having small, multidisciplinary and self-managed teams.
These teams can build and test prototypes in short, iterative cycles with close collaborations with
end-users. Here, flexibility and productivity occur when updating project scopes until late in the
process using face-to-face communication instead of documentation (Chow & Cao, 2009). Since
Northvolt is an agile organization the project had its foundation in The Lean Startup method, which
is an approach of how to define, develop and launch a Minimum Viable Product (MVP) (Ries,
2011). The method is executed by developing a MVP-prototype that is iterated in loops of learn,
build and measure with the purpose to gain insights and data (learn) to define (build) and evaluate
(measure) a MVP-product to create an optimal product. To clarify, it is a systematic method that
develops and scales-up a product in iterations.
3.2 Exploring the interactions in 4D modeling
The project started with learning how the programs used in 4D modeling functioned, i.e the layout
tool Revit, the planning tool Primavera and the data sharing tool Teamcenter. To gain as much
insightful information as possible, experts within each department were asked about the ways of
working, challenges faced and common mistakes made. The respondent for the layout tool was a
BIM Coordinator that worked with 3D and 4D models from a construction perspective. The
respondent for the planning tool was a Project Planner and the respondent for the data sharing tool
was a Product Manager in Product Lifecycle Management (PLM). Moreover, the experts were
asked to present and demonstrate how to operate in each program.
The interviews for planning and data sharing were carried out during two longer meetings in a day.
The first meeting was focused around understanding the program and its interactions. The second
meeting was focused on analyzing the input and output of data to understand the interactions
between departments. The layout interview was made during two full days to gain hands-on
practice to maneuver the 3D and 4D modelling programs. The answers from the interviews were
mapped together with the learnings of the programs to create a holistic perspective of the current
state of the 4D development process.
3.3 Design a draft of the 4D development process
Based on the identified interactions in the interviews, a draft of the 4D development process was
created by manually linking all activities in the Activity Schedule to its corresponding item in the
3D model. During the manual process, a draft could be identified of how to use 4D modeling. The
4D development process was continuously evaluated against the literature with the intention to
visualize discrepancies and areas of improvement. Moreover, it worked as a draft, which got
11scaled-up in iterations. The draft was continuously tested and worked as a proof of concept,
validating the fact that the 4D development process could work in practice.
3.4 Evolve the draft of the 4D development process
The draft of the 4D development process was improved through iterations to scale-up and integrate
valuable attributes sequentially.
The first iteration was focused on adding customer value. Here, people from the organization were
interviewed to identify valuable attributes. These were Project Managers from the departments
Planning, Construction, Logistics, Digitalization, Factory Layout and Business Control. The
identified attributes were integrated in the 4D development process by redesigning the 3D model
and adjusting the Activity Schedule. A 4D simulation with the integrated details was created to
ensure the value of the attributes were captured.
The second iteration was focused on improving the workflows. The integration of multiple
Activity Schedules needed to be optimized, since the process of adding data was made manually
which was time consuming and non-efficient. The workflow was investigated to see if it was more
beneficial to use the specific Activity Schedule instead, to minimize the workload. The workflow
of transferring data also needed to be optimized, since adding data manually in the 3D model did
not align with the Layout team's ways of working. Instead, the transferring of data was investigated
by testing if the programs were compatible or not.
The third iteration was focused on optimizing the defined 4D development process. The
optimization was concentrated on the workflows and were evaluated to identify improvements that
would enhance the process.
3.5 Define requirements when developing and implementing
4D modeling
When the 4D development process was optimized, the identified needs were redefined as
requirements for the organization, the 3D model and the Activity Schedule. The needs were
identified in the iterations of the 4D development process. The requirements focused on internal
use within the organization and external use with suppliers and contractors. Thereafter, the
implementation process of 4D modeling was defined. The implementation process was based on
the defined requirements as actions to align ways of working to bring clarity within the
organization. Each action was assigned to an owner who was responsible for the action and an
enabler that would execute the action.
124. EMPIRICAL RESULTS
The results in this section are presented to illustrate the process of developing and implementing
4D modeling in a Gigafactory. Since the investigation is strictly confidential for external use and
contains highly complex process steps, a simplified model has been designed for presentation
purposes. The 4D model presented in this research is thereby built on a simplified 3D model and
an adjusted Activity Schedule. Note that the results are based on the outcome from the
investigation, which have been fabricated to be able to depict the findings without disclosing
confidential details.
4.1 Exploration of programs’ interactions
Two programs were linked in the 4D model: a layout program (Revit) and planning program
(Primavera). A third program was also required to act as a carrier between the programs
(Teamcenter). The carrier held information about the organization's technical structures. To
identify the programs’ interactions, several interviews were executed. The findings were mapped
for further development.
4.1.1 The layout Program
The program used for 3D modeling was Revit. It provides a visual model of a construction building
in a digital environment. The interview showed that the input was a 2D or 3D model provided by
the suppliers, which contained data aligned with the company's internal technical structures. The
model was integrated with the internal 3D model to create a fully integrated layout of the
construction building. For the Layout team, the integration of the models enabled a holistic view
of the factory. The integrated model was redesigned to facilitate quality checks and to identify
problems at an early stage. The output was therefore redesigned drawings delivered to other
stakeholders for future adjustments.
4.1.2 The planning Program
The program used for the Activity Schedule was Primavera. It is a tool for planners to schedule
contractual milestones and deliverables in projects. Usually there is a general schedule with
activities summarizing the construction process and a specific schedule including details of each
process. Both Activity Schedules included activities provided by the suppliers, from design and
purchase to start of production. The data in the Activity Schedule was added manually by a planner
and then updated on a regular basis. The output from Primavera was extracts of the schedule
delivered to other stakeholders for future planning purposes.
4.1.3 The PLM program
The program used as a carrier between the 3D model and the Activity Schedule was Teamcenter.
It is a Product Lifecycle Management (PLM) program that holds information about technical data
and is used as an interface between suppliers and the organization. The PLM program represents
a Functional Breakdown Structure (FBS) which is used as a common language for internal and
external users. It could be described as a structured way of naming objects by adding technical
data. The PLM architect owns the input data, while the stakeholders are responsible for adding
and managing it. Templates and documents are available for the organization to extract data.
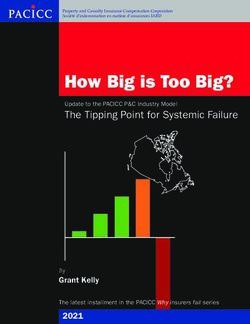
134.1.4 Identified interactions between the programs
Based on the findings from the interviews, no intended interaction between the Layout program
and the Planning program were enabled today. When using 4D modeling, a unique link is required
to create the interaction between the programs. The PLM program acted as a point of truth to
provide the Layout program and the Planning program with data to create the interactions, see
Figure 3. For the 4D simulation, the links between the programs would be designed with a unique
code explicit for 4D modeling.
Figure 3. Illustration of the created interactions between the programs with 4D modeling.
The program used for the 4D simulation was Navisworks. It is a commonly used simulation tool
in the construction industry and is compatible with Revit.
4.2 Design a 4D development process
After the investigation of the programs’ interactions, a 4D development process was drafted. The
draft aimed to identify a Minimum Viable Product of 4D modeling that could be scaled-up in
iterations by adding valuable attributes. The 4D development process was made from manually
adding and adjusting data in the Activity Schedule and linking it to data added in 3D-model. This
linking enabled a MVP-prototype, subsequently proving that 4D modeling could work in practice.
4.2.1 Define a common level of FBS and LBS codes
The PLM program held information about the internal technical structures and were defined to be
the point of truth. The challenge was to define a common maturity level in the Activity Schedule
and the 3D model since the level of details differed.
For the Functional Breakdown Structure (FBS), the levels were defined as Site name, Area name,
Process name and Machine name. For example, a Machine in the Anode Mixing Process was
assigned the FBS code [SF.MT.MA.E2]. Here [SF] represents the Site name, [MT] represents the
particular Area of the site, [MA] represents the Process and [E2] represents a specific Machine
and its number. In the 3D model the FBS codes for the machines were defined to Machine level,
while the FBS codes in the Activity Schedule were defined to Process level. This meant that the
FBS codes included different levels of the structure, which needed to be managed. The common
level in the FBS structure was therefore Process level, since it was the common denominator
between the 3D model, the Activity Schedule and the PLM program.
14For the Location Breakdown Structure (LBS), the levels were defined as Site name, Building name
and Room number. For example, a room in the Anode Mixing Process was assigned the LBS code
[FS.MB.011]. Here [FS] represents the Site name, [MB] represents the particular Building on site
and [011] represents the Room number in the building. Since the common level that united the 3D
model and the Activity schedule in the FBS structure was defined to Process level (three levels) -
the full LBS’s structure with the three levels could be included.
In addition, large rooms that would be constructed in multiple sections had activity names
separated in North, Middle and South but with the same LBS code. However, temporary rooms
that were sectioned by a temporary wall, named A or B, were both separated in the activity name
and LBS code. When designing the draft of the 4D development process these sections were
disregarded, since the draft was a MVP.
4.2.2 Common denominator for 4D modeling
To enable 4D modeling, a common denominator between the 3D model and the Activity Schedule
was required. This common denominator generated a link between the elements in the 3D model
and its scheduled activities that would facilitate the use of 4D modeling in the future. Since the
goal of the project was focused on the installation and construction of a production building, a
logical way of dividing equipment was in the shipping deliveries or by using production lines. The
shipping deliveries were called batches and were divided in a certain structure.
Managing batches and production lines
A problem that quickly arose was the use of batches and production lines for defining a certain
group of equipment. In some departments, batches were used to describe an installation group,
while in other departments production lines were used to describe roughly the same kind of
equipment. Depending on which department one was in, the importance of using batches or
production lines varied. For the 4D modeling however, a common denominator was needed to
generate a logical code to link the activities in the Activity Schedule together with the 3D model.
Furthermore, the 4D code needed to be applicable and compelling for all departments involved.
The production lines were defined to generate certain battery products. In one building several
products could be manufactured, measured and quality checked. The planners used the production
lines per default since these lines were among the first decisions to be made when planning the
factory. A result of this was that the Activity Schedule was grouping equipment in production lines
when scheduling activities. In Figure 4, a simplified version of this can be seen.
15Figure 4. Illustration of process equipment divided in production lines.
The batches were generally used to define when certain equipment was delivered to site. These
batches were used by departments involved in the installation and construction phases. In Figure
5, a simplified version of the batch visualization is depicted.
Figure 5. Illustration of process equipment divided in batches.
As can be seen from both illustrations, the grouping of equipment could in some process steps
refer to the same equipment, while in other process steps differ significantly.
Managing equipment and rooms
Another problem that arose was the use of FBS and LBS codes. A substantial number of parallel
projects had to be taken into account during the construction of a Gigafactory. All of these projects
cross-referred to certain items using labels that were either structured around FBS or LBS codes.
Equipment, such as machines, ventilation systems, electrical, plumbing or heating equipment were
referred to by FBS codes. Walls, ceiling, floors, doors or windows however, were location specific
and referred to by LBS codes.
16The 4D model needed to incorporate both. Hence equipment and location specific items had to be
divided into either FBS codes or LBS codes and there was no logical way of only using one.
The unique 4D code
To enable a 4D simulation, a unique 4D code was needed to be defined to link the 3D model and
the Activity Schedule in the simulation program Navisworks. The 4D code had certain
requirements that needed to be upheld. First, it needed to be logical for all departments using the
code. Secondly, it needed to be consistent and not alternated. These requirements resulted in a 4D
code based on the FBS/LBS structure and the batch numbers the items were shipped in.
The unique 4D code was called Simulation ID and was generated by using an underscore to divide
the codes and batches from one another, for example: FBS_Batch or LBS_Batch. As a result, the
4D code created a clarification of which group of items that were shipped in what batch.
For example, the process equipment for Anode Mixing from the production line 1, had the FBS
code [SF.MT.MA]. It was delivered in batch 1, which created the Simulation ID [SF.MT.MA_1].
The room in Anode Mixing had the LBS code [FS.MB.011]. It was delivered in batch 1, which
created the Simulation ID [FS.MB.011_1].
4.2.3 Tag the 3D model manually
The internal 3D model was merged on a regular basis with numerous supplier drawings. The
integrated 3D model however did not contain enough data to be used in the 4D simulation, see
Figure 6.
Figure 6. Illustration of an item, marked in blue, in the 3D model without tags marked in red.
In the initial phase, all equipment was assigned to a FBS code. The layout was thereafter assigned
to a LBS code. Each item in the 3D model was assigned to an additional 4D code with the
parameter name Simulation_ID, see Figure 7.
17Figure 7. Illustration of an equipment, marked in blue, with a FBS and a 4D code marked in red.
4.2.4 Restructure the Activity Schedule manually
The general Activity Schedule was exported from Primavera as an Excel file and held information
about the activities in the installation process of the Gigafactory. Each activity in the schedule was
defined with both internal and external data. The general Activity Schedule below presents some
fabricated data, see Figure 8.
Figure 8. Fabricated data in the general Activity Schedule.
In Excel, the Activity Schedule was sorted to only include activities relevant for the installation
process of the equipment. When the schedule was sorted, it became clear that it needed to be
restructured to facilitate a 4D simulation.
To enable a 4D simulation, an activity in the schedule had to be connected to an item in the 3D
model. The general Activity Schedule had a different granularity than the 3D model, since the
installation activities were grouped for several production lines, see Figure 9.
Figure 9. One activity for multiple production lines in the Activity Schedule.
18You can also read