Epoxy resins thermosetting for mechanical engineering - De ...
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Open Engineering 2021; 11: 797–814
Regular Article
Heru Sukanto*, Wijang Wisnu Raharjo, Dody Ariawan, Joko Triyono, and Mujtahid Kaavesina
Epoxy resins thermosetting for mechanical
engineering
https://doi.org/10.1515/eng-2021-0078 industries. Epoxy is also widely used as a binder in paints
received January 13, 2021; accepted June 01, 2021 to improve the resistance of painted materials from cor-
Abstract: This review presents various types of epoxy rosion [2].
resins and curing agents commonly used as composite There are two epoxy resins families, namely, (1) aro-
matrices. A brief review of cross-linking formation and the matic epoxy saturated ring and also called aliphatic and
process of degradation or decomposition of epoxy resins by (2) nonaromatic saturated ring epoxy and also called
pyrolysis and solvolysis is also discussed. Mechanical engi- cycloaliphatic. The presence of aromatic rings on ali-
neers are given a brief overview of the types of epoxy resin, phatic epoxy improves the resistance of the epoxy to
which are often applied as composite matrices considering ultraviolet rays and usually is used for outdoor applications.
that they currently play a large role in the research, design, The aliphatic epoxy family comes from the monomer digly-
manufacturing, and recycling of these materials. cidylether of bisphenol A (DGEBA), while the cycloaliphatic
epoxy family (CAE) comes from the 3,4-epoxycyclohexyl-
Keywords: epoxy resins, curing agents, decomposition 3,4-epoxycyclohexana carboxylate [3]. For applications as
matrices of composite materials, conventional difunctional
epoxy is used. However, some high-performance and cri-
tical defense applications require the use of epoxy with
1 Introduction higher functionality, tri or tetrafunctional epoxy, which is
called multifunctional epoxies [4].
Epoxy resins are classified as thermoset polymers that For producing fiber-reinforced polymer composites,
have unique characteristics when manufacturing, such especially carbon fiber reinforcement (CFRP), only cer-
as low pressure required to make products, very small tain types of epoxy resins can be properly applied as
cure shrinkage, and low residual stresses. They can be matrices for carbon fiber (CF). The existence of a large
used in a wide temperature range with the selection of the number of epoxy resins and curing agents requires that a
right curing agent to adjust the level of cross-links. In the material engineer must be careful in choosing the type of
marketplace, epoxy resins are available in the liquid form epoxy for sizing, prepreging, and molding purposes.
with low viscosity and powders (solids) [1]. Generally, Table 1 presents the common types of epoxy resins and
concerning both the manufacturing characteristics and curing agents that are used for research and commercial.
the performance of products, epoxy resins are widely This article elaborates fiew types of epoxy resins that
applied as structural adhesives, surface coatings, engi- are applied frequently in mechanical engineering for
neering composites, and electrical insulation. Substitu- creating a fiber-reinforced polymer composite with ther-
tion of tools made from metal, wood, and other materials moset matrix. The effects of curing agent on the proper-
with epoxy resin has been proven to increase efficiency ties of cured epoxy resin is a significant topic, and it will
and save production costs and accelerate processes in the be described in this article as well. Furthermore, the most
urgent problem of using epoxy resins in the form of com-
posites is how to recycle them or recover the reinforcing
* Corresponding author: Heru Sukanto, Mechanical Engineering fibers used. Technologically, it is discussed in this article
Department, Universitas Sebelas Maret, Surakarta, Indonesia, in the section on decomposition and degradation of
e-mail: herusukanto@staff.uns.ac.id epoxy resins.
Wijang Wisnu Raharjo, Dody Ariawan, Joko Triyono: Mechanical
Mechanical engineers has to know the ins and outs of
Engineering Department, Universitas Sebelas Maret, Surakarta,
Indonesia
thermoset epoxy resin because of almost entirely of the
Mujtahid Kaavesina: Chemical Engineering Department, Universitas fiber-reinforced composite materials for construction use
Sebelas Maret, Surakarta, Indonesia epoxy resin as a matrix. Mechanical engineers must know
Open Access. © 2021 Heru Sukanto et al., published by De Gruyter. This work is licensed under the Creative Commons Attribution 4.0
International License.
798 Heru Sukanto et al.
Table 1: The epoxy resins and curing agents commonly used in researches and productions
Resin epoxy Curing agent Application Ref.
DGEBA Cycloaliphatic diamine, bis p-amino cyclo-hexyl CF sizing [5,6]
methane
Phenylglycidylether Cyclohexanedicarboxylic anhydride Research of CFRP [7]
composite
Tetraglycidyl diaminodiphenyl methane Diaminodipenyl sulfone (DDS) Prepreg CFRP [8]
(TGDDM)
DGEBA Aliphatic polyethertriamine CFRP sheet [9]
DGEBA Anhydride CF sizing [10]
DGEBA and diglycidylether of bisphenol F Trioxatridecane diamine Adhesive [11]
(DGEBF)
DGEBA Mixing of diethylene-triamine and Civil construction [12]
triethylenetetramine
Diglycidylester of hexahydrophthalic acid and Hexahydrophthalic anhydride and CRFP composite [13]
3,4 epoxycyclohexyl methyl-3,4 epoxy- methylhexahydrophthalic anhydride
cyclohexane carboxylate
TGDDM and novolac resin DDS CRFP composite, [14]
modified by novolac
resin
DGEBA, merk Araldite GY-250 with solvent of 90 wt% isophorone diamines (Vestamin IPD) and CFRP composite [15]
triglycidylether of trimethylolpropane 10 wt% trimethyl hexamethylene diamine
(TGETMP) (Vestamin TMD)
4,5-Epoxy cyclohexane 1,2-dicarboxylate Polyamine dan acid anhydride Prepreg CFRP [16]
diglycidyl
in detail the properties of the epoxy resins with respect to mono and diamines, amino phenols, heterocyclic imides
their mixing with the curing agents in various ratios, the and amides, aliphatic diols, and polyols and dimetric
shear strength of their interface with the fiber reinforcement, fatty acids. Epoxy resins derived from epichlorohydrine
their behavior in environmental exposure and the strategies are termed glycidyl-based resins. Alternatively, epoxy
to decompose or recycle them. Regarding the preparation of resins derived from aliphatic epoxidized compounds or
epoxy resin raw material, the detailed mechanism of the cycloaliphatic dienes are prepared by direct epoxidation
stoichiometric reaction that occurs along with the accompa- of cycloolifin compounds by parasetic acids [17]. Refer-
nying energy is part of the object of discussion, which is the ring to Table 1, the most common types of resin used in
responsibility of the chemical engineer. Generally, both CF composite fabrication are briefly explained in the fol-
engineers will work together when trying to find a solution lowing description.
to the impact of the use epoxy resins on humans and envir-
onments. Currently, many methods and technologies for
recycling fiber-reinforced epoxy resin composites are under
development with a focus on recycling reinforcing fibers in 2.1 Epoxy resins of bisphenol A and
new composite products. bisphenol F
DGEBA epoxy resin thermoset is constructed through com-
bining reaction between epichloro-hydrin and bisphenol A
2 Epoxy resin types and with involving standard catalyst such as NaOH, as illu-
synthesizing/manufacturing strated in Figure 1. The epoxy has been estimated to cover
75% of the volume of industrial and home needs [17]. The
The most dominant epoxy resin commercially made by properties of DGEBA epoxy resin depend strongly on the
the synthesis reaction of a compound consists of at least length of the polymer chains. Low-molecular-weight (MW)
two active hydrogen atoms and epichlorohydrin followed long polymer chains epoxy resins tend to be in the liquid
by a dehydrohalogenation process. The compounds in state, and high MW epoxy resins may be in the form of jelly
question can be derived from polyphenolic compounds, or solid. DGEBA oligomers usually contain a number of
Epoxy for mechanical engineering 799
Figure 1: Formation of DGEBA from bisphenol A and epichlorohydrine [19].
certain hydroxyl groups that play an important role as cat- 2.2 Cycloaliphatic epoxy resins
alysts in the kinetics of the curing process. In addition, two
oxirane (ethylene oxide – C2H4O) function groups enable to Cycloaliphatic epoxy resin (3′,4′-epoxycyclohexymethyl
create epoxy with a three-dimensional structure. The oxirane 3,4 epoxycyclohexane carboxilate [CAE]) is well known
is highly reactive to nucleophilic compounds such as amines; in the market by the name of GPE-221 and is obtained by
thus, the highest cross-linked level of DGEBA epoxy resin is reaction between 3′ cyclohexenylmethyl 3-cyclohexene-
achieved through the addition of aliphatic or aromatic dia- carboxylate (cyclo-olefin) and parasitic acid. Figure 3
mines [18]. shows the chemical structure of CAE. This epoxy resin
DGEBF is manufactured similar to DGEBA, but the is recognized by the characteristic of the absence of a
bisphenol F group is used to substitute the bisphenol A saturated aromatic ring. CAE is generally in a liquid
group. The bisphenol F compound is obtained by the form with low viscosity, and thus, it is widely used for
reaction of phenol (C6H6O) in excessive amounts of for- sizing or coating a fiber because of its good wetting ability
maldehyde (CH2O), as shown in Figure 2 [20]. even on oily surfaces [13]. CAE has an aliphatic “back-
Bisphenol F has a lower viscosity and is slightly higher bone,” and its molecular structure is completely satu-
functional than bisphenol A. DGEBF does not adversely rated. Anhydrides that form with heating or UV light is
affect the mechanical properties of cured thermosets, has usually used for the CAE curing process. The molecular
similar chemical reactivity as liquid bisphenol A epoxy structure of CAE shows high resistance to ultraviolet ray
resins (DGEBA), has a good established track record as a and excellent thermal stability, and hence, CAE is used
crystallization inhibitor for liquid DGEBA epoxy resins, and to make components for outdoor and high-temperature
greatly reduces the viscosity of liquid DGEBA epoxy resins. exposure applications [22]. Another utilization of this
Alternatives to DGEBF are continually being sought for use epoxy resin is as an additive to improve the characteristic
with bisphenol A-based epoxy resin composition to provide of the bisphenol A epoxy resin [23].
improved crystallization resistance while maintaining or
improving other performance attributes at an affordable
price [21]. The application of bisphenol F is often found in
constructions that require high chemical resistance, such as 2.3 TGDDM epoxy resins
in tank and pipe systems, floors, coatings, varnishes, and
adhesives. TGDDM belongs to the multifunctional epoxy resin group
that has a higher cross-linked density than bisphenol A
Figure 2: Formation reaction of bisphenol F from formaldehyde and Figure 3: Formation reaction of GPE-221 from cycloolefin and peracetic
phenol [20]. acid [24].
800 Heru Sukanto et al.
Figure 4: Formation reaction of TGDDM from DDM and epichlorohydrine [26].
epoxy and its thermal and chemical resistance properties increase in MW of novolac resins has an effect on an
are better. A tetrafunctional epoxy resin based on a reac- increase in resin functionality that can be achieved by
tion between 4,4-diaminodiphenyl methane (DDM) and changing the ratio of phenol and formaldehyde. Gener-
epichlorohydrin has been widely applied in the fabrica- ally, the ratio ranges between 1.49 and 1.72. The reaction
tion of fiber-reinforced composites [25,26]. The reaction of novolac resin formation, as in Figure 5, must occur at
of these two compounds produced an epoxy of 4,4′- 160°C for 2–4 h to ensure the formation of novolac resin
TGDDM, as shown in Figure 4. The synthesis of TGDDM and releasing water vapor as an excess of the product
resin requires approximately 6 h, of which 5 h is used for [29]. The epoxide group in novolac resins contributes to
binding chloride via NaOH to produce chloride salt, which high cross-link densities, and so novolac resins have
then becomes precipitated with the help of toluene. A thermal and chemical properties that are ideal for both
multifunctional epoxy resin with a diaminodiphenyl base composite adhesives and matrices [30].
allows the methane group to be replaced by a group such
as ether, ester, or sulfur [27].
3 Curing agents for epoxy resins
2.4 Novolac epoxy resins Epoxy resin polymers form a solid, infusible and inso-
luble three-dimensional cross-linked network through
Novolac resins are made by condensation of phenol and a curing process. The curing process of epoxy resins
formaldehyde with an acid catalyst followed by the requires additional substances called hardeners or curing
results of condensation with epichlorohydrin [28]. The agents to be able to create cross links. The curing agent
Figure 5: Synthesis reaction of novolac epoxy resins [28].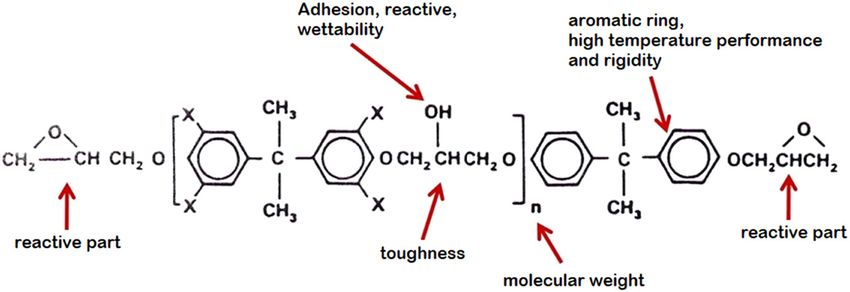
Epoxy for mechanical engineering 801
affects the viscosity and reactivity of epoxy resins and additional energy. It is very beneficial for coating and
determines the type of chemical bond and the level of adhesion work in complex structures. Other amine curing
cross links formed. In general, the epoxy crystal structure agents require heating in the curing process, which is
is affected by the curing process, and the parameter is sometimes difficult or impossible for certain structures
classified as amorphous, not homogeneous, structure and require additional energy. However, aliphatic amines
with high cross-link density [31]. Epoxy resins can be require high temperature in the post-curing stage to get
cured by amine, thiol, and alcohol compounds [32], a perfect curing reaction [34]. The main limitation of
and some of them are presented in Table 1. Based on epoxy resins with a curing agent using the aliphatic
the chemical composition, the epoxy curing agent is amine is that it cannot form a cross-link network system
further divided into amines, anhydrides, alkalis, and cat- at glass temperature (Tg) above 120°C. For anticipat-
alysts [30]. The first two curing agents are widely used for ing this weakness, an aromatic amine curing agent is
constructing a composite system. used. Although aromatic amines require temperatures
of 250–300°C during the curing process [35], the thermo-
setting epoxy resins are also able to withstand high tem-
peratures and hence they are mostly used as a matrix
3.1 Amine curing agents system in structural composites.
Amine compounds are the type of curing agent that
is most widely used for the formation of epoxy resin
thermoset. Amine compounds are classified into three 3.2 Anhydride curing agents
categories based on their characteristic of nucleophilic
reactivity, namely, aliphatic, cycloaliphatic, and aromatic. An epoxy-anhydride thermoset system generally shows
The density of the cured cross link network of epoxy resins low viscosity and long pot life, low exothermic heat reac-
can be carefully designed by selecting the type of epoxy tion, and very small shrinkage when cured at high tem-
monomer and amines hardener such that the stoichiometry peratures. The curing process occurs slowly at 200°C
equilibrium state is met. High functional epoxy resins with and is usually catalyzed with a Lewis base or acid or
low MW will produce high cross-linked network after curing tertiary amines or acids compounds. Catalyst concentra-
with amine compounds. Figure 6 shows the chemical struc- tion needs to be carefully calculated based on the type of
ture of four curing agents of amine types. anhydride curing agent for obtaining epoxy resin that is
The number of hydrogen atoms in an amine molecule resistant at high temperatures. Practically, curing results
determines the functionality of amines. The primary of an epoxy-anhydride system can produce epoxy thermo-
amine group that has two hydrogens bound to nitrogen set that exhibits excellent thermal, mechanical, and
will react with two epoxy groups, while the secondary electrical properties by mixing 1 of part epoxy with 0.85
amine will just react with one epoxy group. The tertiary part of anhydride [36]. Commercially, there are several
amine group that has no active hydrogen atom will not types of anhydride curing agents with varying chemical
react with epoxy groups, but it will act as a catalyst that structures, as shown in Figure 7. All anhydrides are
can speed up the curing process [33]. hygroscopic to moisture, so they need to be carefully
The advantage of aliphatic amine is that it can cure coded to the environment before and during the curing
epoxy resins at room temperature, so it does not require process.
Figure 6: Chemical structure of several curing agents of amines [32].
802 Heru Sukanto et al.
Figure 7: Chemical structure of anhydride epoxy resins [37].
4 Epoxy resin state before curing characterization of the thermoset epoxy structure. Hydroxyl
groups can potentially become reactive to curing agents or
Commercial polymers are not mostly complete as a pure hardeners, and thus, their concentration determines the
single homogeneous material with a structure as stated epoxy/hardener stoichiometric equilibrium. This secondary
on the name plate. In epoxy resins, the products some- alcohol compounds can also act as a catalyst for the reac-
times consist of small amounts of isomers, oligomers, and tion between the hardener and the epoxy group. Other
other elements or compounds. Generally, epoxy resins hydroxyl groups are α-glycol, which is formed from the
are characterized by epoxy content, viscosity, color, den- hydrolysis of the epoxy group and phenolic hydroxyl that
sity, hydrolysable chloride, and volatile elements. In is generated due to the imperfection reaction of phenol
addition, MW, MW distribution, oligomer composition, when epoxy resins are produced from bisphenol A with
functional groups, and impurities of epoxy resins are cal- high concentrations. The α-glycol concentration can be
culated through measurements of gel permeation chroma- determined by the periodic acid method or lithium alu-
tography, high-performance liquid chromatography, and minum hydride, which only reacts with active hydrogen
other analytical procedures such as nuclear magnetic reso- atoms [39]. Because α-glycol usually appears in small
nance and infrared spectroscopy. The resin components amounts, it is necessary to be careful in measuring an accu-
that are in the form of α-glycol and chlorine have been rate result. Phenolic hydroxyl is obtained frequently in low
known to affect the reactivity and formulation of the resin amounts and concentrations. This concentration can be
that depends on its interaction with the resin composition determined by acetylation with acetic anhydrides in a solu-
such as a basic catalyst (tertiary amine) and/or amine tion of pyridinium chloride. The epoxy group will react with
curing agent. Knowing the type and level of chlorine can two acid groups, while the hydroxyl group will be converted
be used as a guide in regulating formulations to obtain to an ester [40].
reactivity and ideal flow [24]. Epoxy resins with high chloride content are able to
The epoxy content is the most common measurement have a lower thermal stability, especially when they are
analysis performed on epoxy resin. The epoxy content cured with a hardener of amine. Meanwhile, flame retar-
is expressed as an epoxide equivalent weight (EEW), dancy has commonly become a special requirement that
namely, the number of grams of resin containing 1 g thermoset epoxy resin must have, and hence, the epoxy
equivalent of the epoxy group. EEW is an initial require- resin manufacturer or designer must be able to formulate
ment for creating thermoset epoxy to predict the number compositions that are satisfactory for thermal appli-
of stoichiometrically balanced cross links. The methods cations. In bisphenol A epoxy resins, the presence of
for measuring epoxy content usually involve reactions chloride has a destructive effect on the electrical proper-
with halogenic acid to open the epoxy ring and produce ties when they are applied as semi-conductor coating
halohydrin [38]. compounds [41]. The color and reactivity of the resin
The concentration of secondary hydroxyl alcoholic can also be bad due to the presence of chloride. Active
group in epoxy resin is very important to be known for chloride may block reactions of epoxy resins with lowEpoxy for mechanical engineering 803
base catalysts (such as tertiary amines). When organic
chloride bonds appear in epoxy resins, they reduce the
functionality of the epoxy resin, and resin cross-link net-
works become weak.
5 Curing phenomenon of epoxy
resins
As a polymer material, epoxy resins are described as a
long chain of continuous carbon–carbon bonds, leaving
two valence bonds that are important for binding hydrogen
or other relatively small parts of hydrocarbons. Figure 8a–c
show the linear polymer configuration scheme without
Figure 9: TTT diagram of isothermal curing process for the thermoset
cross links such as mostly found in thermoplastics struc-
system [44].
tures. Other types of chains form networks as a result of
chemical interactions between linear polymer chains or
the buildup of monomer resin reactants that have a three-
fluid to become solid in the thermoset process. At the mole-
dimensional net configuration, such as the schemes shown
cular level, gelation is related to the beginning of molecular
in Figure 8d and e. The interaction process is called the
branching generation from the very high end of MW forma-
cross-linked process. It is the main distinguishing element
tion. The gelation process is accompanied by a drastic
of thermoset resin materials with other types of polymer
increase in viscosity and a decrease in the diffusional pro-
materials. The cross-linking process can take place with
cess of the condensed phase and the processability of the
heat energy input, and some of them occur at room tem-
material. The molecular network structure in the gelation
perature (25°C) through the epoxy resin curing mechanism.
phase becomes an elastomer at a certain temperature if the
The epoxy curing process is an important factor influ-
inter-point segment of the network is flexible. If the segment
encing the quality and performance of the epoxy resin.
does not move due to subsequent chemical reactions or
The mechanism of the epoxy resin curing phase can be
due to cooling, the structure will turn gray into a glassy
traced by following the time temperature transformation
or vitrified condition. Thus, the vitrification process usually
(TTT) diagram, as shown in Figure 9. In the TTT diagram,
follows gelation as a consequence of the increasing MW
the time for gelation and vitrification is plotted as a function
and the subsequent cross-linked process, which causes a
of isothermal curing temperature. Gelation and vitrification
decrease in the degree of freedom of the structural tissue.
are two macroscopic phenomena that are encountered as a
Vitrification occurs during isothermal curing when the glass
consequence of chemical reactions changing the state of the
transition from the reactants reaches the curing tempera-
ture. The vitrification process is identified by slowing down
chemical reactions [43].
Based on the TTT diagram, the S-shaped vitrification
curve and gelation curve divide the TTT diagram into four
phases of the thermoset curing process, namely, liquid,
gelled rubber, ungelled glass, and gelled glass. Tgo is the
glass transition temperature of the unreacted resin mix-
ture, Tg∼ is the glass transition temperature of a fully
curing resin, and Gel.Tg is the intersection point between
vitrification and gelation curves. In the initial stages of
curing before gelation or vitrification, the kinetic epoxy
curing reaction can be controlled. When vitrification
Figure 8: (a–c) Schemes of linear configuration polymers, (d) lightly occurs, the reaction takes place by diffusion, and the
cross-linked network polymer, and (e) highly cross-linked network rate is lower than in the liquid phase. Increasing the cross
polymer [42]. link in the glass phase leads to diminishing the rate of804 Heru Sukanto et al.
reaction and even may stop the reaction. In the region process and/or curing shrinkage due to solvent loss.
between gelation and vitrification (rubber region), reac- This influence contributes to the failure of adhesion,
tions can occur from kinetic to diffusion. The competition which often results in metal coating and large-dimen-
of these reactions causes the minimum vitrification tem- sional composite components, especially when Tg of
perature seen in the TTT diagram between Tg∼ and Gel.Tg. epoxy cross-link approaches Tc. Many efforts have been
When the curing temperature is just increased, the reac- made to overcome this phenomenon by focusing on
tion rate will increase and the vitrification time will understanding the mechanism of stress generation and
become slow, and thus, the diffusion reaction starts minimizing these stresses by modifying the curing and
to defeat the progression of the kinetic reaction rate. post-curing cycles. One practical way is to set the final
Finally, domination of diffusion reactions in the rubber curing temperature above the glass transition tempera-
area brings down all reaction rates so that an increase in ture [49]. The thermoset system phase diagram needs to
vitrification time is seen. At Tg∼, the reaction does not be analyzed in each curing condition to avoid the incom-
occur completely. As the curing process takes place, the pleteness and error of the curing process. The curing
viscosity of the epoxy system increases as a result of an process under different external isothermal conditions,
increase in MW. The reaction becomes diffused and even- such as constant heating rate, adiabatic, and mold wall
tually stops when the epoxy is vitrified [45]. After the temperature, are indicated by trajectories in the TTT dia-
reaction has stopped, the curing process is replaced by gram [50].
post-curing by elevating the temperature to obtain max-
imum curing and improvement of the epoxy character.
Post-curing is only effective at temperatures above Tg∼.
However, it must be noted that at a temperature slightly 6 Curing reaction of epoxy resins
above Tg∼ and when time is sufficient, degradation of the
epoxy system’s cross-link network will occur. Thus, con- Conversion of epoxy resins from a liquid state into solid
trolling temperature and curing time must be done care- and hard thermosets can occur through several cross-linking
fully because of the potential for “over-curing.” mechanisms. Epoxies can be catalytic homo-polymeriza-
One important application of the TTT diagram is to tion or form heteropolymers through compounding reac-
manage the curing temperature (Tc) and the heating rate. tions with functional epoxide groups or curing agents
When Tc is too low, vitrification can occur before gelation [51]. Epoxy homo-polymerization is generally initiated by
and subsequent reactions may not be completed. This tertiary amines, imidazole, and ammonium salts invol-
condition results in the incomplete structural network ving complex reactions. This reaction produces epoxy
and degrading performance of epoxy resin. This phenom- resin characters that are practically undesirable, namely,
enon is generally related to the process of curing at room (a) the reaction rate is low and (b) the main structure of
temperature or curing with radiation [46]. Furthermore, the chain is short. This short chain is found in DGEBA
the relationship between reactant mixing and the Gel.Tg homopolymerization contributing to a low glass transi-
point must also be noted. Epoxy resins and curing agents tion temperature (Tg is about 100°C). This epoxy system
must be thoroughly mixed before the Gel.Tg point because is not often found in commercial applications. Some
of the rapid addition of viscosity to the Gel.Tg point will research is carried out to find the catalysts that meet
inhibit the mixing of reactants and produces inhomo- the technical and economic requirements in the epoxy
geneity in structure and morphology and defects in curing resin homo-polymerization process. One of them is the
results [47]. dimethyl-aminopyrine catalyst. This catalyst is able to
Special properties of epoxy resins for coatings and increase the polymerization rate and extend the main
composites are largely determined by the curing and chain of DGEBA resin indicated by high cross-link density
quenching processes. It is related to a phenomenon and its glass transition temperature of 160°C [52]. Mod-
known as internal stress or residual stress and physical ification of epoxy homopolymerization can also be done
aging of epoxy resins [48]. Internal stress arises mainly by presenting a multiwalled carbon nanotube (MWCNT)
because of the reduced capacity of the epoxy resin cross within tertiary amines. Research showed that MWCNT is
link to expand or contract at the same rate to the coated able to speed up the process of curing epoxy resins up to
material or substrate. This case is triggered by a mis- two times. Nano carbon is also bonded very well in epoxy
match of thermal expansion coefficient between the sub- resins and is distributed in both single and bundle forms.
strate (such as metal, glass, fiber, and ceramics) and the Consequently, the distribution and infiltration of nano
cross-linked epoxy during the nonisothermal curing carbon can increase the glass transition temperature,Epoxy for mechanical engineering 805
which is proportional to the nano carbon concentration and catalysts. Curing agents sometimes also function as
in epoxy [53]. thinners (co-reactive diluent) to improve the epoxy resin
Unlike heteropolymer epoxy resin systems consisting flowability [56].
a number of expensive, toxic, and volatile curing agents, In epoxy monomers, epoxy or oxirane groups have
homopolymerization epoxy curing systems just use a three carbon-bonded rings that are ready to undergo
small amount of catalyst to substitute the function of ring-opening reactions with a number of curing agents
the curing agent. The selection of catalyst type and or hardener. Every monomer there is a reactive epoxy
amount determines dominantly the final properties of portion at the end of each molecule. Other parts of the
the epoxy resin. For example, the addition of 5 wt% of epoxy monomer are shown in Figure 11. Commercial
epoxide-terminated hyperbranched polyether (EHBPE) DGEBA epoxy resin monomers have an average MW of
to the DGEBA epoxy resin was able to simultaneously 340 g/mol, and some modification of these monomers
improve the tensile strength of the epoxy by 47%, tough- results in a MW of 380 g/mol (Epicote 828) [58]. The
ness of 19%, and a glass transition temperature of 173°C. hydroxyl group can help for adhesion, wetting the sur-
The mechanism of homopolymerization and a possible face during the application or curing process, and also
structure of the epoxy resin are shown in Figure 10 [54]. having a function as an additional reactive part in the
Almost all of thermoset epoxy resins are made by the nucleophile reaction. These curing and nucleophile reac-
heteropolymerization mechanism through very compli- tions contribute greatly to the formation of thermoset
cated reactions with curing agents. For the purposes of chains and cross links.
CFRP composite matrices, epoxy resins are often com- In mechanical engineering applications, epoxy resins
bined with other additive ingredients for matching with of DGEBA base are the most dominantly used both in
the composite property requirements. For example, the state of pure and modification in MW through variations
composite CFRP prepreg FIBREDUX 913C was made by of the ratio of epichlorohydrin to bisphenol A [59]. When
Ciba Geigy Co., which is used for Boeing aircraft compo- DGEBA resin is added by a hardener containing primary
nents. This material was constructed from CF surrounded amine, this hardener reacts to an epoxide ring to form a
by an epoxy resin matrix, which was composed of a mix- secondary amine and a hydroxyl group. Then, the secondary
ture of tetrafunctional epoxy resin (TGDDM), low MW amine undergoes further reactions with other epoxide
resin (DGEBA), hardener of dicyanodiamide (DICY), and groups producing additional hydroxyl groups and making
DDS, and a mixture of dichlorophenyl dimethylurea, tertiary amines. This reaction continues until all active
polysulphone hard catalyst-based bisphenol A and poly- groups of hardener and/or epoxy resins have completely
sulphone type polyarylether [55]. This compound requires reacted and reached the phase of complete vitrification. An
a very complex polymerization reaction. However, the ideal schematic diagram depicting epoxy resin curing using
complexity of heteropolymerization of epoxy resins can amine hardener is presented in Figure 12a.
be simplified by taking into account the principal consti- In addition to the amine curing agent, epoxy resin
tuent components, namely, polymer resins, curing agents, systems with anhydride hardener are also widely used
Figure 10: Homopolymerization of DGEBA with EHBPE catalyst and epoxy structure prediction after the completed curing process.
Homopolymerization has always left an unreacted epoxy group [54].806 Heru Sukanto et al. Figure 11: Parts or situses of a compound constructing epoxy DGEBA monomer [57]. commercially. Because the anhydride group cannot react The reaction leading to network formation during the directly with the epoxy group, the anhydride ring first DGEBA resin curing process depends on the curing agent initiates a reaction by binding to the hydroxyl (OH) group used, which will impact the level of epoxy resin reactivity. existing in the system to form a monoester containing a The illustration in Figure 13 schematically explains the net- carboxylate group. Furthermore, the carboxylate group work structure produced by the reaction shown in Figure 12 reacts with an epoxy group to produce an ester and when DGEBA resin is cured using an amine or anhydride hydroxyl bond (called the esterification reaction), as hardener. The DGEBA resin molecule is represented by reac- shown in Figure 12b. Post-curing in this system does tive groups when it reacts with an amines hardener is just not have much effect on the final structure of the epoxy considered to have only two groups of epoxide reactive term- resins [61]. The epoxy group can also react with the OH inals. However, in the case of the curing anhydride system, group in the system forming ether bonds (the reaction is besides the two terminal epoxide groups, there are OH groups called etherification), and if the OH group comes from a that react in the anhydride initiation process. This OH group resin backbone, a homopolymerization reaction will occur. is found in resin backbones, which ideally have one OH group Esterification and homopolymerization reactions are likely in the DGEBA molecule. Amines and anhydrides are schema- to occur with an increase of the curing temperature, either tically represented as tetrafunctional (four hydrogen in amines) with an amine curing agent or anhydride. and bifunctional (two terminal anhydrides) [60]. Figure 12: Networks scheme generated by reaction between epoxy DGEBA and (a) polyetheramine hardener and (b) anhydride hard- ener [60].
Epoxy for mechanical engineering 807
Figure 13: Reactivity diagram of epoxy resin DGEBA within (a) amine curing system and (b) anhydride curing system [60].
Recently, a number of nonlinear multifunctional epoxy chemical cross-link networks. These resins are widely
resins play an important role in the research and the used in applications for coatings, adhesives, composites,
application of epoxy resin material. An example is an cashing electronic products, and others. In applications of
epoxy resin glycidyl amide, namely, TGDDM. Comparing high-performance coatings, adhesives, rubber blends, light-
to conventional bisphenol resins, TGDDM has a lower emitting diode lamps, and solar cell protectors, they are also
density, better flowability and processability, and higher made from epoxy resins with permanent cross-link net-
cross link density after curing. TGDDM has also begun to works via covalent bonding [65]. Due to the existence of
be used in aircraft applications, electronic industries, and the covalent cross-link bonding network, the epoxy resin
other high-tech fields [62]. However, to obtain superior cannot be reformed and reprocessed by heat or by any
properties and characteristics of TGDDM epoxy resin, the solvents [66]. Thus, after the end of life, the thermoset
curing process is still needed to convert these epoxy epoxy resin polymers are very difficult to be recycled
resins from monomers and/or oligomers into macromo- because shortly after curing, these polymers cannot be rep-
lecules with high three-dimensional cross link networks rinted or remolded and decomposed under mild reaction
through the selection of suitable curing agents and conditions [67]. However, concerning environmental
optimal conditions of the curing process [63]. Hardener responsibility and sustainability, the topic of recycling
in TGDDM epoxy resin system plays a crucial role for and reusing of thermoset epoxy materials has become very
determining the mechanism and condition of curing reac- important and interesting. The need for recycling is also
tion, pot life, cross-link network structure, as well as driven by the rapid advancements in electronic technology,
practical application and end-use properties. One curing where most of the chasing uses thermoset epoxy materials
agent that is not yet widely known but has accordance that cause the life of these polymers to be shorter. For
with TGDDM characters is DICY. This hardener is a solid example, cell phones are used for no more than 18 months
powder with limited solubility within epoxy resin at room and computer usage ranges within 3 years duration [68],
temperature. It outplays as a prepolymer with excellent even though the lifespan of a thermoset can reach 30 years.
process capability and stability at room temperature. For This condition will accelerate the volume of thermoset
this reason, DICY is widely used as a thermally latent epoxy waste that needs to be handled wisely recycling. In
curing agent for applications such as laminate, prepreg, addition, the demand for reinforcement fibers reclamation
coating, adhesion, and composite matrices [64]. from composites recycled, which reduces production costs,
tends to grow continuously. For example, CF is an expen-
sive composite reinforcement for CFRP production. Recy-
cling activities have the potential to reuse CF as a cheap
7 Degradation and decomposition composite reinforcement for applications that do not require
high strength structure, and they guarantee the availability
of composites with epoxy resins of CF in the market [69].
matrices Research on composite recycling technology with
matrices of thermoset epoxy resins is currently focused
Thermoset epoxy resins have superior thermal and mecha- on mechanical, thermal, and chemical methods. In the
nical properties as well as dimensional stability due to mechanical recycling process, composites are ground or808 Heru Sukanto et al.
crushed into particles with lengths of 10–50 mm. The density of the cross linked. The thermal stability of aro-
thermal recycling process can burn the epoxy resin matrices, matic epoxy resins is generally higher than that of ali-
so that it can recover the reinforcing fibers. Chemical recy- phatic resins although the density of aromatic epoxy
cling uses solvents to depolymerize or decompose composite cross linked may be lower. Aliphatic or aromatic epoxy
matrices. Some recycling technologies have been applied on copolymerization with self-cured novolac, which is cured
an industrial scale. For example, Filon Ltd in the United by amines, results in higher cross-link density and is able
Kingdom uses a grinding machine to recycle glass fiber rein- to improve the thermal stability of epoxy resins. Conversely,
forced composites, ELG Carbon Fiber Ltd applies the pyro- too much curing agent composition in novolac resins will
lysis process, and Adherent Technologies Inc. in America result in a decrease of thermal stability so that the amines in
applies a wet chemical process to break down thermoset the novolac epoxy resin system may not exceed 15 wt%.
resins to obtain a composite reinforcing fiber [70]. In Ger- Although amines are widely used in epoxy resin systems,
many, SGL carbon uses a solvolysis process to decompose ether bonding shows a better performance in terms of
the epoxy resin matrices and reclaim CF that is then reused thermal stability. The better thermal stability of epoxy resins
for the roof and back seat of a BMW car [71]. Each recycling results in a higher “thermolysis resistance” [73].
method has advantages and disadvantages. Mechanical The thermolysis method basically applies thermal
recycling is suitable for reclaiming glass fiber from compo- energy, which is able to break the polymer bonds and
sites because this fiber has a potential to be damaged during cross-link networks so that the polymer compound decom-
the thermo-chemical process, whereas CF can be recovered poses into atoms or its constituent elements. Pyrolysis and
effectively using thermal and chemical processes [72]. The fluidized bed (FB) processes are the most commonly applied.
following texts will describe the degradation and/or decom- Pyrolysis is decomposed polymers at high temperatures in
position of epoxy resins in CF composites through thermal the range of 300–800°C in the absence of oxygen. Static bed
and chemical processes. pyrolysis reactors are generally used for decomposing of
thermoset resin matrices in fiber-reinforced composites, as
schematically shown in Figure 14. The reactor consists of a
certain volume of chemical tubes heated by an electric or gas
7.1 Thermolysis decomposition of oven. Removable stainless-steel crucible as a composite con-
composites with epoxy resins matrices tainer is placed in the middle of a chemical tube. Four cold-
trap bottles are positioned at the bottom of the chemical tube
The thermal stability of an epoxy resin depends on the to maximize the collection of condensable products. The first
monomer structure, the curing agent structure, and the bottle is cooled with cold water, and others are cooled with
Figure 14: Pyrolysis reactor scheme [74].Epoxy for mechanical engineering 809
ice. The last bottle is given an additional glass wool to catch composite sheet molding compound waste and a mixture
the product in the form of oil mist. Dreschel bottles with of various materials from automotive waste containing an
deionized water are placed after the last condenser glass elastomer modifier can produce hydrocarbon liquids that
trap to remove water-soluble gases. During the pyrolysis have the potential to be used as fuel. In addition, the
process, nitrogen gas is flowed into the reactor to expel pyrolysis gas produced by thermoset material contains
the pyrolysis gas from the reactor’s hot zone to prevent sec- hydrogen, methane, and other hydrocarbon gases, which
ondary reactions from pyrolysis vapor and help in quanti- have high calorific value and the potential to be used as
fying the pyrolysis gases products. Nitrogen gas is generally an energy source for a continuous pyrolysis refinery
preheated to a temperature of 180°C before being flowed into system [77].
the reactor [74]. The mechanism of decomposition of CFRP Some pyrolytic carbon residues are usually produced
composites via thermolysis is illustrated using SEM photo- by the pyrolysis process in the nitrogen environment, and
graphs and graphs of thermogravimetric test results (TGA), these residues are bonded to the surface of the composite
as illustrated in Figure 15. reinforcing fiber. The existence of this residue is the
When polymer matrices are pyrolyzed, it is trans- weakness of the pyrolysis process because it can degrade
formed into smaller molecules at a temperature of 300°C the mechanical and electrical properties of reclaimed
in the oven. This micro molecule is able to evaporate from fibers and potentially aggravate fiber-matrices adhesive-
composite materials and can be used as an energy source ness. The residual quantity is very dependent on the pyr-
because it has a high caloric value. A number of basic olysis process parameters, such as the oven environment,
studies have been carried out regarding the pyrolysis temperature, heating rate, and others. Control of the
process on thermoset resin materials. The thermal degra- parameter values in the pyrolysis reactor is very impor-
dation behavior of DGEBA and tetraglycidyl methylene tant to obtain the results of perfect polymer decomposi-
dianyline epoxy resins is strongly influenced by the tion and obtain clean reinforcing fibers [78]. Pyrolysis
curing agent, amine concentration, and nucleoplicity of CFRP composites at high temperatures in the air envir-
of nitrogen atoms. The presence of sulfur in DDS can onment is able to remove carbon residues but present
improve the thermal stability of epoxy resins so that it oxidation and reduce the strength of CF. Oxygen con-
takes longer or higher temperature during degradation or centration is a major factor of oxygen content on the sur-
decomposition [76]. The composition of the thermoset face of CFs, while epoxy resin decomposition produces
resin matrix in the composite will determine the para- hydrogen, carbon monoxide, and methane and liquid
meters of the pyrolysis process, including the replenish- products such as bisphenol A and amines [79]. In addition,
ment of an additive in the form of a modifier. Pyrolysis of steam pyrolysis is performed at a maximum temperature of
Figure 15: Pyrolysis decomposition mechanism of CFRP composite. (a) SEM images of decomposition steps and (b) TGA testing graph [75].810 Heru Sukanto et al.
600°C and atmospheric pressure. Using superheated Decomposition of the thermoset resin with a FB
steam as an oxidant, the epoxy resin matrices in CFRP occurs by flowing hot air through silica sand bed to com-
composites can be converted to lower MW hydrocarbon posite waste. Figure 16 shows the schematic device and
compounds, CO gas, and CO2 without damaging CF prop- the sequence process of FB. Typically, fine silica sand
erties. At temperatures of 600–800°C, the steam pyrolysis with a particle size of 0.85 mm is used as a bed, which
process only takes 60 min to decompose the thermoset is then converted to a FB by a stream of hot air between
resin [80]. Vacuum pyrolysis, which is applied for recy- 0.4 and 1.0 m/s. Process temperature range is usually
cling automotive shredder residues, is carried out at a from 450 to 550°C. Composite waste pieces decompose
temperature of around 500°C and a pressure below the into fibers and gases in the freeboard reactor due to rapid
atmosphere that is between 1 and 5 kPa. This method is ignition and friction and matrices decomposition carried
capable of producing 27.7% liquid oil and 6.6% hydro- out in the air stream. Furthermore, fibers and gases are
carbon gas, which can all be converted into fuels or their separated using a cyclone separator. Mesh filters are
mixtures [81]. The heating rate also influences the per- usually placed at the bottom of the cyclone separator to
formance of epoxy resin decomposition. Decomposition separate the fiber length or to separate contaminants car-
research in the nitrogen environment with heating rates ried in the air stream [85]. Gasses from epoxy resin
of 2, 5, 10, and 20°C/min showed a shift in the epoxy resin decomposition undergo combustion to oxidize other sec-
degradation zone toward higher temperatures, and the ondary products. This process is suitable for expired com-
Arrhenius conversion rate was reduced when the heating posite components since contents such as rivets, bolts,
rate was increased. At a heating rate of 2°C/min, epoxy and other fittings can be collected in the reactor and the
degradation began at 258°C and ended at 458°C with a reinforcing fibers of the composite can be recycled [86].
residue of 17.9 wt%. Meanwhile, the heating rate of 20°C/min
shows that epoxy begins to degrade at 279°C and ends at
590°C with a residue of 12.1 wt% [82].
Experimental studies related to the pyrolysis process 7.2 Chemical decomposition of composites
generally are efforts to obtain the pyrolysis process para- with epoxy resins matrices
meters to get maximum epoxy resin decomposition results
and reclaim reinforcing fibers without any suffers. Optimization In the process of chemical composite waste recycling, the
has been conducted for achieving a maximum pyrolysis polymer matrices are decomposed by immersing them in
output. Environmental considerations and process costs chemical solutions, such as acids, bases, and other sol-
are taken into account in modeling research and pyrolysis vents. Normally, solvents are chosen based on the ori-
process optimization. For example, CFRP composite pyro- ginal nature of the polymer. Before dissolving, composite
lysis steam with temperature parameters, isothermal waste is usually mechanically cut to increase the surface
residue time, and steam flow rate were optimized to decide area, which can accelerate the dissolution process. Once
optimal parameters using the Taguchi method. Each para- the polymer matrices are dissolved, there will be degra-
meter was made on two levels to determine the strongest dation and decomposition so that the reinforcing fibers
influence of these parameters on decomposition epoxy can be reclaimed. This chemical process produces rein-
resins rate and mechanical properties of CF produced. forcing fibers with the maximum mechanical strength
Normally, two factors are considered in the Taguchi method, and highest resin matrices decomposition ratio. In the
namely, control factors and noise factors. Variance analysis modern chemical recycling process, the decomposition
and standard least-square linear regression were used to of the resin matrices can be obtained by using solvents
analyze experimental results. The optimization results (solvolysis) or water (hydrolysis). Solvolysis uses sol-
show that the rate of thermoset matrices decomposition vents with different conditions (reaction times and con-
correlates directly with the steam/sample ratio, heating centrations) to decompose or to degrade the thermoset
temperature, and the presence of steam at high tempera- resin portion of the composite. Decomposition of epoxy
tures during the final stages of the pyrolysis process [83]. resin using nitric acid solvent media produces a better
The decomposition reaction scheme on a hydrogen fuel decomposition rate than the origin media of sulfur and
cell composite was developed using the shuffled complex hydrochloric acid. The epoxy resin with amine curing
evolution (SCE) method to obtain a set of optimal reaction agent in CFRP composites decomposes up to 99.18 wt%
parameters. The predicted value by the SCE optimization in nitric acid solution [88] while GFRP composites will
method shows good compatibility with experimental data; decompose 99 wt% [89]. Degradation of epoxy resins
thus, it is potentially applicable in practice [84]. in the mild condition (temperatures below 100°C) canEpoxy for mechanical engineering 811
8 Future challenges for mechanical
engineers
Advancement in material technology has led to the crea-
tion of sturdy and lightweight materials. In the automo-
tive and aerospace industries, this demand has been
going on for a long time to reduce the weight of vehicles,
which has implications for reducing fuel consumption.
The trend in electric vehicles development also requires
high-performance smart materials. Fiber-reinforced com-
posites with epoxy matrices have a great opportunity to
meet these needs and demands. Mechanical engineers
must respond to this situation by preparing a composite
composition that is reliable and tested. In other applica-
tions, such as in building construction, fire retardance,
corrosion or weather resistant, robotic, and others mate-
rials also require innovation by mechanical engineers to
Figure 16: Simple schematic of FB CFRP waste recycling reactor [87]. be creative in solving every challenge.
Conversely, the impact of epoxy resin mass produc-
increase the rate of decomposition with mild acid sol- tion in the form of composite waste also requires quali-
vents. A 90 wt% decomposition ratio is obtained by using fied handling so as not to continue into a complex global
a self-accelerating oxidative system that is a mixture case. Any form of waste can be actually reused as long as
of acetone and hydrogen peroxide. Acetone is used to the treatment is accurate and precise. Epoxy in compo-
swell or expand a composite so that it results in an sites can theoretically be recycled into fuel or reused as
increase in the surface area [90]. In general, the use of composite matrices. The biggest obstacle at this time is
chemical solvents with high concentrations will facilitate that there is no technology that can recycle epoxy resin in
the decomposition of thermoset resins but pose a danger a short time and low cost. Pyrolysis offers the fast recy-
to humans and adversely affect the environment. cling process but still requires high cost for investment
Hydrolysis replaces chemical solvents with water or and operation. Meanwhile, solvolysis can be relied on in
alcohol under sub or super-critical states to degrade ther- decomposing epoxy resins at a low cost but requires a
moset polymers and as well anticipate the chemical long processing time. Innovative and creative efforts are
usage damages [91]. Under these conditions, the fluids still needed to obtain recycled parameters that are tech-
have a high ability to diffuse into epoxy resin and will nically and business acceptable.
also form the chemical reaction and make partial oxida-
tion to decompose it. Alcohol is more widely used
because it is easier to conduct to become super critical 9 Conclusion
[92]. Comparing methanol, ethanol, acetone, and pro-
panol, it was found that methanol has a low mass transfer The availability of various types of epoxy resins provides
rate under subcritical condition, while propanol with a wide opportunity for engineers to design composite
three carbon atoms and high solvation capacity performs materials that are most suitable for their applications.
better than methanol and ethanol. However, acetone has The advantages of epoxy resin as a matrix in composite
the best degradation ability of epoxy resins at low tem- materials can be achieved by selecting the appropriate
peratures. The alcohol family is able to decompose epoxy type and the dose ratio of the curing agent. Fiber-reinforced
resin up to 95 wt% for 15 min under the subcritical state. epoxy resin composites, in particular CF, are increasingly
At high temperatures (450°C), ethanol, propanol, and in demand and have the potential to create waste pro-
acetone showed the decomposition ability of epoxy resins blems after the end of their use. The right strategy in the
reaching 78.8 wt%, whereas methanol was only capable recycling process of the pyrolysis or solvolysis method
of 60.2 wt% [93]. has the potential to solve this problem by reclaiming CF812 Heru Sukanto et al.
and reusing processed epoxy resin. Some existing research [14] He H, Li K, Wang J, Gu J, Li R. Effect of novolac resin modiication
and recycling technology can be a reference for developing on mechanical properties of carbon fiber/epoxy composite.
more constructive ideas in solving this waste problem. Polym Compos. 2011;16(2):227–35.
[15] Sprenger S, Kothmann MH, Altstaedt V. Carbon fiber-rein-
forced composites using an epoxy resin matrix modified with
Funding information: The article was funded by RKAT reactive liquid rubber and silica nanoparticles. Compos Sci
PTNBH-UNS through PDD-UNS scheme with contract Technol [Internet]. 2014;105:86–95. doi: 10.1016/
No: 260/UNS27.22/HK.07.00/2021. j.compscitech.2014.10.003.
[16] Zhiyuan Y. Carbon fiber reinforced epoxy resin matrix compo-
sites. Mater Sci Adv Compos Mater. 2018;1(1):1–6.
Conflict of interest: Authors state of no conflict of interest.
[17] Rudawska A. Epoxy adhesives. Handbook of adhesive tech-
nology (3rd ed.). Boca Raton: CRC Press; 2017. p. 415–42.
[18] Amaral C, Rodriguez R, Garcia F, Junior L, Caralho E. Impact of
aliphatic amine comonomers on DGEBA epoxy network pro-
perties. Polym Eng Sci. 2013;54(9):2132–8.
References [19] Li B, Kanari M, Lu D. Epoxy adhesive. Adhesives and adhesive
joints in industry [Internet]; 2019. Available from: http://www.
[1] Drake R, Egan D. Elastomer modified epoxy resin in coating intechopen.com/books/trends-in-telecommunications-
applications. In: Bauer RS, editor. Epoxy resin chemistry II. technologies/gps-total-electron-content-tec-prediction-at-
Washington: American Chemical Society; 1983. p. 1–20. ionosphere-layer-over-the-equatorial-region%0AInTec%
[2] Ratna D, Samui AB, Chakraborty BC. Flexibility improvement of 0Ahttp://www.asociatiamhc.ro/wp-content/uploads/2013/
epoxy resin by chemical modification. Polym Int. 11/Guide-to-Hydropower.pdf
2004;53(11):1882–7. [20] Pham H, Marks M. Epoxy resins. Encyclopedia of polymers
[3] González MG, Cabanelas JC, Baselga J. Applications of FTIR on science and technology. 3rd ed. Weinheim: Wiley-VCH Verlag
epoxy resins – identification, monitoring the curing process, GmBH; 2005. p. 678–804.
phase separation and water uptake. In: Theopile T, editor. [21] Dettloff ML, Karunakaran KR. Epoxy composition with crystalliza-
Infrared spectroscopy-materials science, engineering and tech- tion inhibition [Internet]. Vol. 2012. WO 2012/047537 A2; 2012.
nology. Rijeka Croatia: InTech Publisher; 2012 April. p. 261–84. p. 1–11. Available from: https://patentimages.storage.googleapis.
[4] Ratna D. Handbook of thermoset resins. Shropshire UK: com/79/ba/65/7e034021552f47/WO2012047537A2.pdf
iSmithers Publisher; 2009. p. 424. [22] Yoo MJ, Kim SH, Park SD, Lee WS, Sun JW, Choi JH, et al.
[5] Varelidis PC, McCullough RL, Papaspyrides CD. The effect on Investigation of curing kinetics of various cycloaliphatic epoxy
the mechanical properties of carbon/epoxy composites of resins using dynamic thermal analysis. Eur Polym J [Internet].
polyamide coatings on the fibers. Compos Sci Technol. 2010;46(5):1158–62. doi: 10.1016/j.eurpolymj.2010.02.001.
1999;59(12):1813–23. [23] Pham HQ, Marks MJ. Epoxy resins. Encyclopedia of industrial
[6] Hexion-Chemicals. EPON™ resin 828. Trade Lit Broch. chemistry. Weinheim: Wiley-VCH Verlag GmbH; 2012.
2005;3942(September):1–8. p. 156–238.
[7] Shibata K. Recycling of carbon fiber and epoxy resin from [24] Pham HQ, Marks MJ. Epoxy resins. In: Elvers B, editor.
carbon fiber reinforced plastics [master's thesis]. Kumamoto Ullmann’s polymers and plastics. 1st ed. Weinheim: Wiley-VCH
University; 2014. Verlag GmBH; 2016. p. 1643–732.
[8] Morgan R. Structure-property relations of epoxy used as compo- [25] ECHA: European Chemicals Agency. Substance name: 4,4′-
site matrices. In: Dusek K, editor. Advances in polymer science. Diaminodiphenylmethane (MDA) [Internet]; 2008 Oct.
51st ed. Berlin Heidelberg: Springer Verlag; 1986. p. 1–40. Available from: https://echa.europa.eu/documents/10162/
[9] Morgan RJ, Kong FM, Walkup CM. Structure-property relations d36424e7-b12d-4dd8-832e-6d7e3e283fc3
of polyethertriamine-cured bisphenol-A-diglycidyl ether [26] Choudhary V, Agarwal S, Varma IK. Multifunctional epoxy
epoxies. Polymer (United Kingdom). 1984;25(3):375–86. resins. J Appl Polym Sci. 1993;49(10):1751–8.
[10] Hughes JDH. The carbon fibre/epoxy interface – a review. [27] Mustajǎ F, Bicu I. Multifunctional epoxy resins: synthesis and
Compos Sci Technol. 1991;41(1):13–45. characterization. J Appl Polym Sci. 2000;77(11):2430–6.
[11] Aspin, I, Brownhill, A, Bugg, D. New paste adhesives for [28] Dornbusch M. Basic chemistry of the epoxy group. In:
aerospace application. One day Symposium on Current Dornbusch M, Christ U, Rasing R, editors. Epoxy resins, fun-
Aspects of Epoxy Resins. Balgrave Square, London: Society of damentals and applications. 1st ed. Romania: John Wiley &
Chemical Industry; 2003. p. 1–4. Sons Inc; 2016. p. 21–100.
[12] Gonçalez V, Barcia FL, Soares BG. Composite materials based [29] Pizzi A, Ibeh C. Phenol formaldehydes. In: Dodiuk H, HG S,
on modified epoxy resin and carbon fiber. J Braz Chem Soc. editors. Handbook of thermoset plastics. 3rd ed. New York:
2006;17(6):1117–23. William Andrew Publishing; 2014. p. 25–44.
[13] Kultzow R, Foxhill S. Cycloaliphatic epoxy resin. Thermoset [30] Jin FL, Li X, Park SJ. Synthesis and application of epoxy resins:
resin formulator association [Internet]. Woodlands Texas: a review. J Ind Eng Chem [Internet]. 2015;29:1–11.
TRFA Publiser; 2007. p. 1–6. Available from: https://www.trfa. doi: 10.1016/j.jiec.2015.03.026.
org/erc/docretrieval/uploadedfiles/TechnicalPapers/2007 [31] Sautereau JP, Williams R, Verdu J. Are cured thermosets
Meeting/Kultzow-Huntsman_Paper-Cycloaliphatic Epoxy inhomogeneous? In: Hudgin D, editor. Thermosetting poly-
Resin.pdf mers. 1st ed. New York: Marcel Dekker Inc; 2002. p. 217–36.You can also read