Bias-Repeatability Analysis of Vacuum-Packaged 3-Axis MEMS Gyroscope Using Oven-Controlled System
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
sensors Article Bias-Repeatability Analysis of Vacuum-Packaged 3-Axis MEMS Gyroscope Using Oven-Controlled System Hussamud Din , Faisal Iqbal , Jiwon Park and Byeungleul Lee * School of Mechatronics Engineering, Korea University of Technology and Education, Cheonan 31253, Republic of Korea * Correspondence: bllee@koreatech.ac.kr Abstract: The performance of microelectromechanical system (MEMS) inertial measurement units (IMUs) is susceptible to many environmental factors. Among different factors, temperature is one of the most challenging issues. This report reveals the bias stability analysis of an ovenized MEMS gyroscope. A micro-heater and a control system exploiting PID/PWM were used to compensate for the bias stability variations of a commercial MEMS IMU from BOSCH “BMI 088”. A micro-heater made of gold (Au) thin film is integrated with the commercial MEMS IMU chip. A custom-designed micro-machined glass platform thermally isolates the MEMS IMU from the ambient environment and is vacuum sealed in the leadless chip carrier (LCC) package. The BMI 088 built-in temperature sensor is used for temperature sensing of the device and the locally integrated heater. The experimental results reveal that the bias repeatability of the devices has been improved significantly to achieve the target specifications, making the commercial devices suitable for navigation. Furthermore, the effect of vacuum-packaged and non-vacuum-packaged devices was compared. It was found that the bias repeatability of vacuum-packaged devices was improved by more than 60%. Keywords: bias stability; gyroscope; inertial sensors; MEMS; micro-oven; temperature compensation 1. Introduction Citation: Din, H.; Iqbal, F.; Park, J.; In recent decades, microelectromechanical (MEMS) devices, precisely the inertial Lee, B. Bias-Repeatability Analysis of measurement units (IMUs), have gained tremendous importance for their wide range of Vacuum-Packaged 3-Axis MEMS applications. The global market survey shows a growing demand for inertial sensors due Gyroscope Using Oven-Controlled to their improved performance, replacing their macro counterparts in many promising System. Sensors 2023, 23, 256. applications such as consumer electronics, robotics, avionics, electronic stability control https://doi.org/10.3390/s23010256 (ESC), global navigation satellite system (GNSS), and image stabilization [1–7]. Specifically, MEMS gyroscopes have been progressively famous for their ultra-high measurement Academic Editor: Faisal Mohd-Yasin sensitivity, high reliability, low power consumption, and low cost [2,8–10]. The performance and accuracy of MEMS IMUs are affected by several parameters, Received: 7 December 2022 such as temperature, ambient vibrations, and acoustic noise [11–14]. However, regulating Revised: 21 December 2022 their temperature is complex and challenging [12,15,16]. Temperature-induced errors Accepted: 23 December 2022 occur due to changes in the material properties of the selected material and electronic Published: 26 December 2022 parts. In MEMS sensors, temperature-induced errors result in several other errors, such as spring softening, resonant frequency error, cross-axis sensitivity, and bias instability [17–20]. Among all the high-performance MEMS gyroscope specifications, bias stability is the first Copyright: © 2022 by the authors. thing system designers must ensure to deliver performance [21]. The navigation grade, Licensee MDPI, Basel, Switzerland. vacuum-packaged MEMS gyroscopes’ bias-repeatability improvement is significant. This article is an open access article Different compensation techniques for temperature effects have been used to improve distributed under the terms and the bias stability of MEMS gyroscopes. Such techniques include mechanical compensation, conditions of the Creative Commons material variation, and electrostatic forces. However, it was noted that compensation is Attribution (CC BY) license (https:// necessary for bias stability improvement and a controlled sensor temperature [22–24]. For creativecommons.org/licenses/by/ temperature control, ovenization is an effective technique that has been implemented by 4.0/). attaching a local heater to the MEMS devices [25–28]. Sensors 2023, 23, 256. https://doi.org/10.3390/s23010256 https://www.mdpi.com/journal/sensors
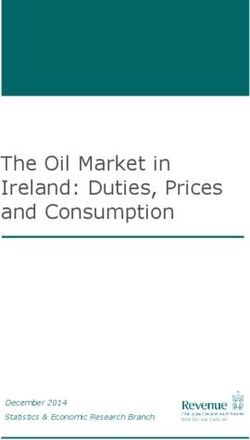
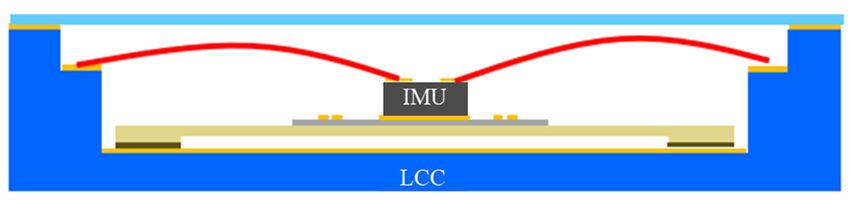
Different compensation techniques for temperature effects have been used to im- prove the bias stability of MEMS gyroscopes. Such techniques include mechanical com- pensation, material variation, and electrostatic forces. However, it was noted that com- Sensors 2023, 23, 256 pensation is necessary for bias stability improvement and a controlled sensor temperature 2 of 12 [22–24]. For temperature control, ovenization is an effective technique that has been im- plemented by attaching a local heater to the MEMS devices [25–28]. This study presents a bias-repeatability and locally integrated heater performance This study presents a bias-repeatability and locally integrated heater performance analysis of an ovenized vacuum-packaged commercial MEMS gyroscope from Bosch analysis of an ovenized vacuum-packaged commercial MEMS gyroscope from Bosch “BMI “BMI 088” [29]. A PID/PWM-based conventional heater driving circuit [20] is integrated 088” [29]. A PID/PWM-based conventional heater driving circuit [20] is integrated with the with the MEMS device. This device was vacuum packaged to isolate it from its surround- MEMS device. This device was vacuum packaged to isolate it from its surroundings and ings and reduce heat dissipation. The locally integrated heater keeps the device’s temper- reduce heat dissipation. The locally integrated heater keeps the device’s temperature stable, ature stable, i.e., above the highest environmental temperature. A previously developed i.e., above the highest environmental temperature. A previously developed LabVIEW- LabVIEW-based automatic test system was utilized for data gathering and analysis. An based automatic test system was utilized for data gathering and analysis. An NI device, NI NI device, NI 8452 [30], was utilized for sensor interfacing through I2C. 8452 [30], was utilized for sensor interfacing through I2C. This article is arranged as follows: Section 2 presents the ovenization and vacuum This article is arranged as follows: Section 2 presents the ovenization and vacuum packaging of the commercial MEMS IMU “BMI 088”. Section 3 presents a detailed de- packaging of the commercial MEMS IMU “BMI 088”. Section 3 presents a detailed descrip- scription tion of theofexperiment’s the experiment’s design. design. Section Section 4 discusses 4 discusses the experimental the experimental resultsresults of theof “BMIthe “BMI 088”. Finally, the paper is concluded in Section 088”. Finally, the paper is concluded in Section 5. 5. 2. 2. Ovenization Ovenization andand Vacuum Packaging Vacuum Packaging Ovenization Ovenization andand vacuum vacuum packaging packaging aimaim to to provide provide aa constant constant temperature temperature toto the the MEMS device MEMS device for performance performance improvement. Figure 1 shows the block diagram of the improvement. Figure 1 shows the block diagram of oven-controlled oven-controlled system systemfor fora a3-axis 3-axisMEMS MEMS gyroscope. gyroscope.TheTheproposed proposedoven-controlled oven-controlledsys- tem consists system of aof consists heater driving a heater circuit driving withwith circuit a PID/PWM a PID/PWM circuit. The PWM circuit. scheme The PWM is ad- scheme vantageous over conventional is advantageous over conventional schemes due todue schemes its low power to its consumption, low power high power consumption, high efficiency, small size, power efficiency, duty small cycle, size, dutyand digital cycle, andscheme digital operation. The dutyThe scheme operation. cycle of the duty fixed cycle of square wave signal controls the heater operating the current by switching the fixed square wave signal controls the heater operating the current by switching thethe power tran- sistors power ON and OFF transistors ONinstead and OFFof employing instead ofaemploying continuousacurrent supply. continuous The built-in current supply.tem-The built-in temperature perature sensor of the sensor MEMS of IMU the MEMS “BMI IMU 088” “BMI 088”used has been has been used for temperature for temperature measure- measurement. ment. The LabVIEW The LabVIEW program program compares compares the IMUthe and IMUtarget and target temperatures, temperatures, whilewhile the the PID/PWM PID/PWM program program keepskeeps the heater the heater temperature temperature constant. constant. Figure 1. Figure Block Diagram 1. Block Diagram of of the the Oven Oven-Controlled – ControlledSystem. System. A thin A thin film film of ofgold gold(Au) (Au)heater heateris is designed designedunder thethe under IMU chip IMU area, chip andand area, the “BMI 088” the “BMI IMU is mounted on it and assembled in a leadless chip carrier (LCC) package. 088” IMU is mounted on it and assembled in a leadless chip carrier (LCC) package. A A custom- designed micro-machined glass platform and glass suspensions were used for isolation. The custom-designed micro-machined glass platform and glass suspensions were used for iso- glass isolation platform provides a smooth surface for the sensor and connecting lines, hav- ing excellent thermal and mechanical properties, as shown in Figures 2 and 3, respectively. The IMU has been connected through wire bonding to the metal pads, and the device has been sealed in a vacuum package, as shown in Figure 4. The vacuum level inside the package is kept at around 100 mTorr to achieve a high thermal resistance for heat loss compensation [31].

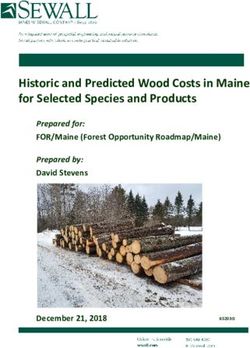
Sensors 2023, 23, 256 3 of 12 Sensors 2023, 23, 256 3 of 12 lation. The glass isolation platform provides a smooth surface for the sensor and connect- lation. ing The lines, glass isolation having excellent platform provides thermal and a smooth mechanical surface for properties, the sensor as shown and connect- in Figures 2 and Sensors 2023, 23, 256 ing lines, having 3, respectively. excellent thermal and mechanical properties, as shown in Figures 23 of and12 3, respectively. Figure 2. Heater Design with Glass Isolation Platform. (a) Heater design structure. (b) Glass Plat- form structure. Figure 2. Heater Design with Glass Isolation Platform. (a) Heater design structure. (b) Glass Plat- Figure Figure form 2. Heater 2. Heater Design structure. Designwith withGlass GlassIsolation IsolationPlatform. Platform.(a) (a)Heater Heaterdesign designstructure. (b)(b) structure. Glass Platform Glass Plat- structure. form structure. Figure 3. Micro-Oven and IMU Integration in LCC Package. The IMU has been connected through wire bonding to the metal pads, and the device has been sealed in a vacuum package, as shown in Figure 4. The vacuum level inside the package is kept at around 100 to achieve a high thermal resistance for heat loss compensation Figure [31]. and IMU Integration in LCC Package. 3. Micro-Oven Figure 3. Micro-Oven and IMU Integration in LCC Package. Figure 3. Micro-Oven and IMU Integration in LCC Package. The IMU has been connected through wire bonding to the metal pads, and the device The sealed has been IMU has in been connected a vacuum through package, wire bonding as shown in Figureto4.the Themetal pads,level vacuum and the device inside the has been sealed in a vacuum package, as shown in Figure 4. The vacuum level package is kept at around 100 to achieve a high thermal resistance for heat loss inside the package is kept compensation [31].at around 100 to achieve a high thermal resistance for heat loss compensation [31]. Figure 4. Figure 4. Vacuum-Packed Vacuum-Packed Ovenized Ovenized MEMS MEMS IMU. IMU. 3. Design of Experiment The commercial MEMS IMU “BMI 088” was interfaced using the “NI 8452” device through the I2C protocol using LabVIEW [30,32]. The experimental setup is shown in Figure 5. Figure 4. Vacuum-Packed Ovenized MEMS IMU. In4.this Figure work, a previously Vacuum-Packed developed Ovenized program based on the state machine and data MEMS IMU. analysis was utilized for automatic data gathering of bias-repeatability tests and data analysis programs to reduce human effort and test time. Figure 6 shows the LabVIEW program dashboard for the automatic test system, while Figure 7 shows the dashboard for the data analysis program using LabVIEW.

Sensors 2023, 23, 256 4 of 12 Sensors 2023, 23, 256 4 of 12 3. Design of Experiment Initially, the heater performance and PWM duty cycle were analyzed. After that, the The commercial MEMS IMU “BMI 088” was interfaced using the “NI 8452” device bias-repeatability test was conducted for three non-vacuum and three vacuum-packed through the I2C protocol using LabVIEW [30,32]. The experimental setup is shown in Fig- ovenized devices. The resulting data were analyzed using the LabVIEW-based data ure 5. analysis program. Figure 5. Experimental Setup. In this work, a previously developed program based on the state machine and data analysis was utilized for automatic data gathering of bias-repeatability tests and data anal- ysis programs to reduce human effort and test time. Figure 6 shows the LabVIEW pro- gram dashboard for the automatic test system, while Figure 7 shows the dashboard for the data analysis program using LabVIEW. Figure 5. Experimental Setup. Figure 5. Experimental Setup. In this work, a previously developed program based on the state machine and data analysis was utilized for automatic data gathering of bias-repeatability tests and data anal- ysis programs to reduce human effort and test time. Figure 6 shows the LabVIEW pro- gram dashboard for the automatic test system, while Figure 7 shows the dashboard for the data analysis program using LabVIEW. Figure 6. LabVIEW –Figure Based Automatic Test 6. LabVIEW-Based System. Automatic Test System. Figure 6. LabVIEW – Based Automatic Test System.

5 of 12 Sensors 2023, 23, 256 5 of 12 Figure 7. LabVIEW –Figure Based Data Analysis 7. LabVIEW-Based Program. Data Analysis Program. 3.1. Heater Performance and PWM Duty Cycle Analysis Initially, the heater Theperformance and sensor built-in temperature PWMofduty cycle the “BMI were 088” analyzed. was utilized for theAfter that, the temperature bias-repeatability measurement test was conducted of the locallyfor three heater. integrated non-vacuum The PWMand threewith algorithm vacuum-packed a fixed square ovenized devices. The resulting data were analyzed using the LabVIEW-based(DIO) wave signal was used [33] for the locally integrated heater, and the digital I/O datalines anal- of the “NI 8452” device were used to control the current supply [30,32]. According to the ysis program. selected duty cycle and target temperature, the DIO line is turned ON and OFF by the PWM signal for heater switching and constant temperature. The relationship between 3.1. Heater the duty Performance andcycle PWM and the maximum Duty Cycle achievable Analysis temperature was computed according to the experiment conditions listed in Table 1. The built-in temperature sensor of the “BMI 088” was utilized for the temperature measurement of the Tablelocally integrated 1. Experiment Conditionsheater. The PWM algorithm with a fixed square and PID Parameters. wave signal was usedParameters [33] for the locally Values integrated heater, and the digital I/O (DIO) lines Remarks of the “NI 8452” device Outputwere used to Data Rate 100control Hz the current Correspond to loopsupply [30,32]. time 10 msec, According minimum to the possible value Duty Cycle Range 0–80% Test range, where temperature rises to a maximum of 91 ◦ C selected duty cycle and target P temperature, 0.4 the DIO line Proportional is turnedgain ON and OFF by the PWM signal for heater switching I and0.365 constant temperature. Integral The relationship gain between the D 0.074 Derivative gain duty cycle and the maximum achievable temperature was computed according to the ex- periment conditions listed in Table 1. The duty cycle varied from 0% to 80% at a DC voltage of 7 V. The duty cycle test was performed, and the data were gathered for 15 min with a delay interval of 5 min as Table 1. Experimenta Conditions andThe cool-down time. PIDstart Parameters. temperature varied every time because of the variations in environmental temperature and changes in the duty cycle. Values The time-domain data of the sensor Remarks temperature and duty cycle are shown in Figure 8. ate 100 Hz The Correspond to loop time 10 variation in the actual temperature is duemsec, to the air conditioning minimum in the room. possible value Furthermore, a duty cycle vs. maximum achievable temperature test was conducted nge 0–80% for one Test range,and non-vacuum where temperature one vacuum rises to aas maximum device, respectively, shown in Figureof 9.91 C A temper- ◦ 0.4 ature change of 0.81 C/duty cycleProportional gainthe glass was used as a thermal was observed. Since 0.365 Integral gain 0.074 Derivative gain

Sensors 2023, 23, 256 6 of 12 Sensors 2023, 23, 256 6 of 12 isolation platform, exhibiting excellent thermal properties, the study found that the heat loss conduction was reduced, and there is no significant change in temperature concerning the duty cycle. Figure 8. Duty Cycle vs. Maximum Temperature Analysis. Furthermore, a duty cycle vs. maximum achievable temperature test was conducted for one non-vacuum and one vacuum device, respectively, as shown in Figure 9. A tem- perature change of 0.81 C/duty cycle was observed. Since the glass was used as a ther- mal isolation platform, exhibiting excellent thermal properties, the study found that the heat loss conduction was reduced, and there is no significant change in temperature con- cerning the duty cycle. Figure 8. Duty Cycle vs. Maximum Temperature Analysis. Figure 8. Duty Cycle vs. Maximum Temperature Analysis. Furthermore, a duty cycle vs. maximum achievable temperature test was conducted for one non-vacuum and one vacuum device, respectively, as shown in Figure 9. A tem- perature change of 0.81 C/duty cycle was observed. Since the glass was used as a ther- mal isolation platform, exhibiting excellent thermal properties, the study found that the heat loss conduction was reduced, and there is no significant change in temperature con- cerning the duty cycle. Figure 9. Maximum Temperature vs. Duty Cycle of Vacuum and Non-Vacuum Devices. Figure 9. Maximum Temperature vs. Duty Cycle of Vacuum and Non – Vacuum Devices. 3.2. Bias-Repeatability Analysis 3.2. Bias-Repeatability Analysis Turn-on bias repeatability is measured by averaging all the data Bias-Repeatability: Bias-Repeatability: the gathered by turning sensorbias Turn-on ONrepeatability and OFF for specific time intervals. is measured The test by averaging is conducted all the data gathered by turning the sensor ON and OFF for specific time intervals. The test isconducted by turning OFF the power from the sensor. In the case of repeatability, the test is con- ductedseveral times.OFF by turning Thisthe kind of test power is difficult from forIn the sensor. humans the casetoofhandle withoutthe repeatability, an test automatic is test system. Before starting the bias-repeatability test, the bias vs. warm-up time was analyzed and was found to be 50 s, as shown in Figure 10. Turn-on bias repeatability or ON/OFF Figurebias was measured 9. Maximum by averaging Temperature vs. Dutyall the data Cycle gathered of Vacuum andfor Non a –specific Vacuum interval Devices.by turning the sensor ON and OFF. The bias-repeatability test was conducted according to IEEE standards; 3.2. Bias-Repeatability i.e., the samples Analysis in each data set were more significant than 10,000 [34–36]. Each device Bias-Repeatability: Turn-on bias repeatability is measured by averaging all the data gathered by turning the sensor ON and OFF for specific time intervals. The test is con- ducted by turning OFF the power from the sensor. In the case of repeatability, the test is
automatic test system. Before starting the bias-repeatability test, the bias vs. warm-up time was analyzed and was found to be 50 s, as shown in Figure 10. Turn-on bias repeatability or ON/OFF bias was measured by averaging all the data gathered for a specific interval by turning the Sensors 2023, 23, 256 sensor ON and OFF. The bias-repeatability test was conducted according to IEEE7stand- of 12 ards; i.e., the samples in each data set were more significant than 10,000 [34–36]. Each device was tested for 24 hr at room temperature, while a 60 C controlled temperature was used in the for was tested integrated micro-oven. 24 hr at room temperature, while a 60 ◦ C controlled temperature was used in the integrated micro-oven. Figure 10. Bias vs. Warm-up Time of the Ovenized Device. Figure 10. Bias vs. Warm – up Time of the Ovenized Device. During the bias-repeatability test, the sensor was turned ON for 30 min and then turned OFF for 30 min using the automatic test setup. For each device, 25 data sets were During the bias-repeatability test, the sensor was turned ON for 30 min and then gathered for a 24 hr test. The room temperature varied from 11 ◦ C to 20 ◦ C in winter and turned OFF for 30 min using the automatic test setup. For each device, 25 data sets were from 19 ◦ C to 28 ◦ C during summer. Six devices were tested, three of them were vacuum gathered packaged, 24 hr for a and test. three The were room temperature non-vacuum packaged. varied from 11 ℃ The experimental to 20 results are℃discussed in winter and from 19 ℃ in Section 4.to 28 ℃ during summer. Six devices were tested, three of them were vac- uum packaged, and three were non-vacuum packaged. The experimental results are dis- cussed4.in Experimental Section 4. Results The 24 hr bias-repeatability test results for two devices (i.e., one vacuum packaged and one non-vacuum ◦ 4. Experimental Results packaged) at room temperature, as well as at a 60 C controlled temperature, are shown in Figure 11a,b, respectively. The target of this research project was The 24 hr bias-repeatability test results for two devices (i.e., one vacuum packaged to keep the bias repeatability lower than 5.5 mdps or 20◦ /hr. and one non-vacuum packaged) The experimental results at forroom temperature, a single as well in device, as depicted at a 6011,Cshow as Figure controlled that temperature, are shown bias repeatability wasinimproved Figure 11a,b, respectively. at a controlled The target temperature of this research compared project with the room was totemperature. keep the bias repeatability However, a few5.5 lower than even though mdps or 20 non-vacuum /hr. were improved with devices temperature control, the results are inconsistent with vacuum-packaged devices. Moreover, a series of bias-repeatability experiments were conducted on three vacuum- packaged and three non-vacuum-packaged devices to study and investigate further the effect of vacuum packaging and a thermal isolation platform on the MEMS gyroscope’s performance. The results of the three vacuum-packaged devices are shown in Figure 12a–c, which reveals that the target bias repeatability has been achieved with a controlled temper- ature at 60 ◦ C. Similarly, the results of non-vacuum-packaged devices are shown in Figure 13a–c, where it can be seen that bias repeatability in some devices was improved with temperature control but was still unsatisfactory compared with vacuum-packaged devices. The tempera- ture variations in both kinds of devices (i.e., vacuum-packaged and non-vacuum-packaged) have been reduced and controlled by the micro-oven, as seen in the bias-repeatability test summary in Table 2. The bias-repeatability and temperature variation results validate the significance of the ovenization and vacuum-packaging technique for the performance improvement of MEMS IMUs.
Sensors 2023, 23, 256 8 of 12 Sensors 2023, 23, 256 8 of 12 (a) (b) Figure 11. Bias-Repeatability Analysis of Vacuum – and Non-Vacuum-Packaged Devices. (a) Bias- Repeatability of Vacuum-Packaged Device. (b) Bias-Repeatability of Non-Vacuum-Packaged De- vice. The experimental results for a single device, as depicted in Figure 11, show that bias repeatability was improved at a controlled temperature compared with the room temper- ature. However, even though a few non-vacuum devices were improved with tempera- ture control, the results are inconsistent with vacuum-packaged devices. Moreover, a series of bias-repeatability experiments were conducted on three vac- uum-packaged and three non-vacuum-packaged devices to study and investigate further the effect of vacuum packaging and a thermal isolation platform on the MEMS gyro- (a) performance. The results of the three vacuum-packaged scope’s (b) devices are shown in Fig- ureFigure 12a–c,11.which reveals that the target bias repeatability has been achievedDevices. Bias-Repeatability Analysis of Vacuum – and Non-Vacuum-Packaged with a (a) con- Figure 11. Bias-Repeatability Analysis of Vacuum- and Non-Vacuum-Packaged Devices.Bias- (a) Bias- trolled temperature Repeatability at 60 C. of Vacuum-Packaged Device. (b) Bias-Repeatability of Non-Vacuum-Packaged De- Repeatability vice. of Vacuum-Packaged Device. (b) Bias-Repeatability of Non-Vacuum-Packaged Device. The experimental results for a single device, as depicted in Figure 11, show that bias repeatability was improved at a controlled temperature compared with the room temper- ature. However, even though a few non-vacuum devices were improved with tempera- ture control, the results are inconsistent with vacuum-packaged devices. Moreover, a series of bias-repeatability experiments were conducted on three vac- uum-packaged and three non-vacuum-packaged devices to study and investigate further the effect of vacuum packaging and a thermal isolation platform on the MEMS gyro- scope’s performance. The results of the three vacuum-packaged devices are shown in Fig- ure 12a–c, which reveals that the target bias repeatability has been achieved with a con- trolled temperature at 60 C. Sensors 2023, 23, 256 9 of 12 (a) (b) (a) (b) (c) Figure 12. Bias-Repeatability Analysis of Vacuum-Packaged Devices at Room Temperature and 60 Figure 12. Bias-Repeatability Analysis of Vacuum-Packaged Devices at Room Temperature and 60 ◦ C. °C. (a) Device 1. (b) Device 2. (c) Device 3. (a) Device 1. (b) Device 2. (c) Device 3. Similarly, the results of non-vacuum-packaged devices are shown in Figure 13a–c, where it can be seen that bias repeatability in some devices was improved with tempera- ture control but was still unsatisfactory compared with vacuum-packaged devices. The temperature variations in both kinds of devices (i.e., vacuum-packaged and non-vacuum- packaged) have been reduced and controlled by the micro-oven, as seen in the bias-re- peatability test summary in Table 2. The bias-repeatability and temperature variation re-
where it can be seen that bias repeatability in some devices was improved with tempera- ture control but was still unsatisfactory compared with vacuum-packaged devices. The temperature variations in both kinds of devices (i.e., vacuum-packaged and non-vacuum- packaged) have been reduced and controlled by the micro-oven, as seen in the bias-re- peatability test summary in Table 2. The bias-repeatability and temperature variation re- Sensors 2023, 23, 256 sults validate the significance of the ovenization and vacuum-packaging technique for the 9 of 12 performance improvement of MEMS IMUs. Sensors 2023, 23, 256 10 of 12 (a) (b) (c) Figure 13. Bias-Repeatability Figure 13. Bias-RepeatabilityAnalysis AnalysisofofNon-Vacuum-Packaged Non-Vacuum-Packaged Devices Devices at Room at Room Temperature Temperature and and◦ 60 °C. (a) Device 4. (b) Device 5. (c) Device 60 C. (a) Device 4. (b) Device 5. (c) Device 6. 6. Table 2. Summary of the Bias-Repeatability Analysis. Table 2. Summary of the Bias-Repeatability Analysis. BMI088 Bias-Repeatability [ ] BMI088 Bias-Repeatability [mdps] Temperature Temperature Gyroscopes Temperature Remarks Device Temperature Gyroscopes Variations [°C] Variations [◦ C] Remarks Device Status X Y Z Status X Y Z Room Temp 12.868 5.899 3.499 1.598 Device-1 Room Temp 12.868 5.899 3.499 1.598 Device-1 60 ◦°C C 0.610 0.610 2.803 2.803 1.483 1.483 0.002 0.002 Device-2 Room Temp Room Temp 5.774 5.774 5.711 5.711 3.468 3.468 1.744 1.744 Vacuum-Packaged Device-2 60 ◦ C 1.283 2.387 2.092 0.001 Vacuum-Packaged 60 °C 1.283 2.387 2.092 0.001 Room Temp 4.734 9.458 1.817 1.766 Device-3 Room60 ◦Temp C 4.734 1.515 9.458 1.131 1.817 1.604 1.766 0.001 Device-3 60 °C Room Temp 1.515 15.050 1.131 7.648 1.604 1.150 0.001 0.777 Device-4 60 ◦Temp C 6.882 6.817 0.966 0.001 Room 15.050 7.648 1.150 0.777 Device-4 Room Temp 10.101 2.672 2.070 0.983 Non-Vacuum-Packaged Device-5 60 60 ◦°C C 6.882 1.541 6.817 4.778 0.966 1.834 0.001 0.001 Room Temp Room Temp 10.101 3.539 2.672 11.479 2.070 2.459 0.983 1.549 Non-Vacuum- Device-5 Device-6 60 ◦°C 60 C 1.541 4.630 4.778 9.370 1.834 1.699 0.001 0.001 Packaged Room Temp 3.539 11.479 2.459 1.549 Device-6 60 °C 4.630 9.370 1.699 0.001 5. Conclusions This article presents a micro-oven controlled system with vacuum packaging for the commercial MEMS IMUs from BOSCH “BMI 088”. The temperature variations signifi-
Sensors 2023, 23, 256 10 of 12 5. Conclusions This article presents a micro-oven controlled system with vacuum packaging for the commercial MEMS IMUs from BOSCH “BMI 088”. The temperature variations significantly impact the performance of MEMS IMUs, especially gyroscopes, and the bias stability is strongly dependent on temperature variations. The temperature variations have been reduced and compensated using a locally integrated heater in this research work. It was seen experimentally that the bias repeatability of the MEMS gyroscope is affected by a change in temperature. This was successfully compensated by controlling the temperature with the help of a designed micro-oven. The designed micro-oven has low power consumption, operating at 5 V as provided by the DIO lines of the “NI 8452” device, and the overall design has a small footprint area of 1.5 × 1.5 cm2 . Using a LabVIEW-based automatic test system, the device was interfaced and tested through an “NI 8452” device. This work has tested two types of ovenized MEMS IMUs—vacuum-packaged and non-vacuum-packaged. Both kinds of devices were tested at room temperature, as well as at a controlled temperature of 60 ◦ C. Experimentally, it was revealed that the bias repeatability of the devices had been improved. The target specifications were significantly achieved, making the devices suitable for navigation. Furthermore, a comparison of the vacuum-packaged and non-vacuum-packaged devices was performed, showing that the bias repeatability of the vacuum-packaged devices had been improved by more than 60%. It was also noted that temperature compensation is required, and vacuum packaging is mandatory for bias-repeatability improvement. The temperature variations and bias-repeatability results validated the significance and need for the vacuum-packaging and ovenization method for the performance improvement of MEMS IMUs. Moreover, the results and processing time have proven the significance of the developed automatic test system to increase and improve the mass production of MEMS IMUs. Author Contributions: Conceptualization, H.D., F.I. and B.L.; Formal analysis, H.D. and F.I.; Method- ology, H.D. and F.I.; Project Administration, B.L.; Software, H.D. and F.I.; Experiment, H.D., F.I. and J.P.; Supervision, B.L.; Writing—Original Draft, H.D., F.I. and J.P.; Writing—Review and Editing, H.D., F.I., J.P. and B.L. All authors have read and agreed to the published version of the manuscript. Funding: This work is supported by the R&D program of the Korea Evaluation Institute of Industrial Technology (KEIT) assisted in the development of the IMU-embedded, 6-axis and 10-axis compound navigation system, integrating highly reliable inertial measurement unit [IMU], Global Navigation Satellite System [GNSS], magnetometer, and altimeter for manned/unmanned aircraft. This work was (partially) supported by the postdoctoral scholarship program of KoreaTech. Institutional Review Board Statement: Not applicable. Informed Consent Statement: Not applicable. Data Availability Statement: This research is a part of a classified project. Conflicts of Interest: The authors declare no conflict of interest. References 1. Ahmad, N.; Ghazilla, R.A.R.; Khairi, N.M.; Kasi, V. Reviews on various inertial measurement unit (IMU) sensor applications. Int. J. Signal Process. Syst. 2013, 1, 256–262. [CrossRef] 2. Barbour, N.; Schmidt, G. Inertial sensor technology trends. IEEE Sens. J. 2001, 1, 332–339. [CrossRef] 3. Seeger, J.; Lim, M.; Nasiri, S. Development of high-performance high-volume consumer MEMS gyroscopes. In Solid-State Sensors, Actuators, and Microsystems Workshop; IEEE: New York, NY, USA, 2010; pp. 61–64. 4. Shaeffer, D.K. MEMS inertial sensors: A tutorial overview. IEEE Commun. Mag. 2013, 51, 100–109. [CrossRef] 5. Geen, J.A. Progress in integrated gyroscopes. In Proceedings of the PLANS 2004. Position Location and Navigation Symposium (IEEE Cat. No. 04CH37556), Monterey, CA, USA, 26–29 April 2004; pp. 1–6. 6. Neul, R.; Gómez, U.-M.; Kehr, K.; Bauer, W.; Classen, J.; Doring, C.; Esch, E.; Gotz, S.; Hauer, J.; Kuhlmann, B. Micromachined angular rate sensors for automotive applications. IEEE Sens. J. 2007, 7, 302–309. [CrossRef] 7. Woodman, O.J. An Introduction to Inertial Navigation; University of Cambridge, Computer Laboratory: Cambridge, UK, 2007. 8. Gad-el-Hak, M. MEMS: Introduction and Fundamentals; CRC Press: Boca Raton, FL, USA, 2005.
Sensors 2023, 23, 256 11 of 12 9. Tingkai, Z.; Chaoyang, X.; Ling, Z.; Wei, W. Study on a vibratory tri-axis MEMS gyroscope with single drive and multiple axes angular rate sense. Microsyst. Technol. 2015, 21, 2145–2154. [CrossRef] 10. Liewald, J.-T.; Kuhlmann, B.; Balslink, T.; Trächtler, M.; Dienger, M.; Manoli, Y. 100 kHz MEMS vibratory gyroscope. J. Microelectromechanical Syst. 2013, 22, 1115–1125. [CrossRef] 11. Araghi, G. Temperature compensation model of MEMS inertial sensors based on neural network. In Proceedings of the 2018 IEEE/ION Position, Location and Navigation Symposium (PLANS), Monterey, CA, USA, 23–26 April 2018; pp. 301–309. 12. Yang, D.; Woo, J.-K.; Lee, S.; Mitchell, J.; Challoner, A.D.; Najafi, K. A micro oven-control system for inertial sensors. J. Microelectromechanical Syst. 2017, 26, 507–518. [CrossRef] 13. Marra, C.R.; Gadola, M.; Laghi, G.; Gattere, G.; Langfelder, G. Monolithic 3-axis MEMS multi-loop magnetometer: A performance analysis. J. Microelectromechanical Syst. 2018, 27, 748–758. [CrossRef] 14. Din, H.; Iqbal, F.; Lee, B. Modelling and optimization of single drive 3-axis MEMS gyroscope. Microsyst. Technol. 2020, 26, 2869–2877. [CrossRef] 15. Grewal, M.S.; Andrews, A.P.; Bartone, C.G. Global Navigation Satellite Systems, Inertial Navigation, and Integration; John Wiley & Sons: Hoboken, NJ, USA, 2020. 16. Prikhodko, I.P.; Trusov, A.A.; Shkel, A.M. Compensation of drifts in high-Q MEMS gyroscopes using temperature self-sensing. Sens. Actuators A Phys. 2013, 201, 517–524. [CrossRef] 17. Yang, D.; Woo, J.-K.; Najafi, K.; Lee, S.; Mitchell, J.; Challoner, D. ±2ppm frequency drift and 300x reduction of bias drift of commercial 6-axis inertial measurement units using a low-power oven-control micro platform. In Proceedings of the 2015 IEEE SENSORS, Busan, Republic of Korea, 1–4 November 2015; pp. 1–4. 18. Din, H.; Iqbal, F.; Lee, B. Mode Ordering of Single-Drive Multi-Axis MEMS Gyroscope for Reduced Cross-Axis Sensitivity. Sens. Actuators A Phys. 2021, 332, 113145. [CrossRef] 19. Din, H.; Iqbal, F.; Lee, B. Design Approach for Reducing Cross-Axis Sensitivity in a Single-Drive Multi-Axis MEMS Gyroscope. Micromachines 2021, 12, 902. [CrossRef] [PubMed] 20. Woo, J.-K.; Yang, D.; Najafi, K.; Lee, S.; Mitchell, J. Miniaturized digital oven-control microsystem with high power efficiency and ± 1.8 ppm frequency drift. In Proceedings of the 2016 IEEE International Frequency Control Symposium (IFCS), New Orleans, LA, USA, 9–12 May 2016; pp. 1–4. 21. Weinberg, H. Gyro Mechanical Performance: The Most Important Parameter; Technical Article MS-2158; Analog Devices: Norwood, MA, USA, 2011; pp. 1–5. 22. Ho, G.K.; Sundaresan, K.; Pourkamali, S.; Ayazi, F. Temperature compensated IBAR reference oscillators. In Proceedings of the 19th IEEE International Conference on Micro Electro Mechanical Systems, Istanbul, Turkey, 22–26 January 2006; pp. 910–913. 23. Melamud, R.; Kim, B.; Chandorkar, S.A.; Hopcroft, M.A.; Agarwal, M.; Jha, C.M.; Kenny, T.W. Temperature-compensated high-stability silicon resonators. Appl. Phys. Lett. 2007, 90, 244107. [CrossRef] 24. Hsu, W.-T.; Nguyen, C.-C. Stiffness-compensated temperature-insensitive micromechanical resonators. In Proceedings of the Technical Digest. MEMS 2002 IEEE International Conference. Fifteenth IEEE International Conference on Micro Electro Mechanical Systems (Cat. No. 02CH37266), Las Vegas, NV, USA, 24 January 2002; pp. 731–734. 25. Lemmerhirt, D.; Srivannavit, O.; Chen, S.; Litow, T.; Mitchell, J.; Cooksey, P.C.; Sturdevant, R.; Bingham, J.; Padilla, O.; Trevino, M.N. Improved scale-factor and bias stability of ovenized inertial sensors in an environmentally-stabilized inertial measurement unit (eIMU). In Proceedings of the 2019 IEEE International Symposium on Inertial Sensors and Systems (INERTIAL), Naples, FL, USA, 1–5 April 2019; pp. 1–4. 26. Jha, C.M.; Hopcroft, M.A.; Chandorkar, S.A.; Salvia, J.C.; Agarwal, M.; Candler, R.N.; Melamud, R.; Kim, B.; Kenny, T.W. Thermal isolation of encapsulated MEMS resonators. J. Microelectromechanical Syst. 2008, 17, 175–184. [CrossRef] 27. Lee, S.-H.; Cho, J.; Lee, S.; Zaman, M.; Ayazi, F.; Najafi, K. A low-power oven-controlled vacuum package technology for high-performance MEMS. In Proceedings of the 2009 IEEE 22nd International Conference on Micro Electro Mechanical Systems, Sorrento, Italy, 25–29 January 2009; pp. 753–756. 28. Mescher, M.J.; Lutwak, R.; Varghese, M. An ultra-low-power physics package for a chip-scale atomic clock. In Proceedings of the 13th International Conference on Solid-State Sensors, Actuators and Microsystems, Seoul, Republic of Korea, 5–9 June 2005; Digest of Technical Papers, TRANSDUCERS’05. IEEE: New York, NY, USA, 2005; pp. 311–316. 29. Bosch Sensortec. BMI088 6-Axis Motion Tracking for High-Performance Applications. Data Sheet May 2018; Bosch Sensortec: Reutlingen, Germany, 2018. 30. National Instruments. USB-8452 Specifications; National Instruments: Austin, TX, USA, 2017. 31. Lee, S.-H. Wafer-Level Packaging for Environment-Resistant Microinstruments; University of Michigan: Ann Arbor, MI, USA, 2009. 32. National Instruments. NI-845x Hardware and Software Manual. August 2013, 371746E-01; National Instruments: Austin, TX, USA, 2013. 33. Fedoryshyn, R.; Klos, S.; Savytskyi, V.; Kril, S. Improvement of pulse-width modulation algorithm for thermal plant control. Energy Eng. Control. Syst. 2017, 3, 63–72. [CrossRef] 34. Li, J.; Zhang, Q.; Liu, A. Advanced fiber optical switches using deep RIE (DRIE) fabrication. Sens. Actuators A Phys. 2003, 102, 286–295. [CrossRef]
Sensors 2023, 23, 256 12 of 12 35. Curey, R.K.; Ash, M.E.; Thielman, L.O.; Barker, C.H. Proposed IEEE inertial systems terminology standard and other inertial sensor standards. In Proceedings of the PLANS 2004. Position Location and Navigation Symposium (IEEE Cat. No. 04CH37556), Monterey, CA, USA, 26–29 April 2004; pp. 83–90. 36. Draft, W. Draft Recommended Practice for Inertial Sensor Test Equipment, Instrumentation, Data Acquisition, and Analysis; IEEE: New York, NY, USA, 2004. Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content.
You can also read