Study on BREF-Application and suggestions on supporting tools
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
DELIVERABLE D14:
Study on BREF-Application and
suggestions on supporting tools
RESPONSIBLE PARTNER: Centre Technique du Papier (CTP)
PROJECT CO-ORDINATOR: LUCENSE SCpA
PARTNERS: Papiertechnische Stiftung (PTS),
Centre Technique du Papier (CTP),
A.R.P.A.T.,
Serv.Eco Srl
Project funded by the European
Community under the “Energy,
Environment and Sustainable
Development” Programme (1998-
2002)D14: Study on BREF-Application and suggestions on supporting tools Page 2 of 15
Table of content
1 Summary........................................................................................................ 3
2 INTRODUCTION............................................................................................ 4
3 TECHNIQUES TO CONSIDER IN THE DETERMINATION OF BAT............. 4
3.1 Techniques to consider in the determination of BAT for paper mills 4
3.2 Techniques to consider in the determination of BAT for recovered paper
processing 4
4 ACTUAL STATE OF PAPER MILLS INVOLVED IN PAPERBREF
PROJECT....................................................................................................... 5
4.1 Mills and produced paper grades 5
4.2 Environmental issues 5
5 BAT STANDARDS ......................................................................................... 6
5.1 General BAT and BAT for energy savings 6
5.2 BAT for Recovered paper processing 6
5.3 BAT for Papermaking (tissue, packaging) 7
6 COMPARISON BETWEEN ACTUAL STATE OF PAPER MILLS AND
BAT STANDARDS ......................................................................................... 7
6.1 Applicability of BAT techniques 7
6.2 Compliance with BAT associated emission levels 15
6.3 Use of BAT and compliance with associated emission levels 16
6.4 Conclusions 18
7 SUPPORTING TOOLS ................................................................................ 18
List of table and figures
Table 1 Application of BAT in the paper making processing – Synthesis....................9
Table 2 Application of BAT in the r recovered paper processing- Synthesis .............10
Table 3 Compliance with BAT associated emission levels – Synthesis ....................15
Fig. 1 Share on type of measures on the overall water saving potential found in
the PAPERBREF project ................................................................................. 14
Fig. 2 Relation between use of BAT and compliance with associated emission
levels (upper suggested level met / not met).................................................... 16D14: Study on BREF-Application and suggestions on supporting tools Page 3 of 15
1 SUMMARY
The European Commission has issued a best reference (BREF) document1 for the
European pulp and paper industry based on a directive on Integrated Pollution Prevention
and Control2. This document formulates recommended standards concerning
environmental performance for the European pulp and paper industry.
One aim of the EU-funded Project PAPERBREF3 was to evaluate the applicability of the
BREF document for southern European paper mills. This report summarizes the results of
this project with respect to the applicability of the recommendations given in the BREF
document. In addition, it describes suggestions regarding supporting tools needed for its
successful application.
All data given are based upon examinations performed in 30 paper mills in the region of
Tuscany, Italy, between 2001 and 2003. The respective grades produced in these mills
are packaging paper and tissue made of virgin fibre or recovered fibre. Special attention
has been given to all water issues. All conclusions are based on the results of these
examinations.
As a result, the following conclusions can be made:
• The technical recommendations concerning BAT, given within the BREF
document, are applicable and useful.
• In most cases, recommended BAT emission level values described within the
BREF document can be met if the technical BAT recommendations are applied.
• Local legislation, economic and technical boundary conditions impede the
application of BAT technologies in some cases and can even prevent mills from
applying them.
• Due to the complexity of paper production systems, expert know-how is needed to
choose the most efficient BAT technologies and to apply them correctly. This is
one of the recommended supporting tools.
• Due to the huge amount of detailed information given in the BREF document,
support is needed for paper mill staff and local administration people in order to
navigate successfully through the contents. A web-based help desk is
recommended to support this group.
• To improve the BREF document, it is recommended that the distinction between
average emission values and recommended BAT emission level values be
clarified further.
Significant savings achieved within the frame of the PAPERBREF project clearly
underline the applicability of the BREF document and its acceptance by the paper mills
concerned.D14: Study on BREF-Application and suggestions on supporting tools Page 4 of 15
2 INTRODUCTION
The BREF Document covers all relevant techniques currently commercially available for
prevention or reduction of emissions/waste and reducing consumption of energy and raw
materials, both for new and existing pulp and paper mills
“Techniques to be considered in the determination of BAT” means technical alternatives
with the best environmental and economical performance or possibilities for improvement
to achieve integrated prevention and control of pollution according to the definition given
in the BREF document.
3 TECHNIQUES TO BE CONSIDERED IN THE DETERMINATION OF BAT
The BREF document lists the techniques to be considered in the determination of the BAT
to be used in pulp and paper production. They include in-process measurements and end-
of-pipe technology.
3.1 Techniques to be considered in the determination of BAT for paper mills
These techniques are described in the BREF (chapter 6, paragraph 6.3, page 351). Table
6.20 (page 352) gives an overview of available techniques to be considered in the
determination of BAT for paper mills. The list of BAT extracted from the table is as follows:
1. Water management and minimising water usage for different paper grades
2. Control of potential disadvantage of shutting down the water systems
3. In-line treatment of white water by use of membrane filtration
4. Reduction of fibre and filler losses
5. Measurement to reduce frequency and effects of accidental discharge
6. Measurement and automation
7. Equalisation basin and primary waste water treatment
8. Aerobic biological treatment
9. Chemical precipitation
10. Substitution of potentially harmful substances
11. Pre-treatment of sludge
12. Options for waste treatment
13. Installation of low NOx technology in auxiliary boilers
14. Use of combined heat and power generation
15. Optimisation of de-watering in the press section of the paper machine
16. Energy savings through energy efficient technologies
3.2 Techniques to be considered in the determination of BAT for recovered paper
processing
These techniques are described in the BREF (chapter 5, paragraph 5.3 page 254). Table
5.20 (page 255) gives an overview of available techniques to be considered in the
determination of BAT for paper mills. The list of BAT extracted from the table is as follows:
1. Separation of less contaminated water from contaminated water and recycling
2. Optimal water management (water loop arrangement) and water clarification
3. Reduction of fresh water consumption by strict separation of water loops
4. Closed water loop with in-line biological process water treatment
5. Anaerobic techniques as first stage of biological waste water treatmentD14: Study on BREF-Application and suggestions on supporting tools Page 5 of 15
6. Aerobic biological waste water treatment
7. Upgrading of stock preparation plants with decreased energy consumption and
emissions
8. Generation of clarified water from de-inking plants
9. Co-generation of heat and power
10. Reject and sludge handling and processing on-site (de-watering)
11. Environmentally sound residue utilisation and disposal
a. Example 1 Energetic utilisation of rejects from RCF mills without de-inking
in reject incineration plants
b. Example 2 Co-incineration of rejects from RCF mills without de-inking in
coal-fired power plants
c. Example 3: Incineration of residues (rejects and sludge) from DIP-plants
combined with power and steam generation
4 ACTUAL STATE OF PAPER MILLS INVOLVED IN PAPERBREF PROJECT
4.1 Mills and produced paper grades
The 30 mills examined can be classified in four distinct groups according to the paper
grades produced:
• tissue from virgin pulp: 14 paper mills
• tissue from recovered paper: 3 paper mills
• packaging papers: test-liner, fluting or board from recovered paper: 12 paper mills
• others: 1 paper mill
The study on BREF-application deals with BAT for recovered paper processing mills and
for paper mills concerning water use, waste water discharge (suspended solids, COD,
BOD), solid waste such as rejects and sludge, and energy consumption.
4.2 Environmental issues
Key environmental issues for recovered paper processing and paper mills are water use,
waste water discharge (suspended solids, COD, BOD), solid waste such as rejects,
sludge, air emission (SO2, NOx, CO2), and energy consumption.
The following analysis will cover water use, waste water discharge, solid waste, sludge
and energy.D14: Study on BREF-Application and suggestions on supporting tools Page 6 of 15
5 BAT STANDARDS
5.1 General BAT and BAT for energy savings
The following general standards must be taken into consideration:
• training and motivation of operators,
• process control and optimisation measurement and automation,
• sufficient maintenance and proper operation control associated with BAT and mill
operation,
• environmental management system with clear responsibilities and authorities for
the relevant aspects.
These standards are typically dealt with in the implementation of environmental
management systems (European Management and Audit Scheme or EMAS regulations,
EC 761/2001 and ISO 14001, chapters 441, 442, 446 451).
Energy savings for recovered paper processing and papermaking should be considered
by:
• use of combined heat and power generation,
• use of energy-efficient technologies,
• dewatering in the paper machine press section.
The two last points have been partially investigated. Of the paper mills participating, ¾
own a co-generation power plant.
5.2 BAT for recovered paper processing
BAT for recovered paper processing considered in the study:
for water:
• water clarification (sedimentation, flotation, filtration) and recycling process water,
• strict separation of water loops and reduction in fresh water consumption (closing
water loops),
• internal treatment (biological treatment) and recycling treated process water
• biological effluent treatment with anaerobic treatment as the first stage,
for waste:
• efficient reject and sludge handling on site (dewatering) to enhance dry solids and
subsequent incineration of sludge and rejects with energy recovery and reduction
of amount of waste to be land filled,
• upgrading of stock preparation plant by installation of additional screening and
cleaning stages (recovery of fibres), which could be enhanced by flotation/filtration
systems in water clarification.
Rejects from recovered paper processing could be incinerated and, in the case of DIP
plants, could be incinerated with DIP sludge.D14: Study on BREF-Application and suggestions on supporting tools Page 7 of 15
5.3 BAT for paper-making (tissue, packaging)
BAT for paper-making considered in the study:
for water:
• minimizing water usage by increasing recycling of process waters and water
management (separation and reuse of cooling water, cooling water in closed
loops, counter current arrangement, recycling clarified white water to showers,
vacuum pump sealing in closed circuits with a cooling system, reuse of process
water in vacuum systems),
• control of potential disadvantages of shutting down water systems (chemicals,
scaling, piping and storage),
• internal treatment of white water by use of membrane filtration and recycling
process water,
• reduction of fibre and filler losses (save all, wet and dry broke management)
• installation of an equalisation basin and treatment of waste water,
• aerobic biological treatment,
• chemical precipitation
for waste :
• pre-treatment of sludge (dewatering), reduction of waste to be land-filled, separate
collection of waste fraction at source (in order to be reused rather than land-filled),
• reduction of fibre and filler losses and consequently sludge handling (see above
for water).
6 COMPARISON OF ACTUAL STATE OF PAPER MILLS AND BAT STANDARDS
6.1 Applicability of BAT
Comparison is summarised inD14: Study on BREF-Application and suggestions on supporting tools Page 8 of 16 Table 1 and Table 2. In general, the recovered paper processing mills and the tissue mills that are within the scope of the study have achieved a suitable combination of BAT. Technologies and strategies have been developed in the mills to minimise the use of raw materials, chemicals, energy and fresh water and to reduce emissions. Twenty paper mills send their final effluent to municipal facilities; three of these paper mills treat effluent in a biological plant before sending it to a municipal WWTP. Some mills use a combination of anaerobic-aerobic treatment (test-liner) and two of them use a physico- chemical treatment as a tertiary treatment. Few mills in the world have installed a combination of three effluent treatments in series. Two mills have a completely closed cycle water loop with fresh water consumption approaching 1 m 3/t, corresponding to water evaporated in the drying section of the paper machine. Incineration of rejects is practised in one mill. The two paper mills with a de-inking plant incinerate DIP sludge on site.
D14: Study on BREF-Application and suggestions on supporting tools Page 9 of 16
Table 1 Application of BAT in paper-making processing – Synthesis
number of mills
number of mills number of mills number of mills
where BAT has
PAPERMAKING AND RELATED PROCESSES that applied the that did not not concerned
not been
BAT apply the BAT by the BAT
investigated
6.3.1 Water management and minimising water usage
for different paper grades
separation and reuse of cooling water 18 12 0 0
cooling water in closed circuit 1 29 0 0
counter current arragement 3 27 0 0
recycling clarified white water to showers 27 3 0 0
vacuum pump sealing water in closed circuit with
4 26 0 0
cooling tower
reuse process water in vacuum system 16 14 0 0
6.3.2 Control of potential disadvantage of closing up
16 14 0 0
the water systems
6.3.3 In-line treatment of white water by use of
0 30 0 0
membrane filtration
6.3.4 Reduction of fibre and filler losses 30 0 0 0
6.3.7 Measure to reduce frequency and effects of
24 5 0 1
accidental discharges
6.3.8 Measurement and automation 24 5 0 1
6.3.9 Equalisation basin and primary waste water
11 3 16 0
treatment
6.3.10 Aerobic biological treatment 8 13 9 0
6.3.11 Chemical precipitation 2 18 9 1
6.3.12 Substitution of potentially harmful substances 2 3 0 25
6.3.13 Pre-treatment of sludge 4 1 24 1
6.3.14 Options for waste treatment 2 11 16 1
6.3.15 Installation of low NOx technology in auxiliary
1 0 0 29
boilers
6.3.16 Use of combined heat and power generation 17 10 0 3
6.3.17 Optimisation of de-watering in the press section
3 7 5 15
of the paper machine
6.3.18 Energy savings through energy efficient
8 2 0 20
technologiesD14: Study on BREF-Application and suggestions on supporting tools Page 10 of 16
Table 2 Application of BAT in recovered paper processing- Synthesis
number of mills
number of mills number of mills number of mills
where BAT has
RECOVERED PAPER PROCESSING that applied the that did not not concerned
not been
BAT apply the BAT by the BAT
investigated
5.3.3 Reduction of fresh water consumption by strict
2 13 0 0
separation of water loops
5.3.4 Closed water loop with in-line biological process
1 14 0 0
water treatment
5.3.5 Anaerobic techniques as first stage of biological
3 12 0 0
wastewater treatment
5.3.7 Upgrading of stock preparation plants with
3 5 0 7
decreased energy consumption and emissions
5.3.8 Generation of clarified water for de-inking plants 3 0 12 0
5.3.10 Reject and sludge handling and processing on-
10 3 2 0
site (de-watering)
5.3.11 Environmentally sound residue utilisation and
disposal
Energetic utilisation of rejects from RCF mills without
1 10 3 1
de-inking in reject incineration plants
Incineration of residues (rejects and sludge) from DIP-
2 1 12 0
plants combined with power and steam generation
5.3.1, 5.3.2 and 5.3.6 have not been included, because they have already been evaluated
inD14: Study on BREF-Application and suggestions on supporting tools Page 11 of 17
Table 1.
The most frequently implemented BAT:
• separation and re-use of cooling water.
• reduction of fibre and filler losses
• clarified water to showers, which is the most appropriate point to reduce fresh
water consumption (4 – 15 m 3/t)),
• reuse of process water in vacuum systems,
• equalization basin or buffer before primary treatment,
• reject and sludge dewatering
Heat and power co-generation is implemented in 17 mills.D14: Study on BREF-Application and suggestions on supporting tools Page 12 of 17 6.1.1 BAT techniques for paper-making and related processes (cf.
D14: Study on BREF-Application and suggestions on supporting tools Page 13 of 18
Table 1)
Separation and re-use of cooling water (BREF chapter 6.3.1)
Cooling water is generally separated, but 12 paper mills do not re-use cooling water. In
most cases this is because Italian law restricts the COD (in mg/l), but not the load (in kg/t
of paper). Re-use could significantly reduce fresh water consumption.
Cooling water in closed circuit (BREF chapter 6.3.1)
Only one mill uses a closed cooling water circuit. As long as cooling water can be re-used
as process water, there is no necessity to implement a closed cooling water cycle. In most
cases the cooling water demand is lower than the process water demand.
Counter current arrangement (BREF chapter 6.3.1)
Only three mills implement a counter current arrangement.
For a given specific effluent amount, the water quality at the paper machine can be
improved by means of a counter current arrangement. This is not relevant for mills:
• producing low-grade packaging paper, where high loads of detrimental substances
(COD) are tolerated or
• with very low COD loads, particularly virgin fibre (tissue) mills.
Furthermore, in the case of closed water circuits a counter current arrangement offers no
benefit.
As a consequence, a counter current arrangement should be a general requirement, but
the cost-benefit ratio strongly depends on the specific conditions.
Recycling of clarified white water to showers (BREF chapter 6.3.1)
Nearly all mills re-used clarified water at some showers for wire and felt conditioning. Until
now, there has been no information available concerning to what extent fresh water can
be replaced at machine showers. Furthermore, it heavily depends on the specific
conditions.
In some cases, there is a possibility of reducing the amount of fresh water used at specific
showers. Before switching to clarified water, the wire and felt conditioning strategy should
be checked and the water requirement of single showers should be reduced.
Fresh water for vacuum pump sealing (BREF chapter 6.3.1)
The first step to save fresh water at vacuum pumps is to re-use the water ring sealing
water. This method is not discussed in the BREF document. As a second step, a vacuum
water circuit can be implemented with a controlled temperature to make up water flow.
The third step is the integration of a cooling tower into this circuit. The step to be used
depends on the specific conditions.
Alternatively, process water can be used for vacuum pump sealing. This method was
used in about half of the mills examined.
In-line treatment of white water by use of membrane filtration (BREF chapter 6.3.3)
Although technically feasible, the use of membrane filtration seems questionable in terms
of economy for most paper mills.
Aerobic biological treatment (BREF chapter 6.3.10)
BAT for effluent treatment could be applied in a number of mills, in spite of the large
number of mills (8) discharging in municipal waste water treatment plants. Aerobic
biological effluent treatment (activated sludge) could be implemented in 9 mills.D14: Study on BREF-Application and suggestions on supporting tools Page 14 of 18
Energy savings through energy efficient technologies
BAT to reduce steam and power consumption are available in the majority of mills studied:
• heat and power generation could be implemented in some mills (only possible
when rebuilding or when equipment is replaced),
• more effective dewatering of the paper web in the press section by the application
of wide nip technology (not for tissue mills),
• use of energy efficient technologies, partially studied at 5 mills, is the main method
(slushing, refining, vacuum systems, speed adjustable drives for fans and pumps,
powerful electric motors, increasing size press solids, steam condensate recovery,
exhaust air recovery systems).
6.1.2 BAT techniques for recovered paper processing (cf. Table 2)
Reduction of fresh water consumption by strict separation of water loops (BREF
chapter 5.3.3)
cf. chapter "counter current arrangement" above
Closed water loop with in-line biological process water treatment (BREF chapter
5.3.4)
Only one paper mill has an in-line biological water treatment plant. This technique is
considered as BAT, but involves high investment, which is difficult for small paper mills.
Anaerobic techniques as first stage of biological waste water treatment (BREF
chapter 5.3.5)
Anaerobic treatment is used by three paper mills as the first step. For paper mills with
indirect discharging (8 out of 15), anaerobic treatment before discharge of the effluent can
be recommended.
Upgrading stock preparation plants with decreased energy consumption and
emissions (BREF chapter 5.3.7)
A number of paper mills already apply this BAT. For small paper mills, reconstruction of
stock preparation lines would mean an unreasonably high investment.
Generation of clarified water for de-inking plants (BREF chapter 5.3.8)
All paper mills producing de-inking pulp apply this technique.
Reject and sludge handling and processing on-site (de-watering) (BREF chapter
5.3.10)
BAT for rejects and sludge handling are implemented by the majority of the mills studied.
Sludge is re-used in the process for some recovered paper mills and two are completely
closed cycle mills. Incineration of rejects and DIP sludge is practised in spite of limited
conditions of implementation (for large mills only).
Environmentally sound residue utilisation and disposal (BREF chapter 5.3.11)
This is used by only four paper mills using recovered fibre. All other paper mills in this
group dispose of their rejects in land fill sites. As all mills collect their rejects, the question
of how to dispose of them is an economical one.D14: Study on BREF-Application and suggestions on supporting tools Page 15 of 18
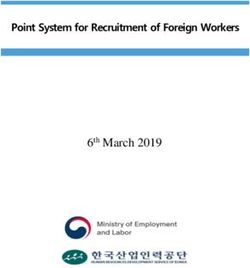
6.1.3 Relevance of types of water consumption
The proportion of different types of methods of overall water saving possibilities in the
PAPERBREF project is given in Fig. 1. A very high proportion of water saving is in the
area of re-use of cooling water or avoidance of leakages.
replacement of fresh reduction or re-use of
water by circuit water cooling water
27% 26%
lleakage in paper mill
5%
avoidance of fresh water
addition to clarified water overflow fresh water tank,
10% open valves,
reduction of water
consumption of certain effluent dilution,
consumers etc. 12%
20%
Fig. 1 Methods of overall water saving potential found in the PAPERBREF project
Not all mills implemented all BAT techniques suggested in the BREF document. As a
result of the apparent differences, some of the techniques have to be discussed:D14: Study on BREF-Application and suggestions on supporting tools Page 16 of 18
6.2 Compliance with BAT associated emission levels
The status of the paper mills examined with regard to complying with BAT associated
emission levels and energy consumption is given in Table 3.
A high proportion of paper mills comply with the BAT associated energy consumption
levels. Paper mills whose values are outside the BAT recommendations are actually very
close to these values.
With regard to water emissions, only about 60 % of the paper mills comply with the water
emission levels associated with the use of BAT. Load emission levels are not applicable to
20 mills, as they are indirect discharging paper mills.
Table 3 Compliance with BAT associated emission levels – Synthesis
number of mills number of mills
number of mills number of mills
not in where BAT
in compliance where emission
Compliance with BAT associated emission levels compliance with emission levels
with higher BAT level has not
higher BAT are not
emission level been investigated
emission level applicable
Water emissions
Total waste water flow 21 9 0 0
COD 7 3 20 0
BOD 8 2 20 0
TSS 7 3 20 0
Nitrogen 7 3 20 0
Phosphorus 9 1 20 0
Energy consumption
Process heat consumption 20 6 0 4
Power consumption 24 4 0 2D14: Study on BREF-Application and suggestions on supporting tools Page 17 of 18
6.3 Use of BAT and compliance with associated emission levels
Fig. 2 compares the use of BAT technologies and the compliance of emission levels
associated with the use of BAT technologies. The results are based on BAT technologies
referring to water consumption and on emission levels for water consumption associated
with the use of BAT. This information may help to evaluate the technologies considered as
BAT, but also the emission levels associated with the use of BAT.
In general, most paper mills using a high proportion of BAT technologies are in
compliance with emission levels associated with the use of BAT (17 out of 30 paper mills).
Only one recovered fibre test-liner mill, using a high proportion of BAT technologies, is not
in compliance with the associated emission levels. This paper mill is a direct discharging
paper mill with a three-stage waste water treatment plant. This treatment plant is
necessary to comply with the current Italian concentration limit for COD in the effluent.
However, the paper mill still does not comply with the water consumption associated with
the use of BAT given in the BREF document.
yes
compliance with suggested emission levels
(upper)
limit)
no
p a c k a g in g p a p e r
m
tisills
sue
m ills
15 35 55 75
p ro p o rtio n o f a p p lic a b le B A T
te c h n iq u e s a p p lie d
Fig. 2 Relation between use of BAT and compliance with associated emission levels
(upper recommended level met / not met)
Paper mills using a low number of BAT technologies do not automatically have emission
levels that do not comply with those associated with the use of BAT. Five paper mills
producing virgin fibre or recovered fibre tissue papers comply with the emission levels
associated with the use of BAT, without using a high proportion of BAT techniques. Three
of these five paper mills are indirect discharging paper mills, which only have to meet the
limit for total waste water flow.
For the study in Fig. 2, only technologies considered in the determination of BAT
concerning water emissions are used. The following technologies (cf.D14: Study on BREF-Application and suggestions on supporting tools Page 18 of 19 Table 1 and Table 2) are not considered: • 5.3.9 Co-generation of heat and power • 5.3.10 Reject and sludge handling and processing on-site (de-watering) • 5.3.11 Environmentally sound residue utilisation and disposal • 6.3.3 In-line treatment of white water by use of membrane filtration • 6.3.12 Substitution of potentially harmful substances • 6.3.13 Pre-treatment of sludge • 6.3.14 Options for waste treatment • 6.3.15 Installation of low NOx technology in auxiliary boilers • 6.3.16 Use of combined heat and power generation • 6.3.17 Optimisation of de-watering in the press section of the paper machine • 6.3.18 Energy savings through energy efficient technologies
D14: Study on BREF-Application and suggestions on supporting tools Page 19 of 19
6.4 Conclusions
In conclusion, the mills in this study have developed numerous technologies and
strategies to minimise fresh water consumption and energy and to reduce emissions. A
suitable combination of BAT is implemented in the mills. It is usually neither possible nor
economical (older mills!) to apply all BAT techniques, and mills can often meet low
emission levels by applying few, but efficient, BAT techniques.
The optimisation potentials identified for the mills studied are mainly in the field of:
• water loop arrangement (cooling water, sealing water, water clarification, clarified
water re-circulation), closing up and control. The need is in the overall assessment
of water circuit consultancy and economically acceptable recommendations,
• separation of water loops for paper recovered processing paper,
• upgrading of the stock preparation plant (test-liner, corrugated medium), which is
often a very specific task where few specialists are able to optimise the chain. The
objective is to improve paper machine operation with minimised process stages
and lower investment and operating costs,
• improving energy efficiency with regard to efficient technologies with low-cost
consultancy and recommendations,
• study for implementation of secondary biological effluent treatment plants to
improve the quality of receiving waters and to reduce the polluting load sent to
municipal WWTP paying attention to the recycling potential of the treated water.
The technical recommendations concerning BAT, within the BREF document, are
applicable and useful. In most cases, recommended BAT emission level values described
within the BREF document can be met if the technical BAT recommendations are applied.
7 SUPPORTING TOOLS
To operate with minimum negative environmental impact, paper mills must have a
complete overview of the process. The environmental performance achieved through the
application of individual BAT depends on the specific situation of each paper mill. The
methodology applied in the PAPERBREF project provides a detailed global view of the
water circuit arrangement and enables the system to be re-organised to improve water
use in the paper-making process and to improve water quality around the paper machine.
Simulation tools, adapted to each paper mill, make it possible to find the best arrangement
of process circuits and to determine the optimum device to add to reach specific
objectives.
To obtain a precise view of their optimisation potential, paper mill managers can ask for
water management expert consultancy through the Helpdesk accessible via the
PAPERBREF web site (http://www.paperbref.info) .
1
BREF Document: Integrated Pollution Prevention and Control (IPPC) Reference Document on Best
Available Techniques in the Pulp and Paper Industry
2
IPPC; EU Directive 96/61/EC
3
Water consumption reduction through application of the BREF for pulp and paper industry in
example paper mills - Feasibility, measures and local implications. Funded by the European
Commission within the 5 th Framework programYou can also read