Enhancing Wire-EDM Performance with Zinc-Coated Brass Wire Electrode and Ultrasonic Vibration
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
micromachines
Article
Enhancing Wire-EDM Performance with Zinc-Coated Brass
Wire Electrode and Ultrasonic Vibration
Apiwat Muttamara 1, * and Patittar Nakwong 2
1 Faculty of Engineering, Thammasat School of Engineering, Thammasat University,
Khlong Luang 12120, Thailand
2 Faculty of Science and Technology, Department of Industrial Management Engineering, Phranakhon si
Ayutthaya Rajabhat University, Ayutthaya 13000, Thailand
* Correspondence: mapiwat@engr.tu.ac.th; Tel.: +66-840-906-512
Abstract: This study aimed to investigate the performance of zinc-coated brass wire in wire-cut
electrical discharge machining (EDM) using an ultrasonic-assisted wire on tungsten carbide. The
research focused on the effect of the wire electrode material on the material removal rate, surface
roughness, and discharge waveform. Experimental results demonstrated that using ultrasonic vibra-
tion improved the material removal rate and reduced surface roughness compared to conventional
wire-EDM. Cross-sectional SEM of the white layer and discharge waveform were investigated to
explain the phenomena of ultrasonic vibration in the wire-cut EDM process.
Keywords: wire-cut; ultrasonic vibration; zinc-coated brass; tungsten carbide
1. Introduction
Wire Electrical Discharge Machining (WEDM) is a widely used process in the manufac-
turing industry for producing high-precision components in a variety of materials [1]. One
of the challenging materials to machine with WEDM is superalloy due to its high hardness
and strength. Sharma et al. investigated the effect of wire diameter on the surface integrity
Citation: Muttamara, A.; Nakwong, of Inconel 706, a material used in gas turbine applications, using WEDM. They also investi-
P. Enhancing Wire-EDM Performance gated the effect of wire material on productivity and surface integrity of WEDM-processed
with Zinc-Coated Brass Wire Inconel 706 for aircraft application [2,3]. One of the challenges for materials in WEDM is
Electrode and Ultrasonic Vibration. tungsten carbide. Many researchers have explored the use of wire-cut EDM to improve
Micromachines 2023, 14, 862. https:// the cutting performance of tungsten [4–10]. Naveed et al. investigated the machining
doi.org/10.3390/mi14040862 of curved profiles on tungsten carbide–cobalt composite using WEDM. They found that
Academic Editors: Irene Fassi and
the machining parameters, such as wire tension and flushing pressure, significantly affect
Francesco Modica
the machining accuracy and surface roughness of the machined surface [4]. Jangra et al.
optimized the multi-machining characteristics in WEDM of WC-5.3% Co composite using
Received: 28 February 2023 an integrated approach of Taguchi, GRA, and entropy method [5,6]. They concluded that
Revised: 29 March 2023 the proposed method can significantly improve the machining performance of WEDM.
Accepted: 14 April 2023
Muthuraman and Ramakrishnan optimized the WEDM parameters for WC-Co composites
Published: 16 April 2023
using the desirability approach [7]. They found that the optimal combination of machining
parameters can significantly improve the MRR and surface finish of the machined surface.
Masooth et al. investigated by modifying the Wire-cut electric discharge machining setup
Copyright: © 2023 by the authors.
as turning process [8]. The results revealed that the pulse on time (T-on) and pulse off time
Licensee MDPI, Basel, Switzerland.
(T-off) are more important than wire feed and wire tension. Shah et al. investigated that
This article is an open access article
WEDM of tungsten carbide is influenced by various parameters such as pulse duration,
distributed under the terms and voltage, and wire speed [9]. Parihar et al. investigated the effect of WEDM on the mi-
conditions of the Creative Commons crostructure and mechanical properties of functionally graded cemented tungsten carbide.
Attribution (CC BY) license (https:// The study found that WEDM produced surface damage but the bulk FGCC microstructure
creativecommons.org/licenses/by/ is not affected by machining and the internal structure of the damaged layer had less WC
4.0/).
Micromachines 2023, 14, 862. https://doi.org/10.3390/mi14040862 https://www.mdpi.com/journal/micromachines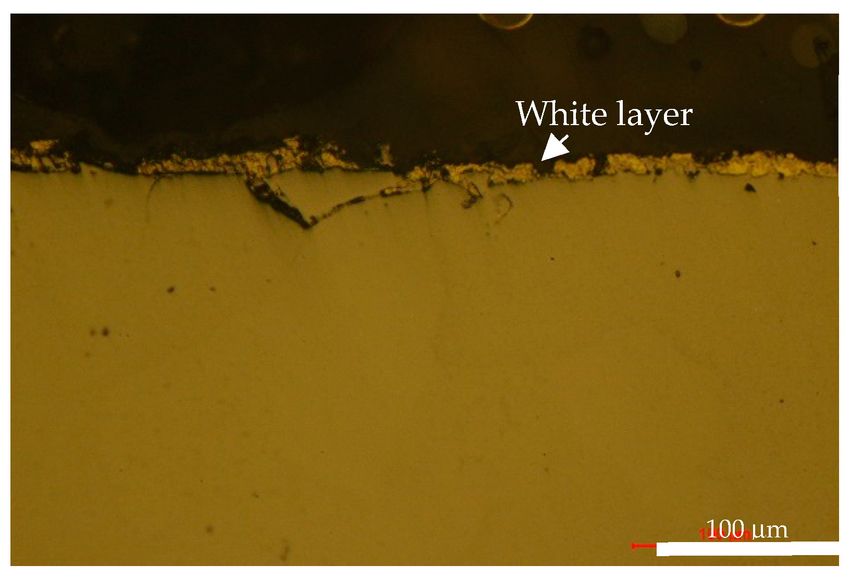
Micromachines 2023, 14, 862 2 of 10
grains as compared to top machined surface [10]. Many researchers compared the perfor-
mance of wire-cut EDM with and without the zinc-coated brass wire electrode [11–15]. The
results showed that using a zinc-coated brass wire electrode significantly improved the
surface roughness and reduced the kerf width and geometrical accuracy compared to the
conventional wire-cut EDM. This is because zinc-coated brass wire electrodes have been
shown to provide better electrical conductivity and corrosion resistance compared to brass
electrode materials. The coating is typically applied to a brass wire using heat treatment to
ensure a tight attachment of the zinc layer to the wire surface. The zinc-coated brass wire
has been found to produce smoother surfaces and reduce wire breakage during WEDM
operations on tungsten [14]. Endo et al. investigated the instability and the machining effi-
ciency is reduced as a result of poor flushing condition in a very small gap and observed the
wire vibration applied to the workpiece, machining efficiency to improve lower discharge
energy and feed rate such that EDM at a constant feed rate can further improve the machin-
ing efficiency [15]. Hirao et al. found that ultrasonic vibration-assisted EDM is expected
to have a better effect on finish machining, especially when there is a small gap between
the electrode and workpiece [16]. Similarly, Wansheng et al. and Gao et al. confirmed that
vibration assistance in EDM improved both the material removal rate (MRR) and surface
roughness [17,18]. Guo et al. [19] implemented ultrasonic vibration in wire-EDM and found
a significant relationship between surface integrity and residual stresses. Their results
indicated that surface roughness is relative to the discharge energy. Singh et al. developed
ultrasonic vibration (UV) in EDM, which has the potential to enhance surface morphology
with high accuracy and repeatability [20]. When vibration is applied to the micro-WEDM
process, discharges are more effective with fewer short circuits [21]. Additionally, there
exists an optimum relationship between vibration parameters, energy, and feed rate, such
that EDM at a constant feed rate can further improve machining efficiency [22,23]. This
study focused on the combination of ultrasonic vibration assistance and a zinc-coated brass
wire electrode to evaluate their effects on the WEDM process for tungsten. The study will
highlight the material removal rate, surface roughness, and discharge waveform during
the process.
2. Materials and Methods
The wire-cut EDM machine used for the study is the Mitsubishi Wire-Cut System
model FA-Advance series. Figure 1 shows photographs of the Wire-EDM machine. The
schematic diagram of the ultrasonic setup for vibration in WEDM is shown in Figure 2,
depicting two modes of vibration, namely vibrated wire and vibrated workpiece [18]. In this
study, the vibrated wire configuration was chosen to investigate its efficacy for this purpose.
The depiction of the ultrasonic arrangement for the wire and workpiece is presented in
Figure 3. The vibration of the wire plays a crucial role in expelling and dislodging debris
from the workpiece, further facilitated by the elevated pressure generated in the dielectric
fluid. The amplitude of the wire increases with frequency, resulting in an increased number
of node and antinode displacements. This higher frequency and amplitude of wire vibration
also generates elevated pressure in the dielectric fluid, facilitating the expulsion of debris
from the workpiece. The correlation between frequency, amplitude, and wire vibration is
shown in Figure 4.
coated brass wire and Table 2 shows CuZn37 alloy compositions for brass wire. Tab
shows physical properties of tungsten carbide and Table 4 illustrates properties of z
shows physical
shows properties
physical of tungsten
properties carbide
of tungsten carbideandand
Table 4 illustrates
Table properties
4 illustrates of zinc-
properties of zinc-
coated brass wire. Parameters considered for the experiment included peak current, pu
coated brass
coated wire.
brass Parameters
wire. Parametersconsidered
consideredfor for
thethe
experiment
experimentincluded peak
included current,
peak pulse
current, pulse
Micromachines 2023, 14, 862 duration, pulse off time, wire tension, and frequency of the ultrasonic 3vibration, of 10 wit
duration, pulse
duration, off off
pulse time, wire
time, tension,
wire andand
tension, frequency
frequencyof the ultrasonic
of the vibration,
ultrasonic with
vibration, a a
with
selected frequency of 40 kHz [22]. The machine conditions are shown in Table 5.
selected frequency
selected of 40
frequency of kHz [22].
40 kHz [22 ]. The
The machine
machineconditions are are
conditions shown
shownin Table 5. 5.
in Table
Figure 1. Wire-EDM machine.
Figure 1. Wire-EDM
Figure
Figure machine.
1.1. Wire-EDM
Wire-EDM machine.
machine.
(a) Vibrated Wire (b) Vibrated Workpiece
(a) Vibrated
(a) Vibrated
WireWire (b) Vibrated
(b) Vibrated
Workpiece
Workpiece
Figure diagram
Figure 2. Schematic 2. Schematic diagram
of the of the
ultrasonic ultrasonic
setup setup for
for vibration in vibration
WEDM (a) inwire
WEDM and(a) wire
(b) and (b)
work-
Figure 2. Schematic
Figure diagram
2. Schematic diagram
workpiece of the
[21]. ultrasonic
of the setup
ultrasonic
Reproduced with for vibration
setup in WEDM
for vibration
permission from in WEDM
Hoang, (a) (a) Yang,
wire
K.T.; wire (b)
andand (b)Mater.
workpiece
S.H., workpiece
Process.
piece [21]. Reproduced with permission from Hoang, K.T.; Yang, S.H., Mater. Process. Technol.;
[18].[18].
published by Technol.; published by Elsevier, 2013.
Elsevier, 2013.
Figure
Figure
Figure 3.3. Principle
3. Principle
Principle of
of debris
of debris removal
removal
debris during
during
removal ultrasonic
ultrasonic
during vibration-assisted
vibration-assisted
ultrasonic WEDM
vibration-assisted WEDM [21]. Reproduced
[18].[18].
WEDM
with permission from Hoang, K.T.; Yang, S.H., Mater. Process. Technol.; published by Elsevier, 2013.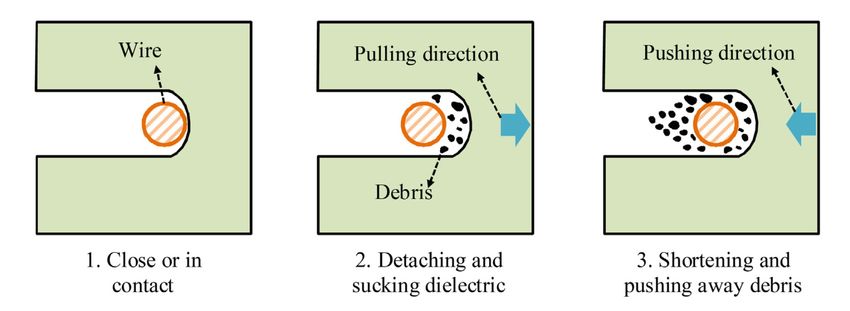
Micromachines 2023, 14, 862 4 of 11
Micromachines 2023, 14, 862 4 of 10
Micromachines 2023, 14, 862 4 of 11
Figure 4. Relationship
Figure between
4. Relationship wire
between vibration
wire amplitude
vibration and
amplitude frequency
and during
frequency ultrasonic
during vibration-
ultrasonic vibration-
assisted WEDM.
assisted WEDM [21]. Reproduced with permission from Hoang, K.T.; Yang, S.H., Mater. Process.
Technol.; published by Elsevier, 2013.
Table 1. Element Compositions of Tungsten Carbide.
The experimental procedure began with the preparation of the workpiece and the
Element
setup of the WEDM machine with aW Cowire and ultrasonic
zinc-coated brass C Ti Table 1
vibration.
shows element %
Weightcompositions 73.98
of tungsten carbide.9.18 11.41 a schematic
Figure 5 presents 5.43 of zinc-
coated brass wire and Table 2 shows CuZn37 alloy compositions for brass wire. Table 3
shows physical properties of tungsten carbide and Table 4 illustrates properties of zinc-
coated brass wire. Parameters considered for the experiment included peak current, pulse
duration, pulse off time, wire tension, and frequency of the ultrasonic vibration, with a
Figure 4. Relationship between wire vibration amplitude and frequency during ultrasonic vibration-
selected frequency of 40 kHz [22]. The machine conditions are shown in Table 5.
assisted WEDM.
Table 1. Element Compositions of Tungsten Carbide.
Table 1. Element Compositions of Tungsten Carbide.
Element W Co C Ti
Element W Co C Ti
Figure 5. Schematic
Weight % of zinc-coated
73.98brass wire. 9.18 11.41 5.43
Weight % 73.98 9.18 11.41 5.43
Table 2. Brass wire–CuZn37 alloy compositions.
Element Cu Al Fe Ni Pb Sn Zn Others Total
min 62.0 - - - - - Rem. -
max 64.0 0.05 0.1 0.3 0.1 0.1 - 0.1
Table 3. Physical properties of tungsten carbide.
Melting Point Density Thermal Elastic Modulus
Figure 5.
Figure 5. Schematic
Schematic of
of zinc-coated
zinc-coated brass
brass wire.
wire. Hardness (HRA)
(°C) (g cm )−3
Expansion (°C) (GPa)
15.7 alloy −6 87.4
2800
Table
Table 2. Brass wire–CuZn37
2. wire–CuZn37 5 × 10
alloy compositions.
compositions. 648
Element
Element
Table Cu
4. Properties Cuzinc-coated
of AlAl brass
FeFe
wire. NiNi
PbPb Sn Sn Zn Zn OthersTotal
Others Total
min
min 62.0
62.0 - - - - - - - - - - Rem.
Rem. - -
Standard
max Wire
64.0 Wire Diameter - - Conductivity
max 64.0 0.050.05 0.10.1 0.30.3
Tensile 0.10.1 Fracture
Strength 0.1 0.1 Load 0.10.1
Diameter Tolerance
(MPa) (N) (%)
(mm) (mm)
Table 3. Physical properties of tungsten carbide.
Table 3.
0.25 +/−0.001 883 (min) 43.3 (min) 20 (min)
Melting Point Density
Melting Point Density Thermal Thermal Hardness Elastic Modulus
Elastic Modulus
◦ C)
((°C) 3) −3 )Expansion
◦Hardness (HRA)
Table 5. Machining (g cm
(g−cm
Conditions. (°C) ( C)
Expansion (HRA) (GPa)
(GPa)
−6
2800
2800 15.7 15.7 5 × 10−65 × 10 87.4 87.4 648
648
Voltage (V) Current (A) Wire Speed (m/min) USM (kHz)
12
Table 4. Properties of zinc-coated brass5 wire. 8 40
Standard Wire Wire Diameter
Tensile Strength Fracture Load Conductivity
Diameter Tolerance
(MPa) (N) (%)
(mm) (mm)
0.25 +/−0.001 883 (min) 43.3 (min) 20 (min)
Table 5. Machining Conditions.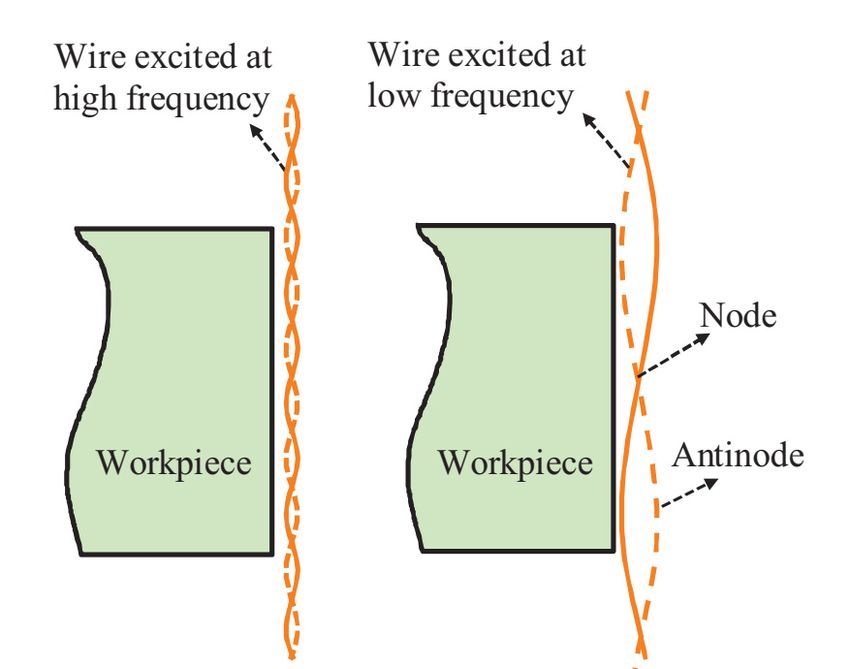
Micromachines 2023, 14, 862 5 of 10
Table 4. Properties of zinc-coated brass wire.
Standard Wire Diameter Wire Diameter Tolerance Tensile Strength Fracture Load Conductivity
(mm) (mm) (MPa) (N) (%)
0.25 +/−0.001 883 (min) 43.3 (min) 20 (min)
Table 5. Machining Conditions.
Micromachines 2023, 14, 862
Voltage (V) Current (A) Wire Speed (m/min) USM (kHz) 5 of 11
Micromachines 2023, 14, 862 5 of 11
12 5 8 40
3. Results and Discussion
3. Results
3. Results and Discussion
and Discussion
3.1. Amplitude Measurment
3.1. Amplitude
3.1. Amplitude Measurment
Measurment
To better comprehend the relationship between the amplitude of ultrasonic vibration
To better
To better comprehend
comprehend andthe the relationship
relationship
WEDM between
performance, between
it the amplitude
is essential theto amplitude theof
of ultrasonic
measure ultrasonic
vibration
amplitude vibration
during the machining
and and
WEDM performance,
WEDM it
performance, is essential
it is to measure
essential to the amplitude
measure the during
amplitudethe machining
during the
process. Figure 6 presents the process of measuring the amplitude during the vibration- machining
process. FigureFigure
process. 6 presents the process
6 assisted
presents WEDM of measuring
the process the amplitude
of measuring
process, where sensors during
the were
amplitudethe vibration-
utilized during the vibration-
to record the amplitude and
assisted WEDM
assisted WEDM process, where
process, sensors
where were
sensors utilized
were to
utilized record
to the
record amplitude
the
frequency of both the tool terminals and the aluminum alloy transduceramplitude and and frequencyhead. The
frequency
of bothofthe
both
toolthe tool terminals
terminals
vibration and theand the
aluminum
amplitude wasaluminum alloy
alloy transducer
measured at atransducer
head. The
frequency head. 40The
ofvibration
kHz,amplitude
and the resulting
vibration amplitude was
was measured at adisplacementmeasured
frequency ofof40the at a
kHz,frequency
wireand of 40
the resulting
vibration kHz, and the
displacement
is illustrated resulting
in Figure 7.ofThe
theamplitude
wire vibration
of the vibration
displacement of the in
is illustrated wire vibration
Figure
obtained is illustrated
7. was
The amplitude
found in Figure
to range 7. The
ofbetween
the amplitude
vibration
18 and 52 of the
obtained
nm, vibration
was found
as shown to range
in the Figure 7.
obtained was found
between 18 and to52
range
nm,between
as shown 18 and 52 nm,
in the Figure as shown
7. in the Figure 7.
Figure 6. Measurement of Amplitude in Vibration-Assisted EDM Process.
Figure
Figure 6. Measurement
6. Measurement of Amplitude
of Amplitude in Vibration-Assisted
in Vibration-Assisted EDM Process.
EDM Process.
5.00E-02
5.00E-02
4.00E-02
4.00E-02
3.00E-02
3.00E-02
Amplitude (μm)
2.00E-02
Amplitude (μm)
2.00E-02
1.00E-02
1.00E-02
0.00E+00
0.00E+00
-1.00E-02 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
-1.00E-02 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
-2.00E-02
-2.00E-02
-3.00E-02
-3.00E-02 Time (ms)
Time (ms)
Figuredisplacement
Figure 7. Wire vibration 7. Wire vibration displacement measurements.
measurements.
Figure 7. Wire vibration displacement measurements.
3.2. Effect of Vibration Assistance on Materials Removal Rate and Surface Roughness
3.2. Effect of Vibration Assistance on Materials Removal Rate and Surface Roughness
This comparison yields valuable insights into the performance differences between
This comparison yields
thesevaluable insights
two methods. intousing
When the performance
the Wire-EDM differences
machine,between
MRR is calculated by using the
these two methods. When using the Wire-EDM
following equation: machine, MRR is calculated by using the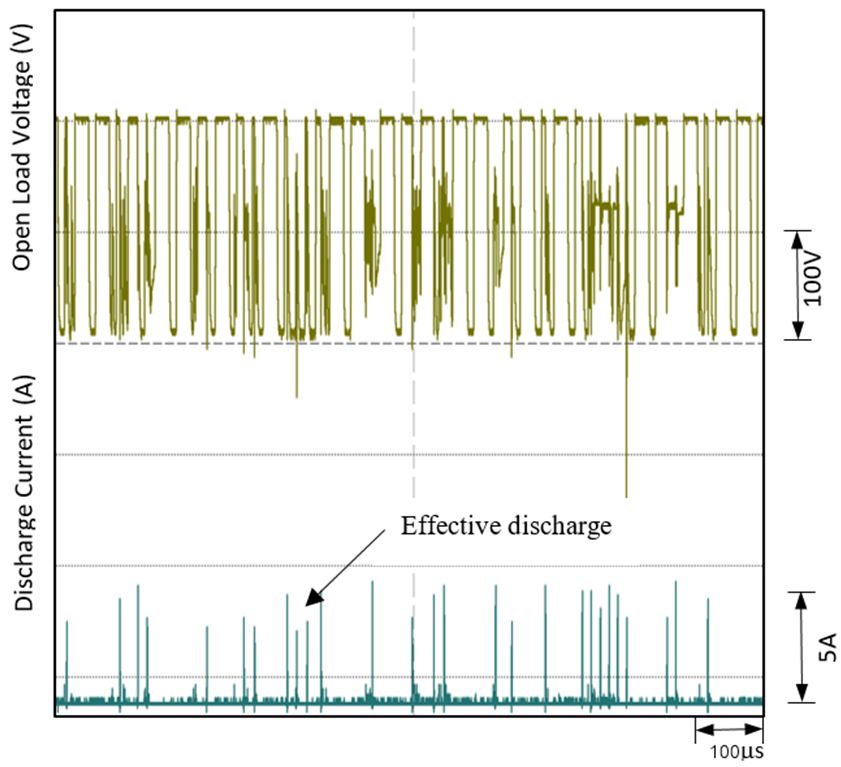
Micromachines 2023, 14, 862 6 of 10
Micromachines 2023, 14, 862 6 of 11
3.2. Effect of Vibration Assistance on Materials Removal Rate and Surface Roughness
This comparison yields valuable insights into the performance differences between
these two methods. When MRR =using
(Feed the × (wire diameter)
rate)Wire-EDM × (work
machine, MRR height)
is calculated by using the(1)
following equation:
where ‘Feed rate’ in mm/min was measured during each trial, and wire diameter and
work height in mmMRR are constant. rate) × (wire
= (Feed Surface diameter)
Roughness number (Ra) was
× (work height)
expressed in microns (1)
and the cut-off lengths were 2 mm. The number of samples used during the machining
where ‘Feed rate’ in mm/min was measured during each trial, and wire diameter and work
experiments varied depending on the specific conditions being tested. In general,
height in mm are constant. Surface Roughness number (Ra) was expressed in microns and
experiments were carried out with at least three samples for each set of machining
the cut-off lengths were 2 mm. The number of samples used during the machining experi-
parameters to ensure the validity of the results. Figure 8 shows a comparison of material
ments varied depending on the specific conditions being tested. In general, experiments
removal rate out
were carried andwith
surface roughness
at least between
three samples USV-WEDM
for each and conventional
set of machining parameters to WEDM,
ensure
yielding valuable insights into the performance differences between these two
the validity of the results. Figure 8 shows a comparison of material removal rate and surface methods.
The application
roughness of ultrasonic
between USV-WEDM vibrations to the wireWEDM,
and conventional electrode via thevaluable
yielding transducer resulted
insights into
in a significant
the performance increase in MRR,
differences indicating
between thesethetwoeffectiveness
methods. The of ultrasonic
application wire vibration
of ultrasonic
mode. Furthermore,
vibrations the electrode
to the wire use of ultrasonic
via thevibrations
transducer also improved
resulted in asurface roughness.
significant The
increase in
MRR, indicating
benefits the effectiveness
of ultrasonic-assisted of ultrasonic
vibration wireremoval
on materials vibration mode.
rate Furthermore,
in WEDM are due the
to
use of ultrasonic
several vibrations
factors, including also improved
improved materialsurface roughness.
removal rate byThe benefitsdown
breaking of ultrasonic-
surface
assisted
layers ofvibration on materials
the workpiece removal it
and making rate in WEDM
easier are due to
for electrical several factors,
discharge including
to remove the
improved material removal rate by breaking down surface layers of
material. In addition, ultrasonic vibrations can increase the rate of thermal removal bythe workpiece and
making it easier
promoting for electrical
the breakdown discharge
of surface to remove
layers, the material.
which enhances In addition,
material ultrasonic
removal efficiency.
vibrations can increase the rate of thermal removal by promoting the breakdown of surface
Additionally, this phenomenon is also linked to the enhancement of surface roughness
[layers,
17].
which enhances material removal efficiency. Additionally, this phenomenon is also
linked to the enhancement of surface roughness [17].
MRRand
Figure8.8.MRR
Figure andSurface
SurfaceRoughness
Roughnessfor
forUSV-WEDM
USV-WEDMand
andNormal
NormalWEDM.
WEDM.
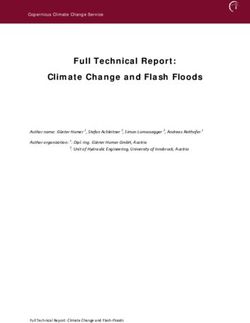
3.3. Scanning Electron Microscope (SEM) Analysis
3.3. Scanning Electron Microscope (SEM) Analysis
The scanning electron microscope (SEM) image of the surface integrity of USV-WEDM
The scanning
is investigated electron
to show microscope
differences (SEM) image
compared to that of
of the surface WEDM.
traditional integrityFigure
of USV-WEDM
9 presents
isa SEM
investigated to show differences compared to that of traditional
image comparing the surface integrity of USV-WEDM to that of traditional WEDM. Figure
WEDM. 9
presents a SEM image
The photograph showscomparing the surface
a subtle variation integrity
in the impactof ofUSV-WEDM
wire vibration toon
that
theofwire
traditional
surface,
WEDM.
leadingTheto a photograph shows a subtle
substantial enhancement invariation in the impact
surface quality. The useofofwire vibration
ultrasonic on the
vibrations
during
wire the WEDM
surface, leading process can lead to
to a substantial the formation
enhancement inof finer spheroid
surface features,
quality. The use ofasultrasonic
shown in
the image.during
vibrations The analysis
the WEDMof theprocess
white layer formed
can lead to theduring
formationthe WEDM
of finerprocess
spheroidis features,
crucial to
asunderstanding the surface
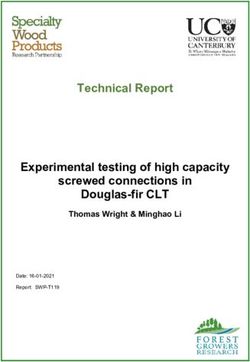
shown in the image. finish quality.
The analysis The white
of the white layerlayer
formed is aduring
hardened and brittle
the WEDM layer
process
that forms when the surface of the workpiece is heated to very high temperatures
is crucial to understanding the surface finish quality. The white layer is a hardened and and melts
before rapidly cooling down. Figure 10 illustrates the cross-sectional surfaces of the test
brittle layer that forms when the surface of the workpiece is heated to very high
specimen exhibiting the white layer of (a) vibration-assisted WEDM (USV-WEDM) and
temperatures and melts before rapidly cooling down. Figure 10 illustrates the cross-
(b) traditional WEDM. The photograph clearly shows that the use of ultrasonic vibration
sectional surfaces of the test specimen exhibiting the white layer of (a) vibration-assisted
during the WEDM process can lead to a thinner and more uniform surface with a reduced
WEDM (USV-WEDM)
recast layer comparedand (b) traditional
to traditional WEDM,WEDM. The photograph
resulting in improved clearly
surfaceshows
finish.that theis
This
use of ultrasonic vibration during the WEDM process can lead to a thinner and more
uniform surface with a reduced recast layer compared to traditional WEDM, resulting in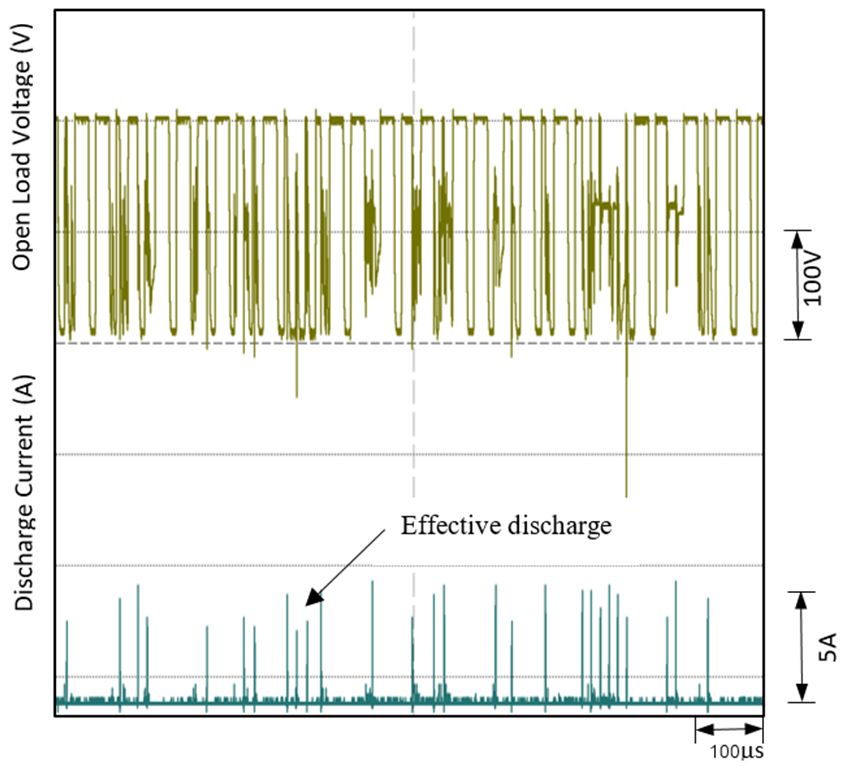
Micromachines 2023, 14, x FOR 2023,
Micromachines PEER14,
REVIEW
x FOR PEER REVIEW 7 of 11 7 o
Micromachines 2023, 14, 862 WEDM (USV-WEDM) and (b) traditional
WEDM (USV-WEDM) and (b)WEDM. The WEDM.
traditional photograph clearly shows
The photograph that
clearly the
7 ofshows
10 that
use of ultrasonic vibration during the WEDM process can lead to a thinner
use of ultrasonic vibration during the WEDM process can lead to a thinner and m and more
uniform surface withsurface
uniform a reduced
withrecast layer compared
a reduced recast layertocompared
traditionaltoWEDM, resulting
traditional WEDM, in resultin
improved surface finish. This is because the ultrasonic vibration helps to break
because the ultrasonic vibration helps to break down the surface layers and promote more down
improved surface finish. This is because the ultrasonic vibration down
helps to the
break
surface
thoroughlayers
and and promote
surface layers
efficient more
and
discharging,thorough
promote
whichmoreand efficient
thorough
results discharging,
in less and efficient
thermal damage which results
discharging,
to the in lessresults in
which
workpiece
thermal damage
and reduced to layer
thermal
recast the workpiece
damage to theand
formation reducedand
workpiece
[23–25]. recast layer formation
reduced recast layer[23–25].
formation [23–25].
(a) USV-WEDM
(a) USV-WEDM (b) WEDM (b) WEDM
Figure
Figure 9.
9.SEM images
Figure
SEM 9.of
images surface
SEM of workpiece
images
of surface of
of surface (a)
of with
workpiece with(b)(a)
(a) and
workpiece without
and with
(b)and (b) without
Ultrasonic
without Vibration-Assisted
Ultrasonic
Ultrasonic Vibration-Assi
Vibration-
WEDM. WEDM.
Assisted WEDM.
(a) (a) (b) (b)
Figure 10. SEM
Figure 10. photographs
Figure
SEM 10. SEM of
photographs of white
white layer.
photographs (a)
layer.of white
(a) layer. (a) (b)
USV-WEDM;
USV-WEDM; WEDM. (b) WEDM.
WEDM.
USV-WEDM;
(b)
Tungsten carbide is a highly
Tungsten carbide sought-after material
material for
is a highly sought-after for its
its hardness
hardness
material for and
and
its durability,
andbut
durability,
hardness durability,
known
it is also known
it isto beknown
be
also brittle, making
brittle, making
to itit difficult
be brittle, difficult
making toit
to cut
cut using traditional
using
difficult traditional
to machining
cut usingmachining methods
traditionalmethods
machining meth
such as wire-cut
suchelectrical
wire-cut as wire-cutdischarge
electrical machining
machining (WEDM).
discharge(WEDM).
machining The
The (WEDM).
use of ultrasonic
use The use ofvibration
ultrasonic vibra
in the WEDM
in the WEDM process
in process
the WEDM can cause
can cause
process the
thecan material
material
cause theto crack
to crack
materialor break
or break under
under
to crack the white
the white
or break underlayer
the due
layer due
white layer
to several reasons.
to several reasons. Firstly,
Firstly,
to several high-frequency
high-frequency
reasons. ultrasonic vibration
ultrasonic vibration
Firstly, high-frequency ultrasonic generates
generates
vibration surface
surface stress on
stresssurface
generates on stres
the tungsten
the tungstenthe carbide
carbide workpiece,
workpiece, which
which can
can lead
lead to
to cracking
cracking or
or breakage.
breakage.
tungsten carbide workpiece, which can lead to cracking or breakage. Secondly, Secondly,
Secondly, the
the
combination of ultrasonic vibration and electrical discharge in the WEDM process can
combinationcombination
of ultrasonicofvibration
ultrasonic and electrical
vibration anddischarge
electricalindischarge
the WEDM in process
the WEDM can process
generate high temperatures and rapid cooling cycles, leading to thermal shock on the
generate high temperatures
generate and rapid cooling
high temperatures and rapid cycles, leading
cooling to thermal
cycles, leadingshock on theshock on
to thermal
surface of the tungsten carbide workpiece. Thirdly, tungsten carbide’s material properties,
surface of thesurface
tungsten carbide
of the workpiece.
tungsten carbideThirdly,
workpiece. tungsten
Thirdly,carbide’s
tungsten material properties,
carbide’s material proper
such as high hardness and low ductility, make it susceptible to breakage under high stress
such as high such
hardness andhardness
as high low ductility,
and low make it susceptible
ductility, make itto breakage under
susceptible high stress
and high temperature conditions [26]. Finally, process parameters suchtoasbreakage under high st
the vibration
and high temperature
and high conditions
temperature [26]. Finally,
conditions [26].
process parameters
Finally, process
frequency, amplitude, and power, as well as the wire speed, discharge current, and pulse such as
parameters the vibration
such as the vibra
frequency, amplitude,
duration, canfrequency, and power,
amplitude,
affect the material as well
and power,
removal as the
rate and wire
as the speed,
welllikelihood discharge
as the wire of speed, current,
breakage and
discharge pulse
current, and p
in the WEDM
duration,These
process. canduration,
affect thecan
factors material
must affect removal
the material
be considered rate and working
removal
when the likelihood
rate and
withthe oflikelihood
breakage
tungsten in
ofthe
carbide WEDM
breakage
to avoid in the WE
process. These factors
process. must
These be considered
factors must
unwanted cracks or breakages under the white layer. bewhen working
considered whenwith tungsten
working withcarbide to
tungsten avoid
carbide to av
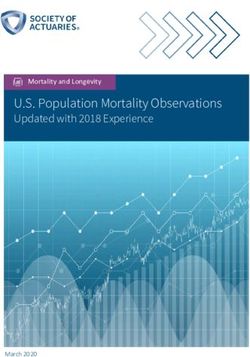
unwanted cracks
The surface or
unwanted breakages
cracks
integrity under
or breakages
of wire the white
surfaces under layer.
the whiteusing
was examined layer.a Scanning Electron Mi-
croscope (SEM). Figure 11 illustrates the topography of the wire surface postprocess, with
spherical particles representing melted material that solidified as globules and adhered to
the wire surface.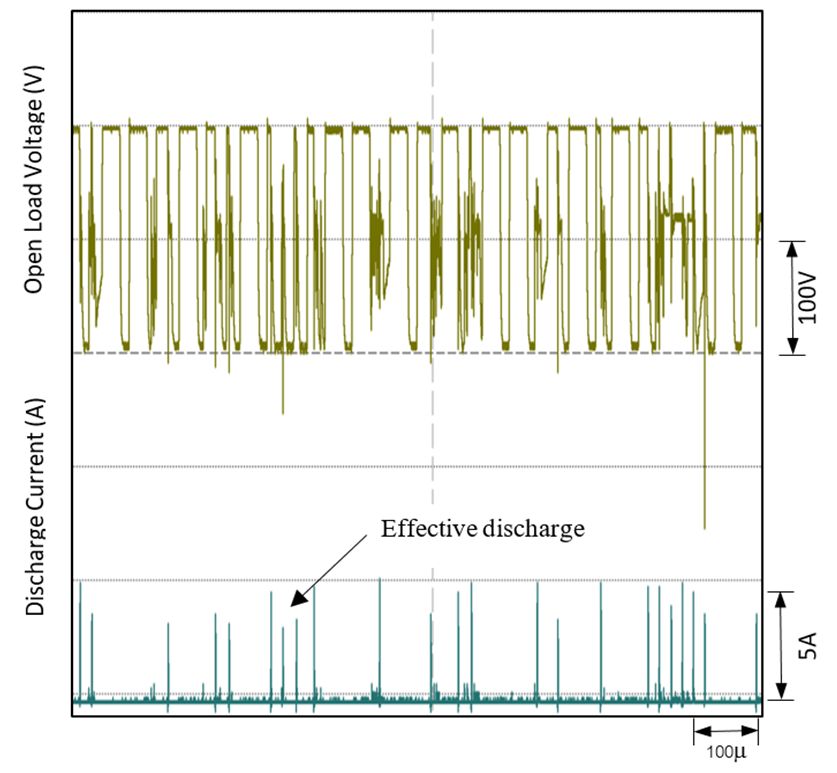
The surface integrity of wire surfaces was examined using a Scanning Electro
Microscope (SEM). Figure 11 illustrates the topography of the wire surface postproce
Micromachines 2023, 14, 862 8 ofglobules
with spherical particles representing melted material that solidified as 10 an
adhered to the wire surface.
(a) (b)
Figure
Figure 11. SEM 11. SEM photographs
photographs of wire(a)surface.
of wire surface. (a) Wirewith
Wire surface surface
USV-WEDM; (b) Wire(b)
with USV-WEDM; Wire surface w
surface
with WEDM. WEDM.
The surfaceTheappears granular
surface appearswith uneven
granular dispersion
with of spheroidoffeatures
uneven dispersion spheroidforfeatures
normalfor norm
WEDM; and short discharges are evident in area A, potentially due to insufficient
WEDM; and short discharges are evident in area A, potentially due to insufficient flow flow
dielectric fluid causing inhomogeneous temperature distribution [17,18]. On the oth
of dielectric fluid causing inhomogeneous temperature distribution [17,18]. On the other
hand, for the USV-WEDM,
hand, only a fewonly
for the USV-WEDM, fine aspheroid
few finefeatures
spheroidare observed,
features are indicating a
observed, indicating
more thorough discharge process. Additionally, ultrasonic vibration may improve
more thorough discharge process. Additionally, ultrasonic vibration may improve t the
stability of the zinc-coated brass wire, minimizing the risk of wire breakage and ensuring
stability of the zinc-coated brass wire, minimizing the risk of wire breakage and ensurin
consistent cutting performance.
consistent cutting performance.
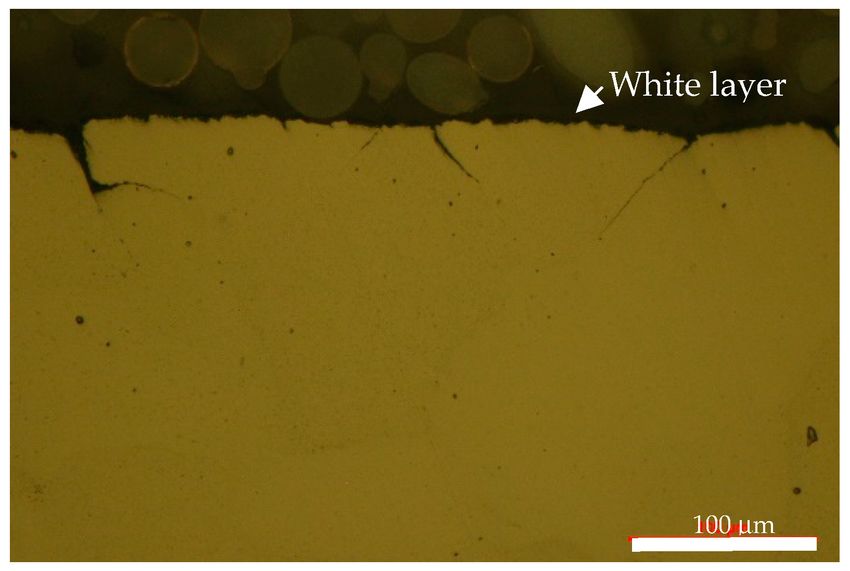
3.4. Waveform Analysis
3.4. Waveform
To understand theAnalysis
benefits of USV-EDM, it is important to perform a waveform
To understand
analysis of the process. This involves the benefits of USV-EDM,
measuring it is important
and comparing to waveforms
the electrical perform a wavefor
generated analysis
by USV-EDMof the and traditional
process. EDM wire
This involves cuttingand
measuring processes.
comparingBy the
assessing thewaveform
electrical
waveform characteristics, critical information
generated by USV-EDM can be obtained
and traditional EDM wire regarding
cuttingthe performance
processes. of
By assessing t
the processwaveform
and potential areas for improvement. Figure 12a depicts the voltage and current
characteristics, critical information can be obtained regarding the performan
waveformsofwith the ultrasonic
process and vibration
potentialassistance,
areas for while Figure 12b
improvement. shows
Figure 12athe waveforms
depicts the voltage an
for conventional WEDM. Effective discharge represents the normal discharge generated
current waveforms with ultrasonic vibration assistance, while Figure 12b shows t
at the set value. The number of effective discharges collected in 1 ms is illustrated in
waveforms for conventional WEDM. Effective discharge represents the normal dischar
Figure 13, which demonstrates that ultrasonic-assisted WEDM generates more discharges
generated at the set value. The number of effective discharges collected in 1 ms
than traditional WEDM. The effective discharge waveform in USV-EDM is more stable than
in traditional illustrated
EDM due in to
Figure 13, which
the removal demonstrates
of debris that ultrasonic-assisted
by ultrasonic WEDM generat
vibrations. The ultrasonic
Micromachines 2023, 14, x FOR more discharges
PEER REVIEW than traditional WEDM. The effective discharge waveform in USV-ED
9 of 11
vibration improves the stability of the discharge, reducing the risk of short circuits and
resulting inismoremoreefficient
stable than in traditional
material EDM
removal and due surface
better to the removal
finish. of debris by ultrasonic vibr
tions. The ultrasonic vibration improves the stability of the discharge, reducing the risk
short circuits and resulting in more efficient material removal and better surface finish.
(a) Waveform for USV-WEDM (b) Waveform for WEDM
Figure
Figure 12. Discharge 12. Discharge
waveform waveform
for (a) for (a) USV-WEDM
USV-WEDM and (b) WEDM.
and (b) WEDM.
420
charges
410
400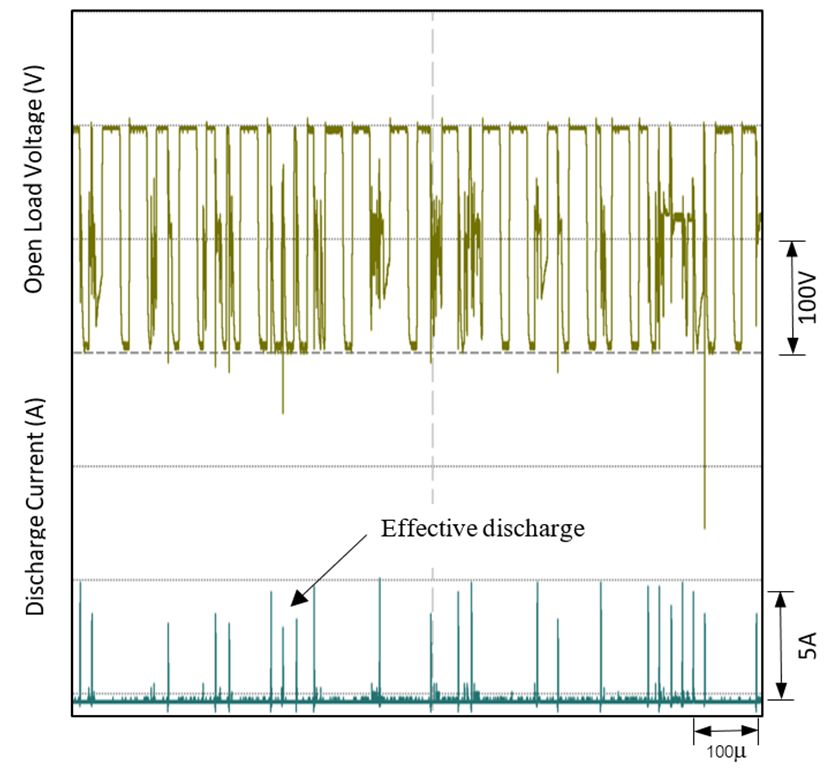
(a) Waveform for USV-WEDM (b) Waveform for WEDM
Micromachines 2023, 14, 862 9 of 10
Figure 12. Discharge waveform for (a) USV-WEDM and (b) WEDM.
420
Number of discharges
410
400
390
380
370
USV+WEDM WEDM
Figure 13. Number of effective discharges in 1 ms.
Figure 13. Number of effective discharges in 1 ms.
4. Conclusions
4. Conclusions
The application of ultrasonic vibrations to wire-cut electrical discharge machining
The application
(WEDM) of ultrasonic vibrations
has been demonstrated to have a to wire-cut impact
significant electrical
ondischarge machining
the material removal
(WEDM) has been
rate (MRR) demonstrated
and surface to have
roughness (SR)aof significant impactThe
the workpiece. on the
usematerial removal
of ultrasonic rate
vibration
(MRR) and surface roughness (SR) of the workpiece. The use of ultrasonic vibration showed
showed improved stability and increased MRR compared to a traditional WEDM. It was
also noted
improved that when
stability and the wire was
increased MRRvibrated,
comparedan effective discharge
to a traditional couldItbe
WEDM. wasobtained more
also noted
easily. The use of ultrasonic vibrations in WEDM has been shown to have
that when the wire was vibrated, an effective discharge could be obtained more easily. Thea positive impact
on machining performance, offering improved stability and better surface finish.
use of ultrasonic vibrations in WEDM has been shown to have a positive impact on
The limitation of our study is that only under specific experimental conditions was
machining performance, offering improved stability and better surface finish.
a limited range of ultrasonic vibration parameters considered. While the experiment
The limitation of our study is that only under specific experimental conditions was a
settings led to improved machining performance and surface finish, there may be other
limited range of ultrasonic vibration parameters considered. While the experiment settings
combinations of parameters that could lead to even better results. Lastly, future studies
led to also
could improved
focus on machining performance
the development and surface
of advanced controlfinish,
systemsthere may be other
for USV-EDM, which
combinations
could improve of the
parameters
precision that
and could lead toofeven
repeatability better results.
the machining Lastly,
process. future
This couldstudies
involve
could also focus of
the integration onadvanced
the development
sensors andof advanced control systems
control algorithms to enableforreal-time
USV-EDM, which
monitoring
could improve the
and adjustment precision
of the and parameters.
machining repeatability of the machining process. This could
involve the integration of advanced sensors and control algorithms to enable real-time
Author Contributions:
monitoring and adjustment Conceptualization,
of the machining A.M.parameters.
and P.N.; methodology, A.M. and P.N.; formal
analysis, A.M. and P.N.; investigation, A.M. and P.N.; writing—original draft preparation, A.M. and
P.N.; writing—review and editing, A.M.; visualization, A.M.; supervision, A.M.; project administra-
Author Contributions: Conceptualization, A.M. and P.N.; methodology, A.M. and P.N.; formal
tion, A.M.; funding acquisition, A.M. All authors have read and agreed to the published version of
analysis, A.M. and P.N.; investigation, A.M. and P.N.; writing—original draft preparation, A.M. and
the manuscript.
P.N.; writing—review and editing, A.M.; visualization, A.M.; supervision, A.M.; project
Funding: This research was funded by Thammasat University Research Fund, Contract No. TUFT 8/2562.
Conflicts of Interest: The authors declare no conflict of interest.
References
1. Sharma, P.; Chakradhar, D.; Narendranath, S. Precision manufacturing of turbine wheel slots by trim-offset approach of WEDM.
Precis. Eng. 2021, 71, 293–303. [CrossRef]
2. Sharma, P.; Chakradhar, D.; Narendranath, S. Effect of wire diameter on surface integrity of wire electrical discharge machined
Inconel 706 for gas turbine application. J. Manuf. Process. 2016, 24, 170–178. [CrossRef]
3. Sharma, P.; Chakradhar, D.; Narendranath, S. Effect of Wire Material on Productivity and Surface Integrity of WEDM-Processed
Inconel 706 for Aircraft Application. J. Mater. Eng. Perform. 2016, 25, 3672–3681. [CrossRef]
4. Naveed, R.; Mufti, N.A.; Mughal, M.P.; Saleem, M.Q.; Ahmed, N. Machining of curved profiles on tungsten carbide-cobalt
composite using wire electric discharge process. Int. J. Adv. Manuf. Technol. 2017, 93, 1367–1378. [CrossRef]
5. Jangra, K.; Grover, S.; Aggarwal, A. Optimization of multi machining characteristics in WEDM of WC-5.3 % Co composite using
integrated approach of Taguchi, GRA and entropy method. Front. Mech. Eng. 2012, 7, 288–299. [CrossRef]
6. Jangra, K.; Grover, S.; Chan, F.T.; Aggarwal, A. Digraph and matrix method to evaluate the machinability of tungsten carbide
composite with wire EDM. Int. J. Adv. Manuf. Technol. 2011, 56, 959–974. [CrossRef]
7. Muthuraman, V.; Ramakrishnan, R. Multi parametric optimization of WC-Co composites using desirability approach. Procedia Eng.
2012, 38, 3381–3393. [CrossRef]
8. Masooth, P.H.S.; Arunnath, A. Experimental investigations on machining performance of tungsten carbide (WC) by modification
of wire-cut electric discharge machining work holding setup into turning process. Mater. Today Proc. 2021, 45, 6064–6071.
[CrossRef]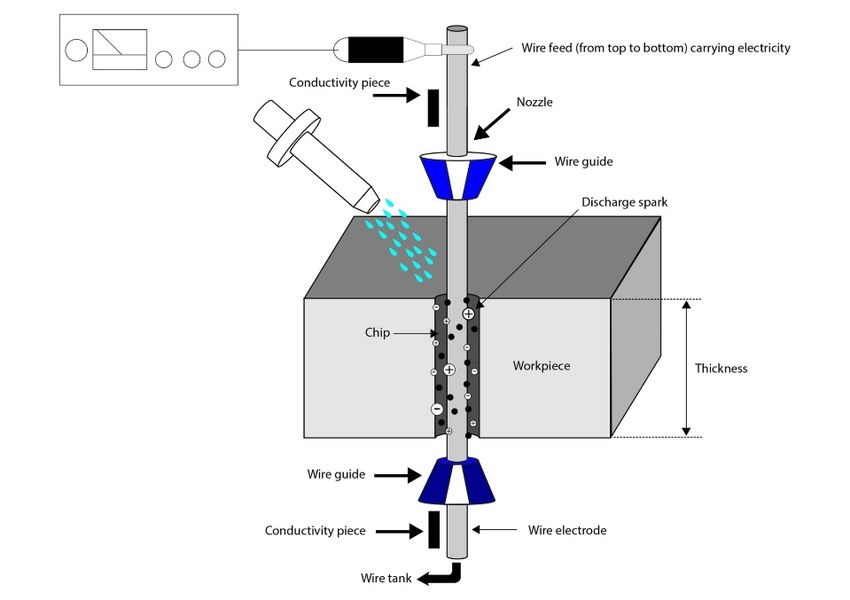
Micromachines 2023, 14, 862 10 of 10
9. Shah, A.; Mufti, N.A.; Rakwal, D.; Bamberg, E. Material removal rate, kerf, and surface roughness of tungsten carbide machined
with wire electrical discharge machining. J. Mater. Eng. Perform. 2011, 20, 71–76. [CrossRef]
10. Parihar, R.S.; Sahu, R.K.; Srinivasu, G. Effect of wire electrical discharge machining on the functionally graded cemented tungsten
carbide surface integrity. Mater Today 2018, 5, 28164–28169.
11. Okada, A.; Yamauchi, T.; Arizono, K.; Uno, Y. Effect of surface quality of brass coat-ing wire on wire EDM characteristics. J. Adv.
Mech. Des. Syst. Manuf. 2008, 2, 735–741. [CrossRef]
12. Kapoor, J.; Khamba, J.S.; Singh, S. Effect of Different Wire Electrodes on the Performance of WEDM. Mater. Sci. Forum 2013, 751,
27–34. [CrossRef]
13. Suresh, T.; Aruneash, P.; Gunasekar, S.; Janakiraman, B. Comparison of Brass and Zinc Coated Wire Electrode Using Wire Cut
EDM Concerning MRR of Machining SS304. Int. J. Innov. Res. Sci. Eng. Technol. 2017, 6, 4970–4976.
14. Naveed, R.; Ahmed, N. Electric Discharge Machining of Tungsten Carbide using Uncoated and Coated Wire Electrodes: Analysis
of Cutting Speed and Workpiece Geometrical Accuracy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 409, 012024. [CrossRef]
15. Endo, T.; Tsujimoto, T.; Mitsui, K. Study of vibration-assisted micro-EDM—The effect of vibration on machining time and stability
of discharge. Precis. Eng. 2008, 32, 269–277. [CrossRef]
16. Hirao, A.; Gotoh, H.; Tani, T. Some Effects on EDM Characteristics by Assisted Ultrasonic Vibration of the Tool Electrode.
Procedia CIRP 2018, 68, 76–80. [CrossRef]
17. Wansheng, Z.; Zhenlong, W.; Shichun, D.; Guanxin, C.; Hongyu, W. Ultrasonic and electric discharge machining to deep and
small hole on titanium alloy. J. Mater. Process. Technol. 2002, 120, 101–106. [CrossRef]
18. Gao, C.; Liu, Z. A Study of Ultrasonically Aided Micro-Electrical-Discharge Machining by the Application of Work-piece Vibration.
J. Mater. Process. Technol. 2003, 139, 226–228. [CrossRef]
19. Guo, Z.; Lee, T.; Yue, T.; Lau, W. Study on the machining mechanism of WEDM with ultrasonic vibration of the wire. J. Mater.
Process. Technol. 1997, 69, 212–221. [CrossRef]
20. Singh, J.; Walia, R.S.; Satsangi, P.S.; Singh, V.P. Hybrid electric discharge machining process with continuous and discontinuous
ultrasonic vibrations on workpiece. Int. J. Mech. Syst. Eng. 2012, 2, 22–33.
21. Hoang, K.T.; Yang, S.H. A Study on the Effect of Different Vibration-Assisted Methods in Micro-WEDM. J. Mater. Process. Technol.
2013, 213, 1616–1622. [CrossRef]
22. Nakwong, P.; Muttamara, A. Effect of Frequency to Ultrasonic Vibration-Assisted Wire-EDM. Key Eng. Mater. 2019, 814, 127–131.
[CrossRef]
23. Guo, Z.; Lee, T.; Yue, T.M.; Lau, W. A study of ultrasonic-aided wire electrical discharge machining. J. Mater. Process. Technol.
1997, 63, 823–828. [CrossRef]
24. Rao, P.S.; Ramji, K.; Satyanarayana, B. Experimental Investigation and Optimization of Wire EDM Parameters for Surface
Roughness, MRR and White Layer in Machining of Aluminium Alloy. Procedia Mater. Sci. 2014, 5, 2197–2206. [CrossRef]
25. Sidhom, H.; Ghanem, F.; Amadou, T.; Gonzalez, G.; Braham, C. Effect of electro discharge machining (EDM) on the AI-SI316L SS
white layer micro structure and corrosion resistance. Int. J. Adv. Manuf. Technol. 2013, 65, 141–153. [CrossRef]
26. Abdullah, A.; Shabgard, M.R.; Ivanov, A.; Shervanyi-Tabar, M.T. Effect of ultrasonic-assisted EDM on the surface integrity of
cemented tungsten carbide (WC-Co). Int. J. Adv. Manuf. Technol. 2008, 41, 268–280. [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual
author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to
people or property resulting from any ideas, methods, instructions or products referred to in the content.You can also read