Assessment of best practices in UCO processing and biodiesel distribution - D4.3 - Guide on UCO processing and biodiesel distribution methods
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Assessment of best practices in UCO processing and biodiesel distribution D4.3 - Guide on UCO processing and biodiesel distribution methods TECHNICAL UNIVERSITY OF CRETE M a y · 2 0 1 3 www.recoilproject.eu

PROMOTION OF USED COOKING OIL RECYCLING
FOR SUSTAINABLE BIODIESEL PRODUCTION (RecOil)
RecOil aims to increase sustainable biodiesel production and its local market intake by enhancing household used
cooking oil collection and transformation. It assesses the “UCO to biodiesel” chain best practices, through a household
survey, the industry expertise, the local authorities’ cooperation, and a review of the legal and market barriers and
opportunities. The information gathered will integrate an online decision‐making guide: a tool to assist stakeholders in
developing an UCO‐to‐biodiesel supply chain adjusted to local specifications. Pilot projects in promotion, collection,
transformation and commercialization of UCO/biodiesel will be carried out according to the best practices identified.
These projects will be living labs helping to validate the feasibility of these good practices but also showcasing and
spreading the project’s results in a way that the achievements can be used to promote similar initiatives in other
regions and by other entities. Promotional campaigns and communication tasks will be developed to guarantee
stakeholders’ involvement and to increase public interest about UCO recycling, motivating a behavioral change among
citizens.
RecOil is supported by the European Commission within the frame of the Intelligent Energy for Europe Programme.
Nº CONTRACT IEE/11/091/SI2.616369
DELIVERABLE WP4 –D4.3
WP Leader Technical University of Crete, Renewable and Sustainable Energy Systems Lab
AUTHOR(s) Theocharis Tsoutsos, Tournaki Stavroula
DISSEMINATION LEVEL Public
STATUS Version 3
DATE Ver1: issued at July 15th, 2013. Current Revision 30/10/2013
The sole responsibility for the content of this [webpage, publication etc.] lies with the authors. It
does not necessarily reflect the opinion of the European Union. Neither the EACI nor the
European Commission are responsible for any use that may be made of the information
contained therein.
CONTENTS
1. INTRODUCTION………………………………………….…………………………................................…………...2
2. UCO COLLECTION PRACTICES…………………………………………….............................................…..3
2.1. Existing practices for the UCO collection.........................................................................3
2.2. Transport and Storage of UCO.........................................................................................5
2.3. Legal Limitations.............................................................................................................6
3. ASSESSMENT OF BEST PRACTICES FOR UCO PROCESSING TO BIODIESEL............................. 7
3.1. Quality characteristics of the collected UCO used for processing to biodiesel……........7
3.2. Existing processing technologies and practices……………………………………………….………...8
3.3. Common practices in transesterification…………………………………………………….…….……..10
3.3.1. Homogeneous ‐ catalyzed transesterification……………………………………………………….….10
3.3.2. Heterogeneous – catalyzed transesterification……………………………………..………….…..……11
3.3.3. Enzyme – catalyzed transesterification………………………………………………………………..…….12
3.3.4. Non – catalyzed transesterification……………………………………………………………….……………14
3.4 Comparative analysis of the most common practices…………………………………….…………16
3.5 Health and Safety……………………………………………………………………………………….….…….…..17
4. HARMONIZATION WITH THE EU DIRECTIVE FOR SUSTAINABILITY………………………….…….…19
5. CLIMATE AND GEOGRAPHICAL PARAMETERS…………………………………………………..…….………20
6. ENVIRONMENTAL PERFORMANCE AND IMPACTS ANALYSIS……………………….………….………22
7. DISTRIBUTION PRACTICES………………………………………………………………………………..…………….27
8. CONCLUSION……………………………………………………………………………………………………..………….29
9. REFERENCES……………………………………………………………………………………………….…….……………30
10. ABBREVIATIONS………………………………………………………………………….……………………….………..35
1
1. INTRODUCTION
Used Cooking Oils (UCOs) are oils and fats that have been used for cooking or frying in the food
processing industry, restaurants, fast foods and at a consumer level, in household; UCO can
originate from both vegetable and animal fats and oils; they can be collected and recycled for
other uses. It is estimated that currently around 90% of cooking oils and fat used in the EU are
produced from vegetable oils, whereas in countries such as Belgium relatively much animal fats
are used (Peters et al, 2013).
According to moderate estimations in EU, the potential UCO to be collected is around 8L
UCO/capita/year. Extrapolated to the total EU population of around 500 million, this means that 4
Mton of UCO are the annually capacity, seven times more than the current collected amount. This
potential increases around 2% per year, following the annual increase of cooking oil usage in the
EU‐15. In order to achieve this level of collection, the collection infrastructure should be improved
(Anderssen et al, 2007).
The current report aims to provide useful technical and practical guidelines of best methods to
process the UCO‐to‐biodiesel chain, including recommendations for the interested policy makers
and stakeholders, as a background document for the RecOil Guide. Existing practices are evaluated
under different criteria including:
Techno‐economic analysis of the pre‐selected best practices;
Quality characteristics of the collected UCO;
Analysis of possible implications to the collection procedures;
Environmental performance and impacts analysis;
Risks and weaknesses.
22. UCO COLLECTION PRACTICES
The quality of UCO as a raw material is critical for its transformation to biodiesel, since has impact
in all sequential stages, so the collection process is crucial for the following transformation
processes to biodiesel.
2.1. Existing practices for the UCO collection
Three (3) sourcing strategies of UCO have been identified (BIOSIRE):
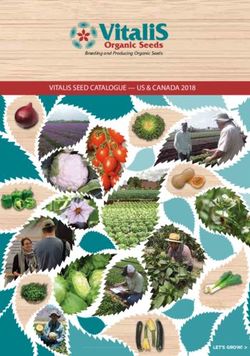
A: Processor Decentralized collection: The biodiesel company sets up a door to door
collecting system in order to collect direct from the “producers” of UCO (Figure 1).
B: Processor Centralized collection: The “producers” of UCO deposit them at centralized
depots. The biodiesel company collects them directly from the depot (Figure 2).
C: Combined Supplied Collection: The biodiesel company supplies the raw vegetable oils to
the “producers” of UCO and collects them for recycling as well (Figure 3).
Figure 1. Processor Decentralized collection (A)
3Figure 2. Processor Centralized collection (B)
Figure 3. Combined Supplied Collection (C)
4The above strategies are compared in Table 1.
Table 1. Advantages and Disadvantages of the different collection strategies (Roy, 2009)
Strategy Advantages Disadvantages
Biodiesel processor has direct contact with the Expensive and time consuming collection
oil consumers, so they may educate them on the process (dependent upon the number of
required quality of the oil (in order to be households/consumers involved and the
recycled) and how to reject inappropriate oil. volume/quality of used oil per point.
A. Processor Potential to deliver biodiesel to consumers
Decentralized during the collection process, cutting distribution Waste license required
collection costs and promoting biodiesel use.
Better working relationship and communication The frequency of collection is usually
between processor and oil consumer. determined by the oil user.
Eliminates waste collection fees for the oil user.
Low collection cost provided the depot(s) are No direct control over the quality of the oil
located close to the processing facility feedstock.
The collection to a centralised depot may already
be established by a separate waste management Higher raw material cost from depot.
B. Processor company, reducing setup costs.
Centralized If the depot can deliver the used oil to the
collection Biodiesel processor has less control over the
biodiesel processer, no waste carrier license is
efficiency of the supply chain.
required by the processor.
The biodiesel processor incurs higher
financial risk if purchasing from only one
UCO depot.
C. Combined Reduced cost for supply chain activities. Competing with established oil suppliers.
Supplied
Collection Close supply chain communication.
2.2 Transport and Storage of UCO
Transport and storage are parts of the logistics chain, and as mentioned above they must follow
good housekeeping guidelines. As a basic principle, these must be harmonized with the CEN/TR
15367‐3 “Prevention of Cross Contamination”. In parallel, the UCO supply chain can adopt partial
or totally the following guidelines. The supply chain of UCO consists of the following stages:
Production site; the site where the UCO is produced.
Spot terminal; the first site where the UCO is initially collected.
Filling Terminal; the terminal where the UCO is loaded to the trucks for the last stage of the
process; here is the point where the blending of UCO from different oils takes place.
Biodiesel refinery or Cleaning Terminal; the terminal where the biodiesel is manufactured.
5Cross contamination may occur at any stage of the supply chain and can be cause by inadequate:
management of operations
inspection and maintenance
design of facilities.
To ensure good quality of UCO in the spot terminal, it is suggested to verify that the product meets
specifications when it is delivered for further process and to keep procedures that will prevent
contamination on its way to the biodiesel plant. Proper detailed attention to all activities from the
collection to the final delivery to the biodiesel plant, or to the purification installation is essential
for the quality of the produced biodiesel.
There should be operating quality protecting procedures covering:
Delivery
Sampling
Inspection
Testing
Documentation
Volume accounting.
These procedures should be reviewed and updated taking into account the UCO quality changes
during seasonal or feedstock transitions. Another important issue, in any production stage, is that
the involved personnel should be properly trained so that they understand the importance of
applying quality standards in the operating procedures. Even if the used installation/equipment is
well selected and designed, general hardware faults can appear over time with careless inspection
and maintenance. All the above will affect the biodiesel manufacturer to maintain the product
quality at the required level.
2.3 Legal Limitations
The following Regulations, Directives and Decisions of the European Legislation must be followed
in the collection of UCO:
REGULATIONS
REGULATION (EC) No 1013/2006 OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of
14 June 2006 on shipments of waste.
DIRECTIVES
Council Directive 1975/439/EEC of 16 June 1975 on the disposal of waste oils (75/439/EEC).
Council Directive 1991/689/EEC of 12 December 1991 on hazardous waste. (91/689/EEC).
Council Directive 1999/31/EC of 26 April 1999 on the landfill of waste.
Directive 2006/12/EC of the EUROPEAN PARLIAMENT and of the COUNCIL of 5 April 2006
on waste.
6 Directive 2008/98/EC of the EUROPEAN PARLIAMENT and of the COUNCIL of 19 November
2008 on waste and repealing certain Directives.
DECISIONS
Commission Decision of 3 May 2000 replacing Decision 94/3/EC establishing a list of wastes
pursuant to Article 1(a) of Council Directive 75/442/EEC on waste and Council Decision
94/904/EC establishing a list of hazardous waste pursuant to Article 1(4) of Council
Directive 91/689/EEC on hazardous waste.
Commission Decision of 16 January 2001 amending Decision 2000/532/EC as regards the
list of wastes (notified under document number C(2001) 108).
Council Decision of 19 December 2002 establishing criteria and procedures for the
acceptance of waste at landfills pursuant to Article 16 of and Annex II to Directive
1999/31/EC.
3. ASSESSMENT OF BEST PRACTICES FOR UCO PROCESSING TO
BIODIESEL
3.1 Quality characteristics of the collected UCO used for processing to biodiesel
Table 2 illustrates the physical and chemical properties of UCO collected in Shanghai, China.
Table 2. Physical and chemical properties of UCO (Wen et al, 2010)
Property Units Value
Palmitic acid wt% 8.5
Stearic acid wt% 3.1
Oleic acid wt% 21.2
Linoleic acid wt% 55.2
Linolenic acid wt% 5.9
Others wt% 4.2
Water content wt% 1.9
3
Density g/cm 0.91
2
Kinematic viscosity (40 °C) mm /s 4.2
Saponification value mgKOH/g 207
Acid value mgKOH/g 3.6
Iodine number g I2/100 g 83
Sodium content mg/kg 6.9
Peroxide value mg/kg 23.1
7The main difficulty in using UCO as a biodiesel resource is their content of impurities, such as Free
Fatty Acid (FFA) and water. This makes necessary their treatment before the transesterification
process due to their significant adverse effects on the process. The quality and the price of UCO
are determined by their acid and saponification values. If the FFA content of the UCO is above
3.0% then significant problems may occur in the transesterification process.
Large amount of FFA in combination with moisture are leading to a large soap formation and
hydrolysis respectively. The FFAs of UCO are sensitive to alkali catalyst and they must be removed
before transesterification (Leung & Guo, 2006; Banerjee & Chakraborty, 2009). Both reactions
mechanism are resulting in low biodiesel yield and in high catalyst consumption. To reduce the
high FFA content in the oil, several techniques have been proposed:
acid esterification with methanol and sulphuric acid (Meng et al, 2008),
esterification with ion exchange resins (Ozbay et al, 2008),
neutralization with alkalis followed by soap separation by a decanter, and
extraction with polar liquids along with acid esterification and distillation of FFA.
To eliminate water content, UCO usually is heated to above 100°C (Demirbas, 2009). Alternatively,
vacuum distillation at a 0.05 bar pressure is used (Felizardo et al, 2006). Furthermore, suspended
solids, phospholipids, and other impurities can be washed away with hot water or removed by
centrifugation and paper filtration (Chen et al, 2009).
3.2 Existing processing technologies and practices
Biodiesel obtained from renewable lipids, such as those of UCO, consists of long‐chain fatty acid
methyl esters (FAMEs). Biodiesel is highly biodegradable and has minimal toxicity; it can replace
petrodiesel fuel in many different applications including internal combustion engines without
major modifications. A small decrease in their performances is reported with almost zero
emissions of sulphates, aromatic compounds and other chemical substances that are destructive
to the environment. Technical problems facing biodiesel include low‐temperature properties,
storage stability and slightly increased NOx exhaust emissions. Marketing issues with biodiesel
include economics and the fact that there is only enough vegetable oil or fat available to replace a
few per cent of the petrodiesel market.
Transesterification is the most common method to produce biodiesel. Methanol is the normally
used alcohol in the process due to its low cost and physical and chemical advantages.
Homogeneous basic catalysts are the most widely used in industry as they accelerate the process
and achieve more mild reaction conditions. The reaction can be carried out either discontinuously
(batch) or continuously. After the reaction, the glycerol is separated by settling or centrifuging.
The biodiesel phase is then purified before being used as diesel fuel in compliance with the
EN14214 Standard and other national quality standards and technical norms.
8In Table 3, the advantages and disadvantages of the transesterification method are summarised,
as reported in relevant studies and research reports.
Table 3. Advantages and disadvantages of the transesterification method
PROCESSING METHOD ADVANTAGE DISADVANTAGE
Low free fatty acid and water content
Fuel properties are closer to diesel
are required (for base catalyst)
Pollutants are produced because
High conversion efficiency products must be neutralized and
Transesterification washed
Low cost Accompanied by side reactions
Suitable for industrialized
production
In cases that UCOs are used as feedstock, more severe transesterification conditions are required
compared to those of the normal process utilizing new oils. This is attributed to the fact that
properties of UCOs are different from those of refined and crude oils. As the result of the high
temperature during cooking and the water from the food, triglycerides in the oils are hydrolysed
and this increases their free fatty acid (FFA) content. The FFA content is one of the important
factors for alkali‐catalysed transesterification. This is due to the FFAs reacting with the alkaline
catalyst to produce soap, which inhibits the reaction and the results in the reduction of biodiesel
yield.
The following flowchart (Figure 4) indicates the main procedure stages, usually considered in the
biodiesel production process.
9Figure 4. Indicative flowchart of the biodiesel producing procedure
3.3 Common practices in transesterification
Transesterification is a relatively simple process that produces biodiesel (Fatty Acid Methyl Esters
– FAME‐ and Fatty Acid Ethyl Esters – FAEE‐), according to the standards EN 14214 for Europe and
ASTM D 6751‐12 for USA.
The most common processes are:
Classic transesterification process, Homogeneous ‐ catalyzed transesterification
Heterogeneous – catalyzed transesterification
Enzymatic, Enzyme ‐ catalyzed transesterification
Supercritical methanol, Non – catalyzed transesterification.
3.3.1. Homogeneous ‐ catalyzed transesterification
This is the most frequent process with the most commonly catalysts: potassium hydroxide (KOH)
and sodium hydroxide (NaOH). Acid catalysts (Sulphuric acid ‐ H2SO4, Sulphonic acid ‐ RSO3H,
Phosphoric acid ‐ H3PO4 and Hydrochloric acid ‐HCl) are used also with lower efficiency than the
base catalysts.
10Base catalysts provide the additional advantage which of the lower cost. Additionally the FFA
content in the base feedstock is essential for the process, because high FFA content needs
additional amounts of catalyst and accelerates the soap formation through saponification. Figure 5
presents schematically the full alkali process of FAME from UCO.
In order to identify the best homogeneous catalysts for the esterification process of UCO, several
studies have been reviewed. The majority, suggest to use of larger amount (excess) of Potassium
Hydroxide. Others promote the use of methoxide catalysts as the lack of hydroxide radical in their
structure reduces the amount of soaps by inhibition of the saponification reaction. Usually, they
are referring to Potassium or to Sodium methoxide catalysts (Shimada et al, 2002; Georgogianni et
al., 2009; Soriano et al, 2009; Thanh et al, 2010; Guzatto et al, 2011; Charoenchaitrakool &
Thienmethangkoon, 2011; Yan et al, 2011).
Figure 5. Production of FAME from UCO by alkali process
3.3.2. Heterogeneous – catalyzed transesterification
Recently, a lot of researchers and industrial processes manufacturers have started to pay more
attention to heterogeneous catalysts due to their higher biodiesel yield, higher glycerol purity and
easier catalyst separation and recovery. Additionally, this process gains ground because it is being
cheaper, safer, and more environmentally friendly; and not require a washing step for the crude
ester. Moreover, heterogeneous catalysts are preferred over homogenous catalysts in biodiesel
production from UCO because saponification and hydrolysis reactions are eliminated. The
heterogeneous catalysts are separated, just like homogeneous catalysts, in two types: acidic and
basic. Table 4 presents the “performance” of selective heterogeneous catalysts for the
transesterification of UCO (Sakai et al, 2009; Agarwal et al, 2012).
11Table 4. Biodiesel production from UCO using heterogeneous catalysts
Catalyst Alcohol Process Ester yield
Oil Catalyst
Amount (%wt) molar ratio Temperature (°C) Time (h) (%)
Sr/ZrO2 2.7 29:1 115.5 2.82 79.7
UCO ZS/Si 3.0 6:1 200 10 81.0
SO42‐/TiO2–SiO2 3.0 9:1 200 5 92.0
3.3.3. Enzyme – catalyzed transesterification
This method includes the use of enzymes in the production of biodiesel. It must be noticed here
that this method is not yet industrially available. Typical flowchart of enzymatic production of
FAME is presenting in Error! Reference source not found..
Figure 6. Enzymatic production of FAME
The methods are presented in Figure 7 and compared in Tables 5 and 6.
12Figure 7. Comparison of steps involved in the immobilization of extracellular and intracellular lipase enzymes
The use of enzymes provides the advantage of the tolerance in the water concentration in the oil
and the avoidance of FFA saponification. Additionally the reaction of transesterification can take
place in lower pressure and temperature, thus leading in lower energy consumption. On the
contrary, the enzyme has more expensive, there is inhibition by methanol, long reaction time is
required and the glycerol is adsorbed on the enzyme surface (Hama et al., 2011; Talukder et al,
2011).
Table 5. Comparison of tasks in the enzymatic production of biodiesel for extracellular lipase (Ranganathan et al,
2008)
Acyl Conversion Technique Cost of
Developer /year Oil Enzyme
acceptor (%) employed production
Watanabe et al Novozyme Stepwise addition Moderate
Vegetable oil Methanol 90–93
(2000) 435 of methanol
Stepwise addition
methanol and
Samukawa et al Novozyme preincubation of High
Soyabean oil Methanol 97
(2000) 435 enzyme in methyl
oleate and
soyabean oil
Butanol was used
P. as an acyl acceptor Moderate
Iso et al (2001) Triolein Butanol 90
flourescens and no solvent was
used
Shimada et al Novozyme Stepwise addition Low
UCO Methanol 90
(2002) 435 of methanol
Stepwise addition
Bako et al Novozyme of methanol and High
Sunflower oil Methanol 97
(2002) 435 removal of glycerol
by dialysis
13Acyl Conversion Technique Cost of
Developer /year Oil Enzyme
acceptor (%) employed production
A novel acyl
acceptor, methyl
Novozyme Methyl High
Du et al (2004) Soyabean oil 92 acetate which had
435 acetate
no inhibitory
effects was used
Stepwise addition
of methanol and
Novozyme High
Xu et al (2004) Soyabean oil Methanol 98 removal of glycerol
435
using the solvent,
iso‐propanol
Combined use of
Novozyme
Lipozyme TL IM
435 & High
Li et al (2006) Rapeseed oil Methanol 95 and Novozyme 435
Lipozyme TL
along with tert‐
IM
butanol as solvent
Royon et al Cotton seed Novozyme tert‐Butanol was High
Methanol 97
(2007) oil, 435 used as a solvent
Ethyl acetate
Modi et al Novozyme Ethyl having no High
Jatropha oil 91.3
(2007) 435 acetate inhibitory effects
was used
Table 6. Comparison of works on enzymatic production of biodiesel for Intracellular lipase (Ranganathan et al, 2008)
Acyl Conversion Technique Cost of
Developer /year Oil Enzyme
acceptor (%) employed production
Stepwise addition
of methanol and
Rhizopus
Ban et al ( 2001) Vegetable oil Methanol 90 application of Low
oryzae
glutaraldehyde for
stability of enzyme
Stepwise addition
Hama et al Rhizopus
Soyabean oil Methanol 90 of methanol in a Low
(2007) oryzae
packed bed reactor
3.3.4. Non – catalyzed transesterification
This, not yet industrial method uses methanol under supercritical conditions (Figure 8). The
supercritical transesterification has some advantages over the conventional process due to the
absence of catalyst, to the easier separation of products, to the faster reaction rate and to the
elimination the effects of the high content of FFA and of the excess of water. However, the
method requires high reaction temperature and pressure, as well as large excess of alcohol. As a
result of the supercritical, the energy required is high and increased capital cost (Saka et al, 2010;
Tan et al, 2010; Quesada‐Medina & Olivares‐Carrillo, 2011). Typical flowchart of the proposed
procedure is presenting in Figure (van Kasteren & Nisworo, 2007).
14Figure 8. Supercritical transesterification process for UCO conversion to biodiesel
According to Table 7, the original optimal conditions ‐defined as yielding the highest extent of
reaction as over 90% triglyceride conversion or over 96% alkyl esters content‐ were temperatures
within 300 – 350oC, pressure within 20 – 35MPa, an alcohol to oil molar ratio of 40:1 – 42:1 and a
reaction time of 5 – 30 min, for both methanol and ethanol (He et al, 2007). These parameters are
referred as the original supercritical transesterification parameters, and have been employed to
study the effects of each parameter, the chemical kinetics, the phase behavior and the techno‐
economic feasibility of the process.
Among the general operating parameters mentioned above, the Reaction Temperature is the
major determinant of reaction's efficiency. However, where maximum alkyl ester content is
required, that is for biodiesel production, the higher operating temperatures cause a negative
effect on the proportion of alkyl esters obtained in the product due to the thermal cracking
reaction. Indeed, the thermal cracking is the chemical limitation of supercritical transesterification.
Explaining the above limitations it must be mentioned that the European Standard EN14214,
which requires over 96.5% esters content, thermal cracking of polyunsaturated fatty acids is a
serious obstacle. According various studies the methyl linoleate content in FAME decreases by
approximately 10% compared with the level in the feedstock if the reaction temperature is over
300oC and the reaction time over 15 minutes (Ngamprasertsith & Sawangkeaw, 2011).
Additionally, the high temperature and pressure requires both expensive reactor and a
sophisticated energy and safety management policy. The high alcohol to oil molar ratio has as
result, large energy consumption, which is required in the reactants pre‐heating and in the
recycling steps. The high amount of alcohol in the biodiesel product retards the biodiesel‐glycerol
phase separation. Taking into account those original parameters results in high capital costs,
especially for the reactor and pump, being somewhat higher than the novel catalytic methods. In
order to increase the technical and economic feasibility of supercritical transesterification, further
studies are required to optimize the operating parameters of this process.
15Table 7. Reaction parameters and optimal conditions of supercritical transesterification for various oil types and alcohols
Developer/ Alcohol Alcohol/oil Reaction Reactor Extent of
Oil type P (MPa)
Year Temp. (mole/mole) time (min) (size/type) reaction
251‐mL
Bunyakiat
Coconut & Methanol, Continuous 95% Methyl
19 42:1 7 ‐ 15
Palm kernel 350oC reaction in a Ester Content
et al (2006)
tubular vesicle
Hazelnut
Demirbas Methanol, Not 100‐mL 95% Methyl
kernel & 41:1 5
(2002) 350oC Reported Batch Ester Content
Cottonseed
Rathore & 95%
Palm and Methanol, 11‐mL
Madras 20 50:1 30 Triglyceride
Groundnut 400oC Batch
(2007) Conversion
Sawangkea
Methanol 250‐mL 95% Methyl
w et al Palm kernel 20 42:1 30
350oC Batch Ester Content
(2007)
Saka &
Methanol 5‐mL 98% Methyl
Kusdiana Rapeseed 45 42:1 4
350oC Batch Ester Content
(2001)
200‐mL
Minami & Methanol Continuous 87% Methyl
Rapeseed 20 42:1 30
Saka (2006) 350oC reaction in a Ester Content
tubular vesicle
Yin et al Methanol3 95% Methyl
Soybean 20 42:1 30 250‐mL Batch
(2008) 50oC Ester Content
Methanol 97%
Madras et
Sunflower & Ethanol 20 40:1 30 8‐mL Batch Triglyceride
al (2004)
400oC Conversion
42‐mL
75% Ethyl
Vieitez et al Ethanol Not Continuous
Castor 20 40:1 esters
(2011) 300oC Reported reaction in a
content
tubular vesicle
42‐mL
80%
Silva et al Ethanol Continuous
Soybean 20 40:1 15 Triglyceride
(2007) 350oC reaction in a
Conversion
tubular vesicle
80% Ethyl
Ethanol Not
Balat (2008) Sunflower 40:1 5 100‐mL Batch esters
280oC Reported
content
3.4 Comparative analysis of the most common practices
The production of biodiesel from UCO is expected to be more important in the future due to its
low cost and wide availability. The following aspects must be taken into account.
First, UCO requires several pretreatment steps in order to eliminate solid impurities and to reduce
FFA and water contents. The pre‐treatment process may include a washing step, centrifugation,
flash evaporation, and acid esterification. Methanol is used in the transesterification process
because of its wide availability, high activity and low cost. However, ethanol is more soluble in oil,
16which enhances mass transfer within the system. Thus, a methanol ‐ ethanol mixture was
proposed to combine the advantages of both alcohols. Several types of catalysts have been used
widely for esterification reaction, such as homogenous catalysts, heterogeneous catalysts,
enzymes and supercritical esterification. For the production of biodiesel from UCO a challenge
between Base homogenous and heterogeneous catalysts is established.
The basic advantages and disadvantages of the above processes are illustrated in Table 8.
Table 8. Advantages and disadvantages of the transesterification processes
Process Advantages Disadvantages
Sensitive to FFA
Homogeneous ‐ catalyzed Acceptable Reaction Time
Use of Water
transesterification Easy
Glycerol Quality
Not so Sensitive to FFA
Heterogeneous – catalyzed Expensive
Use of Water
transesterification Longer Reaction Time
Glycerol Quality
Not so Sensitive to FFA
Enzyme ‐ catalyzed Very Expensive
Use of Water
transesterification Longer Reaction Time
Glycerol Quality
Not so Sensitive to FFA
Very Expensive
Supercritical Methanol Use of Water
Use of Energy
Glycerol Quality
3.5 Health and Safety
The production of UCO is a complex process, which is involving several reactions affecting the
components; firstly the fatty material used as a frying medium which are the Triglycerides (TG),
and secondly the components of the unsaponiable fraction (sterols, tocopherols, carotenes, etc.).
Basically three types of reaction take places during the forming process. These are:
Oxidation reactions
Hydrolysis of triglycerides
Polymerization of triglycerides.
The various products of these reactions may be grouped as in the Table 9.
Table 9. Results of frying
REACTION RESULTS
Fixed oxidation compounds (oxidised TG, epoxides, etc.)
Volatiles (hexanal, pentane, 2,4‐decadienal, pentanol, etc.)
Oxidation reactions
Oxidised oligomers
Sterol oxides
Free Fatty Acids (FFA)
Hydrolysis of triglycerides Diglycerides (DG)
Monoglycerides (MG)
Non‐polar dimers
Polymerization of triglycerides
Other non‐polar oligomers
17The main characteristics of UCOs in relation to their safety are (Riera & Codony, 2000):
Transfer of liposoluble compounds in the food to the frying oil; it allows the liposoluble
contaminants in the food to be transferred to the cooking oil. It should also be pointed out
that as successive batches of food are placed in the oil, these substances will become
concentrated.
Transfer of water from the food to the frying oil; this is a determinant of its degradation
reactions. It is also important to consider the remaining water concentration in UCOs
collected for subsequent recycling.
Formation of volatile compounds in the oil, at low concentrations; they are giving the
typical aromas and flavors in the fried products, but in high concentrations are undesirable.
Considerable degradation in composition of the cooking oil, as a result of different
reactions. Because of its importance regarding safety of use in feeds, this is discussed.
The main harmful effects of the oil’s degradation compounds are presenting in the table 10 below:
Table 10. Harmful effects of the oil’s degradation compounds
Degradation compounds Severity Toxic effects
Enzymatic dysfunction of the
intestinal mucosa
Hydroperoxides Low, only at low temperatures
Induction of colon cellular
proliferation
Hepatic hypertrophy.
Epoxides, TG and Oxidized FAcids Moderate (low temp.)
Hepatic enzymatic dysfunction
Hepatoxicity
Secondary compounds Moderate‐High
Mutagenicity
Moderate‐Low especially at high
Oxidised cyclic monomers Reduced growth and death
temperature
Non‐oxidised dimers and Moderate‐High at 200°C and low
Diarrhea
oligomers oxygen concentration
Predominant at high temperature
Oxidised dimers Reduced growth
with excess of oxygen
Predominant at high temperature
Oxidised oligomers Reduced growth
with excess of oxygen
Atherogenicity.
Oxysterols Variable
Cytotoxicity/Mutagenicity
It is obvious that these compounds show toxic effects, so the established toxicity value is the sum
of all the substances present in a sample. The UCOs can be toxic, so they must be handled as
those.
184. HARMONIZATION WITH THE EU DIRECTIVE FOR SUSTAINABILITY
The exploitation of UCO to biodiesel is in line with the Renewable Energy Directive (RED), covering
Green House Gas emissions, biodiversity and carbon stock. UCO and tallow (excluding category 3
tallow) use the EC default value for ‘waste vegetable and animal oil’. For the use of the UCOs in
the FAME production the carbon intensity is 14 grCO2eq/MJ and the Carbon Saving is 83%.
The materials most commonly used for biofuel production are UCO, animal fats of categories I and
II1, followed at some distance by crude glycerin. Added up, an estimated total of up to 1 ‐ 1.5
MTonnes of these three feedstocks are currently used and some 6.1 MTonnes might potentially be
available in the EU at 2020, although the retrievable potential of UCO is unlikely to be totally
collected. It can be concluded that the available UCO, animal fats and crude glycerin are
insufficiently available to produce the quantity of 7 Mtoe of advanced biofuels required in 2020,
even taking into account the quadruple counting of crude glycerin. Unless the proposed measures
lead unexpectedly to a surge in cellulosic ethanol production, it is unlikely that sufficient advanced
biofuels can be produced from EU feedstocks to meet the RED target. This means that a certain
degree of feedstock imports will be necessary (Peters et al, 2013). Consequently, this arise the
prices of UCO and animal fats prices as it happened in recent past years. EU has to face the threat
of the cheap imported UCO and animal fats.
Additionally, the impact on the biofuel price is estimated to be limited since sufficient relatively
cheap double and quadruple counting biofuels are available today. To ensure a robust
implementation, the full supply chain needs to check the origin of the feedstock to guarantee its
quality. In other words, the full chain needs to start checking from the place of production of the
feedstock. For UCO, the full chain inspection is required to include verified evidence from the
actual restaurant or food processor. In cases where feedstocks are generated at many locations
prior to their collection, such as restaurants, the approach might not be very practically realistic.
This could be partly solved by applying a certain annual sample size, meaning that every year a
small percentage of the chain will be actually checked. This is how the German audit requirements
for double counting materials work and it remains to be seen how much UCO will be supplied to
the German market in the future. For UCO, the first point to be audited in the supply chain could
be the first collector of the material (Peters et al, 2013).
With reference to the EU Directive there are points where the production of FAME and biofuel in
general is not completely addressed. This explained in detail below:
The statement “Current incentives, particularly, those set out in Article 21(2) of the RED,
are not enough to spur the desired level of investment in advanced 2nd generation
biofuels” is partially addressed. This happened because the figures on biofuel deployment
in the period 2009‐2011 shown a significant increase in advanced biofuel production in the
EU, mainly UCOME and animal fat based biodiesel. At the same time, investments in
cellulosic ethanol increased only slightly. Double counting therefore proved to be effective
1
Category I animal fats: animal fat, max. 15 % FFA; also animal fat, max. 15 % FFA, purified to max. 0.15% impurities
Category II animal fats: animal fat, max. 15 % FFA
19in stimulating production and supply of low‐tech double counting biodiesel whereas it did
not spur investments in high‐tech advanced biofuels.
The statement “the availability of biofuels made from waste, residues, non‐food cellulosic
material and ligno‐cellulosic material" (article 23) is a question of supply, both in terms of
availability of raw‐material e.g. waste oil, but also a technical question whether enough
production capacity can be cost‐efficiently installed by 2020. Achieving a supply of 3.8
Mtoe of double counted biodiesel would therefore be challenging is partially addressed.
This happened because the term “advanced biofuels” can lead to confusion. It seems to be
defined by the Commission as biofuels produced from waste, residues and cellulose. While
the uptake of cellulosic biofuel capacity is technically challenging, the availability of
sufficient capacity of biofuels produced from wastes and residues does not pose a
technical challenge. Esterification plants could be converted to process waste/residue
feedstocks such as UCO or waste animal fat. This requires a high investment. Sufficient
capacity is available in the EU which could be used for advanced biofuel production,
although retrofitting capacity which is integrated with crushing capacity might be
challenging. Supply of double counting feedstocks in a sustainable way could be
challenging.
5. CLIMATE AND GEOGRAPHICAL PARAMETERS
A lot of FAME producers from vegetable oils can switch to producing UCO based biodiesel.
Switching from FAME to UCO Methyl Esters could require a substantial investment depending on
the quality of UCO which is used. High quality UCO with little impurities and a low content of FFAs
could be used without problems in FAME installations (European Biodiesel Board, 2013).
However, according to the quality of available UCO, an investment at the biodiesel facility may be
required even if the esterification process remains the same. Such a retrofit could include pre‐
treatment (filtering) of the UCO and building UCO storage tanks. It requires the installation of an
esterification unit at the beginning of the process, and a distillation unit at the end, to make sure
that the biodiesel still meets the European EN 14214 standard for biodiesel. These additional units
reduce the conversion efficiency of the installation.
Such an investment typically cost 2.5‐5.5 Μ€ for 50% of a 100,000 tons installation, meaning
between 33% ‐ 50% of the initial biodiesel plant investment costs (Peters et al, 2013). Shifting from
FAME to Used Cooking Oil Methyl Esters (UCOME) is more suitable for stand‐alone biodiesel plants
and less suitable for plants which are integrated with oilseed crushers. An investment in
retrofitting is especially interesting for investors who buy a biodiesel installation who went
bankrupt, for a modest sum of money. As feedstock processors are and biodiesel producers, they
have some flexibility to shift to non‐conventional biofuel or non‐biofuel markets. However, since
the market is not expected to increase up to 2020 is not estimated that the short‐ and mid‐term
utilization of the capacity will be enlarged. The use of the alternative esterification methods must
be examined in order to improve the economic results of a retrofit.
20The climate and geographical parameters are playing an important role in the production of
methyl esters from UCO. Basically, they influence the quality parameters of the produced UCO
indirectly; they influence the quality of the produced virgin vegetable oil, so the properties of
UCOs are affected. The concentration of FFA in the oil has a main impact (Fieldsend & Morison,
2000). Additionally, many researchers have proved that seed yield was significantly influenced by
the harvest time, even in autumn season only. The longer growing period of plants influences also
the yield of seeds. The higher temperature and higher precipitation rate that prevailed during seed
ripening are producing high seed yield and oil quality. Even the harvest technique, in some cases,
tended to influence the seed yield, plant dry matter, seed dry matter, oil content, stearic acid,
oleic acid and linoleic acid (Ghasemnezhad & Honermeier, 2007).
All the above parameters may influence important properties of the produced FAME. These
properties are critical for the oxidation stability of the produced FAME. At first, the Iodine Value
or either called Iodine Number (Iodine Value is a stability index measuring level of unsaturation in
organic compounds, such as FAME), which is an indicator of the number of double bonds which
are present in the sample. The higher the Iodine Value, the higher the number of double bonds.
The Iodine Value decreases with higher alcohols used in transesterification. Iodine Value is one of
the oldest and most common methods for determining the level of unsaturation in a fatty oil or
ester (Pullen & Saeed, 2012). Additionally the content of methyl linolenate is restricted in EN
14214 because of its high propensity to oxidize. However, the 12% limit is set so as not to exclude
high oleic rapeseed oil, which is one of the major European biodiesel feedstocks (Knothe, 2006).
FAME or ester content diminishes as esters degrade by oxidation, so that this measurement can
serve to indicate oxidation progress (Lacoste & Lagardere, 2003).
Additionally, the quantity of fatty acids and mineral acids influence the acid number of the
biodiesel fuel. High fuel acidity is associated with corrosion and engine deposits, particularly in the
fuel injectors. Di‐ and tri‐ unsaturated fatty acids contain the most reactive bis‐allylic sites for
initiating the autoxidation chain reaction (Pullen & Saeed, 2012).
Oxidation stability was reported to correlate not with the total number of double bonds, but with
the total number of bis‐allylic sites. Vegetable oils rich in polyunsaturated linoleic and linolenic
acids, therefore tend to give methyl ester fuels with poor oxidation stability (Ramos et al, 2009).
Oxidation products can attack elastomers, clog fuel filters and contaminate engine lubricating oil.
Corrosive acids and deposits may cause increased engine wear. Blending biodiesel with petro‐
diesel can exacerbate insoluble formation. Oxidation of biodiesel can only be delayed and not
completely prevented. Delaying techniques include control of fatty acids composition and storage
conditions among other procedures.
216. ENVIRONMENTAL PERFORMANCE AND IMPACTS ANALYSIS
The current integrated management of UCOs is presented in Figure (Peiro et al, 2010).
Figure 9. Overall production of FAME from UCO
The environmental impact of 1 ton biodiesel production from UCO has the following impacts to
the following ten (10) categories as depicted in Table 11 (Peiro et al, 2010).
22Table 11. The environmental impact of 1 ton biodiesel production from UCO
Contribution Contribution of Contribution Contribution of
Total
Impact Categories of the UCO UCO Pre‐ of UCO Transesterification Units
impact
Collection (%) treatment (%) Delivery (%) (%)
Abiotic Depletion 0 10 0 90 5.51 kg Sb eq
Global Warming
0 25 0 75 299.60 kg CO2 eq
Potential
Ozone Layer
0 29 0 71 5.80 x 10‐5 kg CFC 11 eq
Depletion
kg 1,4
Human Toxicity 0 34 0 66 106.97 dichlorobenzene
eq
kg 1,4
Fresh Water
0 27 0 73 19.18 dichlorobenzene
Aquatic Ecotoxicity
eq
kg 1,4
Marine Aquatic 1.39 x
0 60 0 40 dichlorobenzene
Ecotoxicity 105
eq
kg 1,4
Terrestrial
0 30 0 70 0.52 dichlorobenzene
Ecotoxicity
eq
Photochemical
0 25 0 75 0.08 kg C2H4 eq
Oxidation
Acidification 0 43 0 57 1.39 kg SO2 eq
Eutrophication 0 37 0 63 0.10 kg PO4 eq
In relevance to the commitments for increasing the share of renewables in the electricity
generation, the ecological footprint of FAME production from UCO presents a significant decrease
(Table 12) as the electricity consumption in the manufacturing process is becoming more green.
The impact in the marine aquatic ecotoxicity decreased 35.54%. The only increment in the
environmental impact referring to the Ozone layer depletion and the percentage is 0.17%.
Table 12. Environmental impact of 1 ton of FAME from UCO for 2006 and 2010 in Spain
Impact Categories 2006 2010 Difference (%) Units
Abiotic Depletion 5.51 5.34 ‐3.08 kg Sb eq
Global Warming Potential 299.60 275.61 ‐8.01 kg CO2 eq
Ozone Layer Depletion 5.80 x 10‐5 5.81 x 10‐5 0.17 kg CFC 11 eq
Human Toxicity 106.97 97.28 ‐9.06 kg 1,4 dichlorobenzene eq
Fresh Water Aquatic
19.18 17.10 ‐10.84 kg 1,4 dichlorobenzene eq
Ecotoxicity
Marine Aquatic Ecotoxicity 1.39 x 105 8.96 x 104 ‐35.54 kg 1,4 dichlorobenzene eq
Terrestrial Ecotoxicity 0.52 0.43 ‐17.31 kg 1,4 dichlorobenzene eq
Photochemical Oxidation 0.08 0.07 ‐12.50 kg C2H4 eq
Acidification 1.39 1.05 ‐24.46 kg SO2 eq
Eutrophication 0.10 0.08 ‐20.00 kg PO4 eq
23The BIOSIRE project summarizes the LCA analysis for the Rapeseed Methyl Ester (RME) produced.
It was mentioned that RME biodiesel has a mean CO2 equivalent saving of 2.7kg for every kg of
substituted fossil fuel. At the same report it is mentioned that FAME made from sunflower or
soybean oil has even greater savings of CO2 equivalent due to the need for less nitrogen derived
fertilisers. A typical LCA assessment for RME according to the BIOSIRE project is summarized in
Table 13 (Roy, 2009).
Table 13. LCA assessment for RME (BIOSIRE project)
Balanced Category General assessment Ecological relevance
Demand for mineral resources Disadvantage Disadvantage
Demand for finite energy Advantage High
Global warming potential Advantage Very high
Acidification potential Disadvantage Medium
Eutrophication potential Disadvantage Medium
Stratospheric ozone depletion Disadvantage High/Very High
Tropospheric ozone formation Difference of less
Disadvantage
potential than 10%
Human and Ecotoxicity
Advantage Medium
biodegradability
Table 14 compares the four main transesterification processes:
Homogeneous ‐ catalyzed transesterification.
Heterogeneous – catalyzed transesterification.
Enzyme ‐ catalyzed transesterification.
Supercritical Methanol
The evaluation criteria are:
Environmental
Technical
Health & Safety
Market Opportunities & Barriers
Harmonization with EU Directive & Sustainability
Climate / Geographical Parameters
24Table 14. Evaluation criteria of examined biodiesel production processes
EVALUATION CRITERIA
Harmonization Climate /
Market
Health & with EU Geographical
Process Environmental Technical Opportunities
Safety Directive & Parameters
& Barriers
Sustainability
Waste Water and
Homogeneous ‐ Saponified Increasing Covering the EU High
Established
catalyzed Products Normal Market Share. Directive on dependent
Technology
transesterification Poor quality of Low Quality Sustainability
glycerin.
High Costs
Heterogeneous – No waste water. Longer Covering the EU High
Increased
catalyzed Low to normal Time Normal Directive on dependent
production of
transesterification glycerin purity. Reaction Sustainability
Methylesters
High Costs.
No waste water. Increased
Covering the EU
Enzyme ‐ catalyzed Normal or Production of Moderate
Normal Directive on
transesterification. triacetylglycerol as Methylesters.
Sustainability
byproduct High reaction
time
No waste water.
Higher impact on
the environment,
because of its High Costs
requirement for
Increased
large amounts of
Production of
methanol during
High Methylesters. Covering the EU
Supercritical the reaction and Moderate
glycerin High Large amounts Directive on
Methanol consequently the
purity of energy. Sustainability
energy
expenditure in Not proved
methanol industrial
recirculation in the production.
recycle loop.
Large amounts of
energy.
The supercritical process always generated a higher impact on the environment, because of the
requirement for large amounts of methanol during the reaction and consequently the energy
expenditure in methanol recirculation. In order to make the supercritical methanol process
feasible, from the environmental point of view, the distillation column in the methanol recovery
process has to be replaced with a different less energy‐intensive process technology.
Alternatively, it remains to be confirmed if the promising results of the two‐stage supercritical
process, with reduced operating pressure, temperature and methanol to oil ratios, will be reliably
translated into industrial scale production (Kiwjaroun et al, 2009).
Obviously acid, alkali, or enzymatic catalyzed and supercritical transesterification are alternative
approaches that have been used for biodiesel production. However, all of them have advantages
and disadvantages. The type of feed stock is the most important factor in the production of
biodiesel. It is important to understand that UCO can decrease biodiesel production costs. On the
25other hand, the shortage of UCO in EU may lead in imports so the price of obtaining the raw
material may be higher than it is today. However, the cooking process has negative influences on
oil properties and can create different types of impurities in the oil and can also increase the FFA
and water content of oil. Therefore, these obstacles increase the cost for the purification and
separation process in the downstream biodiesel production.
The transesterification with alkali catalysts is the conventional method for biodiesel production,
but this method causes serious problems in the purification part since they are highly sensitive to
FFA and water content in the UCO. The acid catalyzed process is not sensitive to FFA and water
content like base catalysts. However, the production process is much longer.
The utilization of enzymatic catalysts showed very promising results, but they are expensive, so
this is not suitable for industrial production of biodiesel (Kiakalaieh et al, 2013). Furthermore, the
supercritical method requires high temperature and pressure, making the process, yet, not
economical and not environmental friendly.
Therefore, scientists focus on the utilization of heterogeneous acid and base catalysts in biodiesel
production since the catalysts may be reusable many times. The reuse of catalyst is an
environmental friendly practice. The reusability of catalyst is the most important property which
can make them economical for industrial production in a continuous process. Hence, various
methods such as membrane reactor, reactive distillation, reactive absorption, microwave, and
ultrasonic to reduce production costs, reaction time, catalyst and alcohol requirements have been
used in transesterification reactions. These methods are trying to increase the quality and quantity
of FAME for applications to diesel engines without any kind of engine modification.
Being realistic, for the current time the use of homogenous catalysts is the optimum way of
producing biodiesel from UCO. The following considerations must be taken into account:
KOH catalyst is less effective than the sodium based catalysts. A catalyst concentration of
0.8 (wt%) for UCOs ensures that viscosity is within the limits, but then purity is lower than
the minimum required according to the European biodiesel standard EN 14214. Because at
the highest catalyst concentrations purity was generally very close to the limit, best results
would be expected by increasing the catalyst concentration (Dias et al, 2008; Atapour et al,
2013).
Kinematic viscosity and methyl ester content are the most important properties to
evaluate which catalyst type and concentration are needed.
Methanol, being cheaper, is the commonly used alcohol during transesterification reaction.
267. DISTRIBUTION PRACTICES
Biodiesel distribution involves the steps and provisions required to transfer the biodiesel from the
producer into the marketplace or into the refinery for blending. This includes the storage
infrastructure, the blending techniques, the quality assurance and transportation methods and
means.
Figure 10 indicates the stages which should be considered in the biodiesel distribution process.
Figure10. Indicative flowchart of the biodiesel distribution steps
Due mainly to taxing reasons there are specific strict rules for the distribution practices per
country. An indicative picture of the end users in RecOil countries is presented in Table 15.
Table 15. Potential customers of the biodiesel production plants
Country End Users/Destination
Refineries
Greece
Distributor
Refineries
Denmark
Distributor
Refineries
Portugal Distributor
End Users (Transport Companies)
Italy Refineries, Distributor
Refineries
Distributor
Spain
End Users (Transport Companies)
Gas Stations
27You can also read