NOx reduction in a hazardous waste treatment plant via ozone injection and caustic wet scrubbing - Linde Gas
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

340 Forum
Advertorial
NOx reduction in a hazardous waste treatment plant via
ozone injection and caustic wet scrubbing
Robert Groebe1, Stephanie Domanski2, Jens Gebhardt3
1 Dow Deutschland Anlagengesellschaft mbH, Stade, Germany (rgroebe@dow.com)
2 Linde GmbH, Unterschleissheim, Germany (stephanie.domanski@linde.com)
3 Xylem Services GmbH, Herford, Germany (jens.gebhardt@xyleminc.com)
We present the results of a short full-scale trial of the LOTOX technology at the Stade rotary kiln used for hazardous waste
incineration. The tested process is a NOx reduction technique that can be implemented easily in existing plants, provided a wet
scrubber exists. The NOx reduction effectivity can be enhanced by caustic scrubbing.
The original assumption that at least stoichiometric ozone feed was necessary to reduce NOx emissions still stands for scrubbing
with water. The reduction mechanism includes total oxidation of NO and NO2 to N2O5 with subsequent absorption to water.
This necessary ratio was vastly improved by the existing alkaline scrubber providing NaOH to react with NO and NO2, thus
reducing NOx at a lower ozone-to-NOx ratio.
1 Introduction
The European commission is expected to
publish the Best Available Techniques
Reference Document (BAT Ref – BRef)
for Waste Incineration in September
2019. This document includes Associated Figure 1. The Waste Incineration
Emission Levels (AELs) for pollutants, AELs according to BRef [1].
especially regarding emissions to air and
water. After the publication of a BRef The techniques proposed in the BRef in-
there is a four-year transition time to clude Low-NOx burners, flue gas recir-
comply with the new regulation. NOx is culation, selective non-catalytic reduc-
one of the pollutants that will have a low- tion (SNCR) and selective catalytic
er allowed emission level and partially reduction (SCR).
require plants to upgrade or alter their The addition of SCR in an existing plant
combustion and flue gas treatment setup. can be a difficult task when it comes to
For existing plants, depending on their space requirements and the addition of
size, the actual value is 180 or 200 mg/ an SNCR requires the correct tempera- Figure 2. Schematic of the LOTOX process
Nm3 (< 50 MW) respectively [1]. ture window with a minimum retention [2]
www.cit-journal.com ª 2021 Wiley-VCH GmbH Chem. Ing. Tech. 2021, 93, No. 3, 340–343
Forum 341
time. Both technologies also require the ment is designed for high chlorine, con- – Temperature (70 °C) and pressure in
addition of a new chemical to the plant’s verted to HCl in the incineration, and the injection zone were not to be
inventory, ammonia or urea. Addition- particulate matter load. altered, only the concentration of
ally ammonia emission levels are also Maximum utilization of the existing hydrochloric acid (HCl) in the head
being tightened in Europe. This pro- equipment as well as full-scale demon- space of the absorber was influenced
vides another challenge for waste incin- stration were important trial goals. by the absorbers concentration.
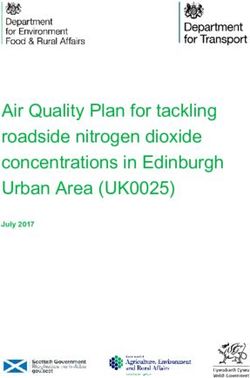
eration units which may struggle with Figure 3 shows a schematic of the kiln Oxygen was delivered as liquid oxygen
lower allowed emission levels for NOx process: feed through the rotary kiln (LOX) in a mobile pressure tank unit as
and ammonia. barrel and the SCC, steam generation in seen in Figure 4. This tank is connected
The rotary kiln, used as a test unit, has the boiler, a rapid quench before an HCl to an evaporator and a downstream
no dedicated DeNOx equipment and at absorption column, a caustic scrubber pressure control unit prior to the con-
present NOx emissions are only con- using a scrubbing solution of sodium tainerized ozone generator [3] as seen in
trolled by adjusting the feedstock. The hydroxide (NaOH) for a resulting pH of Figure 5.
trials were done under the premise that 8K9 and an ionizing wet scrubber
only safe inlet NOx levels were to be (IWS) followed by induced draft fan
created to not exceed emission limits and stack.
until the effect of LOTOX was under-
stood.
2 LOTOX Technology
[2] presents LOTOX as ‘‘a patented
process for removal of NOx and other
pollutants from waste gas streams’’. It is
described as an end-of-pipe system that Figure 3. The Stade rotary kiln experimen-
Figure 4. Oxygen storage, evaporation and
reduces NOx emissions through total tal setup
pressure control equipment (Linde AG)
oxidation of Nitrogen Oxide species, e.g.
NO and NO2, to the soluble N2O5 and For the trial, a hand-held NOx-analyzer
absorption in a wet scrubbing system. was used at the boiler outlet. Ozone was
The relevant theoretical reactions are: injected between the HCl absorber and
the caustic scrubber, using the piping
(1) NO + O3 fi NO2 + O2 (g)
between those two as reaction volume,
(2) 2 NO2 + O3 fi N2O5 + O2 (g) while a second temporary analyzer was
(3) N2O5 + H2O fi 2 HNO3 (g/l) installed downstream of the caustic
The first gas phase reaction is very rapid scrubber. The final NOx emission values
as well as the liquid/gas phase reaction. were retrieved through the continuous
Previous LOTOX literature and pat- emission monitoring system (CEMS) of Figure 5. Containerized ozone generator
ents thus deem it necessary to first con- the plant. Both temporary devices did (Xylem Services GmbH)
vert all NO to NO2 before being able to not include recording capability, limit-
actually reduce the resulting NOx. ing the test windows with valid data.
Furthermore it is important to note, that The ozone generator converts up to
the reduction of gaseous NOx emissions 4 Equipment and 15 % by weight of oxygen to ozone. Data
comes at the cost of waste water treat- implementation from the ozone generator was retrieved
ment, in that case Nitrate handling abil- The trial was set up to last several days through a temporary connection to the
ity. with varying parameters in the opera- plant’s process control system. The
tion of the kiln and the DeNOx equip- ozone generator was supplied with elec-
3 Stade kiln pilot ment: trical energy and cooling water.
The Stade kiln is a thermal treatment as- – Inlet NOx was directly influenced by Ozone injection into the piping was
set for hazardous waste with a capacity altering the feed composition done through a mixing lance, consisting
of 40 kt per year. It handles solids, – Reaction time by adjusting the of a closed pipe with two rows of 2 mm
liquids as well as production off-gases flue gas volume (base < 1 s at holes. The reaction time was determined
and operates at > 1,000 °C. While the 40,000 m3/h) by the length of flue gas pipe from the
gaseous waste, or vent gases, are solely – Ozone was generated using either top of the absorption column to the
produced at the Stade site, the liquid high oxygen flow and lower ozone inlet of the caustic scrubber.
and solid wastes are not limited to inter- concentration or low oxygen flow and Test setup 01 was implemented on July
nal production, but also acquired from high ozone concentration keeping the 4th and 5th. It included:
third party partners. The flue gas treat- resulting mass flow of ozone constant
Chem. Ing. Tech. 2021, 93, No. 3, 340–343 ª 2021 Wiley-VCH GmbH www.cit-journal.com
342 Forum
– Measurement of inlet NOx using – Ozone injection following the HCl approaching 0 mg/m3. The inlet NOx
hand-held probe at the boiler outlet absorber upstream of the caustic was back-calculated based on the meas-
(downstream kiln, upstream of the scrubber ured stack (outlet) NOx and according to
HCl absorber and ozone injection) – Measurement of final NOx with the the ozone mass injected, using a theoreti-
– Ozone injection following the HCl existing CEMS in the stack. cal molar ratio of 1.5. The measured inlet
absorber upstream of the caustic The parameters and their respective im- values were significantly higher than the
scrubber pact on the results are found in Table 1. calculated ones (Figure 9 right, ‘‘NOx
– Measurement of intermediate NOx boiler LOTOX calc’’), indicating that a
using ABB EL3020/URAS 26 directly 5 Results and findings secondary mechanism had taken place,
downstream of the caustic scrubber Theoretically a molar ratio of 1.5 O3 to which improve NOx reduction and low-
and upstream IWS NO is required to oxidize NO to NO2 ered the required molar ratio.
– Prior to 14:30 on July 04th intermedi- and then N2O5. Due to the temperatures
ate NOx measurement downstream of in the rotary kiln NOx was expected to 100
ozone injection but upstream of the be > 90 % NO with the remainder being
caustic scrubber NO2. Measurements taken throughout 75
NOx reduction [%]
– Measurement of O3 using Teledyne the trial confirmed NOx was primarily
analyzer directly downstream of the NO. Due to the reactive environment in 50
caustic scrubber and upstream IWS the process where ozone is injected it
– Measurement of final NOx with the was expected that a molar ratio of 25
existing CEMS in the stack. between 1.5 and 2 would be required to
achieve NOx reduction rates in the mag-
0
nitude of 90 % or higher. 0,0 0,5 1,0 1,5 2,0
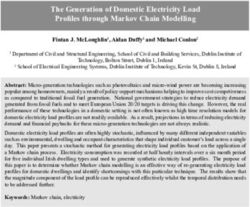
Figure 7 shows the theoretical NOx re- O3/NOx ratio [g/g]
NOx_R_H2O|NaOH [%]
duction as a function of mass ratio of NOx_R_H2O [%]
ozone to NOx. This mass ratio is calcu-
lated from the molar ratio for practical Figure 8. O3/NOx ratio shift in combined
reasons. process
100 [4] proposes alkaline absorption as one
method for NOx reduction but states
75
NO concentration
that only nitrogen dioxide (NO2) has
Figure 6. Ozone injection port 50 NO2 concentration adequate solubility in alkaline solutions.
Test setup 02 was implemented on July
NOx reduction Therefore, according to [4] a flue gas
25
16th and 17th. It included: stream with nearly 100 % nitrogen mon-
– Measurement of NOx downstream 0 oxide (NO) must be partially oxidized
the caustic scrubber for intermediate
0,0 0,5 1,0 1,5 2,0 to NO2. During the full-scale trial it was
O3/NOx ratio [g/g]
NOx and residual ozone on the 16th observed, that in fact, with a sub-stoi-
and before ozone injection above the Figure 7. NOx reduction according chiometric application of LOTOX (i.e.
HCl absorber packing using ABB LOTOX mechanism less than 1.5 moles of O3 per mole of
EL3020/URAS 26 NO), a percentage of NO is partially
Initial testing on July 4th showed a higher oxidized to NO2. Now, the absorption
than expected NOx reduction, see Figure reaction not only includes NO2 but also
9. The stack (outlet) NOx was measured NO:
Table 1. Test parameters and expected influence on results.
Parameter Measurement Control Expected influence
Inlet NOx 01 continuous Manual waste feed control Increasing inlet concentration requires more ozone
02 non-continuous
Total flue gas flow Continuous online Manual waste feed control Less total flow increases reaction time and improves NOx
reduction
Ozone mass flow Continuous online Ozone generator setpoint Increasing ozone injection increases NOx reduction up to
the point of overdosing
Oxygen flowrate Continuous online Ozone generator setpoint Higher oxygen flow increases mixing of ozone with flue gas
and improves NOx reduction
Ionizing wet scrubber Continuous online Manual control Additional scrubber volume improves NOx reduction if
(stages) operation capacity of primary scrubber exceeded
www.cit-journal.com ª 2021 Wiley-VCH GmbH Chem. Ing. Tech. 2021, 93, No. 3, 340–343
Forum 343
250 25 1000
ized equipment and minimal process
200 20 connection. Compared to the installa-
tion of a traditional SNCR/SCR there is
NOx [mg/m³] (log)
Figure 9. Initial
Ozone [kg/h]
150 15
NOx [mg/m³]
100 10
testing results no rotating equipment and no addition-
(left) and signifi- al chemical storage needed. In case of a
50 5
cant deviation tail end SCR, which is recommended in
100
0
11:45 14:09 16:33
0
0,00 0,50 1,00 1,50 between measu- high-dust applications, reheating the
O3/NOx ratio [kg/kg]
NOx boiler [mg/m³] NOx stack [mg/m³] O3 [kg/h] red (D) and cal- total flue gas stream would be necessary
NOx boiler [mg/m³]
NOx boiler Lotox calc [mg/m³] culated (£, 䊊) while LOTOX works in the tempera-
NOx boiler Lotox|Caustic calc [mg/m³]
inlet NOx (right) ture range of the existing flue gas treat-
(4) NO + NO2 + 2NaOH > 0.5 O3/NOx, for 100 % NOx reduction. ment.
2 NaNO2 + H2O (g/l) Compared to the LOTOX requirement LOTOX is a very flexible process, and
of 1.5 this not only contributes to energy the trial demonstrated that ozone can be
Therefore, according to the above reac-
and oxygen savings but also enables delivered in seconds to provide almost
tion, up to 50 % of NO should be parti-
NOx reduction beginning at minimum instantaneous NOx reduction.
ally oxidized using ozone to NO2 to
Ozone feed. This enables LOTOX to be For permanent operation a continuous
ensure efficient NOx removal in combi-
used for small reductions without the online upstream NOx measurement is
nation with a caustic scrubber, using
necessary ‘overspending’ on Ozone (Fig- recommended and can be used to opti-
NaOH. The back-calculation for that
ure 10). mize ozone consumption and NOx
case (Figure 9 right, ‘‘NOx boiler
removal.
LOTOX⏐Caustic calc’’) shows a good fit
Investment and operating cost compari-
with the measured values up to a molar 100
sons must also be completed to ensure
Ozone ratio of 0.5 O3/NOx.
the business case is positive for perma-
In case of NO excess, this NO will not 80
nent installation at specific sites. In
react and remain in the gas phase. Any
NOx reduction [%]
60 summary, the LOTOX process is an
NO2 excess on the other hand will be
attractive treatment option for enhanced
absorbed as follows:
40 NOx control, particularly in cases with
(5) 2 NO2 + 2NaOH > caustic scrubbing.
NOx_R_H2O|NaOH [%]
NaNO2 + NaNO3 + H2O (g/l) 20
4
[4] also states that NaOH is a very good 0
5 Sources
absorption reagent for NO2. 0,0 0,5 1,0 1,5 2,0 [1] JOINT RESEARCH CENTRE Di-
O3/NOx ratio [g/g]
Residual Ozone after the caustic scrub- rectorate B, Best Available Techni-
ber was consistently measured below Figure 10. Results of the tests on July 4th ques (BAT) Reference Document for
5 ppm. On a few occasions 5 ppm was and July 5th Waste Incineration, 2018.
exceeded for a few seconds when O2 [2] Linde AG, LOTOXÔ System – Low
flow rate was increased to 150 kg/h or The full-scale trial at Stade rotary kiln temperature oxidation for NOx con-
coinciding with the ozone generator confirmed that the LOTOX process trol.
control loop spike when increasing worked as advertised and was capable of [3] Xylem Services GmbH, SMOevo
ozone. The subsequent wet scrubbing in 100 % NOx reduction. PLUS Ozone Systems.
the IWS avoided unwanted ozone emis- 1. For plants that have a caustic scrub- [4] J. KUROPKA, ‘‘Removal of Nitro-
sion. ber, a low ozone consumption is gen Oxides from Flue gases in a
A caveat is the creation of Nitrite. Ni- possible while achieving high NOx re- Packed Column,’’ Environment Pro-
trate formation was expected, but not duction. tection Engineering, vol. 37, no. 1,
found to significantly increase in the 2. For plants that have a wet scrubber pp. 13-22, 2011.
effluent due to the short test time frame with water, a higher ozone consump- [5] M. Koebel, G. Madia and M. Else-
(less than 8 hours per day, across tion is expected, although optimiza- ner, ‘‘Selective catalytic reduction of
3 weeks) and relatively high dilution tions like partial stream treatment NO and NO2 at low temperatures’’,
rates in the plant. Nitrite needs to be fur- seem probable and reasonable in Catalysis Today, no. 73, pp. 239-247,
ther considered for permanent installa- terms of efficiency. 2002.
tion, particularly in regard to the impact 3. For plants with an SCR, [5] and [6] [6] A. Grossale, I. Nova, E. Tronconi,
on biological waste water treatment. report an efficiency increase of SCR D. Chatterjee and M. Weibel, ‘‘The
catalysts if a 50/50 mixture of NO chemistry of the NO/NO2-NH3
6 Conclusions and NO2 can be achieved in the flue ‘fast’ SCR reaction over Fe-ZSM5
The combination of the (incomplete) gas. investigated by transient reaction
oxidation of NO and the caustic scrub- The advantage of the tested process is analysis’’, Journal of Catalysis,
ber results in a theoretical molar ratio of its ease of implementation via modular- no. 256, pp. 312-322, 2008.
Chem. Ing. Tech. 2021, 93, No. 3, 340–343 ª 2021 Wiley-VCH GmbH www.cit-journal.com
You can also read