Materials for morphing application: Improvements of the aerodynamics of a road car - Aaltodoc
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Materials for morphing application:
Improvements of the aerodynamics
of a road car
Daiyan GOULAMHOUSSEN
School of Science
Thesis submitted for examination for the degree of Master of
Science in Technology.
Sainte-Julie 11.06.2021
Supervisor
Professor Junhe LIAN
Advisor
Aurélie BERGERON
Copyright © 2021 Daiyan GOULAMHOUSSEN
Aalto University, P.O. BOX 11000, 00076 AALTO
www.aalto.fi
Abstract of the master’s thesis
Author Daiyan GOULAMHOUSSEN
Title Materials for morphing application: Improvements of the aerodynamics of a
road car
Degree programme Master of Science (Technology)
Major Advanced Materials for Innovation and Sustainability Code of major AMIS
Supervisor Professor Junhe LIAN
Advisor Aurélie BERGERON
Date 11.06.2021 Number of pages 91 Language English
Abstract
Performance and sustainability are often perceived as contradictory. To meet the
environmental anti-pollution regulations imposed by the government, the automotive
industry must adapt and offer innovative solutions satisfying the needs of tomorrow.
Faced with the climate emergency, car manufacturers have been trying to reduce the
carbon footprint of their vehicles for more than a decade by working on improving
the efficiency of thermal engines, aerodynamics and making lighter cars. For this
reason, they are using advanced technologies, developing new lighter materials and
redesigning the vehicle. Manufacturers invest in R&D, but they also call on the
know-how of automotive suppliers to develop new concepts. In this master thesis,
the improvement of the front bumper of the car in order to reduce the environmental
impact of the vehicle will be studied.
Keywords Aerodynamism, CO2 Emissions, Sustainability, Thermoplastics,
Materials, Innovation,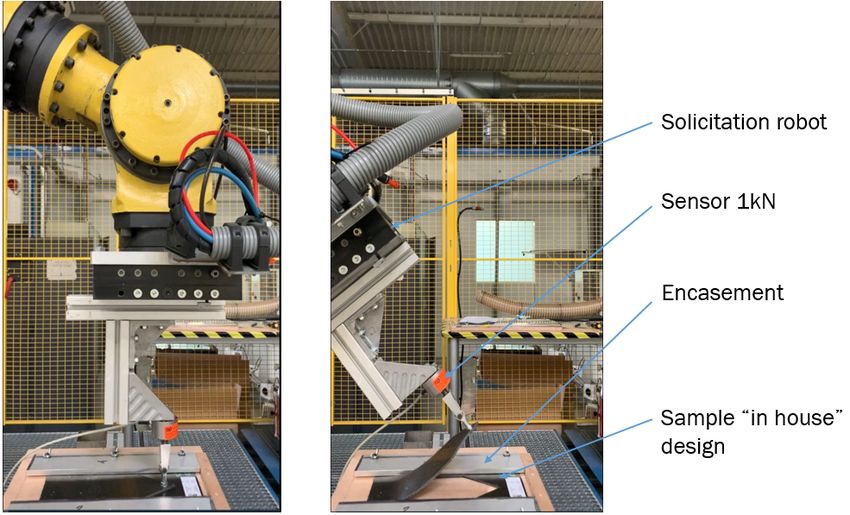
4
Preface
My master thesis took place in the Intelligent Exterior Systems (IES) division at
Plastic Omnium Sigmatech near Lyon in France. The "morphing" project was born
in 2018 following a patent registration on aerodynamics improvement of car’s front
bumper.
With Aurélie BERGERON, my thesis advisor, we focused on the material part of
the project. Thus, the aim of this paper is to present the different materials that can
provide favourable mechanical properties for developing intelligent flaps at the front
of the vehicle to facilitate the airflow through the engine and limit the associated drag
forces. Therefore, the objective of this master thesis is to propose a solution to the
reduction of carbon dioxide (CO2 ) emissions from a vehicle through the improvement
of aerodynamics properties.
I would first like to thank Aurélie BERGERON for her trust, availability, and
especially the autonomy she offered me during this internship. I would also like to
thank Professor Junhe LIAN, my thesis supervisor, and Janne HALME who were
the first to support me in my master thesis.
I would like to express my gratitude to the friends and colleagues who gave me
moral and intellectual support during my internship. I would like to express my
gratitude to my proofreader Eva ALEXANIAN for her wise advice on the writing of
this internship report.
Finally, a special thanks to my parents, my brother and Laure for their trust and
invaluable support.
06.11.2021, Sainte-Julie, France
Daiyan GOULAMHOUSSEN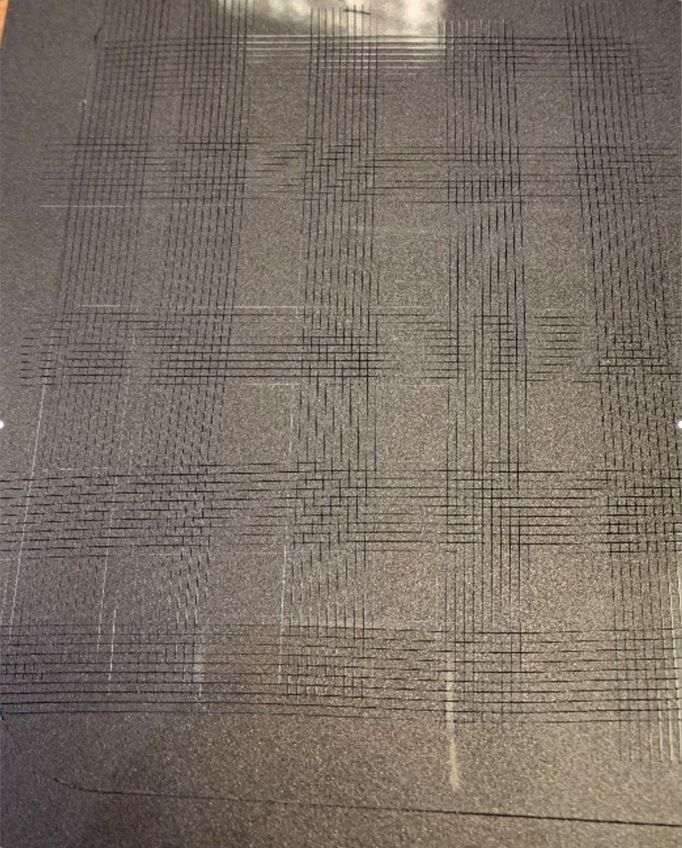
5
Contents
Abstract 3
Preface 4
Contents 5
Symbols and abbreviations 7
Chapter 1: Introduction and motivation 8
Chapter 2: Background 10
1 Existing improvements for reducing CO2 emission of cars 10
1.1 Performance optimization . . . . . . . . . . . . . . . . . . . . . . . . 10
1.1.1 The gearbox . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
1.1.2 Rolling resistance . . . . . . . . . . . . . . . . . . . . . . . . . 11
1.2 Reduce the mass of the vehicle . . . . . . . . . . . . . . . . . . . . . . 12
1.2.1 The evolution of vehicle masses and its consequences . . . . . 13
1.3 Design a shape of the vehicle . . . . . . . . . . . . . . . . . . . . . . . 14
1.3.1 Reducing the drag force . . . . . . . . . . . . . . . . . . . . . 14
1.3.2 Others forces at work on a road car . . . . . . . . . . . . . . 16
1.3.3 Tools used for aerodynamics evaluations . . . . . . . . . . . . 17
2 Possible enhancements of aerodynamics of front bumpers 19
2.1 Existing improvement of optimization of Air Grill Shutter (AGS) . . 19
2.1.1 The AGS market in the world . . . . . . . . . . . . . . . . . . 19
2.2 Existing improvement of optimization the surrounding of front wheels 21
2.2.1 Numerical simulation . . . . . . . . . . . . . . . . . . . . . . . 22
Chapter 3: State of art 24
3 Customer specifications for new generation of AGS 24
3.1 Performance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
3.2 Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
4 Materials selection 25
4.1 Design requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
4.2 Translation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
4.3 Screening and Ranking . . . . . . . . . . . . . . . . . . . . . . . . . . 26
5 General informations on the materials used and associated process 29
5.1 Polypropylene (PP) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
5.2 Thermoplastic styrenique (TPS) . . . . . . . . . . . . . . . . . . . . . 31
5.3 Thermoplastic polyurethane (TPU) . . . . . . . . . . . . . . . . . . . 32
5.4 Processing of Thermoplastics: Injection Moulding . . . . . . . . . . . 33
6
6 Paint system used 35
6.1 Primer coat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
6.2 Base coat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
6.3 Cleat coat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
6.4 Painting process for mass production . . . . . . . . . . . . . . . . . . 38
7 Surface treatments on the materials 38
7.1 Wettability and surface energy . . . . . . . . . . . . . . . . . . . . . . 39
7.2 State of art of surface treatments . . . . . . . . . . . . . . . . . . . . 40
7.3 Flaming treatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
Chapter 4: Methodology 45
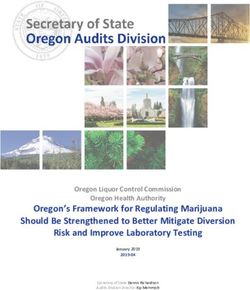
8 Principle of experimental tests 45
8.1 Mechanical tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
8.1.1 Tensile tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
8.1.2 Endurance test . . . . . . . . . . . . . . . . . . . . . . . . . . 49
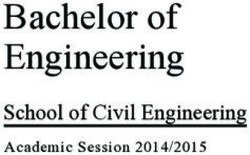
8.2 Adhesion tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
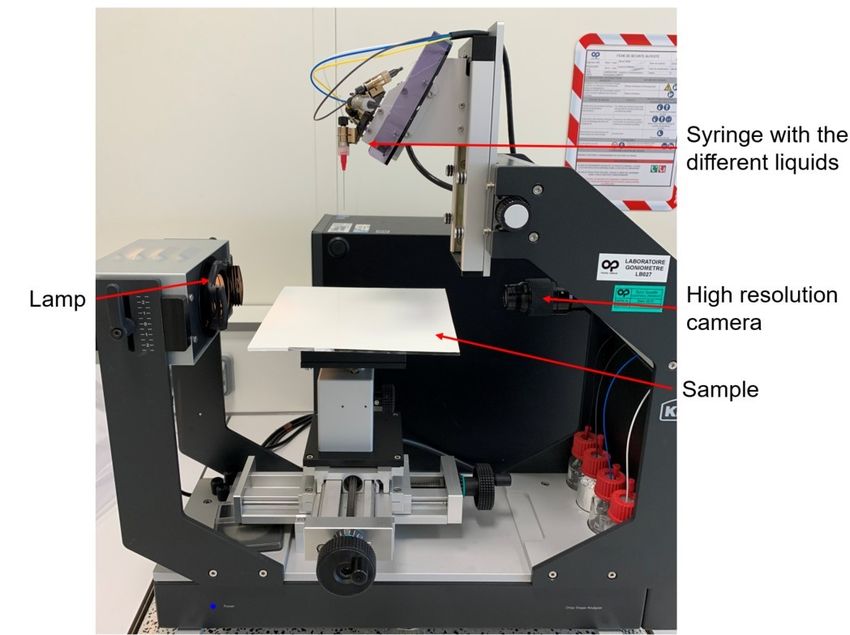
8.2.1 Contact angle measurement . . . . . . . . . . . . . . . . . . . 52
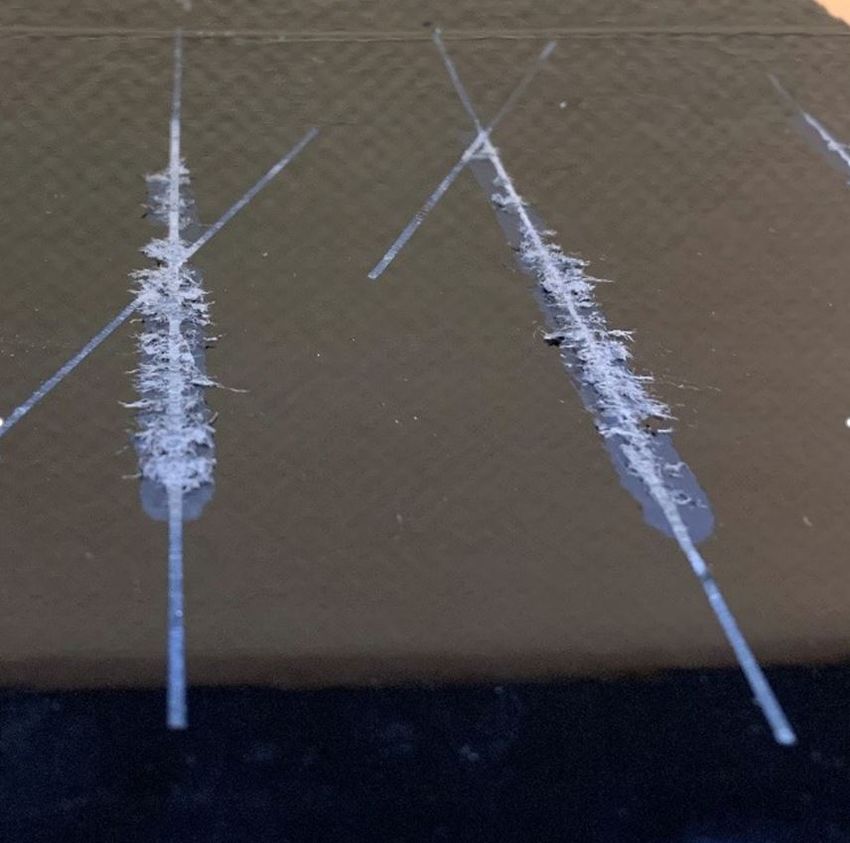
8.2.2 Grid test (cross cut) . . . . . . . . . . . . . . . . . . . . . . . 53
8.2.3 Steam jet trials . . . . . . . . . . . . . . . . . . . . . . . . . . 55
8.2.4 Humidity test . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
8.2.5 Temperature Shock Test (TWT) . . . . . . . . . . . . . . . . 57
Chapter 5: Results and Discussion 59
9 Mechanical tests 59
9.1 Simulation carried out by Plastic Omnium Company . . . . . . . . . 59
9.2 Tensile tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
9.3 Endurance tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
10 Paint adhesion tests 65
10.1 Wettability and surface energy after surface treatments . . . . . . . . 65
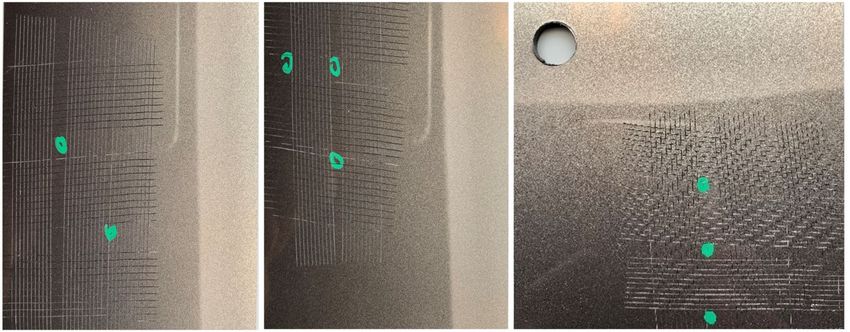
10.2 Grid test (cross cut) . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
10.3 Steam jet trials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
10.4 Humidity test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
10.5 Temperature Shock Test . . . . . . . . . . . . . . . . . . . . . . . . . 72
10.6 Endurance test for a painted plate . . . . . . . . . . . . . . . . . . . . 73
10.7 Painting process for mass production . . . . . . . . . . . . . . . . . . 74
Chapter 6: Conclusion and Outlook 81
References 83
Annex 91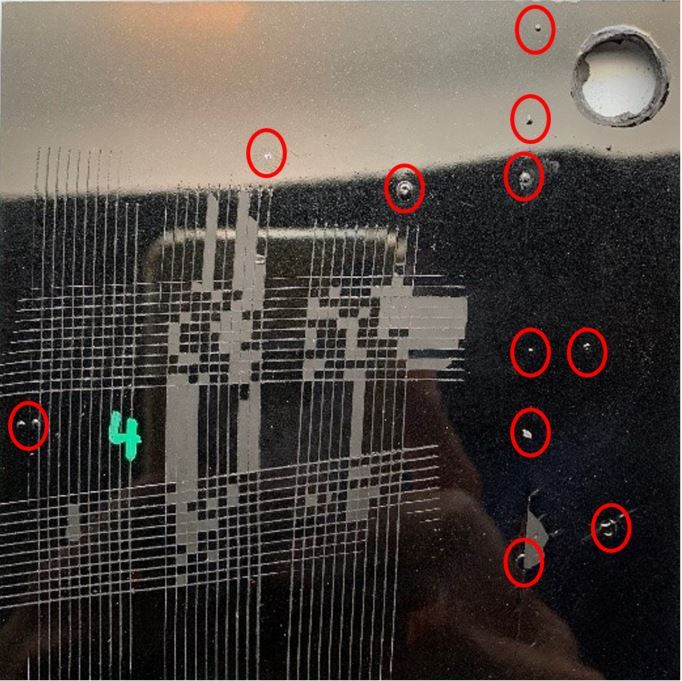
7 Symbols and abbreviations Symbols E Young’s modulus σ Yield strength Tg Glass transition Cx Drag coefficient ρ Density Re Reynolds number Abbreviations AGS Active Grill Shutters BVM Manuel gearbox BVA Automatic gearbox CES Clean Energy System CO Carbon monoxide EVs Electric Vehicles HC Hydrocarbons IES Intelligent Exterior Systems N Ox Nitrogen Oxides POAI Plastic Omnium Auto Inergy OEMs Original Equipment Manufacturers PP Polypropylene TPU Thermoplastic Polyurethane TPS Thermoplastic Styrenic TPO Thermoplastic Olefin 1K,2K One or two components
8 Chapter 1: Introduction and motivation Mobility has tended to develop for more than a century [1][23]. Both on earth and in the air, mobility is becoming truly modern. Whether it is the aeronautics industry or the automotive industry, they both must adapt to this modern world [2]. As travel is more important, flows on the road and in the air are also more significant. These movements have a major impact on society, such as hearing, visual and environmental pollution [4][11]. However, sustainable development has been a major concern of the last decades. The balance between comfort and the environment must imperatively be respected. The companies must therefore take these aspects into account while adding the economic aspect in both their products and activities to meet the regulations and customers’ expectations. Proposing greener mobility by 2020 [1] is what the automotive industry has commit- ted to provide. To achieve this, designers have been challenged to find new solutions to minimise the vehicle’s resistance to movement while respecting the continuous development of vehicle energy efficiency, fuel prices and greenhouse gas emission requirements. For a conventional road car, reducing fuel consumption and therefore reducing the vehicle’s CO2 emissions is linked to engine performance, vehicle weight and resistance to movement. This thesis takes root in the efforts made by Plastic Omnium Company to in- tegrate environmental dimension on their front bumper and reduce the CO2 emission of the future vehicles. Positioned as the leader of automotive equipment suppliers with almost 9,2Bn euros of revenues [3], the groups is widespread on four continents, on 30 countries and the company now has 32,000 employees. Thanks to its strong desire to innovate and the diversification of its business lines, Plastic Omnium is considered as the number one in the world of automotive equipment. Plastic Omnium Automotive has two sub-divisions: Clean Energy System (CES), which designs fuel systems for all types of engines and systems to reduce emissions from diesel vehicles. 20 million tanks were manufactured in 2016 and it is estimated that one in five vehicles worldwide will be equipped with them. The Plastic Omnium Intelligent Exterior Systems (POIES) sub-division, designs plastic and composite bodywork parts and modules. POIES offers tailored, multi-material, high value-added solutions designed with an increasing focus on integrating functions and safety to make vehicles lighter and reduce CO2 emissions[3]. IES’s customer base is made up of 70 of the world’s major car manufacturers. With a view to always move forward and aiming for customer satisfaction that can lead to a long-term partnership, the group has defined several development areas. The construction of composite material parts by promoting eco-design, autonomous driving and vehicle safety, attractive design and the development of a lighting signature, reducing the weight of bodywork parts (and therefore plastics), and increasing the aerodynamics of the vehicles. These last two areas are in accordance with Plastic Omnium’s current main objective, which is to reduce greenhouse gas emissions. The solutions developed allow the weight of parts to be reduced by up to 40% compared with steel sheet, while optimising aerodynamics
results in saving more than 3 g of CO2 /km [4]. In this master thesis, the aim will be to play on these last two aspects to improve the characteristics of the front bumper. Back to the aerodynamic aspect, resistance to movement can be defined by any physical phenomenon that opposes the movement of the vehicle. This includes air resistance, which according to the study made by the Institute of Basic Mechanical Design of the Silesian University of Technology on the energy-saving cars designed by the Shell Environmental Marathon, is about 70% of the total resistance to movement [5][6][10]. The air resistance depends on the element of drag coefficient Cx (which will be defined afterwards), and which is closely related to the shape of the aerodynamic characteristics of the vehicle. In this master thesis, the idea of optimisation is to improve the shape of the aerodynamic characteristics around the front bumper. The front bumper is essentially made of Polypropylene (PP), a material known for its good mechanical properties and very competitive costs [7][8][9]. However, to improve the aerodynamics of the vehicle, PP must deform to allow airflow to the front of the vehicle (see section 1. Existing improvement of optimization of the surroundings of the front wheels). However, the PP is far too rigid to solve this problem. Thus, the aim will be to select a material that would meet the same characteristics as PP while improving its elastic properties. In a first step, mechanical tests will be performed to compare the properties of potential candidates with those of PP. Secondly, paint adhesion tests will be con- ducted to evaluate the paintability of the material.
10
Chapter 2: Background
1 Existing improvements for reducing CO2 emis-
sion of cars
Vehicle consumption has become a very important factor. It depends on a number
of interconnected factors [11]. These are particularly relate to the fuel consumption
characteristics and the efficiency of the engine, which include the characteristics of the
transmission (reduction ratio, gearbox efficiency). Without going into unnecessary
details in these different optimizations, it is essential to mention them because they
are complementary to this study. Then, the influence of vehicle weight, aerodynamic
resistance, rolling resistance as well as the driving cycle (driving conditions) will be
presented.
1.1 Performance optimization
The role of the engine can be intuitive; however, the role of the gearbox and the role
of the more general powertrain may not be so obvious. Nevertheless, transmission
plays an important role in the fuel consumption of a vehicle [12]. In fact, for a
given driving condition, the gear ratio determines the state/load operating point of
the engine, which is more or less favorable in terms of consumption and pollutant
emissions[13]. In addition, the transmission increases the load on the engine through
its own efficiency, which reduces the consumption balance directly related to driving
conditions. These parts are explained in detail in the next section, and these latter
relies as much as possible on specific examples to illustrate this point.
1.1.1 The gearbox
E.Baron and al [12] demonstrated that the compromise between consumption and
emissions is a major challenge at a time when exhaust emissions are regulated. In
this context, acoustics and driving pleasure must also be considered. To achieve
these objectives, the engines have their own characteristics that state the level of raw
pollutants they emit [12]. This measurement is done upstream of the depollution
systems. There are three types of pollutants in the case of a gasoline engine in (figure
1). Nitrogen oxides (N Ox ), carbon monoxide (CO) and unburnt hydrocarbons (HC).
According to the figure 1 below, it would seem that the zones (regime-torque) that
are favorable for minimum consumption are not favorable for minimum emissions:
the right compromise must therefore be found.11
Figure 1: Mapping of "raw" pollutants from a gasoline engine [12]
Also according to E.Baron and al [12], another parameter can lead to an increase in
the emission of pollutants. This is the vehicle’s over-consumption (presented in figure
2). Often linked to the transmission efficiency of the gearbox, this over-consumption
is estimated at more than 0.75% for manual gearboxes (BVM) for each 1% of lost
efficiency and more than 1.5% for automatic gearboxes (BVA) , as shown in figure
2. The evolution of electronics has also contributed to advances in the field of
transmission management, for example on the quality of gear shifting, the controlled
sliding of the converter or clutches, the reduction of drag at standstill, etc... It is
therefore possible to adapt the engine operating point to the driving conditions of
the vehicle defined by its speed and acceleration while respecting the objectives of
pollutant emissions, fuel consumption, driving pleasure and acoustics.
Figure 2: Vehicle over-consumption as a function of transmission efficiency [12]
1.1.2 Rolling resistance
After discussing engine improvements, linked to the gearbox, many innovations are
being studied to improve vehicle performance and reduce fuel consumption. One of
them is based on the study of reducing the rolling resistance of tires [14]. Bridgestone
has partnered with the Japanese company Kao to develop a new dispersing agent
that combines silica and rubber to reduce rolling resistance while helping the tire12
grip the road (shown in figure 3) . The reason for this, is to provide sufficient
ground clearance for safety. Yokohama Rubber developed a method of mixing
orange peel oil with rubber to increase flexibility and grip. The company ensures
that it can create tires with low fuel consumption and high grip by adding this
oil to low rolling resistance tires. Sumitomo Rubber works on the rubber. The
company used a new styrene-based polymer in the tires of its latest minivan, which
will be released in 2015. According to the company, this material, which prevents
overheating, would reduce rolling resistance by 13% compared to conventional tires.
Other companies are also active in this sector, such as JSR, which plans to double
its rubber production by 2017, or Asahi Kasei and Sumitomo Chemical, which
are also increasing their production, including S-SBR (styrene-butadiene solution
polymerized rubber), which is in demand by tire manufacturers. This material has
the particularity of being able to combine easily with silica, which reduces rolling
resistance and improves road handling. Manufacturers are trying to increase sales
Figure 3: Effects of dispersing agent developed by Bridgestone, Kao [14]
of their more environmentally friendly products, and environmental regulations are
becoming increasingly challenging.
1.2 Reduce the mass of the vehicle
Among the constraints weighing on the mass-market automobile, the legitimate
concern to respect the environment is reflected in the need to design cars that are
fuel-efficient, clean and easily recyclable at the end of their life. Maintaining a high
level of secondary safety crash is becoming a priority, and is about to be reflected
in stricter European regulations. Finally, improving vehicle comfort and equipment
levels remains a permanent customer requirement. At the junction of these new
constraints, vehicle weight is a key factor for all manufacturers. Indeed, a reduced
mass contributes favorably to the vehicle’s comfort, its fuel consumption and, for a
given choice of materials, its price. On the other hand, the requirements of safety,13 comfort and improvement of the level of equipment lead to an increase in the mass of the cars [16]. 1.2.1 The evolution of vehicle masses and its consequences A study conducted by PSA Peugeot Citroen in 2001 by A.Nignonnet [15] shows that the mass of vehicles evolve over time in figure 4. Figure 4: Evolution of the specific weights of PSA vehicles (Mass Order of March for the basic version). The decrease of the mass which extends from the years 85 to 90 is correlated to the oil crisis. Then from this period a new increase is linked to the appearance of new criteria such as the improvement of the acoustic and vibratory comfort, progressive increase of the level of regulatory equipment or comfort, the consideration of more and more severe criteria as regards safety, for the protection of the occupants in the event of shock. Indeed, the structure of vehicles, elements related to the engine (pollution control, tank, radiator ..) elements of upholstery and soundproofing are evolving according to the new standards in place [20]. The increase in the cost of cars, the reduced competitiveness of manufacturers and finally an increase in fuel consumption [16][17] result from the increase in vehicle mass. I.Lakatos et al [18] present in figure 5 the action of the mass on the consumption of the vehicle. The example will be illustrated for heavy vehicles but the trends are similar for light vehicles. In the case of busy city traffic, the vehicle consumption increases significantly with the weight of the car. The presented curve can be assimilated to a linear line. In the case of city use, the purple curve shows a slower start for vehicles between 12 and 15t, then follows a linear trend again. Finally, the blue curve illustrating a vehicle moving on a highway shows that weight still influences fuel consumption but is no longer as significant as when the traffic is heavier in the city. Implicitly, parameters such as the rolling resistance seen earlier but also the aerodynamics (which will be presented in the next session) come into effect. The shape of the vehicle will be the purpose of this master thesis. Therefore, in this section, examples will illustrate the importance of taking into account aerodynamic
14 Figure 5: The relationship between fuel consumption of vehicles and total mass. properties when designing the vehicle. To do this, parameters must be defined to quantify the flows of air and other fluids. 1.3 Design a shape of the vehicle The shape of the vehicle will be the purpose of this master thesis. Therefore, in this section, examples will illustrate the importance of taking into account aerodynamic properties when designing the vehicle. To do this, parameters must be defined to quantify the flows of air and other fluids. 1.3.1 Reducing the drag force In the case of a car, the force that predominantly opposes motion is drag [19]. It affects the movement of the vehicle. One of the parameters that increases with this force is speed [19][20]. The more in motion the car is, the higher the drag, as shown in Figure 6. If the effect of drag to the rolling resistance of the tires and the friction of the power train is added, the overall resistance to motion is strongly impacted. With the improvement in vehicle performance and the rise in fuel prices in the 20th century, reducing aerodynamic drag has become crucial. Analysis of the curve shows that aerodynamic drag increases with the square of the speed. Thus, a non-dimensional constant called the coefficient of drag (Cx ) was introduced. It enables to quantify the aerodynamic fineness of the vehicle configuration[23]. Cx can be defined by :
15
D
Cx =
0, 5ρU 2 S
where D is the drag force, ρ is the density, U is vehicle speed, and S is the frontal
area.
Figure 6: Increase of vehicle total drag and tires rolling resistance on a horizontal
surface, versus speed (measured in a tow test of a 1970 Opel Record) [23]
J.KATZ [23] in his book, shows that by considering only the aerodynamic parameters
and not the weight saving, it is possible to save 19% of the energy consumed by the
vehicle. Using a simple example, he has demonstrated the importance of reducing
the drag force. Moreover, figure 7 shows the evolution of the coefficient as a function
of the years. Nowadays, most manufacturers set a barrier at 0.3. The coefficient of
0.15 remains the idyllic case in automobiles.
Figure 7: Schematic representation of the historic trends in the aerodynamic drag of
passenger cars [23]16 1.3.2 Others forces at work on a road car Aerodynamics is closely correlated with fluid mechanics. Indeed, the flow distribution due to the movement of fluid particles is important[22]. The flow can be laminar or turbulent (figure 8). By definition, laminar flow is a fluid flow creating a layer parallel and flat to the surface. Depending on the shape of the object, the flow lines can be either straight or slightly curved. The Reynolds number (Re) must be less than 2300. Turbulent flow, on the other hand, is characteristic of a disturbance in this linear flow. Fluid particles intermingle at high flow velocities. The Reynolds number is more than 2300. In a car configuration, the aerodynamic forces moving Figure 8: Above : Flow attached above a streamlined car. Below: locally separated flow behind a more realistic car [23] in the air [33] [34] have several components: one called the drag force Px correlates with the above-mentioned drag coefficient Cx , acting along the longitudinal axis of the vehicle, the side force and the lift Pz which is in the opposite direction of the downforce (shown in figure 9). The lifting force can be applied in both directions. If it is applied in the positive direction then the vehicle will lift into the air. If the force is applied in the downward direction, the wheels will have to bear a higher weight [35]. Figure 9: Cartesian coordinate system and its definition relative to an automobile. [23]
17
1.3.3 Tools used for aerodynamics evaluations
Based on the design, the engineer must evaluate his modifications on existing
models[23]. In the case of the evaluation of the aerodynamics of the vehicle, the
engineer has three methods at his disposal. The first is road testing, the next is wind
tunnel testing and more recently numerical simulation. An introductory discussion
about such computational methods is provided in the next chapter. Numerical simula-
tion remains the most attractive method due to its low cost and rapid interpretation
(Figure 10). However, not all the physical elements are taken into account (e.g.
laminar/ turbulent transition) [2] or at least, are not so easy to interpret. In spite of
this, the simulation allows us to obtain the pressure distribution on the vehicle, the
applied forces, shear force distribution, and streamline information. For this reason,
in order to overcome risks, the simulation provides a global view of the flux involving
in the car.
Figure 10: Numerical simulation of aerodynamic flows applied to a moving car
In addition, the wind tunnel can also be used (figure 11). This is a process with
advantages but also drawbacks. One of the main strengths of this technique is that it
is performed in a controlled environment. This means that the flows can be controlled
in such a way that the physical phenomena can be observed in real conditions. In
this way, each part can be tested separately [24]. This can be an advantage as well as
a limitation, because on the one hand the car does not have to be fully assembled to
obtain results, but on the other hand the parts are not subjected to real conditions.
Despite these disadvantages it is still the method often used in almost all stages of
vehicle development [2].
Figure 11: Wind tunnel tests18 Another tool for evaluating the aerodynamics of a vehicle is road testing. As its name indicates, the conditions are optimal for testing the reliability of the results obtained by simulation or wind tunnel under real conditions. However, the major inconveniences of this method are the vibrations linked to the vehicle’s suspensions, and of course this method cannot be applied during the design phase because there is no vehicle to test. Finally, the repeatability of the process is not viable because drivers do not have the same driving behavior [23]. The following data can be determined using all these tools [23] : Total aerodynamic forces and moments (lift, drag, pitching moment etc.), as well as the contributions of the vehicle’s components (e.g. wheels, underbody, fenders, etc.). The surface pressure and shear distribution to improve vehicle shape (e.g., extend laminar flow regions, delay flow separation, etc.). There are many other types of useful aerodynamic data available (e.g. boundary layer thickness, climate impact on air conditioning, dirt deposition due to flow reversal, etc.), but the data collected are generally targeted and limited to the specific task at hand (e.g. reduction of component drag). The conclusion is that the field of fluid dynamics is quite complicated and no single tool is perfect on its own. Therefore, it is possible to use more than one or even all of the methods mentioned above.
19
2 Possible enhancements of aerodynamics of front
bumpers
In the previous part, the different forces exerted on the car were presented and the
drag coefficient has been detailed. As the front bumper is subject to drag force, this
section will present the enhancements related to the optimization of this coefficient.
2.1 Existing improvement of optimization of Air Grill Shut-
ter (AGS)
Active Grill Shutter (AGS) is currently the only active aerodynamic systems that
meets energy efficiency legislation in Europe and North America [25]. AGS have
four benefits shown in figure 12: Better engine thermal management, improved
aerodynamics, faster defogging in winter and aesthetic differentiator when integrated
in the grill [ref diapo]. Current fitting of AGS were mostly to improve engine thermal
management and aerodynamics as they had direct impact on fuel emission regulation
in the US and Europe, to the contrary of Japan where the test cycle is not favorable
to aerodynamics systems because in Japan, the focus is on electric vehicles [27].
Figure 12: Active Grill shutters benefits [25]
2.1.1 The AGS market in the world
AGS equipped 15-20% of new cars in EU & NA in 2015. AGS are expected to reach
30-40% penetration in 2020 and 60-70% in 2025 in the EU & NA driven by fuel
efficiency legislation and fines associated to its enforcement [25].20
Figure 13: Active Grill Shutters Penetration
Regional Trends for some that can be generalized on a continental scale (shown
in figure 13) for others are leading the implementation of AGS driven by off-cycle
credits in the US, NEDC/WLTC in Europe and CO2 fines. China will follow with a
5 year-lag as reducing its oil dependency is critical for the state and they set very
ambitious CO2 goals for 2020. Japan has a very limited interest in AGS due to
climate, driving conditions & 2020 target reached. Concerning the product trends
shown on the right side, The vast majority of AGS are expected to be hidden –
non-integrated in the grill . For instance, BMW, who was the first to implement
AGS in 2003 is the only Original Equipment Manufacturers (OEMs) expected to
implement visible AGS in its grill on the 5/6/7 series (figure 17). Daimler (figure 16)
is not likely to reproduce the Air Panel experience for design reasons : star should
be in the grill & issue with facelifts presented in Figure 14.
Figure 14: Presentation of the advantages and disadvantages of non-visible and
visible AGS.21
Figure 15: Existing Non-Visible Active Grill Shutters. [26]
Non-visible AGS are expected to represent 90% of the market in 2025 Visible systems
will only be implemented by premium OEMs like BMW and could also be used as
an aesthetic differentiator on Electric Vehicles (EVs) like on the Cadillac ELR or the
Hyundai Sonata [25].
Figure 16: Existing Visible Active Grill Shutters Mercedes C-Class Air Panel.
Figure 17: Existing Visible Active Grill Shutters BMW 7-Series closed position (left)
open position (right).
2.2 Existing improvement of optimization the surrounding
of front wheels
Based on the theory established in 1.3, M.Wasik et al [28] performed an optimization
simulation of the front bumper of a vehicle. This simulation is based on the numerical
method, which allows the evolution of airflows on the car to be characterized in a
cheap and a fast way. This very accurate technique saves time on future experiments.
Indeed, it enables the modelling of different scenarios while considering external
parameters such as climatic conditions or the pressure distribution around the vehicle.22
2.2.1 Numerical simulation
During the simulation, the pressure exerted on the vehicle was modelled in order to
observe the effect of creating an opening in the front of the vehicle.
Initially, a first modeling without these famous openings was carried out (figure 18
on the left). The critical areas were identified. Unsurprisingly, the front bumper has
a higher pressure than the other parts of the vehicle. However, it would appear that
the underbody of the front bumper at the wheels is also subject to high pressure.
Figure 18: Visualisation of the pressure distribution on the vehicles surface be-
fore/after optimization [28].
Figure 19: Front bumper air flow tunnels principle of operation [28].
Afterwards, a first optimization was performed: the improvement of the bumper
(figure 19) with associated pressure (figure 18 on the right) . The shape of the bumper
has been adjusted in order to obtain a lower drag coefficient than before. However,
what might be more interesting is the creation of a small opening flap at the front
of the vehicle where the pressure was maximum (red zone on figure 18). With this
opening, it would appear that the drag coefficient and drag force have been reduced
by 8%.
The conclusion of this simulation is that the improvement of the front bumper is a
solution to reduce the aerodynamic effects of the vehicle. As a reminder, aerodynamic23 resistance contributes to more than 70% of the vehicle’s resistance to movement. It is essential to reduce this resistance in order to reduce the vehicle’s consumption, which is itself correlated with CO2 emissions.
24
Chapter 3: State of art
The morphing project was born from this notion of improving the air grill shutter of
a vehicle. As demonstrated in the two previous sections, the front of the vehicle is
subject to significant drag forces. With the tightening of fuel consumption and CO2
emission regulations, manufacturers are looking to improve the performance of their
vehicles. Active grille shutters are one of many solutions to achieve this.
3 Customer specifications for new generation of
AGS
The main objectives of the system are to reduce the car’s diesel/petrol/electricity
consumption and CO2 emissions, by improving aerodynamics and managing the
thermal performance of the car’s engine block. Another objective of the system is to
match the OEM’s planned design with a ’seamless’ appearance on the front bumper
grille (figure 20) [29]. The system will be designed to be as less expensive as possible
and quickly available for production. It will have to perform the same function as
the current AGS, which opens and closes on demand.
Figure 20: Seamless shutter on front bumper. [29]
3.1 Performance
The system should improve the aerodynamic performance of the car compared to
the situation without AGS and to the conventional hidden AGS. But it must also
help with the thermal management of the vehicle by opening or closing the air flow
under the bonnet on demand. Finally, it must be able to be used throughout the
life of the vehicle and in all weather conditions without failure. All of the required
criteria will be listed in Table 1.25
Functional constraints Environmental constraints
Bumper classic requirements:
Regulatory impacts Temperature: -30 to 85°C, 110°C short term peak
Customer impacts Min storage condition : -40°C
Paint Humidity : 0-100%
Stiffness Air pressure : 0-230km/h
Gap&flush Stone/mud/snow impact
Sunload Corrosion resistance
Sustainable (reach compliant)
Recycling
Table 1: Performance Requirements for new generation of AGS [30]
3.2 Design
The system must be aesthetically attractive, as it will be positioned at the front of
the vehicle. Thus the perceived quality in terms of "seamless" effect in all positions
and movements (space, flush, colour, texture, movement, ...) must have the same
colour and texture as the rest of the bumper. It must not have any markings, or
spacing that would detract from the overall aesthetics of the bumper. The movement
must be smooth and stable when the engine is running (no detrimental vibrations).
In this study, the aim will be to select a material capable of meeting these needs.
4 Materials selection
In order to meet the customer’s needs and specifications, a selection of material must
be carried out. For this application, the CES Granta Edupack software [31] will
allow the pre-selection of a range of materials that meet the criteria listed above.
4.1 Design requirements
Before any simulation, the selection criteria must be clearly defined. The design
requirement presented in figure 21 is a tool to explicitly bring together all these
parameters that will determine the most appropriate material for our morphing
application.26
Figure 21: Design requirements for morphing application
4.2 Translation
After defining the design requirement shows above, the various criteria to be met
were defined. These objectives and constraints have to be maximized or minimized.
To achieve this, tools called material index are used based on material properties
[32]. The constraints for the morphing project is the stiffness and the yield strength,
the objectives are minimum weight, and minimum cost and the function is panel.
Thus, the material index is defined as follow in 1:
• Panel, Minimum Cost, Minimum weight, stiffness prescribed :
1
E3
(1)
(Cm ρ)
• Panel, a Minimum Cost,a Minimum weight, Strength prescribed :
1
σy2
(2)
(Cm ρ)
Where, E = Young’s Modulus σy = Elastic Limit ρ = Density Cm = Cost/kg
4.3 Screening and Ranking
Polypropylene (PP) is a material widely used in the automotive industry [12][23]
especially for front bumper applications [39]. For this reason, it will be used as a
reference for the morphing project. The aim is to obtain properties that are more
elastic and therefore a less rigid material than the PP. Thus, the potential candidates
will be the materials below the curve shows in figure 22 and 23, as the index will have
to be minimized. As far as strength properties are concerned, the material should be
comparable to PP. The potential candidates will therefore be materials equal to or
above the curve. At Plastic Omnium, the processes generally used for this kind of27
application is the injection molding, it will therefore be imposed for the selection of
materials. In addition, the family of materials is also limited. It is compulsory to
work with Thermoplastics family (TPs).
Based on materials index defined above, PP is plotted on the graph as a reference and
a slope line will be drawn above the PP with a calculated slope. The materials, which
are in the window of the index line, will be considered as the competing materials
with PP. The slope of the line can be calculated as follows[32]:
1
E3
The material indices ρ
is used to plot the graphs.
1
E3
The first condition C = ρ
Taking logs,
log(E) = 3 log(ρ) + 3 log(C) (3)
is a family of straight parallel lines of slope 3 on a plot of log(E) against log(ρ) each
line corresponding to a value of the constant C.
1
σy2
The second condition is (Cm ρ)
= C By taking logs function again,
1
log(σy ) = log(ρ) + log(C)[32]
2
log(σy ) = 2 log(ρ) + 2 log(C) (4)
By using those slopes, the Flexural Modulus vs. (Price*Density) (figure 22) and the
Yield strength vs. (Price*Density) (figure 23) graphs have been plotted in order to
find the competing materials with PP.
Figure 22: Flexural Modulus vs. (Price*Density) [31]
Related to the material selection chart shown above and 23), eight materials are the
best candidates to replace the PP.
In Figure 22, the interval defines a window of material that combines both rigidity
and flexibility. The material must be rigid enough not to deform very easily but
must be flexible enough to allow deformation of the work-piece: a balance must be
reached. In figure 23, a limit is set on the elastic limit of the material. Indeed, it is
desired that the competing material should have a higher yield strength than PP.28
Figure 23: Yield strength vs. (Price*Density) [31]
The materials that resulted in this case are eight and are shown in Table 2.
Rank Materials
1 SBS (Shore D65)
2 TPO (PP+EP(D)M, Shore D50)
3 TPO (PP+EP(D)M, Shore D60)
4 TPU (Ether, aliphatic, 20% barium sulfate)
5 TPU (Ether, aliphatic, 40% barium sulfate)
6 TPU (Ether, aliphatic, Shore D60)
7 TPU (Ether, aromatic, 20% barium sulfate)
8 TPU (Ether, aromatic, Shore D75)
Table 2: Candidates for morphing application
Three types of materials seem to be the candidates for this study. SBS, commonly
called TPE-S but to simplify it will be called TPS, TPO and TPU. In order to
compare them with the reference material (PP), figure 25 presents the different
criteria of the potential competitors. According to this selection of materials, TPS
seems to have a similar stiffness to PP, while TPO and TPU have a lower stiffness.
However, TPU has a higher elasticity limit than all materials. In terms of price,
the candidates are more expensive than PP, but still below the limit allowed by the
design requirement.29
Figure 24: Comparison of selected materials [31]
5 General informations on the materials used and
associated process
The Ashby chart is one of the references for the classification of materials (figure 25).
Figure 25: Ashby chart [32]
In this graph, there are foams, natural materials, polymers and elastomers, composites,30
ceramics, and metals. Among all these families of materials, the study will focus on
the potential candidates selected in part 4 Materials Selection. Figure 26 allows the
selected materials to be classified according to their rigidity. On the right, a stiffness
slider is placed in order to evaluate the stiffness required for the morphing project.
Figure 26: On left, Classification of material families regarding their rigidity. On
right, Classification of range of polymers and elastomers according to their stiffness.
5.1 Polypropylene (PP)
PP is a widely used semi-crystalline thermoplastic. Its production represents more
than one fifth of the total production of plastics [41]. Under the name polypropylene
there is in fact a whole range of materials. At least a distinction can be made
between homopolymers, copolymers and compounds. An homopolymer is prepared
by chemically bonding identical units, in this case propylene (figure 27). A copolymer
is an assembly of several monomers, usually propylene and ethylene, in varying
proportions and modes. Compounds are more or less complex mixtures.
Polypropylene has many advantages: it is cost-effective, food-safe (odourless and
non-toxic), tear-resistant, particularly resistant to fatigue and bending, chemically
inert, sterilisable and an excellent electrical insulator. However, it is fragile (brit-
tle) at low temperatures (as its glass transition temperature (Tg) is close to room
temperature) and is sensitive to UV light.
Figure 27: Formula of a propylene monomer [42].
The properties of PP are highly valued, especially in the automotive industry. The
properties of PP are used in many parts of the vehicle, such as fuel tanks , floor
mats and interior decoration fleeces. By means of injection moulding or thermoform-
ing, many interior parts such as instrument panels and other interior fittings like31 luggage compartments or card holders can be produced. The flammable properties of PP are particularly useful for battery casings. For exterior parts, bumpers are one of the most representative applications. In bumpers, there are front bumpers, roofs panel and tailgates. In this master thesis the focus will be on the front bumpers. Recycling of PP is possible. However, it requires many steps, sometimes more expensive than if virgin PP were produced [41]. Indeed, it is necessary to take into account the collection, sorting (according to the grades and compositions), washing and regeneration operations. In addition, to obtain properties equivalent to virgin PP, recycled PP must be combined with virgin PP. This is also a costly operation... 5.2 Thermoplastic styrenique (TPS) Elastomers of the styrenic family account for almost half of the thermoplastic elastomer market [43]. There are different types such as SBS known as a styrene-butadiene block copolymer, SIS a styrene-isoprene block copolymer, and SEBS which is a saturated polyolefin structure consisting of a styrene-ethylene-butylene block copolymer. Finally the TPS is a combination of a PP with one of these groups. Each of these groups offers an advantage to the material. SEBS provides excellent weathering characteristics such as resistance to light (UV rays), oxygen, ozone as well as heat (-40 to 120 °C) [43] while SBS is said to be the most common and cheapest. The advantages and disadvantages of TPS can be listed in Table 3.
32
Advantages Drawbacks
• A wide range of hardnesses down to • Risk of creep and deformation
very low values (3 Shore A) under hot stresses (high DRC
at 70°C for certain series of
• Low price grades)
• Good resistance to repeated bending • High swelling in oils and
and impact as well as and abrasion re- petroleum products
sistance (for some grades)
• Good cold behaviour (especially for
SBS)
• Low density
• Ease of waste recycling
• The possibility of formulation and
colouring;
• Good ageing performance of SEBS;
• The possibility of overmoulding on poly-
olefins
Table 3: Advantages and constraints of TPS. [43]
Similar to PP, TPS is also commonly used in the automotive industry [43]. Both
in the interior and exterior parts of the vehicle. For example, air bag covers and
gear lever bellows are made of SEBS. Its manufacturing process is conventional and
remains the injection moulding process presented in 5.4.
In terms of recyclability, styrenic polymers loose mechanical properties after re-
cycling [44]. Grinding, extrusion or injection moulding combined with aging of the
material reduces the impact resistance properties. In order to recover the original
properties, studies have shown that by combining two polymers it is possible to
obtain a competitive recycled material [45].
5.3 Thermoplastic polyurethane (TPU)
Like TPS, TPU has different ranges including aromatic, aliphatic, polyether and
polyester TPU [46]. All these ranges have one thing in common, they all have a
urethane NHCO2 pattern. With its many physical properties, TPU outperforms
almost all other thermoplastic elastomers that can be used for applications with
extreme environmental conditions. All these properties are listed in the following33
figure 28 :
Figure 28: Advantages and drawback of TPU [47]
In the automotive industry, TPU is used in inflatable lumbar supports in passenger
seats. It is also known to be used as air hoses. TPU films are used as air and water
barriers on car doors. It is an essential protection for all electrical components [46].
In addition, TPU is used in the application of the airbump on the doors to limit
impact during a collision. (figure 29)
Figure 29: Citroen C4 Cactus Airbump made on TPU. [48]
In terms of recycling, unfortunately, TPU is not the most recycled plastic. However
it can be grinded and reused as long as it is stored in a clean environment.
5.4 Processing of Thermoplastics: Injection Moulding
There are many processing methods for Thermoplastics, including extrusion, thermo-
forming, blow or injection moulding and many others. At Plastic Omnium and more
generally in the automotive industry, exterior car parts such as bumpers are made
by injection moulding. It will therefore be developed in this section.
Working principle of injection [49]:
In phase 1, the granules are deposited in a tank containing a rotating screw maintained
at a heating temperature, the rotation of the screw allows the material in the tank
to be homogenized and to change from a solid state to a viscous state, this is known
as plastification. The material is then sheared by the effect of the rotation of the
screw, and the action of the spinner feeds this effect. Melted material will then be
present at the screw tip.34
Figure 30: Injection moulding [49]
In phases 2 and 3, the screw is positioned at the level of the mould to inject the
molten material. This is the filling mattress phase. This is how the dosage of the
injected material is controlled.
In phase 4, the material is injected, and is maintained under a pressure (figure 31).
The mould is maintained at a certain temperature . This temperature limits the
thermal shock that the material could have between phase 2 and phase 4. The
material is kept in the mould for a specific period of time which varies according to
the thickness of the final part.
Figure 31: Table for approximating the average pressure on the material in the mould
required for filling [50]
In phases 5 and 6, the mould pressure is no longer maintained, the part can then be
removed. If the part cannot be removed manually, ejectors are used.35
6 Paint system used
The development of new processes and the progress of new technologies have favoured
the evolution of the painting system in the automotive industry. In the 1950s, painting
was still done manually [51]. Coating, sanding and polishing took weeks for a car.
The introduction of mass production allowed all these processes to be automated.
However, it has also led to the use of quick-drying paints, better anti-corrosion films
and improved reliability of the paint system. As paint manufacture could not meet
the needs of the industry, producers turned to synthetic chemicals. The coating
process was reduced to one week including cleaning and sanding [53]. The number
of coats applied was reduced to four or five (Figure 32).
Figure 32: Scheme of the multilayer coating of cars [52].
6.1 Primer coat
The primer is the first layer to be placed on the substrate. It forms the bond between
the material and the paint system. For metal parts, the Cathod electron deposition
(CED) primer is known to be used as an anticorrosive. At Plastic Omnium, and more
generally in the case of plastics, the primer layer is used to promote paint adhesion.
The key functions of the primer are as follows [54]:
• Smoothing the substrate surface, covering defects
• Promoting adhesion of the colored base coat
• Acting as barrier for top coat solvents to the substrate
• Hiding the substrate color for increasing the hiding power of base coats
Solvent-based and water based primers :
There are two types of primers: solvent-based and water-based. Solvent-based36
primers are known to offer flexibility to the paint system through the use of resin.
They are generally used in the case of olefin thermoplastics (TPO), and PC+ABS
[55]. This notion of flexibility will be very important for the following study. Indeed,
endurance tests will be conducted on our painted material.
Water-based primers, commonly known as hydroprimers, are reputed to have a lower
adhesion to the substrate than solvent-based primers. This is because the surface
tension of water is much higher than that of solvents, so wetting is not the most
optimal[56].
6.2 Base coat
The base coat provides the colour of the car. The layer is located between the primer
and the clearcoat as shown in figure 32. In the automotive industry there are three
main types of base. There are medium solids (MS), high solids (HS) and waterborne
bases [58]. North America predominantly uses HS, whereas waterborne base coat is
the preferred technology in Europe. In this section, we will focus more specifically
on waterborne basecoats as they are used by many manufacturers and they are
particularly well known for their environmental benefits.
Figure 33: Composition of waterborne base coat [59]
In figure 33 , the composition of a water base is presented. Each component plays
a key role in the layer J-K Dossel et al [59] details them in his book. Only a few
examples will be presented. The binder, for example, includes melamine, which during
the curing phase acts as a link between the base and the coating. The auxiliary resins
are either water-based polyesters or polyurethane dispersions. These cobinders are
introduced mainly to improve flaking performance, flow, and appearance. Additives
are used to improve wetting between the base and the coating or to improve stability
against hydrolysis of aluminium flakes (metallic effect of the paint).37
6.3 Cleat coat
The clear-coat is the last layer of the paint system as shown in figure 32. The
main function of the clear-coat is to provide the final aspect of the surface. But its
functions do not stop there. On the contrary, the coating must protect the surface
from weathering, be durable, scratch resistant, UV resistant and flexible enough for
plastic applications, especially in the automotive field for all exterior parts of the
car. This notion of flexibility is valid for the clear coat. Indeed, the flexibility of the
coating is underlined as one of the key factors for the success of plastic coatings [61].
There are many types of clear coatings such as 1K (1-component) Acrylic Melamine
known for their good cost performance but environmentally unfriendly [59], or 1K
PUR clear coat known for their resistance to scratches and acids. In this study, the
2K (2-components) Polyurethane (PU 2K) coating will be presented, which will be
used in our adhesion tests in part 10.2.
The PU 2K coating is used widely in the European automotive industry. The
chemical reaction by which the coating cures involves the reaction of polysocyanates
with hydroxyl forming a Urethane (figure 34) [59] which gives it a limited pot life of
4 to 8 hours. Hence the prohibition of packaging with a 1K component. The two
components are therefore mixed before application for a limited quantity with a 3:1
ratio [58].
Figure 34: Cross-linking reaction of PU 2K clear coat [59].38 6.4 Painting process for mass production The automation of processes has allowed the development of new techniques for painting vehicles. This automation has led to micron-level precision and process speed, which has improved the production chain. With better quality, higher effi- ciency, lower cost, less pollution and lower energy consumption, automated robot painting has found its place in the automotive industry. Most manufacturers are looking to optimise their output as efficiently as possible while remaining at the cutting edge of technology. Peugeot was the first car manufacturer in Europe to start using automated painting [62]. In the case of the morphing project, the notion of paintability is very often mentioned. However, it should be associated with the notion of paintability process. In order to integrate the flap module on the front bumpers, it was necessary to implement an automated painting process to enter the production line. Based on the model presented in figure 20, different solutions were presented: Figure 35: a) unpainted assembled module b) painted assembled module c) painted integrated module The first option, shown in Figure 35 a), allows the module to be integrated into the bumper by assembly. The flap would therefore not be painted but would still fulfil its function. In b), the module would also be assembled but painted separately. The only disadvantage is that it would add another step in the production chain and therefore be less profitable for the manufacturer. Solution c) is more difficult. As the module is integrated directly on the bumper, the paint trajectories must be modified and therefore the homogeneity of the paint on the whole flap would be variable. On the other hand, the body colour matching would be respected and no step in the production chain would be added. This solution will be retained. 7 Surface treatments on the materials In the automotive industry, once the material is injected, it is often a question of painting it. Indeed, due to their lightness, their low cost, as well as their good mechanical properties, thermoplastics are particularly used. However, they are also known to have a low surface energy which renders them unsuitable for painting. Surface treatments such as mechanical, chemical and physico-chemical treatments can be used to solve this problem.
39
7.1 Wettability and surface energy
The principle of wettability is generally associated with the notion of an interface
between two constituents. This interface can be between a liquid and a solid, between
a solid and a gas, or between a gas and a liquid. Young defined this principle of
wettability between surfaces by the contact angle between the solid and liquid phase
[60]. He defined that a good wettability exists when the drop of a liquid spreads
perfectly on the surface. Both a high surface tension of the solid and a low surface
tension of the liquid favour a small contact angle, as shown by Young’s equation [63]:
γsg = γsl + γgl cos(θ) (5)
Where, γsg = surface tension solid ( = interfacial tension solid/gas), γsl = interfacial
tension solid/liquid, γgl = surface tension liquid ( = interfacial tension gas/liquid),
θ= contact angle
Figure 36: Contact angle and surface tension according to Young [64].
Plastic substrates have low surface tensions compared to steel. This counts especially
for the TPs, which made it difficult to achieve good adhesion of coatings on bumpers
for a long time [54]. Surface tension of solids can be determined by measuring the
described contact angles. It has been proved that the simple contact angle approach
is not sufficient for explaining adhesion. It could be shown, that surface tension has
two parts, a disperse and a polar part [58].
The surface free energy for a given solid is obtained by means of various more or less
complex calculation methods. They are based on an expression, or simplification, of
the interfacial tension and on Young’s relation. The theory of Zisman, Good, Owens,
Wu and Van Oss makes it possible to determine this surface energy [65].
In this study, the Owen-Wendt method [66] will be used. In this model, the surface
energies of the liquid and solid have been separated into two components, one called
dispersive γ d and the other polar γ p with a total surface energy for the liquid and
solid phase respectively:
γL = γLd + γLp (6)
γS = γSd + γSp (7)
The Owens-Wendt formula is done by geometric mean:
√︂ √︂
γL (1 + cos(θ)) = 2 γLd γSd + 2 γLp γSp (8)You can also read