TECASINT Compendium Stock shapes Direct forming - Ensinger
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Stock shapes Direct forming TECASINT Compendium

Content
4 TECASINT in application
5 Product families
7 Direct forming process
Direktformung 10 Mechanical properties
14 Thermal/Electrical properties
15 Tribological properties
16 Resistance to environmental influences
17 Flammability, weather resistance Parts and shapes made of TECASINT have excellent long-term thermal stability. The broad tem-
18 Chemical resistance perature application spectrum of these materials ranges from –270 °C to +300 °C. Even when heated
19 Purity briefly to 350 °C, TECASINT materials will not melt or soften. Strength, dimensional stability and
20 FAQs creep strength remain high under mechanical stress even during long-term usage.
21 Machining guidelines, bonding
23 Standard shapes dimensions
The trend towards space and weight saving in TECASINT from Ensinger is a range of non-
modern engineering applications results in melting high-temperature polyimides which
increased thermal and wear resistance expecta- are characterized by the following properties:
tions in the materials used. The characteristic ˌˌHigh strength over a wide temperature
profile of polyimides addresses these stringent range from –270 °C to +300 °C
demands with outstanding success: ˌˌLong-term thermal stability up to 300 °C
ˌˌHDT /A up to 470 °C
ˌˌExcellent electrical insulation properties
ˌˌHigh compressive and creep strength
ˌˌHigh radiation resistance
ˌˌHigh purity, low outgassing in vacuum
in accordance with ESA regulation
ECSS-Q-70-02
ˌˌMinimal thermal expansion
ˌˌMinimal thermal conductivity
ˌˌExcellent friction and wear properties –
even without lubrication
ˌˌGood chemical resistance to acids,
fats and solvents
ˌˌGood cryogenic properties
ˌˌInherently flame resistant (UL 94 V0)
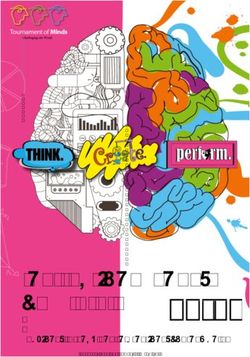
TECASINT high-temperature polyimides Processing methods
are used in demanding applications which Precision components made of TECASINT are
are beyond the capability of other ma-
produced in small production runs using ma-
terials. Key benefits include extreme
temperature resistance, good mechanical chining processes in accordance with customer
load capacity, weight saving, good sliding drawings. For larger volumes, components can
and wear properties and good thermal and
electrical insulation. This test socket made be cost-effectively pressed and sintered using
of TECASINT 4011 is used in the semi- the direct forming process.
conductor industry and combines low
thermal expansion with high dimensional
stability and temperature resistance. TECASINT is available as:
ˌˌStock shapes
(rods, plates, short tubes, discs)
ˌˌMachined parts
ˌˌSerial parts using the
direct forming process
2 3
H H H H H H H H
C C C C C C C C CH 3 O H H
n
1
n
2
n
3 O O O
H H H H C C O C O C O C
n l
O C O C C
N CH 3 n
H H
ABS PC PEKEKK POM-C
TECASINT – high-temperature polyimides Product families stock shapes
for special applications
H H H H
Glass industry Aerospace industry TECASINT 1000 TECASINTO 5000
N CH 2 C C C S O C O
The use of polyimides can enhance productivity
x
O
n
Low outgassing rates, high purity and good
H H
n
ˌˌVery high modulus ˌˌCost-effective
O
materials
n
H
n
in the manufacture of glass bottles for the bev- mechanical properties are key requirements ˌˌHigh rigidity and hardness ˌˌExtremely good dimensional stability
erage, pharmaceutical and cosmeticsPA6 industry. in the manufacture of satellites. Excellent tri- PE ˌˌPrevious designation: SINTIMID PES
and load capacity up to 300 °C POM-H
Their excellent temperature resistance and low bological properties, a long service life and low
thermal conductivity lend these high-perfor- wear are essential criteria for the production TECASINT 2000 TECASINT 8000
mance plastics key benefits, particularly for hot of bearing bushes used in modern aircraft ˌˌVery high modulus ˌˌMatrix of PTFE reinforced with PI powder
glass handling, compared to components made engines. TECASINT is the ideal material to ˌˌHigh rigidity ˌˌReduced creep under load
of graphite. They also help extend the service address all these needs. ˌˌHigh hardness ˌˌExcellent sliding and friction properties
life of components and reduce the reject rates. Compared to TECASINT 1000, significantly ˌˌIdeally suited for soft sliding partners
H H
In addition, these materials are economical
H Hto
Oreduced moisture absorption. Higher tough- (stainless
O Osteel, Haluminium,
H brass, bronze)
N CH 2 N C CH 2 C C C O C C O C C
process, making them an ever more popular x y
O
n
O O Cness and improved machining capability.
n
ˌˌBest chemical resistance and easy
n
H CH 3
n
O H H
alternative for the production of take-out tongs Ideally suited for direct forming components. machining properties
and bottle grippers. PA66 PEEK PET PP
TECASINT 4000
Compared to the other TECASINT materials,
TECASINT 4000 is characterized by the fol-
lowing properties:
O O O O O ˌˌMinimalCH 3
water absorption O O O O O
C Automotive
C N R N industry
C C C ˌˌHighest heat ageing resistance
CH 2 C C C C C CH 3
O C O
N Due to H
theHTECASINT
property
N Rprofile, these
n
N
ˌˌLow friction
CH 3
and wear N
n
-R N N
n
-R N N
m
O
n
C CH 2 C C C
C
materials are frequently superior to other C
ˌˌOptimum chemical resistance C
O O O O O O O CH 3
plastics and metals. They can be used to imple- ˌˌHDT /A up to 470 °C
PAI ment applications involving the most extreme PEI ˌˌDifferent types available with high Structural
PI formula PI PPO > PPE?
conditions, and are used for applications in elongation at break and toughness
the automotive industry requiring mechanical or with high flexural modulus
Electrical /electronics stability under high continuous temperatures
and semiconductor industry or high pV values in lubricated and unlubri- Clip
TECASINT 2011 (PI):
Alongside its excellent electrical insulation, cated environments. Use of the direct forming High purity.
H H
TECASINT also offers a very low ion content, method allows the economical manufacture Very good machinability.
C C
n
making it ideal for use in the semiconductor
O O of
H serial
H H parts
H complying with the narrowest of CH 2 H
O
industry and in cleanroom environments, for
C C O tolerances. n
C C C C O
O C CH S
H H H H n H 3C CH 3 n
example in test sockets or in chip and wafer
manufacture. Mechanical engineering, vacuum technology
PBT PEK PMP PPS
and cryotechnology
The fields of application are widely varied: in
Sensor housing
mechanical engineering applications, the ex- TECASINT 5011:
cellent sliding properties of graphite or graph- Thermal resistance up to 300 °C.
Very good electrical insulation.
ite/PTFE-modified TECASINT types are the
preferred choice. In vacuum technology and
cryogenic applications, unreinforced or MoS2
modified types are used for sliding applications.
4 5
Modifications
Unfilled + 15 % graphite / + 10 % PTFE
ˌˌMaximum strength and elongation ˌˌExtremely low static friction and low
ˌˌHighest modulus coefficient of friction due to PTFE
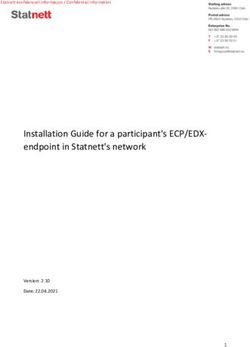
ˌˌMinimal thermal and electrical conductivity modification Direct forming process
ˌˌHigh purity ˌˌGood properties also in dry running
ˌˌLow outgassing in vacuum in accordance conditions due to self lubrication
with ESA regulation ECSS-Q-70-20 ˌˌFor applications involving low friction Low-cost manufacturing method Conditions for direct forming
and wear characteristics at medium for high volume precision parts
+ 15 % graphite temperatures and loads (< 200 °C)
ˌˌEnhanced wear resistance Fast-running vertical automatic presses (me-
Min. part thickness ~ 1 mm
and thermal ageing + 15 % MoS2 chanical or hydraulic) compress the powder
ˌˌSelf lubricating, for lubricated ˌˌBest friction and wear properties in in the die. The part geometry must permit the Max. part thickness 30 mm
and unlubricated applications vacuum part to be ejected from the press die. Blanks are
Max. outside diameter 145 mm
ˌˌFrequently used in space applications, in then sintered for a number of hours at high
+ 40 % graphite vacuum or in inert gases (techn. dry) temperature. This causes a degree of shrinkage, Min. inside diameter ~ 2 mm
ˌˌReduced thermal expansion ˌˌLow outgassing in vacuum in accordance which is accounted for in the original design of
Surface quality ~ 1 μm (Ra)
ˌˌMaximum creep strength with ESA regulation ECSS-Q-70-20 the die.
and resistance to thermal ageing Flattening at the chamfers 0.15 – 0.3 mm
ˌˌImproved self-lubrication + 30 % glass fibres The following types are available
Reference value
ˌˌReduced strength ˌˌReduced thermal expansion for direct forming:
ˌˌHigh thermal-mechanical load properties
ˌˌExcellent electrical insulation TECASINT 2000 DF Applications:
ˌˌTECASINT 2012 (unfilled) Valve seats, sliding rails, chain guides, piston
SD ˌˌTECASINT 2022 (wear resistant grade) rings, guides, wear rings, axial sealing rings,
ˌˌStatic dissipative / antistatic, permanently ˌˌTECASINT 2032 (highly filled grade, shaft end seals, bearing discs, bearing bushes,
migration free low friction) collar bushes, sliding bearings, hot glass grippers
ˌˌSurface resistance 10 6-8 Ω oder 10 10-12 Ω ˌˌTECASINT 2062 (15 % graphite, 10 % PTFE)
ˌˌFor explosion-proof equipment and in
semi-conductor technology (test sockets) TECASINT 6000 DF
Overview of modifications ˌˌTECASINT 6012 (unfilled)
ˌˌTECASINT 6022 (wear resistant grade)
Description Nomenclature Availability TECASINT ˌˌTECASINT 6032 (highly filled grade,
Stock shape 1000 2000 4000 4100 5000 Modifications 8000 low friction)
Pure x011 1011 2011 4011 4111 5111 80 P / 20 PI 8001
ˌˌTECASINT 6062 (15 % graphite, 10 % PTFE)
15 % graphite x021 1021 2021 4021 4121 – 85 P / 15 PI 8061
40 % graphite x031 1031 2031 – – –
15 % graphite / x061 1061 2061 – – –
10 % PTFE Filling Pressing Demoulding
15 % MoS2 x391 – 2391 – – –
30 % GF x051 – – – – 5051
SD static x501 – – – – 5501
dissipative x511 – – – – 5511
Feeder shoe Top die
Customized products available on request.
Overview of nomenclature TECASINT Cavity Bottom die
TECASINT xxxx
For more informationen
1st digit • PI basic material / product family regarding direct forming
2nd + 3rd digit • Formulation code / modification please have a look on our Powder is filled into the cavity, Pressing between the Pressed part out
website: tecasint.com parallel ejection of pressed part. top and bottom die. eject the cavity.
• Production process
4th digit
(1 = stock shape, 2 = direct forming)
6 7
Tolerance guideline Seal rings
for direct formed parts
Diameter Height Seal rings made of TECASINT are suitable for continuous application temperature
ranges of –270 °C to +300 °C. Compared to seal rings made of metal, they offer
0 – 14 mm ± 0.030 mm 0 – 5 mm ± 0.10 mm
greater yield, and their higher degree of elasticity makes them more resistant to
15 – 30 mm ± 0.050 mm 5 – 15 mm ± 0.20 mm permanent deformation.
31 – 60 mm ± 0.075 mm 15 – 40 mm ± 0.25 mm
Reference value
W
H
W = Wall thickness
ID = Inside diameter
ID OD = Outside diameter
H = Component height
OD
Butt joint Scarf joint Stepped joint
ˌˌDirect formable ˌˌDirect formable with ˌˌDirect formable with
Diameter Concentricity Roundness Parallelity Flatness ˌˌGap closes when heated and subsequent finish machining subsequent finish machining
response to pressure without ˌˌJoint customarily with 20 degree ˌˌStepped joint seal created by
0 – 25.4 mm 0.04 0.050 0.040 0.050
permanent deformation ˌˌGap clearance effect far lower media pressure at any application
25.4 – 50.8 mm 0.05 0.125 0.075 0.125 ˌˌLow-cost solution rings with than with butt joint temperature
very low constant leakage rates ˌˌSeal effect less dependent ˌˌBehaves on principle in the same
> 50.8 mm 0.05 0.125 0.075 0.125
ˌˌMinimum oil pressure required on minimum oil pressure way as a butt joint connection
All values in [mm] Reference value for even contact pressure on the with slightly reduced clearance
groove flanks ˌˌRings with very low constant
Shape and position tolerances can be manu- ˌˌBevelled edges up to an angle of 30 ˌˌMaximum wall thickness for leakage rates
factured off-tool. Depending on the part geo- degrees starting from the horizontal level straight butt joint sealing rings: ˌˌSeal less dependent on
metry and component size, deviations to the are possible, but need to be integrated 0.5 x (min. shaft diameter – groove minimum oil pressure
listed tolerances are possible. Consequently, into the female die base diameter) – 0.05 mm
tolerances have to be considered individually ˌˌLarger phase angles require flattening
for each component. Undercuts and transverse by 0.15 mm to 0.3 mm around the die
holes, which cannot be manufactured off-tool, periphery
and also narrow tolerances can be realized by a ˌˌFlattening (appr. 0.15 mm – 0.3 mm)
subsequent machining operation. is required at the base of all 45 – 60 degree
phases
General design guidelines ˌˌWhen pressing on one level, grooves can
ˌˌNo undercuts possible still be demoulded up to a depth of max.
ˌˌCollar bushes require a radius between 30 % of the part height, but should have
the flange and hub a demoulding incline of 1 degree on both
ˌˌA minimum wall thickness of 1 mm is sides
recommended ˌˌHoles should be at least 2 mm in diameter
ˌˌThe wall thickness is a function of the
part height. This depends on the material
and should not exceed the value of 1:10
8 9
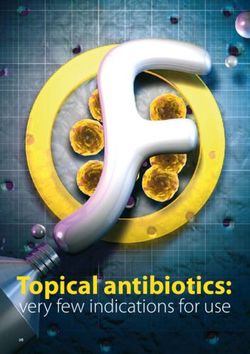
Mechanical properties
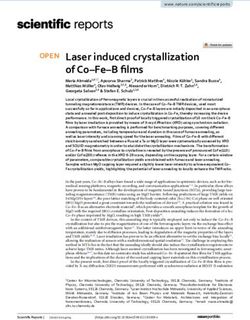
The determination of mechanical properties by tensile testing provides information about Dynamic Mechanical Analysis (DMA)
stress-strain behaviour and the resulting modulus. As components made of TECASINT are only DMA measurement is defined as the mechani- dependent basis. The storage modulus E' con-
seldom used at room temperature, material behaviour at elevated service temperatures is required cal response behaviour (storage modulus E' stitutes the proportion of rigidity which allows
for successful component design. Even at high temperatures where conventional thermoplastic and loss factor tan ∂) of a material exposed to the energy of a mechanical load to be stored by
materials would fail or disintegrate, TECASINT polyimides are characterized by very high strength minimal oscillating load. Measured values are the material as a result of elastic deformation
and modulus levels. recorded on a time, temperature and frequency- and then given off again.
Tensile Test TECASINT types at 23 °C / 73 °F Tensile Test TECASINT types at 260 °C / 500 °F Storage modulus E’ as function of temperature
EN ISO 527 EN ISO 527 DMA, 3-point bending test, 1 Hz, 2 K/min
140 70 8,000
120 60
6,000
100 50
80 40
4,000
> Storage Modulus E' [MPa]
60 30
40 20
> Stress [MPa]
> Stress [MPa]
2,000
20 10
0 0 0
0 1 2 3 4 5 6 0 2 4 6 8 10 12 14 16 -200 -100 0 100 200 300 400 500
> Strain [%] > Strain [%] -328 -148 32 212 392 572 752 932
TECASINT 1011 TECASINT 1011 > Temperature [°C] / [°F]
TECASINT 2011 TECASINT 2011
TECASINT 1011 4011
TECASINT TECASINT 2011 TECASINT 1011 4011
TECASINT TECASINT 2011 Tecapeek TECASINT 1011 TECASINT 2011
TECASINT 4011 4111
TECASINT TECASINT 4111 TECASINT 4011 4111
TECASINT TECASINT 4111 TECASINTTECASINT
4011 1011 TECASINT 4111
TECASINT 2011
TECASINT 4011
TECASINT 4111
TECAPEEK
Tensile Modulus [MPa]
EN ISO 527
0 1,000 2,000 3,000 4,000 5,000 6,000 7,000
Tecasint 1011
Tecasint 2011
Tecasint 4011
Tecasint 4111
E-Modulus 23 °C / 73 °F [MPa]
E-Modulus 260 °C / 500 °F [MPa]
10 11
Creep strength
Creep strength is the term given to the defor- and demonstrates very low creep tendency
mation increase depending on time and tem- under load. The diagrams below demonstrate
perature under a constant load. TECASINT is the creep modulus and creep strain depend-
a non-melting material which does not soften ing on time and temperature under a load of
even under the influence of high temperatures 17 MPa.
Creep Strain TECASINT at 23 °C / 73 °F Creep Strain TECASINT at 250 °C / 482 °F
17 MPa, ISO 899-1 17 MPa, ISO 899-1
1 10
1
> log creep strain [%]
> log creep strain [%]
0.1 0.1
0.1 10 1,000 0.1 10 1,000
> log time [h] > log time [h]
TECASINT 2011 TECASINT 2011
TECASINT 4011 TECASINT 4011
TECASINT 2011
TECASINT 4111
TECASINT 4011 TECASINT 4111 TECASINT 2011 4111
TECASINT TECASINT 4011 TECASINT 4111
Creep Strain TECASINT at 150 °C / 302 °F Creep modulus EC TECASINT at 150 °C / 302 °F
17 MPa, ISO 899-1 17 MPa, ISO 899-1
1 10,000
> log Creep Modulus EC [MPa]
> log creep strain [%]
0.1 1,000
0.1 10 1,000 0.1 10 1,000
> log time [h] > log time [h]
TECASINT 2011 TECASINT 2011
TECASINT 4011 TECASINT 4011
TECASINT 20114111
TECASINT TECASINT 4011 TECASINT 4111 TECASINT 2011 4111
TECASINT TECASINT 4011 TECASINT 4111
12 13Thermal properties Tribological properties
Due to their chemical structure and infusibility, polyimides are far superior to thermoplastics TECASINT polyimides benefit from high abrasion resistance and are ideally suited for ap-
for use in high temperature applications. By ascertaining their thermal oxidation stability, a guide- plications involving minimum lubrication or dry running. For tribological requirements, types
line can be seen for service life and ageing resistance under thermal load. containing graphite or graphite/PTFE modifications are used, while in vacuum applications,
molybdenum disulphide (MoS2 ) is used.
Thermal Oxidation Stability at 300 °C / 572 °F Heat Distortion Temperature The tribological characteristics depend heavily the coefficient of friction and wear always have
4.8 bar for 300 hours HDT / A 1.80 MPa on the ambient conditions. Factors such as to be considered in the light of the test system
sliding speed, load and form of movement used. This makes it almost impossible to pro-
0 0.2 0.4 0.6 0.8 1.0 1.2 0 100 200 300 400 500
(linear, oscillating, rotating) exert a major in- vide precise values for each application, so that
Tecasint 2021 Tecaflon PVDF fluence. Because of these complex correlations, testing under practical conditions is essential.
PI competitors Tecapei
Tecasint 4021 tecason s
Tecasint 4121 Tecatron Shaft-Bushing-Test after 72 hours Ball-Prism-Test, Steel 100Cr6
> Weight loss [%] tecapeek pV = 10.000 (Rpm: 1278 / 30 psi) Unlubricated, F = 30 N, n = 60 1/min
Tecator pai
Here, TECASINT 4000 materials Tecasint 2011 0 0.10 0.20 0.30 0 0.04 0.08 0.12 0.16 0.20
demonstrate their excellent properties
with minimal weight loss at 300 °C Tecasint 4011
TecaPEEK PVX Tecasint 1021
and with additional pressure of 4.8 bar. Tecasint 4111
Tecasint 1021 Tecasint 1061
> Temperature [°C]
Tecasint 2021 Tecasint 1611
Ageing resistance in air at 340 °C / 644 °F
Tecasint 4121 Tecasint 2021
Long-term tests performed at 340°C in air tes- With its residual flexural strength of 70 % after
PI competitors Tecasint 2061
tify to the excellent properties of TECASINT 3,100 hours, TECASINT 4111 sets the bench-
> Wear [mm] Tecasint 4121
4000. After 2,000 hours, TECASINT 4011 still mark for extreme high-temperature applica-
PI competitors
attains 50 % of its original flexural strength. tions.
> Wear [mm]
Ageing curve, max. flexural strength at 340 °C / 644 °F oven storage
200
150
> Flexural strength (σ max) [MPa]
100
50
0
0 400 800 1,200 1,600 2,000 2,400 2,800 3,200
> Oven storage in hours [h]
TECASINT 1011
TECASINT 1011 2011
TECASINT TECASINT 2011 TECASINT 4011 TECASINT 4111
TECASINT 4011
TECASINT 4111
Electrical properties
Due to their excellent electrical insulating electrical properties. With rising moisture
properties, high strength and very good radia- content, the dielectric loss factor and the
tion and thermal resistance, components made dielectric constant both increase. The surface
of TECASINT are ideally suited for electrical and volume resistance are only minimally
applications under difficult conditions. Even influenced by increasing moisture content.
at high temperatures, they do not lose their
14 15Behaviour under environmental influences Flammability and weather resistance
TECASINT components are often exposed to wide-ranging different environmental influences Flammability Weather resistance
which may result in property changes in the polymer. The combination of different environmental Oxygen index LOI in accordance Polyimides are highly radiation resistant. To
influences results in unpredictable reciprocal effects. It is only by testing under practical conditions with EN ISO 4589-2 assess weather resistance, Xenotest weather-
that this type of influence can be simulated. The “Limiting Oxygen Index” (LOI) indicates ing in compliance with EN 4892 was selected.
the minimum oxygen concentration which This simulates not only radiation with artificial
must prevail in an oxygen/nitrogen mix when sunlight but also regular rain cycles to test the
Water absorption ISO 62 at 23 °C / 73 °F [%] a material burns. TECASINT will only burn influence of rain, humidity and temperature
EN ISO 62 (in water) with an oxygen content of around 50 % and is in natural weathering. The TECASINT 4000
consequently not burning in normal air with an types emerged particularly well from these tests,
Tecasint 0 0.2 0.4 0.6 0.8 1.0 oxygen content of only 21 %. demonstrating over 70 % of their flexural
1011
strength even after 5000 hours.
1021
1031
Oxygen index LOI
2011
EN ISO 4589-2 Flexural strength after weathering
2021 LOI Xenotest, DIN EN ISO 4892-2
2061 Tecasint 2011 51
200
2391 Tecasint 4011 49
4011
Tecasint 4111 52 160
4021
4111
120
4121
> Flexural strength (σ max) [MPa]
80
> Water absorption 24 h (23 °C / 73 °F) [%]
40
Drying 0
0 500 1,000 1,500 2,000 2,500 3,000 3,500 4,000 4,500 5,000 5,500
Like many other plastics, TECASINT also When producing components with very low > Weathering time in hours [h]
TECASINT 1011
demonstrates hygroscopic behaviour. This tolerances, however, it can make sense to dry TECASINT 2011
TECASINT 2011 TECASINT 4011 TECASINT 4111
means that the plastic is able to absorb water, TECASINT prior to machining, in order to re- TECASINT 3011
TECASINT 4011
generally in the form of air humidity. This move any residual moisture and ensure that TECASINT 4111
absorption of moisture is reversible, i.e. the the parts are conditioned to a uniform starting
absorbed water can be fully removed again status. The dried finished parts then have to be
by drying. packaged in an airtight sealable PE bag.
When manufacturing high-precision compo- Drying process
nents, we therefore recommend drying the ˌˌStore the component for
parts prior to machining in order to eliminate at least 48 hours at 150 °C
the disturbing influence of water. Even compo- ˌˌThen heat to 240 °C within 8 hours
nents with an application temperature of over and leave to dry for at least 24 hours
200 °C should be dried in order to prevent the at this temperature
formation of bubbles in the material as a result ˌˌSwitch off the oven and leave
of vapour pressure. to cool slowly
Annealing Hydrolysis
Due to the sintering process, semi-finished and Polyimides are sensitive to hydrolysis at
machined parts made of TECASINT are almost temperatures > 100 °C and are consequently
stress free and have low warping tendencies, not suitable for use in hot water, steam or for
meaning that they do not require annealing. repeated steam sterilization processes.
16 17Chemical resistance Purity
TECASINT products offer a high level of chemical resistance are temperature, concen- In ultra-clean production environments such
resistance to many chemical substances, in- tration of agents, exposure time and me- as in the semi-conductor and solar industry,
cluding organic and inorganic solvents, fuels, chanical load. In the table below, resistance foreign ions can result in contamination and
oils and synthetic lubricants. TECASINT to different substances is listed. This overview higher reject rates.
products are susceptible in combination with is provided as an aid to orientation. For specific
water and water vapour above 100 °C. Due to applications, customers are advised to perform Ionic purity Ionic purity
their hydrolysis susceptibility, marked cracks their own verification tests. The TECASINT materials can be classed in the
TECASINT TECASINT TECASINT
can occur here. Important criteria for testing “high purity” category. [mg/kg] • 2011 4011 4111
Aluminum (Al) 1FAQs Machining guidelines
What benefits does TECASINT offer when How do slide bearings made of TECASINT General
producing bushings and slide bearings? compare to other plastic bearings? TECASINT products can be machined wet feed rates for the individual machining pro-
TECASINT offers an unusual characteristic Applications possible at pressure levels, sur- or dry on all machine tools suitable for metal cesses. Deformation as a result of excessively
profile permitting applications for compo- face speeds and temperature ranges where machining. The use of cutting tools made of high clamping pressure, in particular when
nents exposed to extreme levels of stress which technical thermoplastics are unable to func- carbide with a cutting angle for aluminium machining thin-walled parts, must be avoided.
cannot be achieved using other materials such tion. Higher impact, compression and creep machining has proven the most successful for Preferably, clamping sleeves, clamping man-
as ceramics, metal or conventional plastics. strength. Very high abrasion resistance. Very machining these materials. To avoid machin- drels or vacuum clamping fixtures should be
Bushings and slide rings made of TECASINT good cutting properties and lower tolerances ing errors, it is important to recognize and used. The use of four-jaw chucks is recom-
remain tough, abrasion and creep resistant are possible. replace worn out cutting tools in good time, mended. A higher number of jaws results in
over a continuous application temperature of and to follow the recommended cutting and improved distribution of the clamping force.
– 270 °C to 300 °C, and often exceed the perfor- Sintered parts compared to extruded
mance of other bearing materials. semi-finished products:
How do TECASINT sliding bearings behave in Pressing Turning Dimensional stability
comparison to needle and roller bearings? ˌˌSemi-finished part geometries For all machining steps, the use of carbide For machined parts with extremely close
Due to their good tribological characteristics, close to finished measurement tools, of the type customary for machining tolerances, the material should preferably be
no external lubrication is required. Applica- ˌˌExtreme economy due to material savings aluminium, offers the best solution. The tip machined dry due to its hygroscopic behaviour.
tions are possible in temperature ranges at ˌˌLow tendency to warp due to almost of the cutting tool should have a radius of However, in this case, attention should be paid
which lubricants are ineffective. Good func- isotropic characteristics between 0.2 and 0.4 mm. As a result of wet to ensuring good heat dissipation during the
tionality in dirty environments. Noise, weight ˌˌConsequently also easier to machine machining, the cutting pressure at the work- machining operation. PI and PAI parts with
and cost reduction. ˌˌDiscontinuous production process piece increases, which can give rise to increased large diameters tend to spring back slightly
ˌˌHigh semi-finished product costs burr formation. The service life of the cutting immediately after piercing due to the high
How do the wear properties compare with tools is substantially extended by wet machin- cutting pressure. Consequently it is advisable
bronze, brass and sintered metal? Extrusion ing. If all the essential machining instructions to always produce these in the lower tolerance
Extended life of other components due to ˌˌContinuous production process are taken into account during turning, high band. Semi-finished products for the manu-
marked reduction in wear compared to metal- ˌˌLower semi-finished product costs quality products with a good surface finish facture of extremely precise parts must be
to-metal mating. Reliable functionality in ˌˌHigh tension levels due to can be achieved during the machining of annealed prior to machining. An additional
applications where unlubricated metals fail orientations during production PAI / PI products (Ra ≥ 1.6). intermediate annealing process is generally not
as a result of combined pressure, heat and ˌˌMore difficult to machine Cutting speed for face, longitudinal, cylindrical required during machining. In order to prevent
surface speed. Impact and creep resistant. turning / grooving and parting off dimensional changes to the finished parts due
No problems due to lubricant loss where tex- V = 100 – 130 m / min. to their hygroscopic behaviour, it is advisable
tile or paper dust are produced. f = 0.05 – 0.25 mm / rev. to seal high-quality components in vacuum
barrier film if they are expected to remain in
storage for an extended period.
Do you have any other questions?
Please do not hesitate to contact our technical service:
Markus Edelbauer: m.edelbauer@de.ensinger-online.com
or Ben Sin (Asia): s.ben@ensinger.com.sg
20 21Milling Drilling Standard shapes dimensions
Milling is performed exclusively using the Carbide drill bits are recommended for ma-
downcut milling. For all machining steps, the chining PAI and PI materials. The exception
use of carbide tools with the same cutting ge- to this is boreholes less than 1.5 mm dia. These TECASINT semi-finished products are available Cutting service
ometry as that customarily used for alumini- should be produced exclusively using HSS as plates, rods and short tubes: ˌˌThis is a cost-effective alternative as there
um is the best solution. Individual grinding drill bits which should be ground to a pointed ˌˌRods from Ø 6 mm to max. Ø 100 mm, is no need to buy complete plates or rods
of tools can result in improved results with angle of 120 degree. To counteract the effects max. length 1,000 mm (low capital tie-up)
certain work steps. Dry and wet machining of heat generation, adequate chip removal and ˌˌPlates from 5 mm ˌˌA convenient option permitting
is possible. As a result of wet machining, the wet machining are recommended for all to max. 100 mm thickness need-driven order placement
cutting pressure at the workpiece increases, drilling processes. ˌˌMaximum plate formats ˌˌFast availability. Generally
which can give rise to increased burr forma- HM drill: up to 300 x 1,000 mm within 2 – 3 days
tion. The service life of the cutting tools is V = 100 m / min. (max. dimensions depend on type)
substantially extended by wet machining. f = 0.02 – 0.1 mm / rev.
Excessive single-sided application of heat into HSS drill: Extensive stocked range
the material should be avoided. Alternating V = 15 – 40 m / min ˌˌFast and flexible: All product types
two-sided machining is recommended as the f = 0.02 – 0.1 mm / rev. and dimensions shown on the stock list
preferable method. are available immediately
A comprehensive
Face milling: overview is provided at
ˌˌLarge plate formats for high cutting
V = 90 – 100 m / min. tecasint.com efficiency
f = 0.04 – 0.08 mm / tooth
Preferred dimensions can be found online at:
www.goo.gl/upydXH
Key facts at a glance
For detailed instructions on machining, we are pleased to provide our
technical information sheet “Machining guidelines for TECASINT”.
Machined parts
TECASINT 1000 – 4000 (PI):
Very high thermal stability.
High strength also at high temperatures.
Bonding TECASINT
TECASINT components can also be bonded to roughened in advance either mechanically or by
each other or to other plastics, metals and elas- blasting. Oils, greases and dirt must be removed
tomers. In order to ensure a good glue joint, using solvents. Suitable glues include adhesion
the components must be matched precisely glues based on epoxy resin, polyurethane, rub-
to each other. The contact surfaces should be ber or cyanacrylate.
22 23Contact Headquarter
Ensinger Sintimid GmbH Ensinger GmbH
Ensingerplatz 1 Rudolf-Diesel-Straße 8
4863 Seewalchen 71154 Nufringen
Austria Germany
Phone +43 7662 88788 0 Phone +49 7032 819 0
tecasint@ensingerplastics.com info@ensingerplastics.com
tecasint.com ensingerplastics.com
B-TS-Komp-EN-V1-04/20
TECASINT is the Ensinger portfolio of non-melting
high-temperature polyimides. Sintered TECASINT parts and
shapes are used in numerous demanding industries.
ensingerplastics.comYou can also read