TECHNICAL MAGAZINE - For Private Circulation
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

For Private Circulation TECHNICAL MAGAZINE

For Private Circulation
Madras Cements Ltd Vol. II No.1
“Auras Corporate Centre” I Floor,
98A, Dr. Radhakrishnan Road, Mylapore,
Chennai - 600 004
Contents
Phone : 044-28478666, 28477582 Chairman’s Message 03
Email : akp@madrascements.co.in
Engineers Day
Editorial Committee Good Concrete Practices 04
Advisory Board International Workshop on Sustainability
Mr. A.V. Dharmakrishnan and Advances in Concrete Technology
Mr. Balaji K. Moorthy ( SACT 2012) – NIT Calicut 05
Performance of Blended Cement Concrete
Honoary Chairperson
Subjected to Elevated Temperatures 06
Dr. Bhanumathi Das
Interaction with Engineers & Participation
Editor
in Exhibition 19
Er Anil Kumar Pillai
Readers Feedback on TECHMANTRA 20
Members
Er Srinivasa Rao Projects associated with RAMCO DryMix 21
Er Shashank Sharma
Er Suraj Projects Associated With RAMCO Cement 22
Er Muthu Ganesh
Er Sreenidh MACE Division 24
Er Bilal
Er Arindam Acharya
Er Venkatesh Pulavarty
Er Vishnu Narayanan Namboothiry
Er Farish
Designer : G Devaraj 9840 559 153
Printing: Sun Graphics
Chairman’s Message
Dear Friends
Greetings from Ramco !
Customer Delight is one of our Mantras and we, at Ramco, leave no stone unturned to ensure
that our products and services exceed the quality standards and expectations of our customers. We
are well aware that in today’s scenario, the customer has diverse requirements and myriad options.
We, therefore, are well aware that we cannot remain complacent with our offerings. That is the
reason, we constantly interact with our customers - to study and understand and fine tune our
offerings to their changing needs.
We are well aware that one of the biggest challenges that you construction professionals face
is to ensure quality workmanship at construction sites. In order to support you, we have ramped
up the activity of our MACE division comprising of qualified civil engineers. Our MACE division
engineers constantly visit construction sites and conduct demonstrations and trials and help masons
and site engineers in making durable concrete. The response from construction professionals has
been very positive and we are in the process of strengthening our MACE team. We sincerely hope
that this activity of ours will help in reducing some of your burden and concerns.
You are well aware that our commitment to environment and sustainable development is total.
It was our privilege to extend our support for the International Workshop on Sustainability and
Advances in Concrete Technology held at NIT – Kozhikode . I am happy to note that experts and
academicians from across the globe have presented papers on the usage of alternative supplementary
cementitious materials to be used in concrete. I am sure this will go a long way in creating better
awareness to the need for sustainable development.
Let me also take this opportunity to wish you all a happy Engineers Day which falls on September
15th . I am sure that this day would be an opportunity for all construction professionals to get
together and deliberate on various challenges which face us in building a more durable and stronger
India.
With my best wishes
P R Ramasubrahmaneya Rajha
Chairman & MD
04
TECH MANTRA
Engineers Day 2012
Madras Cements Ltd wishes every Engineer a Happy Engineers Day .
About Engineers day : Engineers day is celebrated every year in India on September 15th to commemorate
the birthday of the legendary Engineer Sir M. Visvesaraya ( 1861-1962) . He was also a scholar , statesman
and the Diwan of Mysore during 1912 to 1919 . He is recognized for his works in harnessing water resources
which lead to the design and construction of several river dams , bridges and implementation of drinking
water schemes all over India . Some of his most successful projects include the design and construction of
K.R . Sagar dam and its adjoining Brindavan Gardens , turn around of the Bhadravathi Iron and Steel Works
setting up of the Mysore Sandalwood Oil factory and the founding of the Bank of Mysore.
Good Concrete Practices – Guidelines
Compaction : Adequate compaction without segregation should be ensured by providing suitable
workability and by employing appropriate placing and compacting equipment and procedures . Full
compaction is particularly important in the vicinity of construction and movement joints and of embedded
water bars and reinforcement
Finishing Practices: Good finishing practices are essential for durable concrete Overworking the surface
and addition of water /cement to aid in finishing should be avoided ; the resulting laittance will have
impaired strength and durability and will be particularly vulnerable to freezing and thawing under wet
conditions.
Curing : It is essential to use proper and adequate curing techniques to reduce the permeability of the
concrete and enhance its durability by extending the hydration of the cement , particularly in its surface
zone.
Concrete in sea water : Concrete in sea water or exposed directly along the sea coast shall be atleast
M20 Grade in case of plain concrete and M30 in case of reinforced concrete . The use of slag or pozzolona
cement is advantageous under such conditions.
Form removal : Forms shall not be released until the concrete has achieved a strength of atleast twice the
stress to which the concrete may be subjected at the time of removal of formwork . The strength referred
to shall be that of concrete using the same cement and aggregates and admixture , if any , with the same
proportions and cured under conditions of temperature and moisture similar to those existing on the work
.
Dosage of Chemical Admixtures: Dosage of retarders , plasticisers and superplasticisers shall be restricted
to 0.5, 1.0 and 2.0 percent respectively by weight of cementitious materials and unless a higher value is
agreed upon between the manufacturer and the constructor based on performance test.
Supervision during Concreting : It is exceedingly difficult and costly to alter concrete once placed .
Hence , constant and strict supervision of all the items of construction is necessary during the progress of
work , including the proportioning and mixing of the concrete . Supervision is also of extreme importance
to check the reinforcement and its placing before being covered.
- Compiled from IS 456 : 2000 – PLAIN AND REINFORCED CONCRETE – CODE OF PRACTICE
05
TECH MANTRA
International Workshop on Sustainability
and Advances in Concrete Technology
( SACT 2012) – NIT Calicut
Madras Cements Ltd was associated as a sponsor during the International Concrete Workshop
held at National Institute of Calicut from 7-8th May 2012 .
Technical Services team of Madras Cements with delegates of “ International Workshop on sustainability and advances in
Concrete Technology ( SACT 2012) ” at NIT – Kozhikode
Few of the major papers presented during the workshop were as follows :
Sustainability Issues and Concrete Technology: Dr V.M.Malhotra, President of Supplementary Cementing Materials for Sustainable
Development Inc. Ottawa, Canada
A New look at Fiber Reinforced Concrete as a sustainable Material: Prof V.Ramakrishnan, Distinguished Professor Emeritus
South Dakota School of Mines and Technology, USA
Lightweight Concrete and Sustainability Issues: Dr. Theodore W. Bremner Professor Emeritus, Department of Civil Engineering,
University of New Brunswick, Canada
Concrete with High Volume of supplementary Cementing Materials and Admixtures for Sustainable and Productive Construction:
Dr Harold Justnes Chief Scientist, SINTEF, Trondheim, Norway
The Indo Norwegian initiative on sustainable utilization of alternative materials in cement and concrete – Potential for increased
use: Mr Christian Jon Engelson, Senior Scientist, SINTEF, Trondheim, Norway
C02 – Emission – Tripple Focus: Mr Per Jahren Consultant, Oslo, Norway
Recent Progress of Chinese Cement Industry on Energy Saving and Emission Reduction : Dr SUI Tongbo, Professor, Academy
Member, China Building materials Academy Beijing, China
High Performance Concrete – For More Sustainable Construction Dr Per Fidjestol Global Technical Marketing manager, Elkem,
Norway
Studies on GeoPolymer Concrete : Dr B. Vijaya Rangan, Emeritus Professor Curtin University of Technology, Perth, Australia
Retrofitting of Structures Using Ferrocement Laminates: Dr P.Paramasivam Professorial Fellow, National University of
Singapore
06
TECH MANTRA
Performance of Blended Cement Concrete
Subjected to Elevated Temperatures
Subhash C. Yaragal 1, K S Babu Narayan 2, Sushanth Nayak 3 , Shoaib Mohammed 4 , Shrihari K Naik 5, Ahamad
Farid S 6, and Darshan Patel 7
1,2
Associate Professors, 3,4,5,6 UG Students, 7 PG Student, Department of Civil Engineering,
National Institute of Technology, Karnataka, Surathkal,
PO Srinivasnagar – 575025, Karnataka State, INDIA .
email: subhashyaragal@yahoo.com
Abstract: Concrete is a popular building material due to its special property of mouldability to any shape. With a huge volume
of production of concrete worldwide, manufacture of Ordinary Portland Cement (OPC) is responsible for five percent of
global carbon dioxide emissions every year. There is wide scope for reducing use of OPC by adopting environmental friendly
substitutes like Ground Granulated Blast Furnace Slag (GGBS), Fly Ash and Silica Fume etc. This paper discusses the effect
of replacement of OPC with different percentages (10%, 20%, 30%, 40% and 50%) of GGBS, on the compressive and split
tensile strength of 100 mm cubes subjected to elevated temperatures of 200 0 C, 400 0 C, 600 0 C and 800 0 C. The retention
period for all the cases is 2 hours. Results indicate that, at all the five levels of OPC replacement with GGBS, specimen
exhibited better temperature endurance properties in terms of residual compressive and split tensile strengths when compared
to the specimen at ambient temperature. From the present investigation, it is observed that, 40% replacement of OPC has
shown better performance in terms of strength, at all levels of exposure studied.
Further for the case of 30% OPC replacement by GGBS, the effect of specimen cooling either in furnace or by water quenching
on the strength loss is also reported.
Keywords: Elevated Temperatures, Compressive Strength Retention, Concrete Cubes, Cooling Regimes.
1. INTRODUCTION
1.1 General
Concrete is the widely used construction material on earth. The reason being concrete could be cast in any desired shape and
it is cheaper when compared to other materials. But the availability of natural resources is limited, so we need a supplementary
material to cement which will act as the binder in production of concrete. Also cement contributes immensely in the CO2
emission which is a major concern at present. Hence GGBS, the by product obtained during the production of iron is used
as the supplement to OPC. It has been found that using GGBS will enhance the strength, durability, fire resistance properties
of concrete. Slag being a by product does not generate any CO2, thus is environmental friendly. Citing various beneficiaries
in using GGBS, lot of research is taking place to observe various other characteristic of GGBS when used as the replacement
to cement.
1.2 Ground Granulated Blast Furnace Slag (GGBS)
Ground granulated blast furnace slag (GGBS or GGBFS) is the ground blast furnace slag which is obtained by quenching
molten iron slag (a by-product of iron manufacture) from a blast furnace in water or cold air, to produce a glassy, granular
product and drying the same. GGBS is used to make durable concrete structures in combination with OPC and/or other
pozzolanic materials. Concrete made with GGBS cement sets more slowly than concrete made with ordinary Portland cement,
depending on the amount of GGBS in the cementitious material, but also continues to gain strength over a longer period. This
results in lower heat of hydration and lower temperature rises, and avoids cold joints easier, but may also affect construction
schedules. Replacement levels for GGBS vary from 30% to up to 85%. Typically 40 to 50% is used in most instances.
1.3 Appearance
Concrete made with Portland cement is stony grey in colour whereas the near-white colour of GGBS cement permits architects
to achieve a lighter colour for exposed fair-faced concrete finishes, at no extra cost. GGBS cement also produces a smoother,
more defect free surface, due to the fineness of the GGBS particles. Dirt does not adhere to GGBS concrete as easily as
concrete made with Portland cement, reducing maintenance costs.
07
TECH MANTRA
1.4 Strength
Concrete containing GGBS cement has a higher ultimate strength than concrete made with Portland cement. It has a higher
proportion of the strength-enhancing calcium silicate hydrates (CSH) than concrete made with Portland cement only, and a
reduced content of free lime, which does not contribute to concrete strength. Concrete made with GGBS continues to gain
strength over time, and has been shown to increase in strength to the double its 28 day strength over periods of 10 to 12
years.
1.5 Physical Properties
The following table shows the typical values for the physical properties of GGBS.
Table 1. Typical physical properties for civil and marine GGBS
Fineness 450 to 550m2/kg
Bulk density 1000 to 1100kg/m3 (loose)
1200 to 1300kg/m3 (vibrated)
Specific gravity 2.9
Colour Off white
1.6 Chemical Properties
GGBS contains the same principal oxides as Portland cement, but in slightly different proportions. The following table
compares typical percentages of the principal oxides in GGBS with those in Portland cement.
Table 2. Typical chemical properties for civil and marine GGBS
CaO SiO2 Al2O3 MgO Fe2O3
GGBS 40% 35% 12% 10% 0.2%
OPC 65% 20% 5% 1% 2%
1.7 Environmental Issues Regarding GGBS
Table 3 shows the percentage reductions of various environmental components due to usage of GGBS.
Table 3. Impact of GGBS on the environment
Emission of carbon dioxide 40% reduction
Acidification 35% reduction
Winter smog 35% reduction
Eutrophication 30% reduction
Primary energy requirement 35% reduction
1.8 Durability
Concrete containing GGBS is less permeable and chemically more stable than normal concrete. This enhances its resistance
to many forms of deleterious attack, in particular:
Disintegration due to sulfate attack
Chloride-related corrosion of reinforcement
Cracking caused by alkali-silica reaction
Provide better fire resistance.
1.8.1 Permeability and chemical stability
The reactions between GGBS, Portland cement and water are complex. When Portland cement reacts with water, the insoluble
hydration products (mainly calcium silicate hydrates) form close to the cement particle. The relatively soluble product of
hydration (calcium hydroxide) migrates through the pore solution and precipitates as discrete crystals, surrounded by large
pores. When GGBS particles are also present, both the GGBS and Portland cement hydrate to form calcium silicate hydrates.
Additionally, the GGBS reacts with the excess of calcium hydroxide to form a finely dispersed gel, which fills the larger
pores. The result is a densified cement paste, which contains far fewer calcium hydroxide crystals and therefore has fewer
large capillary pores. The reduction in free calcium hydroxide makes concrete chemically more stable, and the finer pore
structure limits the ability of aggressive chemicals to diffuse through the concrete.
08
TECH MANTRA
1.8.2 Concrete in aggressive ground
Sulfates occur naturally in the ground and can sometimes have a harmful effect on concrete, causing it to crack and disintegrate.
The use of GGBS in concrete gives greatly increased resistance to attack by sulfates. This is well recognised by codes and
standards, for example in the latest version of the British Standard for concrete (BS8500), the only option recommended as
suitable for the most severe sulfate exposure (Class DC-4m) is a concrete containing at least 66 per cent GGBS. For this
severe exposure, sulfate resisting Portland cement is not considered as having adequate resistance. The primary sulfate reaction
that causes disruption of hardened concrete is associated with one of the mineralogical phases in Portland cement, tricalcium
aluminate. Supfate ions those penetrate the concrete react with either calcium aluminate or its hydrates to form a calcium
sulfo-aluminate hydrate called ettringite. Ettringite has expansive tendency and occupies a volume greater than the original
constituents and grows as myriad needle-shaped crystals that generate high internal stresses in the concrete and can cause it
to crack and disintegrate.
Historically, it had been tried to contain ettringite attack has been prevented by using sulfate resisting Portland cement, in
which the tricalcium aluminate level is limited to a low level. More recently, a second form of sulfate attack, called thaumasite
attack has been recognised as a problem after the discovery of its effects on some M5 motorway bridges. Thaumasite is a
calcium silicate sulfo-carbonate hydrate, which forms at temperatures below 15°C by a reaction between cement paste hydrates,
carbonate and sulfate ions. Its formation reduces the cement paste to a soft mulch. Unfortunately, sulfate resisting Portland
cement offers no protection against the thaumasite form of sulfate attack. As a result of its reduced permeability and increased
chemical stability, concrete containing GGBS is resistant to both forms of sulfate attack. Detailed recommendations for
avoiding sulfate attack can be found in Building Research Establishment: Special Digest 1:2005 Concrete in aggressive
ground, and the recommendations of this digest have been adopted by BS 8500:2006.
1.8.3 Corrosion of reinforcement by chloride
Steel embedded in concrete is normally protected against corrosion by the high alkalinity created inside concrete by hydrated
cement. In fact ordinary iron and steel products are covered normally with a thin iron-oxide film which, under alkaline
environment, strongly adheres to the surface of metal and makes the steel passive to corrosion. This is known as passivity
film and this is stable as long as the pH of the solution is > 11.5. However, if significant amounts of chloride are able to
penetrate the concrete, when the latter becomes permeable, this protection can be destroyed depending on the Cl-/OH- and
the embedded steel will rust and corrode.
Because of its finer pore structure, GGBS concrete is substantially more resistant to chloride diffusion than Portland cement
concrete. For reinforced concrete structures exposed to chlorides, the use of GGBS will give enhanced durability and a longer
useful life. The use of GGBS in such instances is expected to increase the life of the structure by up to 50% had only Portland
cement been used, and precludes the need for more expensive stainless steel reinforcing.
1.8.4 Alkali-Silica Reaction (ASR)
Alkali ions (sodium and potassium) are present in Portland cement. They are readily soluble in water and are released into
the pore solution of concrete when the cement hydrates. Here they can slowly interact with reactive silica in the aggregate to
produce an alkali-silicate hydrate gel. In the presence of moisture this gel can absorb water, swell and exert sufficient pressure
to crack the concrete. In some cases the resultant cracking is sufficient to endanger structural integrity. The consequences of
ASR can be severe and there is no reliable cure for affected structures. Addition of appropriate percentages of GGBS is an
effective means of minimizing the risk of damaging ASR.
1.9 Properties
1.9.1 Setting time
The setting time of concrete is influenced by many factors, in particular temperature and water/cement ratio. With GGBS,
the setting time will be extended to some extent. The effect will be more pronounced at high levels of GGBS and/or low
temperatures. An extended setting time is advantageous in that the concrete will remain workable longer and there will be
less risk of cold joints.
1.9.2 Consistence
While concretes containing GGBS have a similar, or slightly improved consistence to equivalent Portland cement concretes,
fresh concrete containing GGBS tends to require less energy for movement. This makes it easier to place and compact,
especially when pumping or using mechanical vibration. In addition, it will retain its workability for longer.
09
TECH MANTRA
1.9.3 Early age temperature rise
The reactions involved in the setting and hardening of concrete generate significant heat and can produce large temperature
rises, particularly in thick-section pours. This can result in thermal cracking. Replacing Portland cement with GGBS reduces
the temperature rise and helps to avoid early-age thermal cracking. There are a number of factors which determine the rate
of heat development and the maximum temperature rise. These include the percentage of GGBS, the total cementitious
content, the dimensions of the structure, the type of formwork and ambient weather conditions. The greater the percentage
of GGBS, the lower will be the rate at which heat is developed and the smaller the maximum temperature rise. As well as
depressing the peak temperature, the time taken to reach the peak will be extended. For mass concrete structures, it is common
to use 70 per cent GGBS to control the temperature rise. With thinner sections, significant savings in crack control reinforcement
can be achieved even with lower levels of GGBS of 50 per cent or less.
1.9.4 Colour
Ground granulated blast furnace slag is off-white in colour and substantially lighter than Portland cement. This whiter colour
is also seen in concrete made with GGBS, especially at addition rates of 50 per cent and above. The more aesthetically pleasing
appearance of GGBS concrete can help soften the visual impact of large structures such as bridges and retaining walls. For
coloured concrete, the pigment requirements are often reduced with GGBS and the colours are brighter.
1.10 Advantages of Using GGBS in Concrete
GGBS is widely being used these days, due to its various benefits, compared to the OPC. Here are a few points worth
mentioning.
1.10.1 Reduction in CO2 emissions
The manufacture of normal cement (CEM I of EN 197) results in the emission of 930 kg of CO2/t of cement (British Cement
Association, 2009): approximately 50% from decarbonation of the limestone raw material (process emissions), 40% from
fossil fuel consumption, and 10% from generating the electricity used in the process. GGBS manufacture typically releases
35 kg of CO2/t of GGBS: less than 4% of the carbon footprint of normal cement.
1.10.2 Solar reflectance
Concrete made with GGBS will have a high solar reflectance: there will be increase of 20% in reflection of sunlight by
concrete with GGBS. This will reduce the “heat island” effect in urban developments, as well as having other beneficial
effects (reduced need for artificial lighting at night, safer roads from better visibility).
1.10.3 Civil engineering applications
Low heat of hydration (large section pours),
Resistance to chemical attack (exposure to de-icing salts, sea-waters, sulphates)
Use in water-retaining structures (low permeability, crack control) and
Architectural requirements (lighter colour, prevention of efflorescence) etc.
1.11 Pertinent Review of Literature and Scope of Current Work
Studies by G. J. Osborne (1998) has demonstrated that use of high levels of slag gave the added benefit of reducing chloride
ingress, which provided enhanced protection to steel reinforcement.
Chi-Sun Poon et. Al (2001) have tested four cement pastes containing 0%, 50%, 70% and 90% replacement of slag by weight
with OPC. The maximum tested temperature was 500°C with an interval of 100°C. All slag cement paste specimen experienced
an increase in strength between 100°C and 250°C.
A.F. Bingol and R. Gul (1998) have reported the compressive strength of normal strength concrete at elevated temperatures
up to 7000C and the effect of cooling regimes were investigated and compared. Thus, two different mixture groups with
initial strengths of 20 MPa and 35 MPa were produced by using river sand, normal aggregate and Portland cement. Thirteen
different temperature values were chosen from 50 to 7000C. The specimen were heated for 3 hours at each temperature. After
heating, concretes were cooled to room temperature either in water rapidly or in laboratory conditions gradually. After 4000C,
both type of concrete lost their strength rapidly and the strength loss was more in water-cooled specimen when compared to
air cooled.
Xin Luo and Wein Sun (2000) have reported that high performance concrete is worse when compared with normal strength
concrete after being subjected to different high temperatures of 8000C and 11000C and subjected to cooling regimes of
gradual and rapid cooling. Deterioration of compressive strength of the concrete was measured. The results obtained showed
10
TECH MANTRA
that the strength of both the HPC and NSC reduced sharply after their exposure to high temperatures. Thermal shock due to
rapid cooling caused a bit more deterioration in strength than in the case of gradual cooling without thermal shock. A. M. K.
Abdelalim and G. E. Abdel (2009) reported that CO2 powder cooling regime provided the least damage to the concrete after
exposure to fire while water cooling regime was the worst of the studied cooling regimes.
Substantial work that has been reported in literature is on the variation of compressive strength and split tensile strength in
general, and with the usage of GGBS at ambient temperature. In this study, the variation in percentage weight loss and residual
compressive and split tensile strengths of normal strength concrete and concrete with various percentages of OPC replacement
by GGBS at different levels of temperatures (i.e. room temperature, 200°C, 400°C, 600°C & 800°C) is reported. The role of
cooling regimes in strength deterioration is also reported for the case of 30% OPC replaced by GGBS.
2. TEST PROCEDURE
2.1 Mix Proportion
Total six series of specimen of size 100 x 100 x 100 mm, designed in this investigation consist of one Normal Strength
Concrete (M30) and five Concrete with 10% to 50% (at an interval of 10%) replacement of OPC by GGBS cubes.
The design mix proportion for M30 grade is based on 28 days compressive strength results. The optimum mix design proportions
have been recommended based on trial mixes. The recommended mix proportions for both the concretes are given in table 4.
Table 4. Mix proportion of M30 concrete (kg/m3)
43 grade GGBS Water Sand 10mm 20mm
OPC (kgs) (kgs) (liters) (kgs) aggregates (kgs) aggregates (kgs)
430 - 194 515 377 880
The measured slump of the fresh concrete is 75-125mm.
Table 5. Table showing percentage replacement of OPC by GGBS for different series
Series GGBS replacement for OPC
A Pure Cement Concrete (0%)
B 10%
C 20%
D 30%
E 40%
F 50%
For each series, 48 cubes have been cast and 28 days water cured with the intention of subjecting them to elevated temperature
of 200°C, 400°C, 600°C and 800°C. The details of number of specimen required for each series is given in the following
table 6.
Table 6. Number of specimen to be tested at different tests and temperatures
Sl No Temperature No. of specimen for No. of specimen for
direct compression Split tensile
1 Room 3 3
2 200°C 3 3
3 400°C 3 3
4 600°C 3 3
5 800°C 3 3
Total number of specimen 15 15
The remaining 18 cubes in each series are cast in case any erroneous result are obtained, these specimen could be used for
repeating the experiment.11
TECH MANTRA
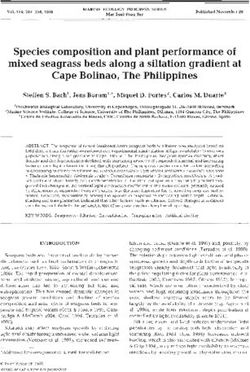
2.2 Electric Furnace Temperature Build-up
The specimen were placed in the furnace, target temperatures are adjusted using the knob. Once the target temperature is
reached, the specimens are held till the retention period is completed. It is observed that the temperature build up till 400 0C
is at a faster rate of 20 0C/ minute compared to temperature built up above 400 0C. Temperature build-up is gradual above
400 0C and is at the rate of 7 0C/ minute. Figure 1 shows the arrangement of cubes in the furnace.
Fig. 1 Arrangement of cubes in the furnace
2.3 Studies on Cooling Regimes
For this purpose 100 mm cubes were cast for the case of 30% OPC replaced by GGBS, adopting the same mix proportion
as before. The specimen were heated to temperatures of 150°C, 250°C, 350°C , 450°C and 550°C. The retention period
was 1 hour. Two cooling regimes namely furnace cooling and sudden quenching in water are studied.
2.4 Specimen Cooling
In the furnace cooling, after exposing the cubes to the designated temperature they were allowed to cool in the furnace itself
till the room temperature was reached. Afterwards the weight loss of specimen was noted and the destructive tests were
performed for residual compressive and split tensile strength evaluation. For sudden cooling in water, after exposing the
cubes to the required temperature, they were removed from the furnace and were placed in the tub of water which was allowed
to cool till room temperature.
3. RESULTS AND DISCUSSION
3.1 Slump
The slump of concrete with different GGBS content was obtained and tabulated below. The graph of the variation of the slump
with increase in GGBS content is also shown below.
Table 7. Slump values for different series
Percentage replacement
Series Slump (mm) Degree of workability
of cement by GGBS
Max Min
A 0 95 90 High
B 10 68 48 Low
C 20 73 55 Medium
D 30 88 58 Medium
E 40 115 80 Medium to high
F 50 125 95 High12
TECH MANTRA
Fig. 1 Variation between slump and GGBS percentage.
Fig. 2 Slump measurement
It is observed from figure 1, that with increase in percentage replacement of OPC with GGBS, the workability increases.
This is attributed to the fineness of GGBS which is substantially higher than that of OPC. Therefore as the quantity of GGBS
increases the mix becomes more workable. Lowest slump of 68mm has been observed for 10% replacement of OPC with
GGBS. Highest slump of 125mm has been observed for 50% replacement of OPC
3.2 Loss of Weight after Exposure to Elevated Temperatures
The following table shows the summary of weight loss results for all cases studied.
Table 8. Summary of weight loss in concrete cubes at elevated temperature
GGBS Level A-series B-series C-series D-series E-series F-series
Temperature (0%) (10%) (20%) (30%) (40%) (50%)
200 4.91 5.06 5.75 4.55 5.29 5.32
400 5.90 5.36 6.28 5.59 6.16 7.33
600 6.27 7.03 7.15 6.61 8.27 7.56
800 6.58 7.91 7.45 6.91 8.23 8.95
Fig. 3 Variation of percentage weight loss with temperature13
TECH MANTRA
From table 8 and figure 3 the following observations are made
(i)For all cases there is increase in percentage loss in weight with increase in temperature.
(ii) For any temperature, there is increase in percentage loss in weight for cases of pure cement concrete (0%), 10% & 20%
replacement of OPC with GGBS.
(iii) It is observed that for case of 30% replacement of OPC with GGBS, drop in percentage loss in weight is observed. For
cases of 40% & 50% replacement of OPC with GGBS there is further increase in percentage loss of weight.
(iv) It appears that for the case of 30% replacement of OPC with GGBS, the densification of concrete must be better and
hence chances for the escape of moisture could be lower compared to other cases.
The following figures show the specimen at room temperature (un-exposed) and exposed to 200°C, 400°C, 600°C and 800°C.
Fig. 4 Without exposure
Fig. 5 Test specimen under exposure at 200°C
Fig. 6 Test specimen under exposure at 400ºC14
TECH MANTRA
Fig.7 Test specimen under exposure at 600ºC
Fig. 8 Test specimen under exposure at 800ºC
3.3 Residual Compressive Strength
Table 9 presents the summary of compressive strengths for all cases studied.
Table 9. Summary of residual compressive strength (MPa) results for concrete cubes at elevated temperatures.
GGBS Level A-series B-series C-series D-series E-series F-series
Temperature (0%) (10%) (20%) (30%) (40%) (50%)
Room 42.7 40.1 43.2 43.1 38.0 36.3
200 43.5 42.0 44.1 37.8 37.0 35.5
400 39.0 40.0 41.1 36.0 36.2 34.7
600 34.0 37.8 37.0 27.5 23.8 30.6
800 13.0 21.5 17.2 16.3 14.3 15.0
Table 10. Summary of residual compressive strength results normalised for concrete cubes as factor/co-efficient at
elevated temperatures.
GGBS Level A-series B-series C-series D-series E-series F-series
Temperature (0%) (10%) (20%) (30%) (40%) (50%)
Room 1.00 1.00 1.00 1.00 1.00 1.00
200 1.02 1.05 1.02 0.88 0.97 0.98
400 0.91 0.99 0.95 0.83 0.95 0.95
600 0.79 0.94 0.85 0.64 0.62 0.84
800 0.30 0.53 0.40 0.37 0.37 0.4115
TECH MANTRA
Fig. 9 Variation of residual compressive strength with temperature
Fig. 10 Residual Compressive Strength vs. Temperature (°C)
From table 10 and figures 9 and 10, the following observations are made,
1. For all GGBS blended concretes, it is observed that the residual compressive strength decreases with increase in
temperature.
2. Amongst all cases, 10% replacement cases show the best strength retention of about 53% and the least being 37% for 30%
replacement cases, at 800ºC.
3. It is observed that at all % replacements GGBS blended concretes indicated better temperature endurance properties at
800ºC. It is also observed that only 30% strength is retained for the case of no replacement of cement by GGBS.
4. For 30% replacement case, the performance in strength retention characteristic is the poorest, if all temperatures are
considered for comparison.
5. At 200ºC, it is seen that the residual compressive strength is higher than the one at ambient temperature for 0%, 10% and
20% replacement of cement by GGBS. This is attributed to the conversion of free water to water vapour.
6. The loss of strength is gradual for all cases for exposure temperatures of 200ºC, 400ºC and 600ºC. The loss in strength is
observed to be very rapid from 600ºC to 800ºC for all cases.
3.4 Residual Split Tensile Strength
Split tensile strength values for various GGBS replacement levels are obtained and tabulated below. The graph between split
tensile strength and the temperature is plotted for different percentage of GGBS replacement.
Table 11. Summary of split tensile strength (MPa) results for concrete cubes at elevated temperatures.
GGBS Level A-series B-series C-series D-series E-series F-series
Temperature (0%) (10%) (20%) (30%) (40%) (50%)
Room 4.18 5.06 3.83 3.95 2.92 3.23
200 4.93 4.29 3.26 4.23 3.15 3.04
400 3.50 2.83 2.86 2.64 2.33 2.53
600 1.60 2.97 2.36 1.66 1.53 1.67
800 1.15 1.66 1.38 1.30 1.13 1.0716
TECH MANTRA
Table 12. Summary of residual compressive strength results normalised for concrete cubes as factor/co-efficient at
elevated temperatures.
GGBS Level A-series B-series C-series D-series E-series F-series
Temperature (0%) (10%) (20%) (30%) (40%) (50%)
Room 1.00 1.00 1.00 1.00 1.00 1.00
200 1.18 0.85 0.85 1.07 1.08 0.94
400 0.83 0.56 0.75 0.67 0.80 0.78
600 0.38 0.58 0.61 0.42 0.52 0.51
800 0.27 0.33 0.36 0.33 0.39 0.33
Fig. 11 Variation of residual split tensile strength with temperature
Fig. 12 Residual Split Tensile Strength Vs. Temperature
From figures 11 and 12, following observations are made,
1. For all cases of cement replacement with GGBS, it is observed that the splitting tensile strength decreases with increase
in temperature.
2. It is observed that the cement replacement by GGBS cases have all indicated better temperature endurances at 800ºC. It is
also observed that at 800ºC only 27% splitting tensile strength is retained for cases of no replacement of cement by GGBS.
3. For 30% replacement case the performance in splitting tensile strength is poorest, if all temperatures are considered for
comparison.
3. 5 Studies on Cooling Regimes
Important results relating to loss in weight and loss in strength for two cooling regimes is presented and discussed.
3.5.1 Loss in weight of specimen
Initial specimen weights were taken after 28 days of water curing. After exposure to various elevated temperatures and cooled17
TECH MANTRA
under different cooling regimes (furnace and sudden) the weights of the specimen were recorded to determine the percentage
loss in weight.
Fig. 13 Variation in percentage loss in weight for exposure and cooled gradually in furnace and suddenly cooled regimes
From Fig. 13, it is observed that for the case of furnace cooling, 69.1% of total weight loss occurs when exposed to 150 0C.
The remaining 30.9% weight is lost, which is gradually with increments of 7% for temperature change of 150 0C to 250 0C,
17.6% for temperature change of 250 0C to 350 0C, 3% for temperature change of 3500C to 450 0C and 3.9% for temperature
change of 450 0C to 550 0C.
From Fig. 13, it is observed that for the case of sudden cooling, 65.2% of total weight loss occurs when exposed to 150 0C.
The remaining 34.8% weight is lost, gradually with increments of 6.0% for temperature change of 150 0C to 250 0C, 9.1%
for temperature change of 250 0C to 350 0C, 7.6% for temperature change of 350 0C to 450 0C and 12.1% for temperature
change of 450 0C to 550 0C.
3.5.2 Variation in residual compressive and split tensile strengths for different cooling regimes
Fig. 14 Variation in residual compressive strength for different cooling regimes
From Fig. 14, it is observed that for furnace cooling the residual coefficient of compressive strength of cubes exposed to 150
0C is slightly higher by about 6% than that of cubes tested at normal room temperature. This is mainly because, at earlier
elevated temperatures the moisture content in the cubes gets converted to vapour pressure, which contributed to the additional
compressive strength than that of normal strength at room temperature as observed by Saava et.al (2005), Y Xu et.al (2003).
This effect is called as autoclaving effect
On further increase of temperature there is loss in compressive strength gradually, as compared to strength at room temperature
due to loss of moisture content and disintegration of hydrated cement paste. At 250 0C the residual coefficient of compressive
strength is 0.95, and drops gradually to 0.84, 0.73 and 0.57 at elevated temperatures of 350 0C, 450 0C and 550 0C respectively
for the furnace cooling which is gradual.
Further, for the case of sudden cooling, it is observed that the residual coefficient of compressive strength of cubes exposed
to 150 0C is 0.86 and drops gradually to 0.81, 0.67, 0.53 and 0.39 at elevated temperatures of 250 0C, 350 0C, 450 0C and
550 0C.
The percentage differences between the two cooling regimes are 20, 14, 17, 20 and 18 respectively for 150 0C, 250 0C, 350
0C, 450 0C and 550 0C. On an average 20% change is reported for temperature of 350 0C and above.18
TECH MANTRA
Fig. 15 Variation in residual split tensile strength for different cooling regimes
From Fig. 15, it is observed that the residual coefficient of split tensile strength of cubes exposed to 1500C is 0.92 and drops
gradually to 0.86, 0.76, 0.63 and 0.56 at elevated temperatures of 2500C, 3500C, 4500C and 5500C for the case of furnace
cooling which is gradual.
Further, for the case of sudden cooling, it is observed that the residual coefficient of split tensile strength of cubes exposed to
1500C is 0.58 and drops gradually to 0.53, 0.45, 0.37 and 0.30 at elevated temperatures of 2500C, 350°C, 4500C and
5500C.
The percentage difference between the cooling regimes are 34, 33, 31, 26 and 26 respectively for 150°C, 250°C, 350°C, 450°C
and 550°C. There is a decreasing variation from 50% to nearly 26% for temperature change of 150°C to 550°C.
4. CONCLUSIONS
(i) It is observed that compressive strength of concrete increases with increase in percentage OPC replacement with GGBS
up to 30%, and then on, the strength seemed to drop for the cases of room temperature.
(ii) It is noticed that at 800ºC temperature, all the five levels of OPC replacement with GGBS have exhibited better temperature
endurance properties in terms of residual compressive strength being much higher than that for the case of ambient
temperature.
(iii) From the present investigation, it is observed that 50% replacement of OPC, has shown better performance in terms of
strength at all levels of exposure.
(iv) Rate of loss in strength of concrete is highly dependent on the type of cooling regimes. The loss of compressive and split
tensile strength is minimum under furnace cooling as the heat gradient is gradual and maximum under sudden cooling, as the
thermal shock is sudden.
(v) The loss in compressive strength at 550°C, is 26% and 34% for the cooling regimes of furnace and sudden conditions
respectively.
References
1. A. F. Bingol. and Rustem Gul, (2008), “Effect of elevated temperatures and cooling regimes on normal strength concrete”,
Fire and Materials Vol.33, pp. 79-88.
2. A. M. K. Abdelalim and G.E.Abdel-Aziz, (2009), “Effect of elevated fire temperature and cooling regime on the fire
resistance of normal and self-compacting concretes”, Engineering Research Journal, Vol. 122, pp. 63-81.
3. Chi-Sun Poon, Salman Azhar, Mike Anson and Yuk-Lung Wong, (2001), “Strength and durability recovery of fire-damaged
concrete after post-fire-curing”, Cement and Concrete Research, 31, 1307–1318.
4. G J Osborne, (1998), “Durability of Portland blast furnace slag cement concrete”, Cement and Concrete Research Vol.21,
Issue 3,, pp. 233-239.
5. IS: 10262-1982, “Recommended guidelines for concrete mix design” Bureau of Indian Standards, New Delhi.
6. Savva A, Manita P and Sideris K K, (2005), “Influence of elevated temperatures on the mechanical properties of blended
cement concretes prepared with limestone and siliceous aggregates”, Cement and Concrete Composites, Vol. 27, 239–248.19
TECH MANTRA
Interaction with Engineers & Participation
in Exhibition
Dr C.S.Vishwanatha , Civil Aid Technolclinic Pvt Ltd at Mr Partha Chatterjee State Commerce and Industries
our stall during REDECON 2012 at Bangalore Minister , West Bengal visiting our stall at
Science City , Kolkata
Dr Radhakrishnan IAS inaugurating our stall during the Engineers visiting our stall at Salem
Engineers Conference
Stall of Madras Cements at Nandigram Polli Engineers from Bangalore at our
Utsab – 2012, West Bengal Research Centre- RRDC
Engineers from Bangalore visiting our Alathiyur Plant Delegates from Association of Consulting Civil
Engineers with RAMCO team at Mysore during the
Engineers conference20
TECH MANTRA
Readers Feedback on TECHMANTRA
Dr.Ganesan
NIT – Kozhikode
I have gone through your Technical Magazine "TECHMANTRA" .It was covering a
technical paper,brief details of your Ramco Research Development Centre and various
articles and Ramco range of products. The details given are highly informative and
useful to the engineers.The magazine was brought out nicely. The printing and photos
are very good. In order to improvise further ,I suggest that you may consider including
construction tips such as do's and don'ts which will be useful to the practicing
engineers.
Dr. N Ganesan,
Professor of Civil Engineering,
National Institute of Technology, Calicut,
S.Thiagarajan
Coromandel Engineering Company Ltd , Chennai
Today, we received your latest issue of TechMantra. It is an extremely informative
magazine, and I am sure our Technical team will gain good knowledge on going
through the same.
S.Thiagarajan
Deputy General Manager-HR & ADMIN
Coromandel engineering company limited
Murugappa Group
ISO 9001:2008 & BS OHSAS 18001:2007 Certified Company
Er Vijaya . V.Mayya, Chairman
Association of Consulting Civil Engineers , Mangalore
At the outset I would like to thank Madras Cements Ltd for their continued support by
sponsoring our Engineers Day Celebration for the past several years . We would like to
appreciate and congratulate for your attempt to empower the construction professionals
through your knowledge and Technical based Magazine “ TechMantra”
Home Build Services ,
Panaji Goa
We have been using Ramco PPC since past few years and are very happy with the
quality and service rendered . We would like to take this opportunity to congratulate
Madras Cements team for coming out with the Technical Magazine TECHMANTRA
benefiting the construction professionals21
TECH MANTRA
Projects Associated With RAMCO DryMix
Mahindra Tech City –Chennai Provident wellworthcity-Bangalore
Product used: Ramco superfine Putty Product used: Ramco plastering compound
Ritz Carlton Hotel-Bangalore
Product used: Ramco Tilefix
Sobha Developer –Bangalore
Product used: Ramco Tilefix22
TECH MANTRA
Projects Associated With RAMCO Cement
Lanco Highway project from Bangalore to Kolar built by NCC Aster Park, Bangalore developed by NCC
Lanco Infrastructure Ltd where concrete grades URBAN where concrete grades
of M35 & above were used of M25 & M30 were used
Project by Akshaya . Akshaya was founded in 1995 Dr M.G.R Educational and Research Institute
under the stewardship of Mr T. Chitty Babu University , one of the reputed universities in
Tamil Nadu
Hirco group executing a project in Oragadam , Chennai23
TECH MANTRA
Chennai Metro Rail Project whose part construction was handled by SOMA ENTERPRISES
where RAMCO cement is approved
B.G.Shirke AWHO Project at Bangalore where concrete Essar Project at Durgapur where our bulk cement
grades of M25 , M30 , M35 & above were used from Kolaghat grinding unit is being used
LANCO Hills , Hyderabad where concrete grades Hyderabad Central University
of M20 & above were usedMACE Division
President (Marketing) is seen flagging off the MACE vans Vice President (Marketing) addressing the gathering
during the inaugurals of MACE vans
MOBILE VAN SERVICES FROM MACE DIVISION
Our team of Civil Engineers will assist the customers in making a good quality concrete which also includes
1. Slump Cone testing for checking workability of concrete
2. Rebound Hammer test for evaluating the compressive strength of concrete
3. Concrete cube moulds for casting of concrete cubes
PLEASE CONTACT OUR TOLL FREE NO : 1800 4255 700
OR
OUR CEMENT MARKETING OFFICES
Invitation for Articles to Tech Mantra
We invite technical articles in the field of Civil Engineering, preferably in cement & Concrete technology
Articles in soft copy can be sent to akp@madrascements.co.in
Cement Marketing Offices :
Chennai : Tel : 044 28113838 / 28114477 Vizag : Tel : 0891 2755942 /2701087
Madurai : Tel : 0452 2340981 / 2343559 Vijaywada : Tel : 0866 2483562
Trichy : Tel : 0431 2741937 / 2740131 Ernakulam : Tel : 0484 2374783/2374790
Salem : Tel : 0427 2334215 / 17 Kollam : Tel : 0474 2733301/02/03
Coimbatore : Tel : 0422 2552030 / 31 Trivandram : Tel : 0471 2468611
Bangalore : Tel : 080 41226500 / 01 / 03 Bhubaneswar : 9437482711
Mysore : Tel : 0821 2562717 / 2463217 Kolkata : 9831046507 / 9007184444 / 9007035881
Mangalore : Tel : 0824 2429292 / 9900016130 Goa : Tel:0832 2734257 / 9822126626
Hyderabad : Tel : 040 23119271 / 72 / 8106018518You can also read