Application of solid-state fermentation to food industry-A review
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Journal of Food Engineering 76 (2006) 291–302
www.elsevier.com/locate/jfoodeng
Application of solid-state fermentation to food industry—A review
a,b
Susana Rodrı́guez Couto , Ma Ángeles Sanromán a,*
a
Department of Chemical Engineering, Isaac Newton Building, University of Vigo, Lagoas Marcosende, 36310 Vigo, Spain
b
Department of Chemical Engineering, Chemical Engineering School, Rovira i Virgili University, 43007 Tarragona, Spain
Received 9 November 2004; accepted 19 May 2005
Available online 20 July 2005
Abstract
Solid state fermentation (SSF) has become a very attractive alternative to submerged fermentation (SmF) for specific applications
due to the recent improvements in reactor designs. This paper reviews the application of SSF to the production of several metabo-
lites relevant for the food processing industry, centred on flavours, enzymes (a-amylase, fructosyl transferase, lipase, pectinase),
organic acids (lactic acid, citric acid) and xanthan gum. In addition, different types of biorreactor for SSF processes have been
described.
Ó 2005 Elsevier Ltd. All rights reserved.
Keywords: Bioreactors; Enzyme production; Food processing industry; Solid-state fermentation
1. Introduction liquid (Pandey, 1992). The low moisture content means
that fermentation can only be carried out by a limited
Microorganisms have long played a major role in the number of microorganisms, mainly yeasts and fungi,
production of food (dairy, fish and meat products) and although some bacteria have also been used (Pandey,
alcoholic beverages. In addition, several products of Soccol, & Mitchell, 2000a). Some examples of SSF pro-
microbial fermentation are also incorporated into food cesses for each category of microorganisms are reported
as additives and supplements (antioxidants, flavours, in Table 1.
colourants, preservatives, sweeteners, . . .). There is great SSF offers numerous advantages for the production
interest in the development and use of natural food and of bulk chemicals and enzymes (Hesseltine, 1977;
additives derived from microorganisms, since they are Pandey, Selvakumar, Soccol, & Nigam, 1999a; Soccol,
more desirable than the synthetic ones produced by Iloki, Marin, & Raimbault, 1994). This process is known
chemical processes. from ancient times and different fungi have been culti-
Solid-state fermentation (SSF) reproduces the natural vated in SSF for the production of food. Typical exam-
microbiological processes like composting and ensiling. ples of it are the fermentation of rice by Aspergillus
In industrial applications this natural process can be uti- oryzae to initiate the koji process and Penicillium roque-
lised in a controlled way to produce a desired product. fortii for cheese production. Also, in China, SSF has
SSF is defined as any fermentation process performed been used extensively to produce brewed foods (such as
on a non-soluble material that acts both as physical sup- Chinese wine, soy sauce and vinegar) since ancient time
port and source of nutrients in absence of free flowing (Chen, 1992). Also, in Japan SSF is used commercially
to produce industrial enzymes (Suryanarayan, 2003).
Since 1986 in Brazil a series of research projects for the
*
Corresponding author. Tel.: +34 986 812383; fax: +34 986 812380. value-addition of tropical agricultural products and
E-mail address: sanroman@uvigo.es (Ma. Á. Sanromán). sub-products by SSF has been developed due to the high
0260-8774/$ - see front matter Ó 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.jfoodeng.2005.05.022292 Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A.
Table 1 & Nigam, 2003). Castilho, Alves, and Medronho (2000),
Main groups of microorganisms involved in SSF processes (extracted have performed a detail economic analysis of the pro-
from Raimbault, 1998)
duction of Penicillium restrictum lipase in both SmF
Microflora SSF process and SSF. They found that for a production scale of
Bacteria 100 m3 lipase concentrate per year, total capital invest-
Bacillus sp. Composting, natto, amylase ment needed for SmF was 78% higher than that needed
Pseudomonas sp. Composting
Serratia sp. Composting
for SSF. Also, SSF unitary product cost was 47% lower
Streptococcus sp. Composting than the selling price. These studies pointed out that the
Lactobacillus sp. Ensiling, food great advantage of SSF processes is the extremely cheap
Clostridium sp. Ensiling, food raw material used as main substrate. Therefore, SSF is
Yeast certainly a good way of utilising nutrient rich solid
Endomicopsis burtonii Tape cassava, rice wastes as a substrate. Both food and agricultural wastes
Saccharomyces cerevisiae Food, ethanol are produced in huge amounts and since they are rich in
Schwanniomyces castelli Ethanol, amylase
carbohydrates and other nutrients, they can serve as a
Fungi substrate for the production of bulk chemicals and en-
Altemaria sp. Composting zymes using SSF technique.
Aspergillus sp. Composting, industrial, food
The nature of the solid substrate employed is the
Fusarium sp. Composting, gibberellins
Monilia sp. Composting most important factor affecting SSF processes and its
Mucor sp. Composting, food, enzyme selection depends upon several factors mainly related
Rhizopus sp. Composting, food, enzymes, with cost and availability and, thus, may involve the
organic acids screening of several agro-industrial residues. In SSF pro-
Phanerochaete chrysosporium Composting, lignin degradation
cess the solid substrate not only supplies the nutrients to
Trichoderma sp. Composting, biological control,
bioinsecticide the culture but also serves as an anchorage for the
Beauveria sp., Metharizium sp. Biological control, bioinsecticide microbial cells. Among the several factors, which are
Amylomyces rouxii Tape cassava, rice important for microbial growth and activity in a partic-
Aspergillus oryzae Koji, food, citric acid ular substrate, particle size and moisture level/water
Rhizopus oligosporus Tempeh, soybean, amylase, lipase
activity are the most critical (Auria, Palacios, & Revah,
Aspergillus niger Feed, proteins, amylase,
citric acid 1992; Barrios-Gonzalez, Gonzalez, & Mejia, 1993;
Pleurotus oestreatus, sajor-caju Mushroom Echevarria, Leon, Espinosa, & Delgado, 1991; Liu
Lentinus edodes Shii-take mushroom & Tzeng, 1999; Pandey, Ashakumary, Selvakumar, &
Penicilium notatum, roquefortii Penicillin, cheese Vijayalakshmi, 1994; Pastrana, Gonzalez, Pintado, &
Murado, 1995; Roussos, Raimbault, Prebois, & Lon-
sane, 1993; Sarrette, Nout, Gervais, & Rombouts, 1992;
amounts of agricultural residues generated by this coun- Smail, Salhi, & Knapp, 1995; Zadrazil & Punia, 1995).
try (Soccol & Vandenberghe, 2003). Thus, the produc- Generally, smaller substrate particles provide a larger
tion of bulk chemicals and value-added fine products surface area for microbial attack but if they are too
such as ethanol, single-cell protein (SPC), mushrooms, small may result in substrate agglomeration as well as
enzymes, organic acids, amino acids, biologically active poor growth. In contrast, larger particles provide better
secondary metabolites, etc. (Hölker, Höfer, & Lenz, aeration but a limited surface for microbial attack.
2004; Pandey, 1992; Pandey, 1994; Pandey, Azmi, Therefore, a compromised particle size must be selected
Singh, & Banerjee, 1999b; Pandey et al., 1999c; Pandey, for each particular process (Pandey et al., 1999a).
Nigam, & Vogel, 1988; Pandey et al., 2000b; Pandey Research on the selection of suitable substrates for
et al., 1999d; Vandenberghe, Soccol, Pandey, & Lebea- SSF has mainly been centred around agro-industrial resi-
ult, 2000) has been produced from these raw materials dues due to their potential advantages for filamentous
by means of SSF technique. fungi, which are capable of penetrating into the hardest
In recent years, SSF has received more and more of these solid substrates, aided by the presence of turgor
interest from researchers, since several studies for en- pressure at the tip of the mycelium (Ramachandran
zymes (Pandey et al., 1999a), flavours (Ferron, Bonna- et al., 2004). In addition, the utilisation of these agro-
rame, & Durand, 1996), colourants (Johns & Stuart, industrial wastes, on the one hand, provides alternative
1991) and other substances of interest to the food indus- substrates and, on the other, helps in solving pollution
try have shown that SSF can give higher yields problems, which otherwise may cause their disposal
(Tsuchiya et al., 1994) or better product characteristics (Pandey et al., 1999a).
(Acuña-Arguelles, Gutierrez-Rojas, Viniegra-González, SSF offers numerous advantages over SmF such as
& Favela-Torres, 1995) than submerged fermentation simpler technique and lower cost (Table 2). However,
(SmF). In addition, costs are much lower due to the effi- there are few designs available in the literature for biore-
cient utilisation and value-addition of wastes (Robinson actors operating in solid-state conditions. This is princi- Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A. 293
Table 2 Several researchers have studied the production of ar-
Advantages and disadvantages of SSF over SmF oma compounds by SSF from several microorganisms
Advantages Disadvantages such as Neurospora sp. (Pastore, Park, & Min, 1994),
Higher productivity Difficulties on scale-up Zygosaccharomyces rouxii (Sugawara, Hashimoto,
Better oxygen circulation Low mix effectively Sakurai, & Kobayashi, 1994), Aspergillus sp. (Ito,
Low-cost media Difficult control of process Yoshida, Ishikawa, & Kobayashi, 1990), using pre-
parameters (pH, heat, moisture,
nutrient conditions, . . .)
gelatinised rice, miso and cellulose fibres, respectively.
Less effort in downstream Problems with heat build-up Bramorski, Soccol, Christen, and Revah (1998) com-
processing pared fruity aroma production by Ceratocystis fimbriata
Reduced energy and cost Higher impurity product, increasing in solid-state cultures using several agro-industrial
requirements recovery product costs wastes (cassava bagasse, apple pomace, amaranth and
Simple technology
Scarce operational problems
soybean), determining that the media with cassava ba-
It resembles the natural gasse, apple pomace or soybean produced a strong fru-
habitat for several ity aroma. Soares, Christen, Pandey, and Soccol (2000)
microrganisms also reported the production of strong pineapple aroma
when SSF was carried out using coffee husk as a sub-
strate by this strain. Bramorski, Christen, Ramirez, Soc-
pally due to several problems encountered in the control col, and Revah (1998) and Christen, Bramorski, Revah,
of different parameters such as pH, temperature, aera- and Soccol (2000) described the production of volatile
tion and oxygen transfer and moisture. SSF lacks the compounds such as acetaldehyde and 3-methylbutanol
sophisticated control mechanisms that are usually asso- by the edible fungus Rhizopus oryzae during SSF on
ciated with SmF. Control of the environment within the tropical agro-industrial substrates.
bioreactors is also difficult to achieve, particularly tem- Kluyveromyces marxianus produced aroma com-
perature and moisture. pounds, such as monoterpene alcohols and isoamyl ace-
The aim of this paper is to review the potential appli- tate (responsible for fruity aromas), in SSF using
cation of SSF for the production of several metabolites cassava bagasse or giant palm bran as a substrate
of great interest to the food industry. In addition, differ- (Medeiros et al., 2001).
ent types of biorreactor for SSF processes are described. Esters are the source of the aromas and among them
pyrazines, which possess a nutty and roasty flavour, are
used as a food additive for flavouring (Seitz, 1994). Bes-
2. Some examples of applications of SSF to food industry son, Creuly, Gros, and Larroche (1997) and Larroche,
Besson, and Gros (1999) studied the production of
2.1. Flavours 2,5-dimethylpyrazine (2,5-DMP) and tetramethyl-
prazine (TTMP) using B. natto and B. subtilis, respec-
Flavours comprise over a quarter of the world mar- tively, on soybeans in SSF. They found that SSF
ket for food additives. Most of the flavouring com- was very suitable for the production of these
pounds are produced via chemical synthesis or by compounds.
extraction from natural materials. However, recent mar-
ket surveys have shown that consumers prefer foodstuff
2.2. Enzyme production
that can be labelled as natural. Plants have been major
sources of essential oils and flavours but their use de-
Recently, dos Santos, Souza da Rosa, DalÕBoit,
pends on natural factors difficult to control such as
Mitchell, and Krieger (2004) evaluated whether SSF is
weather conditions and plant diseases. An alternative
the best system for producing enzymes. They found that
route for flavour synthesis is based on microbial biosyn-
SSF is appropriate for the production of enzymes and
thesis or bioconversion (Janssens, de Pooter, Van-
other thermolabile products, especially when higher
damme, & Schamp, 1992). Several microorganisms,
yields can be obtained than in SmF.
including bacteria and fungi, are currently known for
their ability to synthesise different aroma compounds.
Attempts to use these microorganisms in SmF resulted 2.2.1. a-Amylase
in low productivity of aroma compounds (Yamguchi a-Amylases (endo-1,4-a-D-glucan glucanohydrolase
et al., 1993), which hampered their industrial applica- EC 3.2.1.1) are extra-cellular endo enzymes that ran-
tion. SSF could be of high potential for this purpose domly cleave the 1,4-a linkages between adjacent glu-
(Berger, 1995). Thus, Ferron et al. (1996) reviewed the cose units in the linear amylose chain and ultimately
prospects of microbial production of food flavours generates glucose, maltose and maltotriose units. Since
and the recommended SSF processes for their the 1950s, fungal amylases have been used to manufac-
production. ture sugar syrups containing specific mixtures of sugars294 Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A.
that could not be produced by conventional acid hydro- 2.2.2. Fructosyl transferase
lysis of starch. Amylases are extensively employed in Fructosyl transferase (EC 2.4.1.10) catalyses the
processed-food industry such as baking, brewing, prepa- formation of fructo-oligosaccharides from sucrose.
ration of digestive aids, production of cakes, fruit juices, Fructo-oligosaccharides are present in various com-
starch syrups, etc. monly consumed foods like fruits, vegetables, cereals
The production of a-amylases has generally been car- and honey in trace amounts. The production of fructosyl
ried out using SmF; however, SSF systems appear as a transferase derived from microorganisms has attracted
promising technology. Recently, Francis et al. (2003) attention in recent years by SmF using Aspergillus spp,
used spent brewing grains in SSF for the production Penicillium spp and Aureobasidium spp (Prapulla, Sub-
of a-amylase and determined that the supplement of fer- haprada, & Karanth, 2000) and SSF using both Aspergil-
mentation media with Tween-80 or calcium ions en- lus foetidus and A. oryzae (Hang, Woodams, & Jang,
hanced a-amylase activity. 1995; Sangeetha, Ramesh, & Prapulla, 2004).
Krishna and Chandrasekaran (1996) used banana Recently, Sangeetha et al. (2004) have studied the
fruit stalk as a substrate in SSF with Bacillus subtilis. production of fructosyl transferase by A. oryzae employ-
Different factors such as initial moisture content, parti- ing a great variety of agricultural by-products as sub-
cle size, thermal treatment time and temperature, pH, strates: Cereal brans (wheat bran, rice bran and oat
incubation temperature, additional nutrients, inoculum bran), corn products (corn cob, corn bran, corn germ,
size and incubation period on the production of a-amy- corn meal, corn grits and whole corn powder), coffee-
lase were characterised. Results obtained for the optimi- and tea-processing by-products (coffee husk, coffee pulp,
sation of process parameters clearly shown their impact spent coffee and spent tea), sugarcane bagasse and cas-
on the gross yield of enzymes as well as their indepen- sava bagasse. They found that, among them, the best re-
dent nature in influencing the organismÕs ability to syn- sults were obtained when rice bran, wheat bran, corn
thesise the enzyme. It is known that particle size (specific germ, spent coffee and tea were used supplemented with
surface area) is a critical factor in SSF. Banana fruit yeast extract and complete synthetic media.
stalk particles of 400 lm favoured maximal a-amylase
production compared to larger particles. A similar 2.2.3. Lipase
trend was reported for the production of glucoamylases Lipases (triacylglycerol acylhydrolases, EC 3.1.1.3)
with wheat bran (Pandey, 1991) and cellulases with coir are well known as efficient biocatalysts for the hydroly-
pith of small particle size (Muniswaran & Charyulu, sis of water-insoluble fatty-acid esters, being triacylgly-
1994). cerols of long chain fatty acids their natural substrates.
Nowadays, gelatinisation is coupled with liquefac- Lipases are nowadays widely used at industrial scale
tion, which is possible by the action of thermostable with applications in food, detergent, cosmetic and phar-
amylases, which have been reported in both SmF (Stam- maceutical industries (Jaeger & Reetz, 1998).
ford, Stamford, Coelho, & Araujo, 2001) and SSF Most studies on lipolytic enzymes production by bac-
(Babu & Satyanarayana, 1995). Sodhi, Sharma, Gupta, teria, fungi and yeasts have been performed in sub-
and Soni (2005) determined that the productivity of merged cultures; however, there are few reports on
thermostable amylases from Bacillus sp. was affected lipase synthesis in solid state cultures. In recent years,
by the nature of the solid substrate (wheat bran, rice increasing attention has been paid to the conversion of
bran, corn bran and combination of two brans), nature processing industry wastes in lipase by solid state
of the moistening agent, level of moisture content, cultures.
incubation temperature, presence or absence of sur- There are several reports dealing with extracellular li-
factant, carbon, nitrogen, mineral, amino acid and pase production by fungus such as Rizhopus sp., Asper-
vitamin supplements. Maximum enzyme production gillus sp., Penicillium sp. on different solid substrates
was obtained on wheat bran supplemented with glycerol (Christen, Angeles, Corzo, Farres, & Revah, 1995; Cor-
(1.0%, w/w), soyabean meal (1.0%, w/w), L-proline dova et al., 1998; Gombert, Pinto, Castilho, & Freire,
(0.1%, w/w), vitamin B-complex (0.01%) and moistened 1999; Kamini, Mala, & Puvanakrishnan, 1998; Miranda
with tap water containing 1% Tween-40. et al., 1999) under submerged conditions. However, few
Recently, Ramachandran et al. (2004) reported the researchers have investigated the synthesis of lipase by
use of coconut oil cake (COC) as a substrate for the pro- yeasts using SSF technique. Among them, Rao,
duction of a-amylase by A. oryzae under SSF condi- Jayaraman, and Lakshmanan (1993) determined that
tions. Raw COC supported the growth of the culture, the C/N ratio of the medium is an important parameter
resulting in the production of 1372 U/gds a-amylase in for lipase production by the yeast Candida rugosa.
24 h. Supplementation with 0.5% starch and 1% peptone Rivera-Muñoz, Tinoco-Valencia, Sanchez, and
to the substrate positively enhanced the enzyme synthe- Farres (1991), Ohnishi, Yoshida, and Sekiguchi (1994),
sis producing 3388 U/gds, proving COC a promising Christen et al. (1995) and Benjamin and Pandey
substrate for a-amylase production. (1996a, 1996b, 1997a, 1997b), compared SmF and SSF Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A. 295
systems for lipase production. All they found that en- showed more stable properties: they had a higher
zyme yields were higher and stable in the latter. stability to pH and temperature and they were less
Several factors can affect extracellular lipase produc- affected by catabolic repression than pectinases pro-
tion such as pH, temperature, aeration and medium duced by SmF (Acuña-Arguelles et al., 1995).
composition. Furthermore, the presence of triglycerides
or fatty acids has been reported to increase lipolytic en- 2.3. Organic acids
zyme secretion by a certain number of microorganisms
(Marek & Bednarski, 1996). Therefore, in SSF the type Organic acids have been utilised for long time by the
of substrate could be used to enhance the production of food industry as food additives and preservatives for
enzymes, as several food and agroindustrial wastes are prevent deterioration and extending the shelf life of
rich in fatty acids, triglycerides and/or sugars. perishable food ingredients. Here, two common organic
Dominguez, Costas, Longo, and Sanroman (2003) acids widely used on the food industry have been
have reported the great potential of food-agroindustrial considered.
wastes (ground nut and barley bran) as support-sub-
strates for lipase production in solid state cultures of
2.3.1. Lactic acid
the yeast Y. lipolytica, since they led to much higher
Lactic acid fermentation has received extensive atten-
activities than those found using an inert support.
tion since long time (Benninga, 1990; Vickroy, 1985). It
has wide applications in food, pharmaceutical, leather
2.2.4. Pectinases
and textile industries and as a chemical feed stock. It
They constitute a heterogeneous group of enzymes
has two enantiomers L(+) and D( ) of which L(+) is
that catalyse the degradation of pectins, which are the
used by human metabolism due to the presence of L lac-
structural polysaccharides present in vegetable cells
tate dehydrogenase and is preferred for food. Nowa-
and are responsible for maintaining the plant tissues
days, lactic acid is in great demand due to its use as
integrity (Alkorta, Garbisu, Llama, & Serra, 1998). Pec-
starting material to produce biodegradable polymers
tinases are widely used in the food industry to clarify
used in medical, industrial and consumer products
fruit juices and wine, to improve oil extraction, to re-
(Bohlmann & Yoshida, 2000; Gross & Kalra, 2002;
move the peel from citrus fruit, to increase the firmness
Lichtfield, 1996; Malhotra, Raina, & Sanjay, 2000).
of several fruits and to degum fibres (Baker & Wicker,
Soccol, Marin, Rimbault, and Labeault (1994) stud-
1996; Chang, Siddiq, Sinha, & Cash, 1994).
ied the production of L(+)-lactic acid by Rhizopous ory-
Commercial pectinase preparations are produced
zae in solid-state conditions operating with sugarcane
from fungal microorganisms, mainly by Aspergillus
bagasse as a support. They obtained a slightly higher
niger strains. The use of SSF for pectinase production
productivity than in submerged cultivation. Also, Rich-
has been proposed using different solid agricultural
ter and Träger (1994) investigated the L(+)-lactic acid
and agro-industrial residues as substrates such as wheat
production by Lactobacillus paracasei in solid-state con-
bran (Castilho, Alves, & Medronho, 1999; Singh, Platt-
ditions using sweet sorghum as a support. More re-
ner, & Diekmann, 1999), soy bran (Castilho et al., 2000),
cently, Naveena, Altaf, Bhadrayya, Madhavendra, and
cranberry and strawberry pomace (Zheng & Shetty,
Reddy (2005) and Naveena, Altaf, Bhadriah, and Reddy
2000), coffee pulp and coffee husk (Antier, Minjares,
(2005) have reported the production of L(+) lactic acid
Roussos, & Viniegra-Gonzalez, 1993), husk (Antier,
by Lactobacillus amylophilus GV6 under SSF conditions
Minjares, Roussos, Raimbault, & Viniegra-González,
using wheat bran as both support and substrate.
1993; Boccas, Roussos, Gutierrez, Serrano, & Viniegra,
1994), cocoa (Schwan, Cooper, & Wheals, 1997), lemon
and orange peel (Garzón & Hours, 1991; Ismail, 1996; 2.4. Citric acid
Maldonado, Navarro, & Callieri, 1986), orange bagasse,
sugar cane bagasse and wheat bran (Martins, Silva, Da Citric acid is one of the most commonly used organic
Silva, & Gomes, 2002), sugar cane bagasse (Acuña- acids in food and pharmaceutical industries. The food
Arguelles, Gutierrez-Rojas, Viniegra-González, & industry is the largest consumer of citric acid, using al-
Favela-Torres, 1994) and apple pomace (Hours, Voget, most 70% of the total production, followed by about
& Ertola, 1988a, 1988b). Also, Bai, Zhang, Qi, Peng, 12% for the pharmaceutical industry and 18% for other
and Li (2004) produced pectinase from A. niger by SSF applications (Shah, Chattoo, Baroda, & Patiala, 1993).
using sugar beet pulp as a carbon source and wastewater Its pleasant taste, high solubility and flavour-enhancing
from monosodium glutamate production as nitrogen properties have ensured its dominant position in the
and water source. This allowed not only reducing pro- market. Although citric acid can be obtained by chemi-
duction costs but also decreasing the pollution source. cal synthesis, the cost is much higher than using fermen-
It was found that SSF was more productive than tation. It is mainly produced by SmF, by the filamentous
SmF and, in addition, the pectinases produced by SSF fungus A. niger. Recently, in order to increase the296 Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A.
efficiency of citric acid production using A. niger, SSF the substrates, xanthan yields were comparable to those
has been studied as a potential alternative to SmF. obtained from conventional submerged cultivation. In
The production of citric acid depends strongly on an addition, the products were analysed by NMR spectros-
appropriate strain and on operational conditions. Oxy- copy, revealing a composition consistent with that of
gen level is an important parameter for citric acid fer- commercial xanthan.
mentation. Several researchers (Pintado, Lonsane,
Gaime-Perraud, & Roussos, 1998; Prado et al., 2004) 2.6. SSF bioreactors
have studied the influence of forced aeration on citric
acid production and the metabolic activity of A. niger The design of an efficient industrial-level reactor for
in SSF by respirometric analysis. They showed that SSF is of significance because SSF is more environmen-
citric acid production was favoured by a limited biomass tally friendly than SmF. However, it shows considerable
production, which occurred with low aeration rates. drawbacks such as transfer resistance, steep gaseous
Both works showed the feasibility of using the strain concentration and heat gradients that develop within
A. niger for citric acid production by SSF. the medium bed, which may adversely affect solid-state
Different agro-industrial residues such as apple fermentor performances (Ghildyal, Ramalaishna, Lon-
pomace, coffee husk, wheat straw, pineapple waste, sane, & Karantb, 1992; Lonsane, Saucedo-Castuneda,
mixed fruit, maosmi waste, cassava bagasse, banana, & Raimbault, 1992; Sargantanis, Karim, Murphy,
sugar beet cosset and kiwi fruit peel have been investi- Ryoo, & Tengerdy, 1992). Agitation and rotation in
gated for their potential to be used as substrates (Hang SSF were often carried out to improve mass and heat
& Woodams, 1985; Khare, Krishana, & Gandhi, 1995; transfers, but the shearing force caused by agitation
Kumar, Jain, Shanker, & Srivastava, 2003a, 2003b; and rotation has adverse effects on medium porosity
Shojaosadati & Babaripour, 2002). In addition, SSF and disrupts fungal mycelia.
gave high citric acid yield without inhibition related to There are four types of reactors to perform SSF pro-
presence of certain metal ions such as Fe2+, Mn2+, cesses and each in their own design tries to make condi-
Zn2+, etc. (Gutierrez-Rozas, Cordova, Auria, Revah, tions more favourable for fermentation under solid state
& Favela-Torres, 1995), although Shankaranand and conditions. The bioreactors commonly used, which can
Lonsane (1994) reported that addition of these minerals be distinguished by the type of aeration or the mixed
into the production media to a certain level enhanced system employed, include the following:
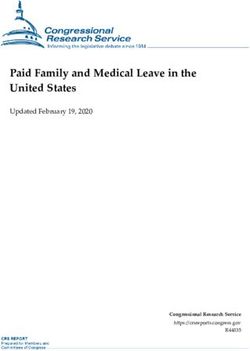
citric acid production by 1.4–1.9 fold with respect to Tray: It consists of flat trays. The substrate is spread
SmF. Therefore, SSF is a good way of using nutrient onto each tray forming a thin layer, only a few centime-
rich solid waste as a substrate. tres deep. The reactor is kept in a chamber at constant
temperature through which humidified air is circulated
2.5. Xanthan gum (Fig. 1). The main disadvantage of this configuration
is that numerous trays and large volume are required,
Xanthan gum is a hetero-polysaccharide produced making it an unattractive design for large-scale produc-
industrially by the bacterium Xanthomonas campestris, tion (Pandey, Soccol, Rodriguez-Leon, & Nigam, 2001).
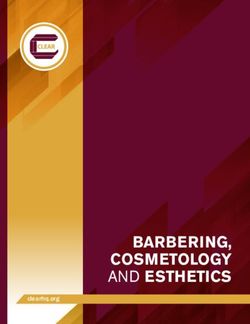
fermenting commonly glucose or sucrose. It is the most Packed-bed: It is usually composed of a column of
important microbial polysaccharide from the commer- glass or plastic with the solid substrate retained on a per-
cial point of view, with a worldwide production of about forated base. Through the bed of substrate humidified
30,000 tons per year, corresponding to a market of $408 air is continuously forced (Durand et al., 1993; Raimba-
million (Demain, 2000; Sutherland, 1998). This water- ult, 1998; Rodrı́guez Couto, Rivela, Muñoz, &
soluble microbial polysaccharide gives aqueous solu- Sanromán, 2000). It may be fitted with a jacket for
tions with several industrial applications in the food, circulation of water to control the temperature during
cosmetic, textile and pharmaceutical industries due to fermentation (Fig. 2). This is the configuration usually
their rheological properties. Because of these properties, employed in commercial koji production. The main
they have been used as emulsifiers, as stabilisers and as drawbacks associated with this configuration are: diffi-
texture enhancers in the food industry. culties in obtaining the product, non-uniform growth,
Recently, the feasibility of this exopolysaccharide poor heat removal and scale-up problems.
production using SSF has been reported by the group Horizontal drum: This design allows adequate aera-
of Stredansky and Conti (1999), Stredansky, Conti, tion and mixing of the substrate, whilst limiting the
Navarini, and Bertocchi (1999). X. campestris strains damage to the inoculum or product. Mixing is per-
were cultivated on a great variety of solid substrates or formed by rotating the entire vessel or by various agita-
by-products such as spent malt grains, apple pomace, tion devices such as paddles and baffles (Domı́nguez,
grape pomace and citrus peels, easily available and Rivela, Rodrı́guez Couto, & Sanromán, 2001; Nagel,
low cost substrates, in order to evaluate their ability to Tramper, Bakker, & Rinzema, 2001a, Nagel, Tramper,
produce the exopolysaccharide xanthan. With most of Bakker, & Rinzema, 2001b; Prado et al., 2004; Stuart, Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A. 297
Gas exit
Gas exit
3 rpm
Support susbstrate
Culture medium level
Sampling port Air diffuser
Air inlet
Fig. 3. Scheme of a horizontal drum bioreactor (humidified air;
Trays mechanical agitation).
Solid substrate
Air inlet
Fig. 1. Scheme of a tray bioreactor (passive aeration; static).
Mitchell, Johns, & Litster, 1999) (Fig. 3). Its main disad-
vantage is that the drum is filled to only 30% capacity,
otherwise mixing is inefficient.
Fluidised bed: In order to avoid the adhesion and
aggregation of substrate particles, this design supplies
a continue agitation with forced air (Fig. 4). Although
the mass heat transfer, aeration and mixing of the sub-
strate is increased, damage to inoculum and heat
build-up through sheer forces may affect the final
product yield.
The different disadvantages detected in the above-
mentioned bioreactor designs to perform SSF processes
have promoted the necessity of developing new bioreac-
tor configurations or modifying the already existing de-
signs. These bioreactor configurations should be able to
operate in continuous mode with high productivity for
prolonged periods of time without operational problems
as well as permit the scale-up of the process. Our re-
search group has been working in this field, resulting
Fig. 4. Scheme of a fluidised-bed bioreactor (humidified air; pneu-
matic agitation).
in the design of a new bioreactor, called immersion bio-
reactor. This bioreactor consists of a jacketed cylindrical
glass vessel with a round bottom, inside which several
wire mesh baskets filled with support colonised by the
fungus are placed. They moved upwards and down-
wards by means of a pneumatic system, remaining more
time outside than inside the medium (Rivela, Rodrı́guez
Couto, & Sanromán, 2000) (Fig. 5). It is noteworthy
that this bioreactor configuration was also able to run
in continuous mode without operational problems,
attaining high ligninolytic enzyme activities (Rodriguez
Couto, Barreiro, Rivela, Longo, & Sanroman, 2002).
Different studies were carried out for the production
of natural food and additives derived from micro-
Fig. 2. Scheme of a packed-bed bioreactor (humidified air; static). organisms in different bioreactor configurations. For298 Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A.
A packed-bed bioreactor with four stages was con-
structed and operated for microbial production of citric
Compressor
Compressor Pneumatic system
acid by A. niger using apple pomace as a substrate.
Under the optimised conditions, 124 g citric acid was
Gas exit
produced from 1 kg dry apple pomace with yield of
80% based on total sugar (Shojaosadati & Babaripour,
2002).
Culture medium level
Water cooling 3. Conclusion
Mesh with substrate
Critical analysis of the literature shows that produc-
tion of relevant compounds for the food processing
Sampling port
Air inlet
industry by SSF offers several advantages. It has been
well established that enzyme titres produced in SSF sys-
Fig. 5. Scheme of an immersion bioreactor (humidified air; mechanical tems are much higher than the achieved in SmF ones.
agitation). Although the reasons for this are not clear, this fact is
kept in mind while developing novel bioreactors for
SSF processes.
example, the production of aroma compounds by K.
marxianus grown on cassava bagasse in solid state fer-
mentation using packed bed reactors, testing two differ- Acknowledgments
ent aeration rates was studied by Medeiros et al. (2001).
Headspace analysis of the culture by gas chromatogra- The authors are grateful to Xunta de Galicia (local
phy showed the production of 11 compounds. The pre- government of Spain) for the financial support of the re-
dominant compounds were ethyl acetate, ethanol and search post of Susana Rodrı́guez Couto under the pro-
acetaldehyde. The fruity aroma was attributed to the gramme Isidro Parga Pondal.
productions of esters.
Recently, Navarrete-Bolaños, Jiménez-Islas, Botello-
Alvarez, Rico-Martı́nez, and Paredes-López (2004) have References
employed a modular rotating drum bioreactor
(equipped with inlet air injection, variable speed pumps, Acuña-Arguelles, M. E., Gutierrez-Rojas, M., Viniegra-González, G.,
humidifier, and gas analyser) for xanthophylls extrac- & Favela-Torres, E. (1994). Effect of water activity on exo-
pectinase production by Aspergillus niger CH4 on solid state
tion from marigold flowers. Marigold extracts have been fermentation. Biotechnology Letters, 16, 23–28.
commercialised internationally and are used as additives Acuña-Arguelles, M. E., Gutierrez-Rojas, M., Viniegra-González, G.,
for poultry feed, as they provide bright colours in egg & Favela-Torres, E. (1995). Production and properties of three
yolks, skin, and fatty tissues. For this reason, they are pectinolytic activities produced by Aspergillus niger in submerged
used as an additive in several food and pharmaceutical and solid-state fermentation. Applied and Microbiology Biotech-
nology, 43, 808–814.
industries. Based on experimental design strategies, opti- Alkorta, I., Garbisu, G., Llama, M. J., & Serra, J. L. (1998). Industrial
mum operation values were determined for aeration, applications of pectic enzymes: a review. Process Biochemistry, 33,
moisture, agitation and marigold-to-inoculum ratio in 21–28.
SSF of marigold flowers by mixed culture of three Antier, P., Minjares, A., Roussos, S., Raimbault, M., & Viniegra-
microorganisms (Flavobacterium IIb, Acinetobacter anit- González, G. (1993). Pectinase-hyperproducing mutants of Asper-
gillus niger C28B25 for solid-state fermentation of coffee pulp.
ratus, and Rhizopus nigricans), leading to a xanthophylls Enzyme and Microbial Technology, 15, 254–260.
yield of 17.8-g/kg dry weight. This value represented a Antier, P., Minjares, A., Roussos, S., & Viniegra-Gonzalez, G. (1993).
65% increase in relation to the control. New approach for selecting pectinase producing mutants of
Milagres, Santos, Piovan, and Roberto (2004) have Aspergillus niger well adapted to solid state fermentation. Biotech-
shown that Thermoascus aurantiacus was able to pro- nology Advances, 11, 429–440.
Auria, R., Palacios, J., & Revah, S. (1992). Determination of the
duce a high level of thermostable xylanase when sugar interparticular effective diffusion coefficient for CO2 and O2 in solid
cane bagasse was used as a substrate in a glass-column state fermentation. Biotechnology Bioengineering, 39, 898–902.
reactor with forced aeration. The airflow rate had a sig- Babu, K. R., & Satyanarayana, T. (1995). a-Amylase production by
nificant effect on enzyme activity, whereas initial mass of thermophilic Bacillus coagulans in solid state fermentation. Process
bagasse had none. The highest yield of xylanase Biochemistry, 30, 305–309.
Bai, Z. H., Zhang, H. X., Qi, H. Y., Peng, X. W., & Li, B. J. (2004).
(1597 U/g) was obtained operating in the bioreactor at Pectinase production by Aspergillus niger using wastewater in solid
the optimal conditions: airflow rate (6 l/h g) and sub- state fermentation for eliciting plant disease resistance. Bioresource
strate (8 g). Technology, 95, 49–52. Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A. 299
Baker, R. A., & Wicker, L. (1996). Current and potential applications Domı́nguez, A., Rivela, I., Rodrı́guez Couto, S., & Sanromán, M. A.
of enzyme infusion in the food industry. Trends Food Science (2001). Design of a new rotating drum bioreactor for ligninolytic
Technology, 7, 279–284. enzyme production by Phanerochaete chrysosporium grown on an
Barrios-Gonzalez, J., Gonzalez, H., & Mejia, A. (1993). Effect of inert support. Process Biochemistry, 37, 549–554.
particle size, packing density and agitation on penicillin production dos Santos, M. M., Souza da Rosa, A., DalÕBoit, S., Mitchell, D. A., &
in solid state fermentation. Biotechnology Advances, 11, 539– Krieger, N. (2004). Thermal denaturation: is solid-state fermenta-
547. tion really a good technology for the production of enzymes?
Benjamin, S., & Pandey, A. (1996a). Lipase production by Candida Bioresource Technology, 93, 261–268.
rugosa on copra waste extract. Indian Journal of Microbiology, 36, Durand, A., Renaud, R., Almanza, S., Maratray, J., Diez, M., &
201–204. Desgranges, C. (1993). Solid-state fermentation reactors: from lab
Benjamin, S., & Pandey, A. (1996b). Optimization of liquid media for scale to pilot plant. Biotechnology Advances, 11, 591–597.
lipase production by Candida rugosa. Bioresource Technology, 55, Echevarria, J., Leon, J. A. R., Espinosa, M. E., & Delgado, G. (1991).
167–170. Optimization of solid state fermentation of sugarcane by Asper-
Benjamin, S., & Pandey, A. (1997a). Coconut cake—a potent substrate gullus niger considering the particle size effect. Acta Biotech-
for the production of lipase by Candida rugosa in solid state nologica, 11, 15–22.
fermentation. Acta Biotechnologica, 17, 241–251. Ferron, G., Bonnarame, P., & Durand, A. (1996). Prospects of the
Benjamin, S., & Pandey, A. (1997b). Enhancement of lipase produc- microbial production of food flavours. Trends Food Science
tion during repeated batch cultivation using immobilised Candida Technology, 7, 285–293.
rugosa. Process Biochemistry, 32, 437–440. Francis, F., Sabu, A., Nampoothiri, K. M., Ramachandran, S.,
Benninga, H. (1990). A history of lactic acid making. Boston: Kluwer Ghosh, A., Szakacs, G., et al. (2003). Use of response surface
Academic Publishers. methodology for optimizing process parameters for the production
Berger, RG. (1995). Aroma biotechnology. Berlin: Springer-Verlag. of a-amylase by Aspergillus oryzae. Biochemical Engineering
Besson, I., Creuly, C., Gros, J. B., & Larroche, C. (1997). Pyrazine Journal, 107–115.
production by Bacillus subtilis in solid state fermentation on Garzón, C. G., & Hours, R. A. (1991). Citrus waste: an alternative
soybeans. Applied Microbiology and Biotechnology, 47, 489–495. substrate for pectinase production in solid-state culture. Biore-
Boccas, F., Roussos, S., Gutierrez, M., Serrano, L., & Viniegra, G. G. source Technology, 39, 93–95.
(1994). Production of pectinase from coffee pulp in solid state Ghildyal, N. P., Ramalaishna, M., Lonsane, B. K., & Karantb, N. G.
fermentation system: selection of wild fungal isolate of high (1992). Gaseous concentration gradients in tray type solid-state
potency by a simple three-step screening technique. Journal of Food fermentors—Effects on yields and productivities. Bioprocess Engi-
Science Technology, 31, 22–26. neering, 8, 67–72.
Bohlmann, G., & Yoshida, Y. (2000). Biodegradable polymers. Gombert, A. K., Pinto, A. L., Castilho, L. R., & Freire, D. M. G.
Chemical economic handbook report. (1999). Lipase production by Penicillium restrictum in solid-state
Bramorski, A., Christen, P., Ramirez, M., Soccol, C. R., & Revah, S. fermentation using babassu oil cake as substrate. Process Bio-
(1998). Production of volatile compounds by the edible fungus chemistry, 35, 85–90.
Rhizopus oryzae during solid-state cultivation on tropical agro- Gross, R. A., & Kalra, B. (2002). Biodegradable polymers for the
industrial substrates. Biotechnology Letters, 20, 359–362. environment. Science, 297, 803–807.
Bramorski, A., Soccol, C. R., Christen, P., & Revah, S. (1998). Fruit Gutierrez-Rozas, M., Cordova, J., Auria, R., Revah, S., & Favela-
aroma production by Ceratocystis fimbriata in static cultures from Torres, E. (1995). Citric acid and polyols production by Aspergillus
solid agro-industrial wastes. Revista de Microbiologia, 28, 208–212. niger at high glucose concentration in solid state fermentation on
Castilho, L. R., Alves, T. L. M., & Medronho, R. A. (1999). Recovery inert support. Biotechnology Letters, 17, 219–224.
of pectinolytic enzymes produced by solid state culture of Asper- Hang, Y. D., & Woodams, E. E. (1985). Grape pomace a novel
gillus niger. Process Biochemistry, 34, 181–186. substrate for microbial production of citric acid. Biotechnology
Castilho, L. R., Alves, T. L. M., & Medronho, R. A. (2000). Letters, 7, 253–254.
Production and extraction of pectinases obtained by solid state Hang, Y. D., Woodams, E. E., & Jang, K. Y. (1995). Enzymatic
fermentation of agro-industrial residues with Aspergillus niger. conversion of sucrose to kestose by fungal extracellular fructosyl
Bioresource Technology, 71, 45–50. transferase. Biotechnology Letters, 17, 295–298.
Chang, T. S., Siddiq, M., Sinha, N. K., & Cash, J. N. (1994). Plum Hesseltine, C. W. (1977). Solid-state fermentation. Part 1. Process
juice quality affected by enzyme treatment and fining. Journal of Biochemistry, 12, 24–27.
Food Science, 59, 1065–1069. Hölker, U., Höfer, M., & Lenz, J. (2004). Biotechnology advantages of
Chen, H. Z. (1992). Advances in solid-state fermentation. Research and laboratory-scale solid-state fermentation with fungi. Applied
Application of Microbiology (China), 3, 7–10. Microbiology and Biotechnology, 64, 175–186.
Christen, P., Angeles, N., Corzo, G., Farres, A., & Revah, S. (1995). Hours, R. A., Voget, C. E., & Ertola, R. J. (1988a). Some factors
Microbial lipase production on a polymeric resin. Biotechnology affecting pectinase production from apple pomace in solid-state
Techniques, 9, 597–600. cultures. Biological Wastes, 24, 147–157.
Christen, P., Bramorski, A., Revah, S., & Soccol, C. R. (2000). Hours, R. A., Voget, C. E., & Ertola, R. J. (1988b). Apple pomace as
Characterization of volatile compounds produced by Rhizopus raw material for pectinases production in solid state culture.
strains grown on agro-industrial solid wastes. Bioresource Tech- Biological Wastes, 23, 221–228.
nology, 71, 211–215. Ismail, A. S. (1996). Utilization of orange peels for the production of
Cordova, J., Nemmaoui, M., Ismaili-Alaoui, M., Morin, A., Roussos, multi-enzyme complexes by some fungal strains. Process Bio-
S., Raimbault, M., et al. (1998). Lipase production by solid state chemistry, 1, 645–650.
fermentation of olive cake and sugar cane bagasse. Journal of Ito, K., Yoshida, K., Ishikawa, T., & Kobayashi, S. (1990). Volatile
Molecular Catalysis B: Enzymatic, 5, 75–78. compounds produced by fungus Aspergillus oryzae in rice koji and
Demain, A. L. (2000). Small bugs, big business: the economic power of their changes during cultivation. Journal of Fermentation and
the microbe. Biotechnology Advances, 18, 499–514. Bioengineering, 70, 169–172.
Dominguez, A., Costas, M., Longo, M. A., & Sanroman, A. (2003). A Jaeger, K. E., & Reetz, M. T. (1998). Microbial lipases from
novel application of solid state culture: production of lipases by versatile tools for biotechnology. Trends in Biotechnology, 16,
Yarrowia lipolytica. Biotechnology Letters, 25, 1225–1229. 396–403.300 Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A.
Janssens, L., de Pooter, H. L., Vandamme, E. J., & Schamp, N. M. Nagel, F. J., Tramper, J., Bakker, M. S., & Rinzema, A. (2001b).
(1992). Production of flavours by microorganisms. Process Bio- Model for on-line moisture-content control during solid-state
chemistry, 27, 195–215. fermentation. Biotechnology and Bioengineering, 72, 231–243.
Johns, M. R., & Stuart, D. M. (1991). Production of pigments by Navarrete-Bolaños, J. L., Jiménez-Islas, H., Botello-Alvarez, E., Rico-
Monascus purpureus in solid culture. Journal of Industrial Micro- Martı́nez, R., & Paredes-López, O. (2004). An optimization study
biology, 8, 23–28. of solid-state fermentation: xanthophylls extraction from marigold
Kamini, N. R., Mala, J. G. S., & Puvanakrishnan, R. (1998). Lipase flowers. Applied and Microbiology Biotechnology, 65, 383–390.
production from Aspergillus niger by solid-state fermentation using Naveena, B. J., Altaf, Md., Bhadrayya, K., Madhavendra, S. S., &
gingelly oil cake. Process Biochemistry, 33, 505–511. Reddy, G. (2005). Direct fermentation of starch to L(+) lactic acid
Khare, S. K., Krishana, J., & Gandhi, A. P. (1995). Citric acid in SSF by Lactobacillus amylophilus GV6 using wheat bran as
production from Okara (soy residue) by solid state fermentation. support and substrate: medium optimization using RSM. Process
Bioresource Technology, 54, 323–325. Biochemistry, 40, 681–690.
Krishna, C., & Chandrasekaran, M. (1996). Banana waste as substrate Naveena, B. J., Altaf, M. d., Bhadriah, K., & Reddy, G. (2005).
for a-amylase production by Bacillus subtilis (CBTK 106) under Selection of medium components by Plackett–Burman design for
solid-state fermentation. Applied and Microbiology Biotechnology, production of L(+) lactic acid by Lactobacillus amylophilus GV6 in
46, 106–111. SSF using wheat bran. Bioresource Technology, 96, 485–490.
Kumar, D., Jain, V. K., Shanker, G., & Srivastava, A. (2003a). Ohnishi, K., Yoshida, Y., & Sekiguchi, J. (1994). Lipase production of
Utilisation of fruits waste for citric acid production by solid state Aspergillus oryzae. Journal of Fermentation and Bioengineering, 77,
fermentation. Process Biochemistry, 38, 1725–1729. 490–495.
Kumar, D., Jain, V. K., Shanker, G., & Srivastava, A. (2003b). Citric Pandey, A. (1991). Aspects of fermenter design for solid-state
acid production by solid state fermentation using sugarcane fermentations. Process Biochemistry, 26, 355–361.
bagasse. Process Biochemistry, 38, 1731–1738. Pandey, A. (1992). Recent process developments in solid-state
Larroche, C., Besson, I., & Gros, J. B. (1999). High pyrazine fermentation. Process Biochemistry, 27, 109–117.
production by Bacillus subtilis in solid substrate fermentation on Pandey, A. (1994). Solid-state fermentation. In A. Pandey (Ed.) (pp. 3–
ground soy-beans. Process Biochemistry, 34, 67–74. 10). New Delhi: Wiley Eastern Publishers.
Lichtfield, J. H. (1996). Microbial production of lactic acid. Advances Pandey, A., Ashakumary, L., Selvakumar, P., & Vijayalakshmi, K. S.
in Applied Microbiology, 42, 48–95. (1994). Influence of water activity on growth and activity of A.
Liu, B. L., & Tzeng, Y. M. (1999). Water content and water activity for niger for glucoamylase production in solid-state fermentation.
the production of cyclodepsipeptide in solid state fermentation. World Journal of Microbiology and Biotechnology, 10, 485–486.
Biotechnology Letters, 21, 657–661. Pandey, A., Azmi, W., Singh, J., & Banerjee, U. C. (1999b).
Lonsane, B. K., Saucedo-Castuneda, G., & Raimbault, M. (1992). Biotechnology: food fermentation. In V.K. Joshi, A. Pandey
Scale-up strategies for solid-state fermentation systems. Process (Eds.) (Vol. I, pp. 383–426). New Delhi: Educational Publishers
Biochemistry, 27, 259–273. & Distributors.
Maldonado, M. C., Navarro, A., & Callieri, D. A. S. (1986). Pandey, A., Benjamin, S., Soccol, C. R., Nigam, P., Krieger, N., &
Production of pectinases by Aspergillus sp. using differently Soccol, V. T. (1999c). The realm of microbial lipases in biotech-
pretreated lemon peel as the carbon source. Biotechnology Letters, nology. Biotechnology and Applied Biochemistry, 29, 119–131.
8, 501–504. Pandey, A., Nigam, P., & Vogel, M. (1988). Simultaneous sacchari-
Malhotra, V. P., Raina, R. K., & Sanjay, R. (2000). Application of fication and protein enrichment fermentation of sugar beet pulp.
polymers in innovative medical devices. Medical Plastics Data Biotechnology Letters, 10, 67–72.
Service. Available from http://www.medicalplasticsindia.com/ Pandey, A., Selvakumar, P., Soccol, C. R., & Nigam, P. (1999a). Solid
mpds/2000/may/technology01.htm. state fermentation for the production of industrial enzymes.
Marek, A., & Bednarski, W. (1996). Some factors affecting lipase Current Science, 77, 149–162.
production by yeasts and filamentous fungi. Biotechnology Letters, Pandey, A., Soccol, C. R., & Mitchell, D. (2000a). New developments
18, 1155–1160. in solid state fermentation: I—bioprocesses and products. Process
Martins, E. S., Silva, D., Da Silva, R., & Gomes, E. (2002). Solid state Biochemistry, 35, 1153–1169.
production of thermostable pectinases from thermophilic Ther- Pandey, A., Soccol, C. R., Nigam, P., Brand, D., Mohan, R., &
moascus aurantiacus. Process Biochemistry, 37, 949–954. Roussos, S. (2000b). Biotechnological potential of coffee pulp and
Medeiros, A., Pandey, A., Christen, P., Fontoura, P. S. G., Freitas, R. coffee husk for bioprocesses. Biochemistry Engineering Journal, 6,
J. S., & Soccol, C. R. (2001). Aroma compounds produced by 153–162.
Kluyveromyces marxianus in solid-state fermentation on packed Pandey, A., Soccol, C. R., Rodriguez-Leon, J., & Nigam, P. (2001).
bed column bioreactor. World Journal Microbiology Biotechnology, Solid-state fermentation in biotechnology. New Delhi: Asiatech
17, 767–771. Publishers Inc.
Milagres, A. M. F., Santos, E., Piovan, T., & Roberto, I. C. (2004). Pandey, A., Soccol, C. R., Selvakumar, P., Soccol, V. T., Krieger, N.,
Production of xylanase by Thermoascus aurantiacus from sugar & Fontana, J. D. (1999d). Recent developments in microbial
cane bagasse in an aerated growth fermentor. Process Biochemistry, inulinase. Applied Biochemistry and Biotechnology, 81, 1–18.
39, 1387–1391. Pastrana, L. M., Gonzalez, M. P., Pintado, J., & Murado, M. A.
Miranda, O. A., Salgueiro, A. A., Pimentel, M. C. B., Lima Filho, (1995). Interactions affecting gibberellic acid production in solid
J. L., Melo, E. H. M., & Duran, N. (1999). Lipase production state fermentation. Enzyme and Microbial Technology, 17, 784–
by a Brazilian strain of Penicillium citrinum using an industrial 790.
residue. Bioresource Technology, 69, 145–147. Pastore, G. M., Park, Y. K., & Min, D. B. (1994). Production of a
Muniswaran, P. K. A., & Charyulu, N. C. L. N. (1994). Solid substrate fruity aroma by Neurospora from beiju. Mycological Research, 98,
fermentation of coconut coir pith for cellulase production. Enzyme 25–35.
and Microbial Technology, 16, 436–440. Pintado, J., Lonsane, B. K., Gaime-Perraud, I., & Roussos, S. (1998).
Nagel, F. J., Tramper, J., Bakker, M. S., & Rinzema, A. (2001a). On-line monitoring of citric acid production in solid-state culture
Temperature control in a continuously mixed bioreactor for solid- by respirometry. Process Biochemistry, 33, 513–518.
state fermentation. Biotechnology and Bioengineering, 72, 219– Prado, F. C., Vandenberghe, L. P. S., Lisboa, C., Paca, J., Pandey, A.,
230. & Soccol, C. R. (2004). Relation between citric acid production and Sanromán / Journal of Food Engineering 76 (2006) 291–302
S.R. Couto, Ma. A. 301
respiration rate of Aspergillus niger in solid-state fermentation. system for production of citric acid. Process Biochemistry, 29,
Engineering in Life Sciences, 4, 179–186. 29–37.
Prapulla, S. G., Subhaprada, V., & Karanth, N. G. (2000). Microbial Shojaosadati, S. A., & Babaripour, V. (2002). Citric acid production
production of oligosaccharides: a review. Advances in Applied from apple pomace in multi layer packed bed solid state bioreactor.
Microbiology, 47, 299–343. Process Biochemistry, 37, 909–914.
Raimbault, M. (1998). General and microbiological aspects of solid Singh, S. A., Plattner, H., & Diekmann, H. (1999). Exopolygalact-
substrate fermentation EJB Electronic. Journal of Biotechnology, 1. uronate lyase from a thermophilic Bacillus sp. Enzyme and
Available fromhttp://www.ejb.org. Microbial Technology, 25, 420–425.
Ramachandran, S., Patel, A. K., Nampoothiri, K. M., Francis, F., Smail, T., Salhi, O., & Knapp, J. S. (1995). Solid state fermentation of
Nagy, V., Szakacs, G., et al. (2004). Coconut oil cake—a potential carob pods by Aspergillus niger for protein production-effect of
raw material for the production of a-amylase. Bioresource Tech- particle size. World Journal of Microbiology and Biotechnology, 11,
nology, 93, 169–174. 171–173.
Rao, P. V., Jayaraman, K., & Lakshmanan, C. M. (1993). Production Soares, M., Christen, P., Pandey, A., & Soccol, C. R. (2000). Fruity
of lipase by Candida rugosa in solid-state fermentation. I: deter- flavour production by Ceratocystis fimbriata grown on coffee
mination of significant process variables. Process Biochemistry, 28, husk in solid state fermentation. Process Biochemistry, 35, 857–
385–389. 861.
Richter, K., & Träger, A. (1994). L(+) lactic acid from sweet sorghum Soccol, C. R., Iloki, I., Marin, B., & Raimbault, M. (1994).
by submerged and solid-state fermentations. Acta Biotechnologica, Comparative production of alpha-amylase, glucoamylase and
14, 367–378. protein enrichment of raw and cooked cassava by Rhizopus strains
Rivela, I., Rodrı́guez Couto, S., & Sanromán, A. (2000). Extracellular in submerged and solid state fermentations. Journal of Food Science
ligninolytic enzyme production by Phanerochaete chrysosporium in and Technology, 31, 320–323.
a new solid-state bioreactor. Biotechnology Letters, 22, 1443– Soccol, C. R., Marin, B., Rimbault, M., & Labeault, J. M. (1994).
1447. Potential of solid state fermentation for production of L(+) lactic
Rivera-Muñoz, G., Tinoco-Valencia, J. R., Sanchez, S., & Farres, A. acid by Rhizopus oryzae. Applied Microbiology and Biotechnology,
(1991). Production of microbial lipases in a solid-state fermentation 41, 286–290.
system. Biotechnology Letters, 13, 277–280. Soccol, R. S., & Vandenberghe, L. P. S. (2003). Overview of applied
Robinson, T., & Nigam, P. (2003). Bioreactor design for protein solid-state fermentation in Brazil. Biochemical Engineering Journal,
enrichment of agricultural residues by solid state fermentation. 13, 205–218.
Biochemical Engineering Journal, 13, 197–203. Sodhi, H. K., Sharma, K., Gupta, J. K., & Soni, S. K. (2005).
Rodriguez Couto, S., Barreiro, M., Rivela, I., Longo, M. A., & Production of a thermostable a-amylase from Bacillus sp. PS-7 by
Sanroman, A. (2002). Performance of a solid-state immersion solid state fermentation and its synergistic use in the hydrolysis of
bioreactor for ligninolytic enzyme production: evaluation of malt starch for alcohol production. Process Biochemistry, 40,
different operational variables. Process Biochemistry, 38, 219– 525–534.
227. Stamford, T. L., Stamford, N. P., Coelho, L. C., & Araujo, J. M.
Rodrı́guez Couto, S., Rivela, I., Muñoz, M. R., & Sanromán, A. (2001). Production and characterization of a thermostable alpha-
(2000). Ligninolytic enzyme production and the ability of decolo- amylase from Nocardiopsis sp. endophyte of yam bean. Bioresource
urisation of Poly R-478 in packed-bed bioreactors by Phanero- Technology, 76, 137–141.
chaete chrysosporium. Bioprocess Engineering, 23, 287–293. Stredansky, M., & Conti, E. (1999). Xanthan production by solid state
Roussos, S., Raimbault, M., Prebois, J. P., & Lonsane, B. K. (1993). fermentation. Process Biochemistry, 34, 581–587.
Zymotis, a large scale solid state fermenter-design and evaluation. Stredansky, M., Conti, E., Navarini, L., & Bertocchi, C. (1999).
Applied Biochemistry and Biotechnology, 42, 37–52. Production of bacterial exopolysaccharides by solid substrate
Sangeetha, P. T., Ramesh, M. N., & Prapulla, S. G. (2004). Production fermentation. Process Biochemistry, 34, 11–16.
of fructosyl transferase by Aspergillus oryzae CFR 202 in solid- Stuart, D. M., Mitchell, D. A., Johns, M. R., & Litster, J. D. (1999).
state fermentation using agricultural by-products. Applied Micro- Solid-state fermentation in rotating drum bioreactors: operat-
biology and Biotechnology, 65, 530–537. ing variables affect performance through their effects on trans-
Sargantanis, J., Karim, M. N., Murphy, V. G., Ryoo, D., & Tengerdy, port phenomena. Biotechnology and Bioengineering, 63, 383–
R. P. (1992). Effect of operating conditions on solid sub- 391.
strate fermentation. Biotechnology and Bioengineering, 42, 149– Sugawara, E., Hashimoto, S., Sakurai, Y., & Kobayashi, A. (1994).
158. Formation by yeast of the HEMF (4-hydroxy-2 (or 5)-ethyl-5 (or
Sarrette, M., Nout, M. J. R., Gervais, P., & Rombouts, F. M. (1992). 2)-methyl-3 (2H)-furanone) aroma components in Miso with
Effect of water activity on production and activity of Rhizopus aging. Bioscience Biotechnology and Biochemistry, 58, 1134–
oligosporus polysaccharides. Applied Microbiology and Biotech- 1135.
nology, 37, 420–425. Suryanarayan, S. (2003). Current industrial practice in solid state
Schwan, R. F., Cooper, R. M., & Wheals, A. E. (1997). Endopoly- fermentations for secondary metabolite production: the Biocon
galacturonase secretion by Kluyveromyces marxianus and other India experience. Biochemical Engineering Journal, 13, 189–
cocoa pulp-degrading yeasts. Enzyme and Microbial Technology, 195.
21, 234–244. Sutherland, I. W. (1998). Novel and established applications of
Seitz, E. W. (1994). Fermentation production of pyrazines and ter- microbial polysaccharides. Trends Biotechnology, 16, 41–
penoids for flavour and fragrances. In A. Gabeliman (Ed.), 46.
Bioprocess production of flavour, fragrance, and colour Tsuchiya, K., Nagashima, T., Yamamoto, Y., Gomi, K., Kitamoto,
(pp. 95–134). New York: Wiley. K., & Kumagai, C. (1994). High level secretion of calf chymosin
Shah, N. D., Chattoo, B. B., Baroda, R. M., & Patiala, V. M. (1993). using a glucoamylase-prochymosin fusiongene in Aspergillus
Starch hydrolysate, an optimal and economical source of carbon oryzae. Bioscience Biotechnology and Biochemistry, 58, 895–
for the secretion of citric acid by Yarrow lipolytica. Starch, 45, 899.
104–109. Vandenberghe, L. P. S., Soccol, C. R., Pandey, A., & Lebeault, J. M.
Shankaranand, V. S., & Lonsane, B. K. (1994). Ability of Aspergillus (2000). Solid-state fermentation for the synthesis of citric acid by
niger to tolerate metal ions and minerals in solid state fermentation Aspergillus niger. Bioresource Technology, 74, 175–178.You can also read