Corrosion-Fatigue Failure of Gas-Turbine Blades in an Oil and Gas Production Plant - MDPI
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

materials
Article
Corrosion-Fatigue Failure of Gas-Turbine Blades in an
Oil and Gas Production Plant
Mojtaba Rajabinezhad 1 , Abbas Bahrami 1 , Mohammad Mousavinia 2 , Seyed Jalil Seyedi 3 and
Peyman Taheri 4, *
1 Department of Materials Engineering, Isfahan University of Technology, Isfahan 84156-83111, Iran;
mojtabaa.rajabi22@gmail.com (M.R.); a.n.bahrami@iut.ac.ir (A.B.)
2 Inspection and Corrosion Engineering Department, Pars Oil and Gas Company (POGC), Assalouyeh
1414713111, Iran; m.mousavinia1986@gmail.com
3 National Iranian South Oilfields Company (NISOC), South Turbine Maintenance Centeral Shop, Omidieh
61735-1333, Iran; jalils198925s@gmail.com
4 Department of Materials Science and Engineering, Delft University of Technology, Mekelweg 2, 2628 CD
Delft, The Netherlands
* Correspondence: P.Taheri@tudelft.nl; Tel.: +31-15-278-1683
Received: 10 January 2020; Accepted: 14 February 2020; Published: 18 February 2020
Abstract: This paper investigates the root cause of a failure in gas-turbine blades, made of
Nimonic-105 nickel-based superalloy. The failure was reported in two blades in the second stage of a
turbine-compressor of a gas turbine in the hot section. Two failed blades were broken from the root
and from the airfoil. The failure took place after 20 k h of service exposure in the temperature range
700–850 ◦ C, with the rotating speed being in the range 15,000–16,000 rpm. The microstructures of the
failed blades were studied using optical/electron microscopes. Energy dispersive X-ray spectroscopy
(EDS) was employed for phase identification. Results showed that failure first initiated from the
root. The dominant failure mechanism in the root was concluded to be corrosion-fatigue. The failure
scenario was suggested based on the results obtained.
Keywords: gas turbine; corrosion-fatigue; blades; failure
1. Introduction
Gas-turbine blades are known to be extremely critical and important components in power plants.
They are expected to operate in harsh working conditions, such as high temperature, high pressure
and complex dynamic loading conditions. Degradation and failure of gas-turbine blades can obviously
have severe negative implications for the integrity and functionality of gas turbines and hence the
output of a power plant. Failures of gas-turbine blades can be due to creep damage, high-temperature
corrosion, high-temperature oxidation, fatigue, erosion, and foreign object damage [1–15]. Obviously,
in most cases the failure is due to the interrelation of more than one failure mechanism [2]. As a case
in point, creep and fatigue can simultaneously result in failure in gas-turbine blades [2]. Increasing
the operating temperature in gas turbines has always been a target, given that any increase in service
temperature is associated with an increase in the efficiency and output of a turbine.
Among different candidate materials for harsh high-temperature working conditions in turbines,
nickel- and cobalt-based superalloys have long been known as the best options on the grounds that
these alloys are capable of working at high temperature, while they keep their properties [16]. These
alloys benefit from a unique and exceptional combination of high-temperature mechanical properties
(i.e., superior creep resistance), excellent resistance to high-temperature degradation/oxidation, and
superior microstructural stability during high-temperature service [17]. Nickel-based superalloys
Materials 2020, 13, 900; doi:10.3390/ma13040900 www.mdpi.com/journal/materials
Materials 2020, 13, 900 2 of 8
are extensively used in critical components in aerospace and gas-turbine engines. In fact, about
50 wt.% of aero/gas turbine-engines are made of nickel-based superalloys [18]. Other applications
of nickel-based superalloys include chemical/petrochemical plants, high-temperature reactors, and
marine applications. Different grades of nickel-based superalloys are now currently used in different
applications, amongst which Inconel 718 is one of the most widely used. Other widely used grades
include FGH95, ME-16, RR1000, IN-100, Udimet 720LI, Nimonic 80A, Inconel 825, Nimonic C-263,
Nimonic-75, and Nimonic-105 [19]. The latter alloy is extensively used in hot combustion chambers of
gas turbines [20], with service temperatures being as high as 950 ◦ C. Nimonic-105 is often cast in air.
For more demanding and sensitive applications, vacuum melting is highly recommended.
This research investigates a failure in gas-turbine blades in the second stage of a turbine-compressor
of a gas turbine (i.e., the gas producer or hot section) in an oil and gas production plant. The failed
blades were made of Nimonic-105 nickel-based superalloy. The main focus in this investigation is on the
microstructural and metallurgical aspects of the failure. Even though the consequences of failures in the
third row might not be as severe as those in the first and second rows, they need to be evaluated and
analyzed carefully. Failures of blades in a gas turbine are often catastrophic in the sense that this causes
severe damages in the turbine, associated with a significant economic loss. Therefore, it is necessary
to conduct a failure investigation to analyze the root cause of failure and eventually to mitigate similar
failures in any oil- and gas-production and power plants. This certainly has positive implications for the
system reliability and service life of a gas turbine. Lessons learnt from a failure study will certainly be
useful in planning failure mitigation strategies in similar plants/set-ups [21–30]. It will be shown that the
failure, reported in this study, is a corrosion-fatigue failure. Given that not so many corrosion-fatigue
failures have been reported in the literature, this manuscript will certainly be useful, especially when it
comes to analyzing/controlling the same form of damage in similar gas turbines.
2. Experimental
The microstructural analyses in this case were performed using scanning electron microscopy (SEM,
Philips, Eindhoven, The Netherlands) and optical microscopy (OM, Nikon, Japan). Energy-dispersive
X-ray spectroscopy (Philips, The Netherlands) was employed to study chemical compositions of
different phases in the microstructure. Failed blades were first visually evaluated. Macro images were
then taken by Stereo Microscope Nikon SMZ 800 (Nikon, Tokyo, Japan). For optical microscopy, samples
were first ground with grinding papers. Samples were then polished with diamond paste (3 and 1 µm).
Fractography was also performed on failed specimens to determine dominant failure mechanisms.
3. Case Background
This failure is related to a gas turbine where its input air volume can be as high as 5220 m3 /h.
Approximately 40% of this sucked-in air is used for combustion. The sucked-in air pressure is close to
100 psi. The combustion air to fuel ratio is 15. The fuel is a methane/ethane gas mixture which has
been dried before entering into the gas turbine. The failure in this case was in blades in the second
stage in which 69 blades are assembled on a disk. Based on the available specification, blades are
made of Nimonic-105. Nickel-based rotating blades are expected to operate under extreme working
conditions, where erosion and corrosion phenomena come into play. Besides, blades in nickel-based
superalloys in aggressive working conditions are expected to show great resistance against cavitational
erosion. Blades in the second stage are expected to have service life over 100 k h up to 120 k h. In this
case, blades failed after approximately 20 k h service, which makes this failure a typical premature
incident. A major drawback of having a blade fail in a whole assembly is that all the blades have to
be replaced with brand new blades or blades with similar service lifetime. This has to do with the
fact that it is a routine practice to make sure all blades are in similar conditions in terms of service
life. This makes the interpretation of non-destructive testing (NDT) results much easier. The working
temperature in the hot section of the turbine is 700–850 ◦ C. The rotating speed of the blades is in
Materials 2020, 13, 900 3 of 8
the range 15,000–16,000
Materials rpm.
2020, 9, x FOR PEER The blades are made of Nimonic-105 nickel-based superalloy3with
REVIEW of 8 the
following chemical composition (Table 1).
easier. The working temperature in the hot section of the turbine is 700–850 °C. The rotating speed of
the blades is Table
in the1.range 15,000–16,000
Chemical rpm.
composition The blades are
of Nimonic-105 made of Nimonic-105
nickel-based superalloy. nickel-based
superalloy with the following chemical composition (Table 1).
Element C Si Cu Fe >Mn Cr Ti Al Co Mo Zr Ni
Table 1. Chemical composition of Nimonic-105 nickel-based superalloy.
wt. % 0.1 0.5 0.1 0.5 0.6 15.0 1.0 4.5 19.0 5.0 0.1 Bal.
Element C Si Cu Fe Mn Cr Ti Al Co Mo Zr Ni
wt. % 0.1 0.5 0.1 0.5 0.6 15.0 1.0 4.5 19.0 5.0 0.1 Bal.
4. Results and Discussion
4. Results
4.1. Visual and Discussion
Observations
4.1. Visual
The Observations
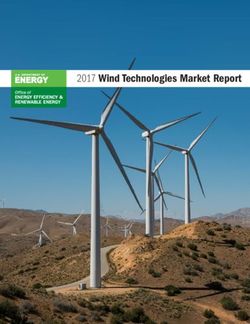
reported failure in this case was related to two turbine blades as shown in Figure 1, with one
failing fromThe reportedand
the root the in
failure other
this from therelated
case was airfoil.toThese two blades
two turbine bladeswere located
as shown in the1,vicinity
in Figure with of
each other. There
one failing arethe
from a few
root observations worth
and the other from thementioning. Firstblades
airfoil. These two of all,were
there was no
located severe
in the surface
vicinity
corrosion on other.
of each eitherThere
side ofarethe blades,
a few except for
observations a brownish
worth spotFirst
mentioning. shown in Figure
of all, there was1. This does not
no severe
appearsurface
to becorrosion
a severely on corroded
either side spot.
of the Also,
blades,there
exceptwasfor no
a brownish
excessive spot shown in Figure
deformation (i.e., 1. This
noticeable
thinning or buckling) in the profile of the failed airfoil. One can also see that there was no(i.e.,
does not appear to be a severely corroded spot. Also, there was no excessive deformation surface
noticeable
irregularity thinning
observed inor buckling)
the in the profile
failed blades. of the failed
This includes airfoil.
surface One canor
cracking also see that
pitting. Inthere
one was
edgenoof the
failedsurface
airfoil,irregularity
one can seeobserved in the failed blades. This includes surface cracking or pitting. In one
a dent, which seems to be due to the collision of a high-energy flying object.
edge of the failed airfoil, one can see a dent, which seems to be due to the collision of a high-energy
The last important visual observation to mention is that the fracture in the airfoil has two areas: the flat
flying object. The last important visual observation to mention is that the fracture in the airfoil has
surface and the part with 45-degree inclination. This is clearly shown in Figure 1c.
two areas: the flat surface and the part with 45-degree inclination. This is clearly shown in Figure 1c.
FigureFigure 1. Visual
1. Visual observation
observation of of brokenblade,
broken blade,(a)
(a)and
and overview
overview ofofblades
bladesin in
thethe
assembled condition,
assembled condition,
(b) failed
(b) failed bladeblade
fromfrom
the the root,
root, andand (c,d)
(c,d) brokenblade
broken bladefrom
from the
the airfoil.
airfoil.
4.2. Microstructure
4.2. Microstructure of Failed
of Failed Blades
Blades
Figure
Figure 2 depicts
2 depicts the the typical
typical microstructurein
microstructure in the
the failed
failed blades.
blades.The
Themicrostructure
microstructureis a is
typical
a typical
dendritic cast structure where dendrites have grown from two sides towards the centerline of the
dendritic cast structure where dendrites have grown from two sides towards the centerline of the blade,
blade, as expected. Fine white particles in-between dendrites are carbide particles.
as expected. Fine white particles in-between dendrites are carbide particles.
Materials 2020, 13, 900 4 of 8
Materials 2020, 9, x FOR PEER REVIEW 4 of 8
Materials 2020, 9, x FOR PEER REVIEW 4 of 8
Figure
Figure 2. (a)
2. (a) Macro
Macro and(b)
and (b)optical
optical microscope
microscope images
imagesofof
failed blades.
failed blades.
4.3. Fractography
4.3. Fractography of Figure
of Failed 2. (a) Macro and (b) optical microscope images of failed blades.
Blades
Failed Blades
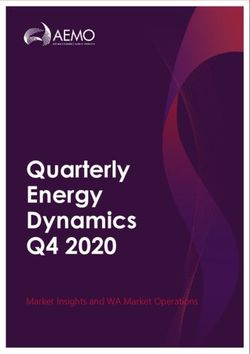
Figure Figure
3 shows3 shows
4.3. Fractography stereomicroscope
stereomicroscope
of Failed Blades andand SEM SEM micrographsofofthe
micrographs thefracture
fracturesurface
surface from
from the
the blade
blade that
that failed from the root. As shown in Figure 3a, the fracture surface
failed from the root. As shown in Figure 3a, the fracture surface has two areas: the dominant grayish has two areas: the dominant
grayish Figure
area3 and
shows thestereomicroscope
rest of the surface. and SEM
This micrographs of the fracture
is a typical fracture surfacesurface
when fromfatiguetheisblade
the
area and
that the restfrom
failed of the thesurface.
root. AsThis
shownis aintypical
Figure fracture
3a, the surface surface
fracture when fatigue
has two isareas:
the governing
the dominant damage
governing damage mechanism. Figure 3b,c show SEM micrographs of two areas, highlighted in
mechanism.
grayish3a. Figure
area 3b,ctheshow SEM themicrographs This ofis two areas,fracture
highlighted inwhen Figure 3a. The former
Figure Theandformer rest of
image (Figure surface.
3b) shows a typical
typical beach marks, surfaceindicating thatfatiguefatigue isis the
an
imageactive
(Figure
governing 3b) shows
damage typical
mechanism. beach
Figuremarks,
3b,c indicating
show SEM that fatigue
micrographs isof
mechanism. Further down to the edge, there is a clear change in the fracture surface (Figure an active
two mechanism.
areas, highlighted Further
in
down3c).to the
The surface at the edge of the failed blade is covered with some deposits, which were analyzed of
Figure edge,
3a. The there
former is a clear
image change
(Figure in
3b) the fracture
shows typical surface
beach (Figure
marks, 3c). The
indicating surface
that at
fatigue theis edge
an
active
the failed
by EDS. mechanism.
blade of Further
is covered
Results EDSwith down
some
analysis todeposits,
of the microstructure
the edge,which
there iswereaatclear change
analyzed
the in
bythe
edge (presented EDS.fracture
Results
in surface
Figure of4)EDS(Figure
showedanalysis
3c).
of thethat The surface
microstructure
surface deposits at the
at the edge
areedge of the failed
(presented
rich in blade
Cl, K, Na,inand is covered
Figure with
4) showed
Ca. This, some
together that
withdeposits,
surface which
deposits
the fact were
that there analyzed
areisrich in Cl, K,
a high
Na, andby EDS.
concentrationResults
Ca. This, of of EDS in
oxygen
together analysis
the the
with of thethat
analysis,
fact microstructure
indicates
therethat at the
is athese
high edge are
deposits (presented
concentration in Figureproducts.
in factofcorrosion
oxygen 4)the
in showed It
analysis,
that
is surface
highly deposits
likely that are
the rich in Cl, K, Na,
aforementioned and Ca.
elements come This,
from together
the with the fact that there is a high
fuel/gas.
indicates that these deposits are in fact corrosion products. It is highly likely that the aforementioned
concentration of oxygen in the analysis, indicates that these deposits are in fact corrosion products. It
elements come from the fuel/gas.
is highly likely that the aforementioned elements come from the fuel/gas.
Figure 3. (a) Stereomicroscope and (b,c) scanning electron microscope (SEM) micrographs of the
fracture surface of the blade, failed from the root.
FigureFigure
3. (a)3.Stereomicroscope
(a) Stereomicroscope andand(b,c)
(b,c)scanning
scanning electron
electron microscope
microscope(SEM) micrographs
(SEM) of the
micrographs of the
fracture
fracture surface
surface of blade,
of the the blade, failed
failed from
from theroot.
the root.
Materials 2020, 13, 900 5 of 8
Materials 2020, 9, x FOR PEER REVIEW 5 of 8
Materials 2020, 9, x FOR PEER REVIEW 5 of 8
FigureFigure 4. Energy
4. Energy dispersive
dispersive X-ray
X-ray spectroscopy(EDS)
spectroscopy (EDS) analysis
analysis ofofcorrosion
corrosionproducts at the
products edgeedge
at the of of
broken4.blade.
Figure Energy dispersive X-ray spectroscopy (EDS) analysis of corrosion products at the edge of
broken blade.
broken blade.
Results of EDS analysis of the microstructure further away from the edge is presented in Figure
Results of EDS analysis of the microstructure further away from the edge is presented in Figure 5.
5. There is hardly
Results of EDSany oxygen,
analysis Na,microstructure
of the Ca, K, and Cl in the analysis, inferring that the aforementioned
There is hardly any oxygen, Na, Ca, K, and Cl infurther away from
the analysis, the edge
inferring is presented
that in Figure
the aforementioned
corroded area is limited to few hundred micrometers from the edge.
5. There is hardly any oxygen, Na, Ca, K, and Cl in the analysis, inferring that the aforementioned
corroded area is limited to few hundred micrometers from the edge.
corroded area is limited to few hundred micrometers from the edge.
Figure 5. EDS analysis of the area with beach marks in the failed blade, broken from the root.
Figure
Figure 5. EDS
5. EDS analysis
analysis of of
thethe areawith
area withbeach
beach marks
marks in
inthe
thefailed
failedblade, broken
blade, from
broken the root.
from the root.
From the results obtained, it can be concluded that the failure in the blade, broken from the root,
was From
controlled by the simultaneous activation of corrosion and fatigue. Corrosion-fatigue is a
From the the results
results obtained,
obtained, itit can
can be beconcluded
concluded that the the
that failure in the
failure blade,
in the broken
blade, from
brokenthe root,
from the
common degradation mechanism in moving components exposed
was controlled by the simultaneous activation of corrosion and fatigue. Corrosion-fatigue is a to high-temperature harsh
root, was controlled
working by [21].
conditions the simultaneous
Corrosion fatigue activation
essentially oftakes
corrosion
place and fatigue.
under Corrosion-fatigue of is a
common degradation mechanism in moving components exposed tothehigh-temperature
synergistic activation
harsh
common degradation
corrosion mechanism
and dynamic inThis
moving components exposed toofhigh-temperature harsh
reasonsworking
working conditions [21].loading.
Corrosion degradation
fatigue essentiallymechanism
takes placeis one
under thethemost common
synergistic activation for
of
conditions [21].
the failureand
corrosion Corrosion
of turbine fatigue
dynamicblades
loading. essentially
[22].
ThisCorrosion takes
fatigue
degradation place under
is undoubtedly
mechanism the
is one ofsynergistic
onetheofmost activation
the most
common complex of
reasons corrosion
failure
for
and dynamic
the failureloading.
mechanisms. Both This
of turbine degradation
mechanical
blades andCorrosion
[22]. mechanism
chemical aspectsis
fatigue ofone
is of the
failure most
in this
undoubtedly common
case
one ofare
theequally
mostreasons for failure
important.
complex theAnyfailure
mitigation
of turbine blades
mechanisms. measure
[22]. to avoid this
Corrosion
Both mechanical and failure
fatigue isnecessitates
chemicalundoubtedly
aspects of a multi-disciplinary
one of
failure in the case approach.
thismost equallyCorrosion-fatigue
complex
are failure mechanisms.
important. Any
failure of the
Both mitigation
mechanical bladechemical
and
measure root
to in this
avoid case
aspects
this has
failure possiblyin
ofnecessitates
failure originated
this casefrom corrosion
are equally
a multi-disciplinary pits/products
important.
approach. Anydeposited
mitigation
Corrosion-fatigue
measureat the
to root/airfoil
failure of
avoid thisinterface.
the blade Thecase
root in this
failure results
necessitates has showed
possibly that corrosion
originated
a multi-disciplinary fromproducts/deposits
corrosion pits/products
approach. in this case mostly
deposited
Corrosion-fatigue failure
contained
at CaO, Na
the root/airfoil 2O, KCl, The
interface. and results
NaCl. The sensitivity
showed of turbineproducts/deposits
that corrosion blades to corrosion-fatigue
in this caseinitiation
mostly
of the blade root in this case has possibly originated from corrosion pits/products deposited at the
contained
root/airfoil CaO, Na
interface. 2O, KCl, and NaCl. The sensitivity of turbine blades to corrosion-fatigue initiation
The results showed that corrosion products/deposits in this case mostly contained
CaO, Na2 O, KCl, and NaCl. The sensitivity of turbine blades to corrosion-fatigue initiation largely
depends on the integrity of the passive film on the surface [22]. The breakdown of this passive film
Materials 2020, 13, 900 6 of 8
Materials 2020,
Materials 2020, 9,
9, xx FOR
FOR PEER
PEER REVIEW
REVIEW 66 of
of 88
together with the deposition of oxide/corrosion deposits create an ideal condition for corrosion-fatigue
largely depends
largely depends on on the
the integrity
integrity of of the
the passive
passive film film onon thethe surface
surface [22].
[22]. The The breakdown
breakdown of of this
this
crackpassive
initiation.film The film breakdown
together with the and deposition
deposition of of corrosion
oxide/corrosion products
deposits createcausesan anodic/cathodic
ideal condition for sites,
passive film together with the deposition of oxide/corrosion deposits create an ideal condition for
leading to an accelerated
corrosion-fatigue crack localized
initiation. Theanodic filmdissolution
The film breakdown and reaction
and and, hence,
deposition of corrosion
corrosionlocalized products corrosion
causes [23].
corrosion-fatigue crack initiation. breakdown deposition of products causes
The formation
anodic/cathodicof corrosion-induced
sites, leading to surface
an irregularities
accelerated localized creates
anodic
anodic/cathodic sites, leading to an accelerated localized anodic dissolution reaction and, hence, stress riser
dissolution centers
reaction on the
and, surface
hence, [24].
In case these surface
localized corrosion
localized irregularities
corrosion [23].[23]. The
The formationexceed
formation of a critical size,
of corrosion-induced a
corrosion-induced surfacefatigue crack is
surface irregularities likely
irregularities creates to initiate.
creates stressstressTherisercrack
riser
centers on
then centers
propagates on the
theunder
surface
surface [24]. In
dynamic
[24]. In case
case
loadingthesecondition,
these surface irregularities
surface irregularities
finally leading exceedthe
exceed aa critical
critical size,
failuresize, of theaa fatigue
fatigue
turbine crack
crackblade.is
is
likely to
Figure
likely to6 initiate.
initiate. The crack
crack then
shows stereomicroscope/SEM
The then propagates
propagates under dynamic
micrographs
under dynamicof the loading condition,
fracture
loading finally
surfacefinally
condition, leading
of theleading sample, thefailed
the
failure
from failure of the
of
the airfoil the turbine
turbine
(see Figure blade.
blade.
1c,d). SEM micrographs, shown from different areas, indicate that there is
Figure 66 shows
shows stereomicroscope/SEM
stereomicroscope/SEM micrographs micrographs of the the fracture
fracture surface
surface of of the
the sample,
sample, failed
hardly any difference between fracture modes in differentofareas.
Figure More importantly, there is failed
absolutely
from the
from the airfoil
airfoil (see
(see Figure
Figure 1c,d).
1c,d). SEM
SEM micrographs,
micrographs, shown shown from from different
different areas,
areas, indicate
indicate that that there
there is is
no indication that fatigue has been an active mechanism in this blade, i.e., there is no beach mark on the
hardly any
hardly any difference
difference betweenbetween fracture
fracture modesmodes in in different
different areas.areas. More
More importantly,
importantly, there there is is
fracture surface.noFigure
absolutely indication 7 shows SEM micrographs
that fatigue
fatigue has been
been an of
an active the mechanism
active fracture surface thiswith
in this blade, higher magnification,
i.e., there
there is nono
absolutely no indication that has mechanism in blade, i.e., is
againbeach
confirming
beach mark
mark on that
on the there
the fracture is no
fracture surface. fatigue
surface. Figure involved
Figure 77 shows in
shows SEM this case.
SEM micrographs Fracture
micrographs of in
of the this
the fracture sample
fracture surface has with
surface elements
with
of ductile
higherand
higher brittle fractures.
magnification,
magnification, again There arethat
again confirming
confirming some
that areas
there
there nowith
is no
is fatigue
fatigue colonies
involved
involved of dimples
in this
in this case.
case.and some in
Fracture
Fracture areas
in this with
this
cleavage
sample
samplefracture.
has The fact
has elements
elements ofthat
of ductilethere
ductile and
and is brittle
no fatigue
brittle in this
fractures.
fractures. blade
There
There areissome
are indicative
some areas with
areas that this
with colonies
coloniesblade ofhas
of fractured
dimples
dimples
and
due to
and some areas
a sudden
some areas with cleavage
overloading
with cleavage fracture.
and/or The fact
collision.
fracture. The fact
Thethat
that there is
logical
there isfailure
no fatigue
no fatigue in this
scenario
in thisisblade
blade
that is is indicative
theindicative
blade that thatfailed
that
this
this blade
blade has
has fractured
fractured due
due to
to aa sudden
sudden overloading
overloading and/or
and/or collision.
collision.
from the root has first undergone a corrosion-fatigue failure. The broken piece has then hit the adjacent The
The logical
logical failure
failure scenario
scenario is
is
that
that
blade, the
causing blade
the blade that
thethat failed
failedof
fracture from
from the
the the
blade root has
rootfrom first
has first undergone
undergone
the airfoil. a
Thea dentcorrosion-fatigue
corrosion-fatigue
observed atfailure. failure.
the edge The broken
Theofbroken
the airfoil
piece has
piece has then
then hithit the
the adjacent
adjacent blade,
blade, causing
causing the the fracture of of the blade
blade fromfrom the the airfoil.
airfoil. The The dent
dent
(highlighted in Figure 1c,d) has possibly formed as fracture a result ofthe a collision between the flying broken
observed at the edge of the airfoil (highlighted in Figure 1c,d) has
observed at the edge of the airfoil (highlighted in Figure 1c,d) has possibly formed as a result of possibly formed as a result of aa
piece and the airfoil.
collision between
collision between the
the flying
flying broken
broken piece
piece and
and the
the airfoil.
airfoil.
Figure
Figure
Figure 6. Images
6. Images
6. Images offracture
ofof fracturesurface
fracture surface of
surface of the
of the blade,
theblade, broken
blade,broken
brokenfrom thethe
from
from the airfoil.
airfoil.
airfoil.
Figure
Figure
Figure 7. (a,b)
7. (a,b)
7. (a,b) SEMSEM
SEM micrographsof
micrographs
micrographs offracture
of fracture surface
fracture surface of
surfaceof the
ofthe blade,
theblade, broken
broken
blade, from
from
broken the airfoil.
the
from airfoil.
the airfoil.Materials 2020, 13, 900 7 of 8
5. Concluding Remarks
This paper investigates a failure in gas-turbine blades made of Nimonic-105 nickel-based superalloy.
Two broken blades were investigated, with one having failed from the root and the other from the
airfoil. Blades are from the second row of the gas producer/hot section of a gas turbine with working
temperature being in the range 700–850 ◦ C and rotating speed in the range 15,000–16,000 rpm. The
failure was reported after 20 k hours of service, which is much shorter than the anticipated service life.
The following conclusions can be drawn, based on the data obtained:
− Nimonic-105 superalloy in this case had a typical dendritic cast structure, with dendrites growing
from the edges towards the center.
− There were no surface irregularities, excessive deformation, buckling, or surface cracking observed
on the surface of the blades, except for a dent on the edge of one of the broken blades.
− Results showed that corrosion fatigue is the governing failure mechanism in the blade that failed
from the root. In this case, there are corrosion deposits at the edge of the blade, rich in Cl, Ca, O,
Na, and K. Fatigue cracks have initiated from corroded spots at the edge of the blade.
− Fractography of the blade that failed from the airfoil showed that, contrary to the former case,
there is hardly any fatigue involved in the failure of this blade.
− It was concluded that the blade that failed from the root first underwent a corrosion-fatigue
failure, finally ending up in the breakage of the airfoil from the root. The broken piece then hit
the adjacent blade in its trajectory, causing the fracture of the adjacent blade from the airfoil. The
dent observed at the edge of the airfoil possibly formed as a result of the collision between the
flying broken piece and the airfoil.
− Given that both corrosion and fatigue mechanisms were involved in this failure, it is important to
minimize mechanical vibrations and to reduce contaminants in the system. The latter necessitates
further investigation on the origins of the Cl, Na, and Ca-containing residues and how they can
be controlled/eliminated from the system.
Author Contributions: Conceptualization, M.R. and M.M.; methodology, M.R., S.J.S. and A.B.; formal analysis,
A.B., S.J.S. and M.M.; investigation, M.R. and M.M.; writing—original draft preparation, A.B.; writing—review
and editing, A.B. and P.T.; visualization, A.B.; supervision, A.B., M.M. and P.T.; project administration, P.T. All
authors have read and agreed to the published version of the manuscript.
Funding: This research received no external funding.
Acknowledgments: Authors would like to thank Delft University of Technology for support in publishing
this manuscript.
Conflicts of Interest: The authors declare no conflict of interest.
References
1. Maktouf, W.; Saï, K. An investigation of premature fatigue failures of gas turbine blade. Eng. Fail. Anal.
2015, 47, 89–101. [CrossRef]
2. Carter, T. Common failures in gas turbine blades. Eng. Fail. Anal. 2005, 12, 237–247. [CrossRef]
3. Wang, W.; Xuan, F. Failure analysis of the final stage blade in steam turbine. Eng. Fail. Anal. 2007, 14,
632–641. [CrossRef]
4. Vardar, N.; Ekerim, A. Failure analysis of gas turbine blades in a thermal power plant. Eng. Fail. Anal. 2007,
14, 743–749. [CrossRef]
5. Bhaumik, S.K.; Sujata, M. Failure of a low pressure turbine rotor blade of an aero engine. Eng. Fail. Anal.
2006, 13, 1202–1219. [CrossRef]
6. Kargarnejad, S.; Djavanroodi, F. Failure assessment of Nimonic 80 A gas turbine blade. Eng. Fail. Anal. 2012,
26, 211–219. [CrossRef]
7. Qu, S.; Fu, C.; Dong, C.; Tian, J.; Zhang, Z. Failure analysis of the 1st stage blades in gas turbine engine. Eng.
Fail. Anal. 2013, 32, 292–303. [CrossRef]Materials 2020, 13, 900 8 of 8
8. Poursaeidi, E.; Babaei, A.; Mohammadi Arhani, M.; Arablu, M. Effects of natural frequencies on the failure of
R1 compressor blades. Eng. Fail. Anal. 2012, 25, 304–315. [CrossRef]
9. Rama Rao, A.; Dutta, B. Vibration analysis for detecting failure of compressor blade. Eng. Fail. Anal. 2012,
25, 211–218. [CrossRef]
10. Witek, L. Experimental crack propagation and failure analysis of the first stage compressor blade subjected
to vibration. Eng. Fail. Anal. 2009, 16, 2163–2170. [CrossRef]
11. Mazur, Z.; Garcia-Illescas, R.; Porcayo-Calderon, J. Last stage blades failure analysis of a 28 MW geothermal
turbine. Eng. Fail. Anal. 2009, 16, 1020–1032. [CrossRef]
12. Witek, L. Numerical stress and crack initiation analysis of the compressor blades after foreign object damage
subjected to high-cycle fatigue. Eng. Fail. Anal. 2011, 18, 2111–2125. [CrossRef]
13. Silveira, E.; Atxaga, G.; Irisarri, A. Failure analysis of a set of compressor blades. Eng. Fail. Anal. 2008, 15,
666–674. [CrossRef]
14. Lourenço, N.; Graça, M.; Franco, L.A.L.; Silva, O. Fatigue failure of a compressor blade. Eng. Fail. Anal. 2008,
15, 1150–1154. [CrossRef]
15. Bhagi, L.; Gupta, P.; Rastogi, V. Fractographic investigations of the failure of L-1 low pressure steam turbine
blade. Case Stud. Eng. Fail. Anal. 2013, 1, 72–78. [CrossRef]
16. Ziegler, D.; Puccinelli, M.; Bergallo, B.; Picasso, A. Investigation of turbine blade failure in a thermal power
plant. Case Stud. Eng. Fail. Anal. 2013, 1, 192–199. [CrossRef]
17. Kolagar, A.M.; Tabrizi, N.; Cheraghzadeh, M.; Shahriari, M.S. Failure analysis of gas turbine first stage blade
made of nickel-based superalloy. Case Stud. Eng. Fail. Anal. 2017, 8, 61–68. [CrossRef]
18. Mousavi Anijdan, S.H.; Bahrami, A. A new method in prediction of TCP phases formation in superalloys.
Mater. Sci. Eng. A 2005, 396, 138–142. [CrossRef]
19. Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based super alloys.
Int. J. Machine Tools Manuf. 2016, 100, 25–54. [CrossRef]
20. Wright, P.K.; Chow, J.G. Deformation characteristics of nickel alloys during machining. J. Eng. Mater. Tech.
ASME 1982, 104, 85–93. [CrossRef]
21. Schönbauer, B.; Tschegg, S.; Perlega, A.; Salzman, R.; Rieger, N.; Zhou, S.; Turnbull, A.; Gandy, D. Fatigue life
estimation of pitted 12% Cr turbine blade steel in different environments and at different stress ratios. Int. J.
Fatigue 2014, 65, 33–43. [CrossRef]
22. Larrosa, N.O.; Akid, R.; Ainsworth, R.A. Corrosion-fatigue: A review of damage tolerance models. Int.
Mater. Rev. 2017, 63, 283–308. [CrossRef]
23. Kiani Khouzani, M.; Bahrami, A.; Hosseini-Abari, A.; Khandouzi, M.; Taheri, P. Microbiologically Influenced
Corrosion of a Pipeline in a Petrochemical Plant. Metals 2019, 9, 459. [CrossRef]
24. Kiani Khouzani, M.; Bahrami, A.; Eslami, A. Metallurgical aspects of failure in a broken femoral HIP
prosthesis. Eng. Fail. Anal. 2018, 90, 168–178. [CrossRef]
25. Hadizadeh, B.; Bahrami, A.; Eslami, A.; Abdian, K.; Younes Araghi, M.; Etezazi, M. Establishing the cause of
failure in continuous casting rolls. Eng. Fail. Anal. 2020, 108, 104346. [CrossRef]
26. Bahrami, A.; Taheri, P. Creep failure of reformer tubes in a petrochemical plant. Metals 2019, 9, 1026.
[CrossRef]
27. Bahrami, A.; Kiani Khouzani, M.; Mokhtari, S.A.; Zareh, S.; Yazdan Mehr, M. Root cause analysis of surface
cracks in heavy steel plates during the hot rolling process. Metals 2019, 9, 801. [CrossRef]
28. Abdali Varnosfaderani, M.; Eslami, A.; Saiedi, N.; Bahrami, A. Metallurgical aspects of a blowdown pipe
failure in a petrochemical plant. Eng. Fail. Anal. 2019, 98, 141–149. [CrossRef]
29. Bahrami, A.; Mousavi Anijdan, S.H.; Taheri, P.; Yazdan Mehr, M. Failure of AISI 304H stainless steel elbows
in a heat exchanger. Eng. Fail. Anal. 2018, 90, 397–403. [CrossRef]
30. Bahrami, A.; Taheri, P. A Study on the failure of AISI 304 stainless steel tubes in a gas heater unit. Metals
2019, 9, 969. [CrossRef]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access
article distributed under the terms and conditions of the Creative Commons Attribution
(CC BY) license (http://creativecommons.org/licenses/by/4.0/).You can also read