MASTER'S THESIS RELIABILITY-BASED MAINTENANCE PLAN FOR UNDERGROUND DRILLING RIGS - HENRIK THUNBERG - DIVA
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

MASTER'S THESIS Reliability-based Maintenance Plan for Underground Drilling Rigs Henrik Thunberg 2016 Master of Science (120 credits) Civil Engineering Luleå University of Technology Department of Civil, Environmental and Natural Resources Engineering

MASTER’S THESIS Reliability-based Maintenance Plan for Underground Drilling Rigs Author: Henrik Thunberg, Master of Science in Civil Engineering Supervisors: Dr Behzad Ghodrati and Dr Hadi Hoseinie Division of Operation and Maintenance Engineering Luleå, June 2016

Acknowledgement ACKNOWLEDGEMENT After spending two years at Luleå University of Technology, this is the last part of my Master’s program in Mining and Geotechnical Engineering. I am very thankful to my parents and my brother for all the motivation and positive energy they have giving me during this years, thank you. During my master's thesis, I was supervised by Dr Behzad Ghodrati and Dr Hadi Hoseinie. They have been most helpful to me and always helped me with professional feedback and opinions of my thesis. While doing my research, I have also had great support from Dr Hussan Hamodi Al-Chalabi, I am greatly thankful for his valuable support. I would also like to thank the staff at Boliden, who has helped me during this thesis. Special thanks to Arne Vesterberg, Stig Nilsson, Mats Johansson, Greger Spetz, Erik Fjällström and all my colleagues at the maintenance departure and in the mines. Finally, I would like to express my greatest thanks to Nika, who has supported me during my whole thesis. i

Abstract ABSTRACT In the mining industry, drilling is one of the key processes. The drilling is the process of making holes in the walls and face of the underground shafts and rooms. The holes are then charged and blasted (Al-Chalabi, 2014). Drilling operations are performed in a harsh environment and are subject to a high number of failures in its subsystem. The cause of failure is not only environmental, but also the manoeuvring of the drilling rigs and the maintenance has an impact on the drilling rigs reliability (Al-Chalabi, 2014). The purpose of this thesis is to find the optimal maintenance interval for the subsystems critical for preventing downtime of the drilling rigs. The suggested optimal maintenance interval will optimise the maintenance schedule and prevent unplanned corrective maintenance actions. It has been found in this thesis that up to 78% of the maintenance actions performed is corrective maintenance actions. By implementing a reliability-based maintenance strategy, the amount of unplanned corrective maintenance could be reduced. The thesis is based on case studies of four drilling rigs, operating in two different mines. The results reveal both similarities and difference between the studied mines. Further investigations have been done to find the reason for the poor reliability of the hoses. A literature study has been carried out, observations have been done in the case studied mine aswell as analysing the collected data. The data has been processed by using the theories and methodologies described in the literature. Based on the results from the observation and data analysis, optimal maintenance interval for the most critical subsystems has been suggested. Some weakness affecting the reliability of the hoses has been highlighted to increase the reliability. The results from this thesis can be used for planning maintenance actions and to get a better understanding of the failures that occurs in the drilling rig. Since four different drilling rigs have been analysed, a comparison has been made between the rigs. The results reveal that there is both similarities and differences between the rigs. Keyword: Drilling rig; Mining industry; Optimum maintenance interval; Reliability analysis; Maintenance strategy; Underground mining rig; Mining Management; Maintenance engineering. ii

Sammanfattning SAMMANFATTNING Inom gruvindustrin, är borrning en av de viktigaste processerna. Borrningen är processen för att göra hål i väggar och stuff för de underjordiska schakten och rummen. När hålen är borrade kommer de att fyllas med sprängämnen och sprängas (Al-Chalabi, 2014). Borrningen utförs i en krävande miljö och är utsatt för haverier i dess olika delsystem. Orsaken till haverier är inte bara miljön, även manövreringen av borriggarna och underhållet har en stor inverkan på borriggar tillförlitlighet (Al-Chalabi, 2014). Syftet med detta examensarbete är att ta fram en optimala underhållsintervall för kritiska delsystem. Kunskapen och föreslagna optimala underhållsintervall kan användas för att optimera underhållsschemat och förhindra oplanerade underhållsåtgärder. Det har i denna uppsats visat sig att upp till 78 % av de underhållsåtgärder som utförs är avhjälpande underhållsåtgärder (Al-Chalabi, 2014). Examensarbetet bygger på fallstudier av fyra borriggar, verksamma i två olika gruvor. Resultaten visar både likheter och skillnader mellan de studerade gruvorna. Ytterligare undersökningar har gjorts för att hitta orsaken till den dåliga tillförlitligheten hos slangar. En litteraturstudie har genomförts och fallstudierna har studerats genom observationer och analys av insamlad data. Data har bearbetats med hjälp av den teori och de metoder som beskrivs i litteraturen. Baserat på resultaten från observation och data analyser, så har ett optimalt underhållsintervall för de mest kritiska delsystem föreslagits. Brister som påverkar tillförlitligheten hos slangarna har lyfts fram för att öka till att belysa problematik och öka tillförlitligheten i delsystemet. Resultaten från examensarbetet kan användas för planering av underhållsåtgärder samt få en bättre förståelse av de fel som uppstår i borriggen. Då fyra olika borrmaskiner har analyserats har en jämförelse gjorts mellan riggarna. Resultaten visar att det finns både likheter och olikheter mellan de olika riggarna. Nyckelord: Borrning rigg; Gruvindustri; Optimal underhållsintervall; Tillförlitlighet analys; Underhållsstrategi; Underjordsbrytning rigg. iii

Contents CONTENTS Acknowledgement .................................................................................................................................. i Abstract .................................................................................................................................................. ii Sammanfattning ................................................................................................................................... iii Contents................................................................................................................................................. iv List of Figures ....................................................................................................................................... vi List of Tables........................................................................................................................................ vii List of Pictures .................................................................................................................................... viii Abbreviation ......................................................................................................................................... ix 1. Introduction .................................................................................................................................. 1 1.1 Statement of the problem........................................................................................................ 2 1.2 Objectives............................................................................................................................... 2 1.3 Significance of the study ........................................................................................................ 2 1.4 Delimitations .......................................................................................................................... 2 2. Methodology .................................................................................................................................. 3 2.1 Research background............................................................................................................. 3 2.1 Research Approach ................................................................................................................ 4 2.2 The Reliability analyse method .............................................................................................. 4 2.3 Time between Failure and Time to Failure............................................................................ 5 2.4 The Bathtub Curve ................................................................................................................. 5 2.5 Pareto principle ..................................................................................................................... 6 2.6 Reliability Analysis ................................................................................................................ 6 2.7 Independent and Identical distributed data ........................................................................... 6 2.8 Reliability distributions .......................................................................................................... 7 2.8.1 Exponential Distributions .................................................................................................. 7 2.8.2 Weibull 2-Parameter distribution ...................................................................................... 8 2.8.3 Log-normal distribution ..................................................................................................... 8 2.8.4 Nonhomogeneous Poisson Process and Power Law process model. ................................. 8 2.8.5 Best-fit distribution and reliability calculation .................................................................. 9 3. Literature review ........................................................................................................................ 10 3.1 Definitions in Maintenance & Reliability Engineering ....................................................... 10 3.2 Underground drilling rigs.................................................................................................... 10 3.3 Factors Impacting the Reliability in Mining ........................................................................ 11 3.4 Reliability-based maintenance ............................................................................................. 12 3.5 Maintenance in the mining industry..................................................................................... 12 3.6 Maintenance types and strategies ........................................................................................ 12 4. Result ........................................................................................................................................... 13 4.1 Case studied mines ............................................................................................................... 13 4.1.1 Mining and Operations observations ............................................................................... 13 4.1.2 Workshop and services .................................................................................................... 17 4.1.3 Mining environment ........................................................................................................ 18 4.1.4 Available failure data....................................................................................................... 20 4.1.5 Operation times of the drilling rigs .................................................................................. 21 4.1.6 Preventive- vs. Corrective maintenance .......................................................................... 22 4.1.7 Results from analytical analyses ...................................................................................... 23 4.1.8 Optimal Maintenance procedure...................................................................................... 25 iv

Contents 4.1.9 Reliability goals and MTTF............................................................................................. 26 4.1.10 Survival Probability..................................................................................................... 27 4.1.11 Causes of hose failure ................................................................................................. 32 4.2 Comparison of the mines...................................................................................................... 37 4.2.1 Mean time to failure for all machines .............................................................................. 39 4.2.2 Optimal maintenance hours ............................................................................................. 40 4.2.3 Reliability after one shift and after one week .................................................................. 42 4.3 Suggested optimal maintenance plan for the drilling rigs ................................................... 43 4.4 Suggested Inspection and Service Intervals for the subsystems ..................................... 46 5. Discussion, Conclusion and Further studies............................................................................. 47 5.1 Discussion ............................................................................................................................ 47 5.2 Conclusion ........................................................................................................................... 49 5.3 Further studies ..................................................................................................................... 49 6. Refences ....................................................................................................................................... 50 Appendix .............................................................................................................................................. 52 v

List of Figures LIST OF FIGURES Figure 1.1. The direct costs of mining ....................................................................................... 1 Figure 2.1. Drill and blast cycle ................................................................................................. 3 Figure 2.2. Method for calculating reliability and maintainability drilling ............................... 4 Figure 2.3. Difference between TBF, TTR and TTF ................................................................. 5 Figure 2.4. The bathtub curve .................................................................................................... 6 Figure 2.5. i(th) TBF against (i-1)th TBF scatter plot ................................................................ 7 Figure 3.1. The drilling machine and its subsystems ............................................................... 10 Figure 3.2. Factors impacting reliability in mining drilling ..................................................... 11 Figure 4.1. Preventive vs. corrective maintenance ................................................................... 22 Figure 4.2. The occurrence of subsystem failures in drilling rig A1........................................ 23 Figure 4.3. The occurrence of subsystem failures in drilling rig A2........................................ 23 Figure 4.4. The occurrence of subsystem failures in drilling rig B1 ........................................ 24 Figure 4.5. The occurrence of subsystem failures in drilling rig B2 ........................................ 24 Figure 4.6. All failures for all rigs ............................................................................................ 25 Figure 4.7. Serial correlation tests ............................................................................................ 26 Figure 4.8. Survival functions for the hoses in the different mines ......................................... 28 Figure 4.9. Survival functions for the Steering system in the different mines ......................... 28 Figure 4.10. Survival functions for the boom in the different mines ....................................... 29 Figure 4.11. Survival functions for the feeder in the different mines ...................................... 29 Figure 4.12.Survival functions for the rock drill in the different mines .................................. 29 Figure 4.13. Total failures in mine A ....................................................................................... 37 Figure 4.14. Total failures in mine B ....................................................................................... 37 Figure 4.15. Total failures both mines ..................................................................................... 38 Figure 4.16. Amount of CM Vs PM maintenance ................................................................... 38 Figure 4.17. Recorded failures during 2015 ............................................................................. 39 Figure 4.18. Mean time to failure all machines ........................................................................ 40 Figure 4.19. 75% Reliability reached after operation hours..................................................... 40 Figure 4.20. 80% Reliability reached after operation hours..................................................... 41 Figure 4.21. 90% Reliability reached after operation hours..................................................... 42 vi

List of Tables LIST OF TABLES Table 3.1. Subsystems in drilling machines ............................................................................. 11 Table 4.1 Mines and machines codename ................................................................................ 13 Table 4.2. Number of failures recorded in the drilling rigs ...................................................... 20 Table 4.3. The amount of years of data available for the rigs. ................................................. 20 Table 4.4. Usage of the machines and its efficient functioning time ....................................... 20 Table 4.5. Number of failures analysed for each rig ............................................................... 21 Table 4.6. Average operation hours of the drilling rigs ........................................................... 22 Table 4.7. Trend test, distribution and estimated parameters. .................................................. 25 Table 4.8. Reliability goals and MTTF .................................................................................... 27 Table 4.9. Survival probability A1 ........................................................................................... 30 Table 4.10. Survival probability A2 ......................................................................................... 30 Table 4.11. Survival probability B1 ......................................................................................... 31 Table 4.12. Survival probability B2 ......................................................................................... 31 Table 4.13.Comparison of MTTF for all machines ................................................................. 39 Table 4.14. 75% Reliability occurrence time ........................................................................... 41 Table 4.15. 80% Reliability occurrence time ........................................................................... 41 Table 4.16. 90% Reliability occurrence time ........................................................................... 42 Table 4.17. Reliability after approximately one working shift ................................................ 42 Table 4.18. Reliability after approximately one working week ............................................... 43 Table 4.19. Maintenance plans for A1 ..................................................................................... 44 Table 4.20. Maintenance plans for A2 ..................................................................................... 44 Table 4.21. Maintenance plans for B1 ..................................................................................... 45 Table 4.22. Maintenance plans for B2 ..................................................................................... 45 vii

List of Pictures LIST OF PICTURES Picture 4.1. Drilling operation in mine A ................................................................................. 14 Picture 4.2. Two booms in a position where the two booms almost collide ............................ 14 Picture 4.3. The view from the operator’s perspective ............................................................ 15 Picture 4.4. Placement of the boom during drilling ................................................................. 15 Picture 4.5. Critical boom position during drilling .................................................................. 16 Picture 4.6. One of the drilling rigs in mine A ......................................................................... 16 Picture 4.7. The wash station in mine A .................................................................................. 17 Picture 4.8. The workshop in mine B ....................................................................................... 17 Picture 4.9. The face of the mine before drilling...................................................................... 18 Picture 4.10. The drilling rig in position with the lights focusing on the face ......................... 18 Picture 4.11. Placement of the boom during drilling ............................................................... 19 Picture 4.12. A broken hose and hydraulic oil leakage during drilling operation .................... 19 Picture 4.13. Hoses grinding at each other and the hose collector ........................................... 32 Picture 4.14. Hoses grinding at each other and the hose collector, another angel ................... 32 Picture 4.15. Worn out hoses and hose that has jumped off the hose reel ............................... 33 Picture 4.16. New hose wheel to the left and old one to the right ............................................ 33 Picture 4.17. Hoses wearing out while grinding to the hose protection cover ......................... 34 Picture 4.18. The bulkhead and the bulkhead protection cover ............................................... 34 Picture 4.19. Stretched hose that is flexing .............................................................................. 35 Picture 4.20. Hoses that has failed right next to the coupling .................................................. 35 Picture 4.21. The hose wheel at one of the rigs in mine B ....................................................... 36 Picture 4.22. The "hose wheel" at one of the rigs in mine B, from another view .................... 36 viii
Abbreviation ABBREVIATION MTTF - Mean Time to Failure PM - Preventive Maintenance CM - Corrective Maintenance CMMS - Computerised Maintenance Management Software TTF - Time to Failure MTBF - Mean Time between Failures TTR - Time to Repair NHPP - Nonhomogeneous Poisson Process ix
Introduction Chapter 1 1. INTRODUCTION In the mining industry, two types of mining methods are often used, the surface mining technique and the underground mining techniques (Hartman & Mutmansky, 2002). In this thesis, the focus will be on the underground mining technique and the machines used in the process for drilling. The drilling rig is one of the key machines during mining production and a possible bottleneck and is, therefore, important to investigate. Earlier research has discovered that when analysing the data of unplanned breakdowns of mobile machines for one year, 15% of the breakdowns were related to the drilling rigs (Al- Chalabi, 2014). The article pointed out that the reason for these breakdowns is caused mainly because of poor reliability of the subsystem. One reason for the poor reliability is because the drilling rigs are operating in a harsh and demanding environment. The maintenance costs in the mining industry have been revealed to be almost 30-50% of the direct costs in the mining process (Lewis & Luiz, 2001); this makes the maintenance costs one of the greatest controllable costs of the extraction. One way to control these costs is by implementing optimised preventive maintenance for critical subsystems with a high risk of failing. When implemented, this will decrease the number of breakdowns and the costs of corrective maintenance and unplanned production interruption. The different costs for the mine operation are depicted in Figure 1.1. If it is detected or known when a subsystem is worn-out, it is possible to schedule preventive maintenance for the subsystem, minimising the risk of a breakdown interrupting the production- and workshop schedule. Figure 1.1. The direct costs of mining (Kumar, 2009) 1
Introduction 1.1 Statement of the problem This thesis will handle the objectives of mobile mining drilling rigs and the reliability of the existing fleet in the case studied mines. An investigation is done to analyse the most critical subsystems in the mobile drilling rigs and suggests optimal maintenance intervals for preventing breakdowns. 1.2 Objectives Name the most critical subsystems in the mobile drilling rigs regarding reliability and the downtime of the machines. Suggest an optimised reliability-based maintenance plan to prevent unplanned downtime because of breakdowns. Compare results from the case studied mines and analyse variance in the critical subsystems. 1.3 Significance of the study This study is performed to suggest an optimal maintenance schedule, based on the data given from the specific mobile drilling rigs. The optimal maintenance plan will help the company to reduce the risk of unplanned maintenance actions and keep the reliability of the machine at a high level. The optimised maintenance plan will help the company to decide where to spend the maintenance budget, to archive as high reliability of the machine as possible. 1.4 Delimitations This research is limited to the underground mobile drilling machine in the two case mines studied. This research is also restricted to calculate only the most critical subsystems regarding minimising the downtime of the drilling rigs. The data in this thesis is analysed by selecting any of the following distributions; NHPP, Gamma, Weibull 2P, Exponential, Lognormal and Log-logistic distribution. 2
Methodology Chapter 2 2. METHODOLOGY 2.1 Research background As for any industry, the mining companies have the main purpose of earning more money than they spend to make a profit. One of the greatest costs of the mining operation is the maintenance cost (Kumar, 2009). A poorly performed maintenance strategy can lead to expensive repairs and interruption in the production because of unplanned maintenance stoppage, interruptions that might lead to delays in the productions and possible economic loss. The procedure of extracting rock consists of steps in the drill and blast cycle as showed in Figure 3.1. Unscheduled stoppage of any machines in the drill and blast cycle is necessary to avoid, in order maintaining a smooth mining operation, with a high production rate (Al- Chalabi et al., 2014). In comparison with other heavy industries, the working conditions and environment in the mines is considered harsh. The harsh environment is one reason why mining machines experience problems of the reliability and performance (S. H. Hoseinie, 2016). In earlier research of mobile underground drilling machines, results are presented those in particular three subsystems that are more critical to failure. The most critical subsystems were discovered to be the hoses, rock drills and feeders. (S. H. Hoseinie, 2016). The hoses, rock drills and feeders are all subsystems that are in contact with the rock during the drilling operation. Figure 2.1. Drill and blast cycle (Sjödin, 2015) 3
Methodology 2.1 Research Approach The data from this thesis has been collected from Maximo; that is a computerised maintenance management software. When the data had been collected, it was sorted and cleaned. The cleaning of the data was done by erasing empty maintenance posts and remove duplicate posts. The data from Maximo included data regarding what subsystem that had failed, at what date it had failed and the repair time. By knowing this, it was possible to calculate the mean time between failures (MTBF). When categorising the data, the division of subsystem that had been used in the earlier research was used. After the data had been collected, cleaned and categories, it was used for making the reliability analysis. The reliability analysis was done to find the MTBF and to specify an optimum maintenance/service interval for the analysed subsystems. Further investigations were then done to find the reason why the hoses are failing and to investigate if there are any weak points subject for improvement. 2.2 The Reliability analyse method When calculating the reliability, the approach described in Figure 2.2 has been used. In the following subchapters, the steps will be described. When all steps have been made, it is possible to calculate the reliability of the subsystems and an optimum maintenance and service schedule. Figure 2.2. Method for calculating reliability and maintainability drilling (Ascher and Feingold, 1984) 4
Methodology 2.3 Time between Failure and Time to Failure In reliability engineering, the following definition is necessary time intervals that are needed when analysing the reliability. An illustration of the definition is seen in Figure 2.3. Time to failure (TTF) is the time from when the failure has been managed and fixed until it fails again. Time to Repair is the time used for restoring the failure. Figure 2.3. Difference between TBF, TTR and TTF(Forket, 2011) 2.4 The Bathtub Curve A way to understand the various failures that occur in the drilling rig during its lifetime, it is possible is to use the bathtub curve. The bathtub curve is divided into three regions as showed Figure 2.4. The sections depend on of the ageing of the machine. The first stage of the curve is considered when the machine is new. During this period, reasons for failures can, for instance, be human error, poor quality control, poor manufacturing methods and poor material and workmanship of the machine and its components (Dhillon, 2008). The second period of the machine life is the useful-life period. During this time, the failure frequency remains stable and constant. The failures that are occurring during this period are usually undetectable failures, natural failure, abuse and human errors (Dhillon, 2008). The third and last period of the machine's life is the wear-out period. During this time, the failure frequency increases. The reasons are typical because of wearing that has occurred from poor maintenance, wear from friction, age caused wear, corrosion and creep in the machine's components (Dhillon, 2008). 5
Methodology Figure 2.4. The bathtub curve (Dhillon, 2008) 2.5 Pareto principle The Pareto principle is used to find the failures that are most frequently failing. Results from the Pareto calculation are then used to highlight the most common failures. The idea of the Pareto principle is based on the notion that 80% of the failures are caused by 20% of the subsystem. The distribution does not have to be exactly 80/20, but it is assumed that a few failures will cause the majority of the breakdowns in the machine (Newman, 2005). 2.6 Reliability Analysis The reliability function is defining the probability of failure as a function of time and is mathematically defined in Equation (1). ( ) = 1 − ( ) = 1 − ∫ ( ) (1) 0 2.7 Independent and Identical distributed data To be able to use the classic reliability analysis methods, the independent and identical distribution (IID) criterion has to be fulfilled. If the data is assumed to be IID, distributions such as the Weibull-, Exponential and Lognormal distribution might be use. (Garmabaki et al., 2016). To know if the data is IID, a trend- and correlation test has to be done. There are various trend tests can be utilised. However, in this thesis, the Laplace trend test will be utilised. The trend test is done with a signification of α=0, 05. From the normal standard table this signification gives that the critical value for U is -1.96 < U < 1.96. The Laplace test is Done by calculating if the null hypothesis is rejected or accepted. If the test is rejected the data may follow an NHPP distribution. (Garmabaki et al., 2016). If the 6
Methodology calculated value (U) is the critical interval value, in this case 1,96, the null hypothesis is not rejected, and the data is assumed to be trend free. The Laplace equation is defined by Equation (2) ∑ =1 −2 = (2) 1 √12 If the data is found to have a trend, a nonhomogeneous poison process has to be approached. When testing the data for serial correlation, the method suggested by Uday Kumar is used. The solution is a graphical solution where the i(th) TBF against the (i-1)th TBF is scattered plot. An example of the correlation plot is illustrated in Figure 2.5 (Kumar, Klefsjö and Granholm, 1989). 160 140 120 100 (i)th TBF 80 60 40 20 0 0,00 50,00 100,00 150,00 200,00 (i-1)th TBF Figure 2.5. i(th) TBF against (i-1)th TBF scatter plot If a serial correlation is found in the data, a homogeneous poison process has to be used for calculating reliability. 2.8 Reliability distributions 2.8.1 Exponential Distributions The exponential 1-parameter distribution is defined by Equation (3) ( ) = − (3) The exponential 2-parameter distribution is defined by Equation (4) ( ) = − ( − ) (4) MTTF for exponential distributions is defined by Equation (5) ∞ ∞ ̅ = ∫ ∙ ( ) = ∫ ∙ ∙ − (5) 7
Methodology 2.8.2 Weibull 2-Parameter distribution The Weibull 2-parameter distribution is defined by Equation (6) −1 −( ) ( ) = ( ) (6) When < 1 the failure rate is decreasing When > 1 the failure rate is increasing When = 0 the failure rate is constant (The Weibull Distribution, u.d.) The MTTF for Weibull 2P distribution is defined by Equation (7) 1 ̅ = ∙ ( + 1) (7) 2.8.3 Log-normal distribution The 2-parameter distributions are defined by Equation (8) 1( ´− ´) 2 1 ( ´) = ´√2 −2 ´ (8) The MTTF for log-normal 2P distribution is defined by Equation (9) 1 = − ´+2 ´2 (9) 2.8.4 Nonhomogeneous Poisson Process and Power Law process model. When the data has been analysed with the Laplace trend test and a trend has been found. NHPP models such as the Power Law process have to be used to calculate the reliability. The model is used to calculate the failure occurrence ( ), by using equation (10) −1 ( ) = ( ) (10) Where and are scale and shape parameters. When < 1 the failure intensity is decreasing When > 1 the failure intensity is increasing When = 0 the failure intensity is constant and becomes a homogeneous poison process (Hoseinie, Ataei, Khalokakaie, Kumar, & Ghodrati, 2012) The parameters are estimated by Equation (11) and (12) 8
Methodology = (11) ∑ −1 =1 ln( ) = (12) 1 / The probability distribution function and reliability function is defined by Equation (13) and (14): ( ) = ( ) −1 exp(−( ) ) (13) ( ) = exp(−( ) (14) 2.8.5 Best-fit distribution and reliability calculation When deciding the distribution, the Easy Fit software has been used to rank the goodness of the distributions. Furthermore, the best fit distribution has been used for further calculations. The ranking has been made using the Kolmogorov-Smirnov test (K-S test). When the data has been analysed, and the best-fit distribution has been decided, the data has then been calculated with the chosen best-fit distribution. 9
Literature review Chapter 3 3. LITERATURE REVIEW 3.1 Definitions in Maintenance & Reliability Engineering Corrective Maintenance “Maintenance carried out after fault recognition and intended to put an item into a state in which it can perform a required function” (SS-EN 13306:2010). Preventive Maintenance “Maintenance carried out at predetermined intervals or according to prescribed criteria and intended to reduce the probability of failure or the degradation of the functioning of an item” (SS-EN 13306:2010). Computer-managed maintenance systems Computerised maintenance management systems are used for managing and control equipment maintenance. It can be used for making maintenance decisions as well decide the requirements for different maintenance tasks. A CMMS can also include asset register, accounting of assets and schedule preening maintenance routines. (Plant-maintenance.com, 2016). 3.2 Underground drilling rigs Underground drilling rigs are one of the most important machines in both the mining industry and in the civil tunnel industry. There are about ten companies worldwide that are manufacturing drilling rigs. The drilling rigs have a similar structure and subsystem, even if the technical characteristics differ between different manufacturers and models (Al-Chalabi, 2014). A typical drilling rig subsystem is presented in Figure 3.1. The described subsystems are used in this thesis to categories the machine's subsystem. The structure and classification of the subsystem were originally categories in Hussan Hamodis Doctoral thesis (Al-Chalabi, 2014). Figure 3.1. The drilling machine and its subsystems (Al-Chalabi H. L., 2014) 10
Literature review An overview of the subsystems that are used in this thesis is presented in Table 3.1. Table 3.1. Subsystems in drilling machines No Subsystems A Hoses B Boom C Steering system D Rock drill E Cables F Cabin G Feeder H Hydraulics I Valves J Accumulators K Cylinders L Electrical system M Water Cooler 3.3 Factors Impacting the Reliability in Mining The mining operation is taking place in harsh environments, which is demanding both for the machines and the operator. One of the most critical factors is the geology (Dhillon, 2008). Geology can differ a lot between different mines and at various locations in the mines. Meaning that two separate drilling rigs in the same mine can experience different geological conditions and strength of the rock, even when operating in the same mine. Another aspect of the geology is that loose rock can be occurring more often in different geological conditions. Falling rock is a problem that can damage the machines subsystem. Figure 3.2. Factors impacting reliability in mining drilling (Dhillon, 2008) 11
Literature review 3.4 Reliability-based maintenance A lot has happened during the last decades in the maintenance industry; earlier the maintenance strategy was to repair the item after a failure occurred, a corrective maintenance strategy. Today a preventive maintenance strategy is more commonly used and has the purpose of preventing failure in the machines (Tsang, 2006). When using a preventive maintenance schedule, it is important to benchmark the results. If the maintenance actions are carried out too frequently, this will cause unnecessarily increased maintenance cost. There is also risk that maintenance staff will not replace component since they are not considered to be worn out. The benchmarking will make it possible to overview the effect of maintenance decision made (Tsang, 2006). 3.5 Maintenance in the mining industry In the mining sector, a suggestion has been made that reliability and availability analyses should be required already in the design phase (Dandotiya, 2012). This because the mining sector is depending on its heavy machines and downtime due to breakdowns will decrease the production. The mining operation has developed from a physical workplace with manual labours, into an industry operated by mechanised and automated systems (Kumar, 2009). Another aspect of the maintenance activities is the safety. Studies have shown that over 25% of the accidents that occurred in underground coal mining are related or occurring during maintenance activities. An optimised maintenance plan, therefore, means it is possible to optimise one of the most significant accidents reasons (Dhillon, 2008). 3.6 Maintenance types and strategies Two types of maintenance approaches are commonly used. The preventive maintenance (PM) approach and the corrective maintenance (CM) approach. The preventive maintenance approach has the purpose of maintaining the asset before failure has occurred. By implementing a PM strategy, interruption during production can be decreased, since the maintenance actions can be handled and scheduled when the machine is not in use. The corrective maintenance approach means that the subsystem will be replaced when they have failed without knowing when and where the failure will occur. When a reliability engineering program has been implemented, it is possible to predict the lifetime of the products and be able to prepare replacement and repairs in advance. A reliability engineering program will be a good ground to suggest a guideline for quality control and maintenance actions for the machines (ReliaSoft, 2015). 12
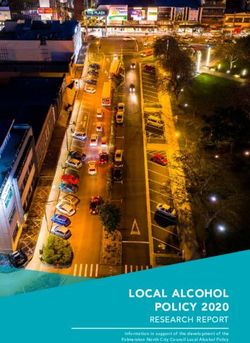
Result Chapter 4 4. RESULT 4.1 Case studied mines Two underground mines in North Sweden have been the objectives of this research. The mines are located near each other, but the excavation methods and the excavation conditions differ between the two mines. In the two mines, four mobile drilling rigs have been investigated; two drilling rigs in each mine. All drilling rigs are the same machine model from the same manufacturer. Only the age of the drilling machines differs. In this research, the abbreviation used for the mines and machines is explained in Table 4.1. Table 4.1 Mines and machines codename Mine Machine Description A Case study mine number 1 st A1 1 Drilling rig investigated in case mine A A2 2nd Drilling rig investigated in case mine A B Case study mine number 2 st B1 1 Drilling rig investigated in case mine B B2 2nd Drilling rig investigated in case mine B 4.1.1 Mining and Operations observations The observation from case mine A indicated that the operator had safe space for manoeuvring the booms. During the observed drilling processes, the operator had what was considered as safe space for manoeuvre the booms. In Picture 4.1 drilling operation is showed for a face drilling operation. The picture is showing home the left boom is drilling while the right boom is operating vertically below the left boom. The consequence is that water and small stone grains will fall to the lower boom. If the face would be considered unstable, a risk of stone blocks falling to the boom operating in the lower part of the face would also be seen as a risk. 13
Result Picture 4.1. Drilling operation in mine A (Henrik Thunberg, 2016) In Picture 4.2 it is clearly that the operator is manoeuvring the booms very close to each other. Seen from a risk perspective, the risk of collisions of the boom will increase when the booms are operating close to each other. During the drilling presented in Picture 4.2, there was no need to drill the holes next to each other at the same time. Meaning that the operator decided the way the booms were operating. Picture 4.2. Two booms in a position where the two booms almost collide (Henrik Thunberg, 2016) 14
Result Another unfavourable manoeuvring of the booms was observed while drilling the cut. In the situation showed in Picture 4.3. One can see that the booms once more are operating in a close distance between each other. There is a possibility that the boom might collide while manoeuvring the booms into the positions, as seen in Picture 4.3. Picture 4.3. The view from the operator’s perspective(Henrik Thunberg, 2016) In mine B, the operator sometimes had to operate the booms in demanding angles, with a limited option on how to manoeuvre the booms. In Picture 4.4 an example of this is presented where the bottom holes of the contour are drilled. In this position, there is an increased risk of scratching the boom and its components. The boom is operating just a few centimetres from the shaft floor. Picture 4.4. Placement of the boom during drilling(Henrik Thunberg, 2016) 15
Result In Picture 4.5 the operator had to turn the boom around and operate the boom in an upside down position, to being able to drill the hole with the correct inclination. In this situation the operator both have to operate the boom in a demanding position and with a limited view. Picture 4.5. Critical boom position during drilling(Henrik Thunberg, 2016) An overview Picture of the operation is presented in Picture 4.6. Because of the mining excavation, the drilling rig has to be setup in a sometimes demanding position. The picture also reveals which components which are in contact with the rock during the excavation and which that should be considered as protected during the drilling operation. Picture 4.6. One of the drilling rigs in mine A (Henrik Thunberg, 2016) 16
Result 4.1.2 Workshop and services Both studied mines have well-developed workshops and washing stations. It is possible for the operators and maintenance staff to bring the machines into the washing plant, where fat and oil removing liquids can be used, to wash the machine and keep the machine clean. In Picture 4.7 the wash station in mine A is showed. The station is well developed, and it is easy for the operator to perform a satisfying washing performance. The picture is taken during one of the washing activates that is carried out before the rig is handled into the workshop. Picture 4.7. The wash station in mine A (Henrik Thunberg, 2016) In Picture 4.8 the underground workshop is showed for mine B. The underground workshops in both mines are well developed with good space for the maintenance staff to work in a safe and flexible way. Picture 4.8. The workshop in mine B (Henrik Thunberg, 2016 17
Result 4.1.3 Mining environment When the drilling process starts, it is likely that rocks and stones are left on the shaft floor. Stones that is hard for the Load-Haul-Dump machines (LHD) to remove. A situation like this is seen in Picture 4.9.The consequence of a poorly cleared floor can lead to increased scratch on the moving subsystems, such as the boom and the rock drill. Therefore, a proper cleaning of the floor is needed before the drilling starts. Picture 4.9. The face of the mine before drilling (Henrik Thunberg, 2016) Another factor affecting the operation is the darkness and narrow spaces. As seen in Picture 4.10, the operator has a limit sight on the surrounding environment and is particularly depending on the machine's light, to be able to operate the machine in a safe way. Picture 4.10. The drilling rig in position with the lights focusing on the face (Henrik Thunberg, 2016) 18
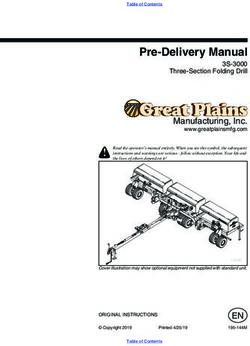
Result The drilling rig sometimes has to operate with the boom in difficult angles near the shaft floor when drilling the bottom holes. In Picture 4.11 a situation is showed, where the operator is operating the machine at an angle very near to the floor. With a high risk of scratch, in particular, the boom, rock drill and hoses. Picture 4.11. Placement of the boom during drilling (Henrik Thunberg, 2016) In Figure 3.2, factors impacting the reliability of the mining machine directly or indirectly are presented. In Picture 4.12, a breakdown of one of the hoses has occurred during the drilling. The failure has taken place at one of the hoses that are subject for scratching the shaft floor. The consequence is the replacement of the broken hose, refilling of hydraulic oil and handling of the spillage caused by the leaking hose. Picture 4.12. A broken hose and hydraulic oil leakage during drilling operation (Henrik Thunberg, 2016) 19
Result 4.1.4 Available failure data Number of failures recorded When the collected data had been analysed, it contained a total of 1464 failure posts divided over four drilling rigs. The specific amount of failure post for each of the drilling rigs is presented in Table 4.2. Table 4.2. Number of failures recorded in the drilling rigs Drilling rig Number of failures A1 91 A2 123 B1 785 B2 465 The available data used, has been collected between one and half year up to six years for the different machine. The specific available data time for each of the investigated drilling rigs is presented in Table 4.3. Table 4.3. The amount of years of data available for the rigs. Drilling rig Available data (years) A1 1.5 A2 1.5 B1 6 B2 5 When the defining the age of the drilling rig, the operation time for different components has been collected and presented in Table 4.4. The value for the Electrical motor in drilling rig B2 is not realistic and should be discharged. The B2 rig is the rig with both most Percussion and diesel engine hours. One can also see that rig A1, A2 and B2 has similar percussion and electrical motor operation times. However, the diesel engine time is also double as high for B1 than for A1 and A2. Table 4.4. Usage of the machines and its efficient functioning time Measurement A1 A2 B1 B2 Percussion (h) 3 116 2 721 2 398 5 019 Electrical motor (h) 4 728 5 184 5 058 10 755 Diesel engine (h) 1470 1779 3520 5573 Categorization of data and Pareto calculations When the data has been corrected, it has then been categorised into different subsystems. These subsystems will be further analysed by using the Pareto analysis. The classification of the data into subsystems is presented in Table 4.5. 20
Result When the Pareto calculations have been done, the most frequently failing subsystems will be further analysed. Table 4.5. Number of failures analysed for each rig Number of Failures Subsystem A1 A2 B1 B2 Accumulators 3 0 18 9 Boom 14 10 18 35 Cabin 5 8 49 34 Cables 7 8 33 18 Cylinders 0 5 18 6 Electrical system 1 3 31 25 Feeder 3 17 89 48 Hoses 26 40 272 141 Hydraulics 4 8 8 10 Rock drill 12 9 110 70 Steering system 15 15 100 54 Valves 0 0 19 8 Water Cooler 1 0 20 7 4.1.5 Operation times of the drilling rigs The efficient functioning hours for the different subsystems in the drilling rigs has been analysed, and categories and is presented in Table 4.6 are calculated as an average usage time per day. Each of the measured components is used for different operations when operating the rig. The diesel engines, for example, are used when the whole drilling rig is moving. The Electrical motors are used to manoeuvre the boom and during the entire drilling procedure. Percussion time is the time for the actual drilling. When using the operation time for the calculation, the highest value has been chosen between electrical motor 1 and 2. When choosing between percussion right and left the same principle has been used. The values presented in Table 4.6 shows that a diesel engine has similar operation time got a similar average operation time for the diesel engines in all the mines. When comparing the Electrical motor, the average operation time is also similar. The biggest difference between the mines is the operation time for the Percussion that is almost double as high in A2 than for the rest of the drilling rigs. 21
Result Table 4.6. Average operation hours of the drilling rigs Drilling rig Component A1 A2 B1 B2 Function Diesel Engine 0,87 1,16 1,13 1,15 Movement Electrical Motor 1 2,56 3,31 2,96 3,14 Drilling ready, system up Electrical Motor 2 3,24 3,24 2,9 3,09 Drilling ready, system up Percussion Right 1,33 3,62 1,18 1,43 Actual drilling Percussion Left 0,11 2,24 1,19 1,4 Actual drilling 4.1.6 Preventive- vs. Corrective maintenance The comparison between the number of preventive- and corrective maintenance actions for the drilling rigs is showed in Figure 4.1. One can see that a greater amount of corrective maintenance is reported then preventive maintenance actions. In the drilling rigs in mine A, a higher number of preventive maintenance actions has been performed. In drilling rig A1, the number of recorded preventive maintenance actions stands for 40% of the maintenance. While in drilling rigs B1, the preventive maintenance stands for 22% of the registered maintenance actions. PM VS CM -A1 PM vs CM -A2 PM PM 32% 40% CM 60% CM 68% PM VS CM -B1 PM VS CM -B2 PM PM 22% 25% CM CM 78% 75% Figure 4.1. Preventive vs. corrective maintenance for all available data analysed. In A1 and A2 data from 1,5 years has been analysed and in B1 and B2 data from 6 years has been analysed. 22
Result 4.1.7 Results from analytical analyses Pareto calculation The Pareto calculation shows that five subsystems are more frequently breaking down. The results for drilling rig A1 and A2 is showed in Figure 4.2 and Figure 4.3. The subsystem with highest defect frequency is similar for both drilling rigs in mine A. It is found that four subsystems in A1 are causing 80% of the failures while six subsystems are causing 80% of the failures. In drilling rig A1, the most failing subsystems are the hoses, steering system, boom, rock drill and cabin. A1 30 100 CUMULATIV PERCENTAGE DEFECT FREQUENCY 25 75 20 15 50 10 25 5 0 0 Figure 4.2. The occurrence of subsystem failures in drilling rig A1 In drilling rig A1, the most failing subsystems are the hoses, feeder, steering system, boom and rock drill A2 45 100 DEFECT FREQUENCY CUMULATIV PERCENTAGE 40 35 75 30 25 50 20 15 10 25 5 0 0 Figure 4.3. The occurrence of subsystem failures in drilling rig A2 In mine B, similar subsystems as those in mine A is subject to failures. In both B1 and B2, five subsystems are causing approximately 80% of the failures. In all four drilling rigs, hoses are the subsystem causing most failures. The results are seen in Figure 4.4 and Figure 4.5. 23
Result In drilling rig B1 the most failing subsystems are the hoses, rock drill, steering system, feeder, and the cabin. B1 300 100 FAILURE FREQUENCY CUMULATIV PERCENTAGE 250 75 200 150 50 100 25 50 0 0 Figure 4.4. The occurrence of subsystem failures in drilling rig B1 In drilling rig B2 the most failing subsystems are the hoses, rock drill, steering system, feeder, and the boom. B2 160 100 CUMULATIV PERCENTAGE FAILURE FREQUENCY 140 120 75 100 80 50 60 40 25 20 0 0 Figure 4.5. The occurrence of subsystem failures in drilling rig B2 When compiling all the failures the five most critical subsystems has been decided to be the hoses, rock drill, steering system, feeder and boom. This since the boom is a more frequently failing subsystem in 3 of 4 subsystems. The results for the compiled failures are presented in Figure 4.6. 24
Result All recorded failures 600 100,0 Cumulativ percentage Failure Frequency 500 75,0 400 300 50,0 200 25,0 100 0 0,0 Figure 4.6. All failures for all rigs 4.1.8 Optimal Maintenance procedure When the information of interest was collected, reliability analyses were carried out. The feeder subsystem in drilling rig A1 was discharged from the calculation because of too few maintenance entries, making the calculation unreliable. The results showed that three subsystems showed a trend and had to be further analysed with an NHPP distribution. All results are presented in Table 4.7. The process of analysing the data, the trend test and NHPP distribution is described in the methodology chapter. Table 4.7. Trend test, distribution and estimated parameters. Machine Subsystem U-value Trend Distribution Estimated parameters Boom -1,66 No Gamma µ=4,80 K=0,75 Feeder x x x x A1 Hoses -1,15 No Weibull 2P α=0,99 β=49,76 Rock drill -0,17 No Gamma µ=3,63 K=1,21 Steering system -0,7 No Lognormal σ=4,25 µ=1,0 Boom 0,48 No Lognormal σ=4,40 µ=1,02 Feeder 1,03 No Weibull 2P α=79,7 β=1,04 A2 Hoses 2,93 Yes NHPP β=0,47 λ=1,35 Rock drill 1,49 No Gamma µ=4,74 K=1,19 Steering system 1,78 No Log logistic µ=4,21 σ=0,63 Boom 1,03 No Lognormal σ=4,18 µ=1,2 Feeder -1,77 No Lognormal σ=3,93 µ=1,09 B1 Hoses -1,93 No Weibull 2P α=31,51 β=1,28 Rock drill -2,25 Yes NHPP β= 0,79 λ=0,18 Steering system -1,9 No Weibull 2P α=1,11 β=108,57 Boom 0,96 No Log logistic µ=4,48 σ=0,62 Feeder -1,68 No Lognormal σ=4,16 µ=0,97 B2 Hoses -1,71 No Weibull 2P α=50,14 β=0,81 Rock drill -0,85 No Exponential 2P λ=34,95 γ=2,56 Steering system -3,5 Yes NHPP β=0,63 λ=0,18 25
You can also read