Automatic Corrosion Treatment of Magnesium-Aluminum Alloy under Eco-environmental Protection
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Ekoloji 28(107): 2875-2885 (2019)
Automatic Corrosion Treatment of Magnesium-
Aluminum Alloy under Eco-environmental Protection
Hongrui Ren 1*
1
Department of Chemical, Luliang University, Lvliang 033000, CHINA
*
Corresponding author: renyanlu8743@163.com
Abstract
In order to reduce the environmental pollution caused by chromate treatment of magnesium aluminum
corrosion, the automatic treatment method of magnesium aluminum alloy corrosion under ecological
environment protection was put forward. Pretreatment and pre-treatment operations were carried out on
the surface of LY12 aluminum alloy and AZ31 magnesium alloy respectively to remove rough material or oil
contamination on the surface of the material. Coatings and phosphating films are formed on the surface of
alloys and magnesium alloys. The corrosion resistance of aluminum alloy surface coating and magnesium
alloy surface film was investigated by coating salt spray test, dynamic potential scanning and corrosion
potential and polarization curve of phosphating film. The results show that the stable chemical bond formed
between the coating and the matrix on the surface of aluminium alloy has strong corrosion resistance. The
phosphating treatment of magnesium alloy increases with time, and the corrosion resistance of the
phosphating film increases continuously. The sealing treatment can also improve the corrosion resistance of
the phosphating film on the surface of magnesium alloy. It shows that the proposed method is an effective
automatic treatment for magnesium and aluminium alloy corrosion under the protection of ecological
environment.
Keywords: ecological environment, protection, magnesium-aluminium alloy, corrosion, automatic
treatment, method, phosphating film
Ren H (2019) Automatic Corrosion Treatment of Magnesium-Aluminum Alloy under Eco-environmental
Protection. Ekoloji 28(107): 2875-2885.
INTRODUCTION electrode potential is 2.37V (relative to the standard
Magnesium alloy has the smallest density in hydrogen electrode), which is about 2V lower than iron
practical metal structure materials, which is 1.74 g/cm3, and 0.7V lower than aluminium. Vigorous corrosion
1/3 of steel and 2/3 of aluminium. It has advantages of occurs in humid atmosphere, sea water, inorganic acids,
ight weight, high specific strength, good impact salts and organic acids (Lamaka et al. 2015). As a new
resistance, good electromagnetic shielding function, structural material (Castellanos et al. 2015), the
good thermal conductivity and conductivity, and easy to corrosion behavior of magnesium alloys in atmospheric
recycle. Magnesium alloys are the third kind of metal environment and its protection technology have
structural materials developed after steel and attracted much attention.
aluminium alloys. With the depletion of other metal The corrosion of metal materials exposed to natural
mineral resources, more and more attention has been atmospheric environment is called atmospheric
paid to magnesium, which is rich in resources. corrosion due to the action of water and oxygen in the
Magnesium alloys have become a worldwide research atmosphere. The main factors affecting atmospheric
hotspot. The unique excellent properties of magnesium corrosion are humidity and corrosive pollutants.
alloys promote the research and development of Oxygen in the atmosphere dissolves in thin liquid film
magnesium alloys as structural materials. Emphasis is and acts as cathode depolarizer. By reducing the content
placed on the application of automotive industry and 3C of impurity elements in the alloy (Zhao et al. 2015), the
products, rather than on aerospace as the main driving corrosion resistance of magnesium alloys has been
force for the sustainable development of magnesium significantly improved. In order to enable magnesium
industry. However, poor corrosion resistance is one of alloys to be applied in automotive parts and 3C
the main obstacles to the further application of products, the corrosion automatic treatment methods of
magnesium alloys. Magnesium has the highest chemical magnesium alloys under the ecological environment are
activity among all industrial metals. The standard thoroughly and systematically understood to enhance
© Foundation Environmental Protection & Research-FEPR Received: 1 Jun 2018 / Accepted: 27 Nov 2018Ren
the corrosion resistance of magnesium alloys. out on the surface of LY12 aluminum alloy and AZ31
Chromate conversion coatings are often used to magnesium alloy respectively to remove coarse or oily
improve the hydrophobicity of coatings and their substances on the surface of the material, and sol-gel
adhesion to subsequent coatings. Because hexavalent and phosphating processes are applied to aluminum
chromium is harmful to environment and human body, alloy and magnesium alloy respectively. Coatings and
its application has been gradually limited in recent years phosphating films are formed on the gold surface.
(Gusieva et al. 2015). For this reason, many researchers
have been looking for environmentally friendly and MATERIALS AND METHODS
harmless chromate substitutes (Li et al. 2016), while Automatic Corrosion Treatment of Aluminum
environmentally friendly organically modified silane Alloys
(Ormo sis) has unique structure and properties (Singh Materials and drugs
et al. 2015), which has attracted great attention of The specimen material is LY12 aluminium alloy in
researchers. non-rolling state, and its size is 125 mm×80 mm×1
Organosilane can form strong Me-O-Si bond with mm. GPTMS; TEOS; 0.05 mol/L acetic acid;
base aluminium alloy, and the organic part of silane can FluoradTM non-ionic fluorine surfactant (FC-24430);
form chemical bond with surface polymer coating deionized water; nitric acid; chromium anhydride;
(primer). The formation of siloxane bond can greatly aliphatic amine; acetone or butanone; aluminium alloy
improve the bonding force between surface polymer cleaner L8140 (Chartier et al. 2016). The above drugs
coating and base aluminium alloy, and also improve the are all industrial grade.
corrosion resistance of aluminium alloy. Nowadays, Surface pretreatment of aluminum alloy
due to the need of environmental protection, people are Degreasing (acetone or butone scrub) → cold water
constantly exploring new environmental protection washing → alkaline liquid cleaning → cold water
metal treatment process. Such as titanate conversion washing → alkaline liquid cleaning (45-60 g/L 8140,
membrane treatment technology, this process includes ventilated stirring, 57-63℃, 10-15 min) → warm water
solvent ethanol, non-etching alkaline detergent washing (30-50℃, 2 min) → sprspray water washing →
degreasing, alkaline cleaning, deoxidization, metal deoxidation (10% HNO3 + 1% NaBrO3 + 1% NaBrO3
immersion in titanate and fluoride as the main + 0.01% ammonium metavanadate) → spray water
components of the conversion solution treatment. washing → drying → spraying coupling agent (Recloux
Silanization treatment technology is a new et al. 2015) → drying at room temperature for 1 h
protective treatment technology for metal surface dipping hybrid sol (aluminium sample keeps 5-10 min
developed in recent years. Traditional metal surface in sol, put forward speed of 10 cm/min) → curing →
protection technologies, such as chromate passivation testing (Min et al. 2018).
and phosphate conversion film, are highly toxic and Sol-gel technology is a new process (Qi et al. 2015),
environmentally unfriendly (Perkins et al. 2015). With which is gradually gelatinization and subsequent
people’s increasing awareness of environmental treatment with organic compound, metal inorganic
protection, there is an urgent need to develop some compound or two mixture through hydrolysis and
low-pollution metal surface protection technology. It is condensation process, and finally obtains oxide or other
under this background that the metal surface compounds. It is a new method for wet chemical
silanization treatment technology came into being. The preparation of materials, and its technological process is
basic principle of silane treatment is the reaction of shown in Fig. 1.
silane and metal oxides and the condensation reaction
of silane itself (Harandi and Raman 2015). A dense Silane coupling agents have been widely used in
protective film with Me-O-Si-and-Si-O-Si- many fields. The role and potential advantages of silane
characteristic structure is formed on the metal surface, coupling agents in metal surface treatment have also
thus greatly improving the corrosion resistance of the become the focus of research in China and abroad.
metal. In order to reduce the environmental pollution Industry scholars have done a lot of research work in
caused by chromate treatment of magnesium this field since 1990s (Wang and Xie 2015). The results
aluminum corrosion, this paper proposes an automatic show that the special structural characteristics of silane
corrosion treatment method for magnesium aluminum determine that it can form S-O-Me (Me for metal)
alloy under the protection of ecological environment. covalent bonds with metals, thus improving the
Pretreatment and pre-treatment operations are carried corrosion resistance of metal surface, and making the
2876 Ekoloji 28(107): 2875-2885 (2019)Automatic Corrosion Treatment of Magnesium-Aluminum Alloy under Eco-environmental Protection
24 hours to form a coating. In order to determine the
structure of hybrid coatings, X-ray diffraction (XRD)
analysis was carried out as shown in Fig. 2. There is no
sharp diffraction peak in Fig. 2, so the coating shows
obvious amorphous structure. The diffraction data in
Fig. 2 show that the coating has nano-characteristics.
The diffraction surface spacing at the three broad peaks
is 0.4, 0.9 and 1.8 nm, respectively.
Fig. 1. Sol-gel method of organic and inorganic hybrid
membrane membrane process Automatic Corrosion Treatment of Magnesium
Alloys
Chemical conversion treatment is the most
commonly used surface treatment method for
magnesium alloys, which is widely used in coating or
protecting magnesium alloys. A layer of insoluble
compound film (Cui and Xie 2015) with good adhesion
was formed on the metal surface by contacting the
magnesium alloy matrix with a specific solution. This
film can protect the base metal from the influence of
water and other corrosive environment, and improve
the adhesion of the paint film in subsequent painting
steps. However, due to the thin and soft chemical
conversion film, chemical conversion of magnesium
alloys is seldom used alone except for decoration and
intermediate process protection. Surface film is the key
to control the corrosion kinetics (Li 2015), and the
Fig. 2. XRD analysis results of GPTMS 2 TEOS nature of the membrane determines the effect of
coating
corrosion control. A good conversion film can prevent
metal substrate surface produce coatings with high harmful anions and oxidants from flowing into the
adhesion to organic coatings. Therefore, silane metal phase of the membrane from outside, and can
treatment is expected to replace the traditional quickly repair (Cui et al. 2017) when the surface film is
chromate-based surface passivation system (Wang and partially damaged. The protective ability of the
Chen 2015), phosphate-based phosphating process, and conversion membrane is closely related to the structure
other surface treatment processes. and composition of the membrane itself. Corrosion
caused by breakdown of conversion film often leads to
Preparation of sol and formation of aluminum alloy serious consequences.
surface coating
Chromate conversion treatment is the most
According to n(GPTMS)/n(TEOS)= 3 (mass ratio
traditional chemical conversion treatment of
of substances), they were added to 0.05 mol/L acetic acid
magnesium alloys. It has a long practical application
buffer solution (R=15-16 proportional addition, R is
time and reliable and stable production process. At
the ratio of water to organic silicon content), and aged
present, the main component is chromic anhydride or
by stirring for 1 hour in a closed container at room
dichromate (Park et al. 2015). The mechanism of
temperature for 3 days. The aged solution V mL was
chromate transformation of magnesium alloys is that
diluted by 1.7-2.0 times water and stirred strongly, then
the atoms on the surface of magnesium metal are
treated by ultrasound for 1-3 min, and then curing agent
oxidized and enter into the solution in the form of
(triethyl chloride) was added. Entetramine 0.025 V mL
magnesium ions, accompanied by hydrogen. The
and composite non-ionic surfactant (perfluoroalkyl
hydrogen precipitated reduces a certain amount of
polyvinyl alcohol and perfluoroalkyl ester) 0.01 V mL
hexavalent chromium to trivalent chromium, and
were dipped into the sol by dipping method (drawing
increases the pH value at the interface of magnesium
speed 10-12 cm/min) (Wang and Ren 2015). After a few
matrix and solution, which makes trivalent chromium
minutes, the pre-treated aluminium alloy was
hydroxide precipitate in colloidal form, and combines
immersed in the sol and cured at room temperature for
with a certain amount of hexavalent chromium, forms
Ekoloji 28(107): 2875-2885 (2019) 2877Ren
Table 1. Chemical composition of AZ31 magnesium alloy (%wt)
element Al Zn Mn Si≤ Cu≤ Fe≤ Other Mg
content 2.5-3.5 0.8-1.2 0.1-0.5 0.05 0.025 0.005 0.01 The rest
on the surface of magnesium metal. The main Table 2. Formulation and process parameters of alkali
composition of the film is: the bottom layer is Cr3+ and and acid pickling solutions
Mg2+ hydroxide, and the surface layer is porous Method Reagent content condition
NaOH 10-20 g/L 60-70℃
Cr(OH)3. Chromate conversion film has good Na3PO4 30-50 g/L 1-3min
corrosion resistance without losing crystalline water. Caustic
Na2SiO3 10-20 g/L
washing
Because it can maintain moisture absorption (Wu et al. Na2CO3 10-20 g/L
surface active agent 1 g/L
2018), when it is subjected to mechanical wear and
room
damage, the chromate film swells and absorbs water and acid H3PO4 10-30 mg/L
temperature
pickling
has self-repairing function. However, at high Na3PO4 10-20 g/L 0.5-1 min
temperature, the chromate conversion film ruptures
due to the loss of crystalline water, and the self-repairing excellent corrosion resistance can not be obtained.
property is lost, which greatly reduces the corrosion Therefore, the sample must be pretreated before
resistance. Although the chromate conversion process is phosphating treatment (Mcnulty and Aber 2017),
mature, stable and has good protection, it has fatal which is directly related to a series of performance
shortcomings. Hexavalent chromium is a carcinogen indicators such as adhesion, compactness, uniformity
(Karimi and Haghifam 2017), which is toxic and and color of the surface coating including phosphating
pollutes the environment. film, and coating. The pretreatment process adopted in
the experiment is alkali washing → water washing →
Under the environment protection, chromium-free acid washing → water washing. The formulation and
conversion is being studied to replace chromium process parameters of alkali and acid pickling solutions
treatment (Blackman and Naranjo 2018) because are as shown in Table 2.
chromium treatment of magnesium alloys pollutes the
environment and hexavalent chromium is harmful to The purpose of alkali cleaning is to remove grease,
people’s health. Phosphating treatment is a promising dirt and sweat on the surface of the workpiece, and to
method in magnesium alloy transformation treatment, obtain a clean, grease-free surface. Because the dirt on
which has the tendency to replace chromizing the workpiece surface not only hinders the formation of
treatment. phosphating film, but also seriously affects the
adhesion, drying performance, corrosion resistance and
Sample preparation decoration of the coating and the substrate. The purpose
AZ31 wrought magnesium alloy is the most of pickling is to remove oxides, metal impurities and
important industrial wrought magnesium alloy. It has non-metallic silicon on the surface of magnesium
good strength and ductility. Al and Mg in the alloy can alloys, to obtain a clean and smooth surface, and to
form solid solution to improve the mechanical prepare for the phosphating process. There are two
properties of the alloy (Mcgregorv et al. 2018). The main effects of pickling on phosphating film (Cohen
chemical constituents are shown in Table 1. and Dobbs 2015). One is inadequate pickling and no
removal of oxide film, which will affect the subsequent
Test method poor adhesion of phosphating film and the uneven
The specimens were processed into 4.0*1.0*0.15 cm thickness of the film, resulting in the decrease of
rectangular sheets. The technological process is as adhesion and corrosion resistance of phosphating film
follows: 600#-800# abrasive paper grinding → and coating; the other is excessive pickling, resulting in
washing → acetone ultrasonic cleaning → washing → the surface corrosion of magnesium alloy and rough
degreasing → washing → pickling → washing, surface, and subsequent phosphating films will become
phosphating → washing → sealing → drying → rough and corrosion resistance will be reduced.
performance testing.
(2) Phosphating process
(1) Pretreatment process
Phosphate system was selected. According to the
The surface state and cleanliness of samples are film forming effect and corrosion resistance of
important conditions for film formation. On rough or magnesium alloy in different phosphate systems, such
oily surfaces, phosphating films with good adhesion and as whether or not the film was formed, the apparent
2878 Ekoloji 28(107): 2875-2885 (2019)Automatic Corrosion Treatment of Magnesium-Aluminum Alloy under Eco-environmental Protection
(a) (b)
Fig. 3. Sample Chart after 96 h Salt Spray Corrosion
uniformity of the film, the corrosion of the film after
soaking in 3.5% NaCl solution, the components and
concentration of the solution, solution pH value,
treatment time and treatment temperature were
screened, and the optimum process phosphating test
device was determined.
(3) Sealing process
The phosphated samples were immersed in 50%
sodium silicate solution (modulus M=3.325) at 70℃
for 10 min, and dried in an oven at 80℃ for 10 min.
RESULTS
Automatic Corrosion Treatment of Aluminum
Alloys
Liquid impregnation experiment
According to IB/T6073-1992 laboratory full
immersion corrosion test, the corrosion performance of
the coating was tested. The extracting solution was 5% Fig. 4. Schematic diagram of electrodynamic potential
NaCl solution, and the specimen was observed every 2 testing device
hours. Pitting corrosion occurred in untreated
aluminium alloy sheets after 10 h, while pitting Potentiodynamic scanning
corrosion occurred in treated aluminium alloy sheets Before potentiodynamic scanning, the sample was
after 100 h. immersed in 3.5% NaCl solution for 2 hours in
advance. The electrochemical test was carried out with
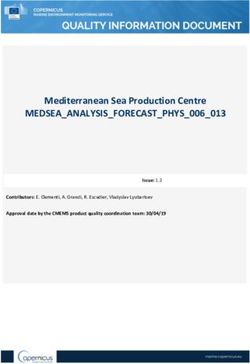
Test results of salt spray corrosion M237A potentiostat. The data recorded were analyzed
Fig. 3 shows the sample after 96 h of salt spray by its software. The reference electrode was a saturated
corrosion. It can be seen that after 4 days of salt spray calomel electrode and the platinum net was an auxiliary
corrosion, large area corrosion occurred on the surface electrode. After the test, the corrosive potential Ecorr
of the sample (Fig. 3a); while only slight pitting and the corrosive current density Jcorr were fitted by
corrosion occurred on the coated aluminium sheet, and the corresponding computer software M352. The size
no large area corrosion occurred. The corrosion of the corrosive current density indicated the material’s
resistance of the coated aluminium sheet is obviously decay. The higher the corrosion degree, the more
better than that of the uncoated aluminium sheet (Fig. serious the corrosion is. The results are shown in Table
3b). 3, the area of the sample exposed to the solution is 1
cm2. The test device is shown in Fig. 4, the potential
scanning speed is 50 mV/min and the scanning range is
from -1000 to +200 mV.
Ekoloji 28(107): 2875-2885 (2019) 2879Ren
Table 3. Results of electrodynamic potential Table 4. Design and results of intersection test
measurement Test A B C D test result
serial NH4H2PO4 KMnO4 Radiation rate
Jcorr / (A Ecorr (vs) pH NaF (g·L-1)
LY12Treatment process number (g·L ) -1
(g·L-1) (mg·cm-2·h-1)
cm-2) SCE / mV 1 1 (80) 1 (10) 1 (2.5) 1 (0.1) 0.247
GPTMS 2 TEOS sol curing film 4.3×10-9 -608 2 1 (80) 2 (20) 2 (3.5) 2 (0.3) 0.16
Untreated LY12 1.3×10-5 -697 3 1 (80) 3 (30) 3 (4.5) 3 (0.5) 0.273
Chromate anodized pretreatment layer 3.2×10-7 -628 4 2 (100) 1 (10) 2 (3.5) 3 (0.5) 0.22
5 2 (100) 2 (20) 3 (4.5) 1 (0.1) 0.522
6 2 (100) 3 (30) 1 (2.5) 2 (0.3) 0.365
7 3 (120) 1 (10) 3 (4.5) 2 (0.3) 0.492
8 3 (120) 2 (20) 1 (2.5) 3 (0.5) 0.23
9 3 (120) 3 (30) 2 (3.5) 1 (0.1) 0.428
K1 0.68 0.957 0.843 1.197
K2 0.107 0.912 0.807 1.017
K3 1.149 1.068 1.287 0.723
k1 0.227 0.319 0.281 0.399
k2 0.369 0.304 0.269 0.399
k3 0.383 0.356 0.429 0.241
R 0.156 0.052 0.16 0.158
coupon. Therefore, adding NaF to the basic formula is
considered and the orthogonal optimization is carried
out.
NH4H2PO4, KMnO4, NaF and pH value were taken
as four factors A, B, C and D. Three levels were selected
for each factor, and orthogonal test design was carried
out using four factors and three levels. The corrosion
Fig. 5. Potentiodynamic sweep curve
resistance of coatings is evaluated by corrosion
weightlessness method. The smaller the weight loss is,
The results of potentiodynamic polarization test
the better. The orthogonal experimental design and
show that the anodic process of blank aluminum alloy
results are shown in Table 4.
in 3.5% NaCl solution is mainly active dissolution, the
cathodic reaction is controlled by oxygen diffusion, the Range R reflects the position and importance of each
corrosion potential is -697 mV, and no passivation zone group of elements in the phosphating formulation. It
is shown; the corrosion potential of the sample treated can be seen from the magnitude of range that pH value,
by Alodine 1200 is -628 mV, showing a smaller (0.04 V) Na and NH4H2PO4 have great influence on the
polarization zone; and the sample cured by GPTMS 2 phosphating quality of magnesium alloys, while
TEOS sol is cured. The corrosion potential is -608 mV KMnO4 has little effect. According to min (k1, k2, k3),
and the passivation zone is larger (0.4 V). Compared the optimal formula was A1B2C2D3. As the optimal
with the chromate anodization treatment, the organic formula did not appear in the orthogonal test scheme,
modified silicon film (GPT 2MS 2 TEOS sol-cured the corrosion weight loss test was carried out to evaluate
protective film) has excellent corrosion resistance, the quality of the phosphating film of the optimal
which is due to the formation of compact nano-film formula. It was found that the corrosion resistance was
after the curing of GPTMS 2 TEOS coating. The test not ideal, and the reasons need to be further studied. In
results, shown in Fig. 5, show that the organic modified order to facilitate the continuation of the experimental
silicon film has better corrosion resistance and no research, this paper chooses formula No. 2
pollution than the chromate pretreatment layer under (A1B2C2D2), which corresponds to the lowest
the same conditions. corrosion weight loss in the orthogonal experimental
scheme as the optimum formula, and carries out
Automatic Corrosion Treatment of Magnesium subsequent research work on the performance test of
Alloys phosphating film.
Optimization of phosphating formula
Although the corrosion resistance of magnesium
alloy surface treated by phosphating with basic formula
has been improved to a certain extent, the corrosion
resistance of the corrosion coupon is still not ideal from
the macroscopic corrosion morphology of the corrosion
2880 Ekoloji 28(107): 2875-2885 (2019)Automatic Corrosion Treatment of Magnesium-Aluminum Alloy under Eco-environmental Protection
increase is achieved by optimizing the process. Because
there are holes (or cracks) on the surface of phosphating
film after phosphating treatment, in order to further
improve the compactness of phosphating film, it is
necessary to seal the holes of phosphating film. Fig. 7
compares the polarization curves of the samples without
and after sealing. It can be seen from the figure that even
after optimizing the phosphating process, the anodic
polarization curves of the samples without sealing
treatment are basically similar to those of the blank
samples of magnesium alloys, and the corrosion
potential is approximately the same. After sealing
treatment, the corrosion potential and the position of
the curve are obviously increased.
Another noticeable problem is that the polarization
curve of the sample after phosphating (sealing)
Fig. 6. Blank sample and polarization curve after treatment is rougher than that of the blank sample, and
phosphating (sealing hole) there are a lot of tiny steps on the curve, which indicates
that the micro-electro-mechanical phenomenon of
local “active dissolution-passivation” occurs
continuously in the micro-area of the sample surface
during the anodic polarization process. These micro-
regions are probably related to the cracks (or residual
pore) on the surface after phosphating (sealing).
Considering the characteristics of anodic polarization
curve of blank samples, the micro-electrochemical
process can be roughly judged as follows: after applying
polarization potential, the micro-cracks on the
phosphating (sealing) surface (which can be understood
as the micro-self-surface of magnesium alloy) enter
first. When the polarization current reaches a certain
value (passivation current density), the polarization
current density does not change significantly with the
increase of the polarization potential, and then the
passivation region at the micro-step is formed; when the
Fig. 7. Polarization curve after optimization of
polarization current reaches a certain value (passivation
phosphating process
current density), the polarization current density does
Electrochemical performance test not change significantly with the increase of the
Fig. 6 compares the polarization curves of the blank polarization potential. With the increase of polarization
sample, the basic formula and the optimized formula current density, new microcracks take part in the active
after phosphating (with sealing holes) in 3.5% NaCl dissolution process, and a new step of active dissolution
aqueous solution. Fig. 6 shows that the anodic zone is formed. The repeated micro-electrochemical
polarization curve of magnesium alloy blank samples process results in a large number of micro-steps on the
shows strong active dissolution characteristics at the anodic polarization curve. The more the number of
initial stage, and passivation characteristics at the later micro-cracks on the surface of phosphating film, the
stage. After phosphating (with sealing holes) treatment, smaller the polarization potential corresponding to the
the initial active dissolution characteristics are passivation zone at the micro-step on the anodic
weakened, especially after optimizing the process. polarization curve, and the smoother the polarization
Phosphating (sealing) treatment can significantly curve. Therefore, the number of micro-cracks on the
increase the corrosion potential of magnesium alloys in surface of phosphating film can be judged by the range
3.5% NaC aqueous solution, and the maximum of polarization potential corresponding to the
Ekoloji 28(107): 2875-2885 (2019) 2881Ren
Table 5. Composition of Phosphating Film of Basic Formula on Magnesium Alloy Surface (%wt)
element P Mn Mg Al Zn Si Na
Before sealing 41.15 36.96 12.32 8.5 1.07 — —
After sealing 1.65 1.8 — 0.48 0.07 85.96 10.03
(a) Before sealing (b) After sealing
Fig. 8. Map of OMU Pond I and sampling station (Anonymous 1975)
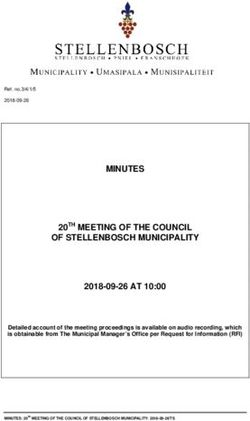
passivation zone at the small step on the anodic phosphating + sealing treatment is shown in Fig. 8b.
polarization curve. According to the Fig. 6, the number From the figure, it can be seen that the number of
of micro-cracks on the surface of the optimized formula micro-cracks on the surface of the film is significantly
phosphating film (with sealing holes) is significantly less reduced and the compactness of the phosphating film is
than that on the surface of the basic formula significantly improved, which indicates that the sealing
phosphating film (with sealing holes), indicating that treatment is of great significance in the phosphating
the optimized formula phosphating film (with sealing process of magnesium alloys. However, there are still a
holes) has higher density. few micro-cracks and individual pores on the surface of
the film after sealing, which may be associated with the
Analysis of microscopic morphology and components of solidification process and the phosphating film by the
phosphating film surface sealing agent. The mismatch (such as different
The surface morphology of magnesium alloy expansion coefficients) and the large number of micro-
phosphating film after basic formula phosphating is cracks in phosphating film lead to large suction capacity
shown in Fig. 8. It can be seen from Fig. 8A that and difficult exhaust when sealing holes. The results of
although phosphating film uniformly covers the surface component analysis (see Table 5) show that the main
of magnesium alloy under macroscopic conditions, its elements of mountain Si and Na are on the surface after
micro-distribution is incomplete and continuous, and sealing, in addition, a small amount of P, Mn and other
there are a lot of network micro-cracks on the surface of elements are also contained. Obviously, the quality of
phosphating film, which will destroy the compactness the initial phosphating film also has a great influence on
of phosphating film and reduce the protective effect of the sealing quality. Therefore, in order to reduce the
phosphating film on magnesium alloy matrix. This may number of microcracks on the surface of the initial
be one of the important reasons for the low corrosion phosphating film and improve the matching between
performance of basic formulated film. The results of the performance of the phosphating film and the sealing
EDS analysis of the basic formula phosphating film agent, the basic formula was optimized in this paper.
show that the phosphating film is mainly composed of The surface micro-morphology of the optimized
P, Mn and Mg, and contains a small amount of Al and magnesium alloy film is shown in Fig. 9. From the
Zn. figure, it can be seen that the number of micro-cracks
on the surface of the phosphating film decreases
From the results of component analysis, it can be
significantly, and there are almost no micro-cracks and
concluded that the phosphating film is mainly
pore on the surface after sealing. This also proves the
composed of magnesium phosphate and manganate.
correctness of the conclusion of electrochemical
The appearance of Al, Zn and other elements in the
performance test, and shows that the optimization of
phosphating film indicates that the alloy composition is
the phosphating film plays an important role in
also involved in the process of phosphating film
improving the sealing quality.
formation. The surface micro-morphology after basic
2882 Ekoloji 28(107): 2875-2885 (2019)Automatic Corrosion Treatment of Magnesium-Aluminum Alloy under Eco-environmental Protection
(a) Before sealing (b) After sealing
Fig. 9. Surface SEM photographs after optimized formulation phosphating
DISCUSSIONS Compared with chemical treatment, the anodic
The inadequate corrosion resistance of Mg-Al alloy oxidation energy storage of Mg-Al alloy can greatly
limits its application in many fields. To solve the improve the corrosion resistance of Mg-Al alloy. The
problem of corrosion protection of Mg-Al alloy, we can anodic oxidation film of Mg-Al alloy has high porosity
improve the purity of Mg-Al alloy by controlling its and irregular pore shape. If these voids are not treated,
internal impurities, develop new corrosion-resistant the corrosion medium will easily erode the surface of
alloy ion implantation Mg-Al alloy or laser surface Mg-Al alloy directly through the oxide film. Anodic
modification. For large-scale industrial production, we oxidation treatment of Mg-Al alloy requires more
can adopt the methods of protective film and coating reduction of the void density of the oxide film. Micro-
treatment, which have high economy. At present, there arc oxidation (MAO) is an anodic oxidation technology
are mainly three kinds of anti-corrosion treatment developed in recent years. By placing Mg-Al alloy in
methods for Mg-Al alloy surface: chemical treatment, electrolyte aqueous solution and inserting high voltage,
anodic oxidation and metal coating. spark discharge spots are produced in the micro-holes
of the oxide film on the surface of Mg-Al alloy, which
(1) Chemical treatment
improves the protection ability of the oxide film.
A protective oxide film can be formed on the surface Therefore, the corrosion resistance of Mg-Al alloy can
of magnesium-aluminium alloy by chemical treatment. be greatly improved by this technology for ordinary
The protective film can form a close bond with anodic oxidation.
magnesium-aluminium alloy, prevent external
(3) Metal coating
corrosion medium from directly eroding the surface
matrix of magnesium-aluminium alloy, and improve Electroless nickel plating is usually chosen as the
the corrosion resistance of magnesium-aluminium anticorrosive coating of Mg-Al alloy. After acid pickling
alloy. In industrial production, the commonly used and activation, electroless nickel plating can be directly
chemical treatment of magnesium-aluminium alloy is deposited on Mg collective. However, due to the strong
to use sodium chromate and magnesium fluoride to chemical activity of Mg itself, there will be a large
form a protective film on the surface of magnesium- amount of hydrogen precipitation in this process, which
aluminium alloy for protection. The protective film can will lead to the decrease of the bonding force between
repair itself slowly after being eroded and has a good the nickel plating layer and Mg matrix. By adding zinc
protective effect. dipping process in the middle, the bonding force
between nickel plating layer and magnesium matrix can
The addition of rare earth elements can also form a be improved obviously, and the surface brightness of
protective film on the surface of Mg-Al alloy. According magnesium-aluminium alloy can also be improved. In
to relevant research, the protective film in buffer addition, fluoride can be used as activator, without zinc
solution with pH value of 8.5 can significantly slow dipping process, electroless nickel plating, passivation
down the corrosion rate of Al-Al alloy, but in corrosive and heat treatment, nickel plating layer can obtain good
solution with pH value of 8.5, its protective mechanical properties, corrosion resistance, weldability
performance will decline. and environmental stability, and can make the inner
(2) Anodic oxidation hole of the device covered by nickel plating layer. This
Ekoloji 28(107): 2875-2885 (2019) 2883Ren
process is very suitable for the strict anti-corrosion CONCLUSIONS
requirement of spacecraft components for American In this paper, an automatic corrosion treatment
aluminium alloy. method for Mg-Al alloy under the protection of
ecological environment is put forward. Pretreatment
(4) Micro-arc oxidation (MAO)
and pre-treatment operations are carried out on the
As an extension of conventional anodic oxidation surface of LY12 aluminum alloy and AZ31 magnesium
technology, micro-arc oxidation is a new technology for alloy respectively to remove rough or oily dirt on the
in-situ growth of ceramic coatings on the surface of surface of the material, and then the coating and
non-ferrous metals such as Al, Mg, Ti, etc. Because of phosphating film on the surface of aluminum alloy and
its simple process, pollution-free and strong workpiece magnesium alloy are prepared by sol-gel process and
processing ability, it can significantly improve the phosphating process respectively. The surface of LY12
properties of the alloy, so it is widely used in surface aluminum alloy treated by GPTMS-TEOS hybrid sol
treatment of aluminum alloy, and has a good can form a dense nano-protective film. Because of the
development prospects. Surface treatment before strong Me-O-Si chemical bond formed on the surface
micro-arc oxidation has a great influence on the of activated aluminium alloy with silica alcohol,
corrosion resistance of samples. Shen et al. GPTMS-TEOS hybrid film exhibits high corrosion
systematically compared the microstructures and resistance and interfacial bonding force, which can be
corrosion resistance of the coatings on 6061 aluminium basically used for pretreatment of aluminium alloy
alloy treated by different processes. It was found that the before painting. The hybrid sol introduced other
pretreated high temperature oxidation film (HTO) was uniform dispersed phases (zirconia, titanium oxide,
beneficial to reduce the arcing voltage and increase the alumina) and increased the thickness of the coating,
growth rate of ceramic coatings. At the same time, it also which is expected to replace the primer and reduce the
enriched Mg in the coatings, resulting in the coating corrosion of aluminium alloy. Phosphating treatment
surface less compact and uniform than that treated by can significantly improve the corrosion resistance of
micro-arc oxidation (MAO), and convex between the AZ31 magnesium alloy, and with the increase of
coatings and oxides. Cracks are easy to occur in the phosphating time, the corrosion resistance of
starting part, and the corrosion resistance decreases. phosphating film on magnesium alloy surface is
However, compared with 6061 aluminum alloy, the constantly improved. Sealing treatment can effectively
corrosion resistance of HTO, MAO and HTO-MAO seal the residual corrosion active channels in the
coatings is significantly improved. The order of phosphating film on magnesium alloy surface, and
corrosion resistance is MAO coatings > HTO-MAO further improve the corrosion resistance of phosphating
coatings > HTO coatings > 6061 aluminum alloy film on magnesium alloy surface.
matrix.
REFERENCES
Blackman A, Naranjo M (2018) Does Eco-Certification Have Environmental Benefits?. Ecological Economics,
83(6):58-66.
Castellanos A, Altube A, Vega J (2015) Effect of Different Post-Treatments on the Corrosion Resistance And
Tribological Properties of AZ91D Magnesium Alloy Coated PEO. Surface and Coatings Technology,
278(41):99-107.
Chartier D, Muzeau B, Stefan L (2016) Magnesium Alloys and Graphite Wastes Encapsulated in Cementitious
Materials: Reduction of Galvanic Corrosion Using Alkali Hydroxide Activated Blast Furnace Sla. Journal of
Hazardous Materials, 326(62):197-210.
Cohen A, Dobbs F (2015) Failure of the Public Health Testing Program for Ballast Water Treatment Systems.
Marine Pollution Bulletin, 91(1):29-34.
Cui J, Shi R, Pei Y (2017) Novel Inorganic Solid Controlled-Release Inhibitor for Q235-B Anticorrosion
Treatment in 1 M HCl. Applied Surface Science, 416:213-224.
Cui Y, Xie N (2015) An Intrusion Detection Method Based on Feature Selection. Journal of Jilin University
(Science Edition), 53(1):112-116.
Gusieva K, Davies C, Scully J (2015) Corrosion of Magnesium Alloys: The Role of Alloying. International Materials
Reviews, 60(3):169-194.
2884 Ekoloji 28(107): 2875-2885 (2019)Automatic Corrosion Treatment of Magnesium-Aluminum Alloy under Eco-environmental Protection
Harandi S, Raman R (2015) Appropriate Mechanochemical Conditions for Corrosion-Fatigue Testing of
Magnesium Alloys for Temporary Bioimplant Applications. JOM, 67(5):1137-1142.
Karimi M, Haghifam M (2017) Risk Based Multi-Objective Dynamic Expansion Planning of Sub-Transmission
Network in Order to Have Eco-Reliability, Environmental Friendly Network With Higher Power Quality. Iet
Generation Transmission and Distribution, 11(1):261-271.
Lamaka S, Xue H, Meis N (2015) Fault-Tolerant Hybrid Epoxy-Silane Coating for Corrosion Protection of
Magnesium Alloy AZ31. Progress in Organic Coatings, 80(3):98-105.
Li J (2015) Multilayer Network Intrusion Data Mining Depth Difference Method Research. Computer Simulation,
32(4):235-238.
Li J, Qi L, Wang Y (2016) Formation of A Corrosion-Resistant and Anti-icing Superhydrophobic Surface on
Magnesium Alloy Via A Single-Step Method. Journal of the Electrochemical Society, 163(5):C213-C220.
Mcgregor G, Marshall J, Lobegeiger J (2018) A Risk-Based Ecohydrological Approach to Assessing Environmental
Flow Regimes. Environmental Management, 61(8):1-17.
Mcnulty S, Aber J (2017) US National Climate Change Assessment on Forest Ecosystems: An Introduction.
Bioscience, 7(9):720-722.
Min G, Jin K, Kim H (2018) Effect of Post-Annealing and Strong Deformation Process on the Mechanical and
Corrosion Properties of A Mg-Mn Alloy for Biomedical Application. Journal of the Korean Physical Society,
72(6):692-698.
Park S, Jung J, Kim Y (2015) A New High-Strength Extruded Mg-8Al-4Sn-2Zn Alloy. Materials Letters,
139(139):35-38.
Perkins J, Xu Z, Smith C (2015) Direct Writing of Polymeric Coatings on Magnesium Alloy for Tracheal Stent
Applications. Annals of Biomedical Engineering, 43(5):1158-1165.
Qi S, Wang Q, Li H (2015) Inertial Sensors Assisted Wifi Indoor Positioning Method. Journal of China Academy
of Electronics and Information Technology, 10(1):102-106.
Recloux I, Mouanga M, Druart M (2015) Silica Mesoporous Thin Films As Containers for Benzotriazole for
Corrosion Protection of 2024 Aluminium Alloys. Applied Surface Science, 346(5):124-133.
Singh I, Gupta P, Maheshwari A (2015) Corrosion Resistance of Sol–Gel Alumina Coated Mg Metal in 3.5% NaCl
Solution. Journal of Sol-Gel Science and Technology, 73(1):127-132.
Wang J, Ren Y (2015) Fault Diagnosis Method and Technology for Electrical Equipment. Automation and
Instrumentation, (5):22-24.
Wang Y, Chen Y (2015) Photovoltaic Battery Universal Model and Adaptive MPPT Control Method. Chinese
Journal of Power Sources, 39(1):75-77.
Wang Y, Xie L (2015) Voltage Sag Detection Based on Improved Αβ Transform and Mathematical Morphology.
Journal of Power Supply, 13(2):77-81.
Wu Q, Hao J, Yu Y (2018) The Way Forward Confronting Eco-Environmental Challenges During Land-Use
Practices: A Bibliometric Analysis. Environmental Science and Pollution Research, 25(5):1-16.
Zhao H, Shu C, Niu S (2015) The Influence of Alkali Pretreatments of AZ31 Magnesium Alloys on Bonding of
Bioglass–Ceramic Coatings and Corrosion Resistance for Biomedical Applications. Ceramics International,
41(3):4590-4600.
Ekoloji 28(107): 2875-2885 (2019) 2885You can also read