FMEA method in operational reliability of forest harvesters - De Gruyter
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Open Eng. 2021; 11:29–38
Review Article
Ján Kováč*, Pavol Ťavoda, Jozef Krilek, and Pavol Harvánek
FMEA method in operational reliability of forest
harvesters
https://doi.org/10.1515/eng-2021-0003 arise and trigger the implementation of appropriate correc-
Received May 15, 2020; accepted Jul 28, 2020 tive actions that we plan when a risk occurs, and this is de-
tected and diagnosed with the cause of the risk [11]. The
Abstract: The article deals with the research of operational
method of information analysis mentioned below is sim-
reliability of forest felling machines by FMEA method (Fail-
ple but precise enough for implementation in real work-
ure Mode and Effect Analysis). It describes collection of
ing conditions [12]. For all objects it is necessary to record
operational data and its analysis. It explains the proce-
the time to failure, cycles to failure, transport distance, me-
dure of realization for the method FMEA in the organiza-
chanical stress or similar continuous or discrete parame-
tion. Harvesters John Deere 1070D in the Company Lesy
ters [20].
SR B. Bystrica were chosen for this research. The research
was held in real operational conditions. Application of
the FMEA method allows flexibility in case of unexpected
situations and optimization of human potential abilities. 2 Failure mode and effect analysis –
FMEA tool is a tool preventing outages operational relia-
bility and preventive tool for ensuring the maintenance of
FMEA
facilities. The method of information analysis mentioned
Failure mode and effect analysis FMEA was developed in
below is simple ale precise enough for implementation in
accordance with STN IEC 60812 - Methods of system reli-
real working conditions.
ability analysis, method of analysis of methods and con-
Keywords: FMEA method, operational reliability, mainte- sequences of faults (FMEA). The FMEA method has been
nance, forest machines applied to all failures (two-state failure model) that have
been repeatable more than once. The FMEA method was
carried out by successive systematic filling of the FMEA
form for the construction of the observed machine type.
1 Introduction
When deciding on the scope and mode of FMEA appli-
cation in a particular system and on a particular element,
Forestry is the source of the most used material for the peo-
it was necessary to consider for which specific purposes
ple. Forest harvesting is process of achievement wood by
the method is to be used. The required degree of awareness
cutting. Harvesting can be done by axe, chainsaw or by
of undesirable phenomena, disturbances and their conse-
harvester [2, 8].
quences has also to be considered. Based on these consid-
There are several methods of information processing
erations, it was possible to decide on the depth of analysis
regarding to reliability parameters but some of them are
at a particular system level (system, subsystem, part and
very difficult and in standard operational conditions are
element).
not usable. Risk management requires the development of
The purpose of the FMEA was to analyse potential
optional risk management plans for situations that may
errors / failures in a particular system over the selected
life span of the system so that corrective measures can
be taken to reduce the risk that errors arise. The analy-
*Corresponding Author: Ján Kováč: The Department of Environ-
mental and Forest Technology, The Faculty of Environmental and
sis begins with the selection of the lowest level for which
Manufacturing Technology, The Technical University in Zvolen, sufficient information is available. Subsequently, different
T.G.Masaryk Street 24, 960 53 Zvolen, The Slovak Republic; Email: types of failures can occur in the table, which can occur for
kovac@tuzvo.sk each element of the observed level. Elements are judged in-
Pavol Ťavoda, Jozef Krilek, Pavol Harvánek: The Department of dividually, with the consequence of failure of each of them
Environmental and Forest Technology, The Faculty of Environmen-
being considered as a mode of failure being superior to a
tal and Manufacturing Technology, The Technical University in
Zvolen, T.G.Masaryk Street 24, 960 53 Zvolen, The Slovak Republic
Open Access. © 2021 J. Kováč et al., published by De Gruyter. This work is licensed under the Creative Commons Attribution 4.0
License
30 | J. Kováč et al.
higher level, the malfunction of the spark plug is consid- • Service – focused on maintenance functions (ser-
ered to be a failure of the engine. vice),
The condition for applying this procedure is knowl- • Software – focused on software functions [20].
edge:
• system structures,
• operating conditions, 3 Other methods
• environmental conditions and other specific work-
ing conditions. A few more risk and hazard analysis methods exist in ad-
The mode of disorder is thus defined as the phe- dition to FMEA. For example, there exist a number of low-
nomenon through which the disorder is observed. level risk analysis methods that analyze systems and sub-
FMECA uses the following critical error scale: systems at lower level considering only systems and their
components. Some of the most well-known methods are
IV: a phenomenon that could cause failure of the sys- fault tree analysis (FTA) [1] and hazard and operability
tem’s major functions resulting in significant dam- study (HAZOP) [13].
age to the system or its surroundings, or death, seri- FTA is a top-down hazard analysis approach. It is a
ous harm to human health, deductive approach and carried out by repeatedly asking:
III: a phenomenon that could cause failure of the sys- how can this (a specific undesirable event) happen, and
tem’s core functions resulting in significant damage what are the causes of this event? It involves a logical di-
to the system or human health, agram that shows the relation between the system com-
II: the detrimental effect of the system, but without its ponents and their failures. [18] presented a review of the
serious damage to, or endangering, the life or health research performed on FTA with its advantages and short-
of humans, comings. Because FMEA is restricted to analyze only a
I: the detrimental activity of the system with its negli- single cause of an effect, FTA augments the feasibility of
gible damage or threat to life or human health. FMEA. An analysis using FTA in combination with FMEA
The result of the analysis of individual elements is may support an assessment considering, for instance, all
summarized in the network graph of criticality [21]. security risks [14].
FMEA method is a step-by-step approach for identi-
fying all possible failures in the design, a manufacturing
or assembly process, or a product or service [10]. FMEA
may deliver information about: where errors could occur
4 Materials and Method
and where risks are hidden. Ideally, FMEA begins dur-
FMEA method has a strictly given structure in several
ing the earliest conceptual stages of design and continues
steps, similar to the literature [4–6].
throughout the life of the product or service [3].
The first step of FMEA application is fulfilling the
Failure Mode and Effect Analysis (FMEA) is a quanti-
FMEA table heading with machine identification data. The
tative analytical method for no-failure operation with in-
fulfilled data are:
ductive approach, its content is focused on study of poten-
tial types of failures (e.g. materials, components, devices) • MODEL – TYPE: model and type of the ob-
which can exist in every part of the system and defining served/tested machine,
evaluation of possible impacts of every type on the clos- • No. of the document (object/machine): No. of
est functional higher level of the system. Repetition of this the document regarding to evaluation of the
procedure leads to possible failures of the system. It is us- group/component in the machine,
able for analysis of systems consisting of thousands parts. • Name of the component (object/machine): name of
It is not usable for systems with backup, their combina- the component, component group which are the
tions and dependencies and also it is not possible to use scope of analysis,
for complex strategies of maintenance [9, 19]. • Technical changes: No. or a code of realized techni-
Types of FMEA analysis are: cal changes,
• Author: name and surname of the person who real-
• System – focused on global system functions,
ized the analysis,
• Design – focused on components and subsystems,
• Date of processing the analysis,
• Process – focused on production and assembly pro-
• Date of revision,
cesses,
FMEA method in operational reliability of forest harvesters | 31
• Contractor (subcontractor) of the analysed object or ure occurrence means the probability or frequency
service, etc. how often the failure can occur due to taken actions
(measures).
The second step of FMEA application is evaluation of
• Meaning: there is created estimation of significance
the current condition. The fulfilled data are:
for every failure regarding to classification in classes
• System (mark): description of the place where the 1-10 according to the classification Table 2. The ma-
failure occurs. chine or device can be reclassified only according
• Failure expression: there are mentioned all possible to the meaning of the failure based on the construc-
kinds of failures which can occur. tion solution. I tis not possible to influence due to
• Possible impacts of the failure: regarding to opera- standard checks. The failure classification is based
tion. on the failure impact.
• Possible reasons of the failure: all possible reasons • Detectability: there is realized estimation of proba-
of the failure regarding to the design and construc- bility of detections, reasons of failure occurrence ear-
tion of the component or the group of components. lier than the product is taken by the user and it is
• Method of detection: given checking activities which defined in classes from 1 to 10 (see Table 3).
are recommended to mitigate the failure or to elimi- • Level of risk/priority (LR/P): calculation of LR/P is
nate the failure. given as multiplication of estimate classes of occur-
• Occurrence: there is realized estimation of proba- rence, importance and detectability. It was defined
bility or No. of failure occurrence treated in classes individually for every identified and possible failure.
from 1 to 10 according to classification Table 1. Fail- It is used for definition of all preferred identified pos-
Table 1: Failure occurrence
Classification criteria for failure occurrence Frequency estimation Class
It is not probable that the failure can occur. 0 1
1/5 000 2
1/2 000 3
Very low: the failure can occur very rarely.
1/1 000 4
1/500 5
Medium: the failures can occur randomly and rarely. 1/200 6
1/100 7
High: the failures can occur very often.
1/50 8
1/20 9
Very high: the probability of failure occurrence is very high and almost certain.
1/10 10
Table 2: Failure meaning
Criteria for classification failure meaning Class
Negligible: the origin of the failure does not influence the ability of the system or product i.e. the user does
1
not record the presence of the failure.
Low: the failure makes little diflculty to the user, there are not considered any failures of the system or the 2
product 3
Medium: the failure creates diflculties to the user by decreasing comfort during using, the failure makes dif- 4
ficulties during manipulation and controlling. The user records certain diflculties regarding to the properties 5
of the product. 6
High: the failure creates certain diflculties to the user or it causes significant damage, bad properties of the 7
product, it does not influence the safety of the product. 8
Very high: the failure influences the safety of the product, its ability for operation regarding to legal require- 9
ments. 10
32 | J. Kováč et al.
Table 3: Classification of failure detectability
Criteria for classification of failure detectability Transmission of failure to the user Class
[%]
Very high: probability that the failure could be detected by checking or
0 to 5 1
assembly
High: probability that the failure transmit to the user without detection 6 to 15 2
– according to probability of failure transmission to the user. 16 to 25 3
Medium: probability that the failure is transmitted to the user without 26 to 35 4
detection – according to the probability of failure transmission to the 36 to 45 5
user. 46 to 55 6
Low: probability that the failure is transmitted to the user without detec- 56 to 65 7
tion – according to the probability of failure transmission to the user. 66 to 75 8
Very low: probability that the failure is transmitted to the user without 76 to 85 9
detection – according to the failure transmission to the user. 86 to 100 10
sible failures where it is necessary to define and re-
alize corrective actions.
5 Results
LR/P = occurrence × meaning × detectability The FMEA method is realized by gradual systematic fulfill-
ing the FMEA form. The form is created in MS Excel for sim-
• Recommended corrective actions: brief description plification of usage in a company conditions. Then there
of recommended corrective actions for improvement are obtained data for LR/P created for machines and their
of the condition with their precise definition, it is constructional groups (defined by a machine producer ac-
necessary to pay attention to prevention of failure cording to the harvester manual for operation and mainte-
occurrence and its early definition. nance) in graphic form:
• Responsibility: person or department responsible
• bogie (Figure 1),
for taking corrective measures.
• gearboxes and gearing mechanism (Figure 2),
There is defined examination of all identified possible • engine (Figure 3),
failures according to the size of LR/P and there are pro- • engine lubrication and cooling (Figure 4),
posed corrective actions for failures with definition of the • electric systems of the machine – sensors (Figure 5),
highest values of LR/P including definition of responsibil- • hydraulic system (Figure 6)
ities and terms. • hydraulic crane (Figure 7)
Criteria for decision for identified possible failures de- • cabin and controlling devices of the machine (Fig-
pendent on the size of LR/P are necessary to define and ure 8).
take corrective measures according to individual condi-
The main idea for the FMEA method implementation
tions.
rises from the theory that for every symptom of the fail-
After taking corrective measures there is held the anal-
ure on the lowest level there are analyse possible local or
ysis again with new values of improved conditions via
system impacts. Application of FMEA presents: analysis of
LR/P:
constructional kinds of machines (i.e. harvesters) and all
• Taken measures: after realization of corrective mea- possible failures which a team of employees can define on
sures there are defined their description, results, the basis of their work experience. At the constructional
date of re-evaluation, etc. There is taken a new es- FMEA method the failures are observed on the level of com-
timation of classes due to occurrence, meaning and ponents. There are not researched mutual functional inter-
detectability of failures in improved condition. actions of individual components. The procedure is based
• Final risk number, level of risk – priority (LR/P): cal- on risk value (LR/P) as the result of multiplication between
culated final risk number after closing the corrective probability of the failure, significance of the failure and
actions. probability of detection.
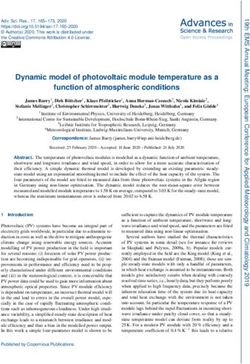
FMEA method in operational reliability of forest harvesters | 33 Figure 1: FMEA results for bogie construction of harvester John Deere 1070D Figure 2: FMEA results for gearboxes and gearing mechanism of harvester John Deere 1070D

34 | J. Kováč et al. Figure 3: FMEA results for engine construction of harvester John Deere 1070D Figure 4: FMEA results for engine lubrication and cooling of harvester John Deere 1070D
FMEA method in operational reliability of forest harvesters | 35
Figure 5: FMEA results for electric systems of the machine (sensors) of harvester John Deere 1070D
Figure 6: FMEA results for hydraulic system of harvester John Deere 1070D
Corrective measures are set and results are evaluated 1000 points. As acceptable level of risk there are set 500
until the level of risk is not lower or the same as acceptable points which are not obtained in current analysis.
level of risk (acceptable level) for individual causes (objec- The FMEA method is realized as a team work of spe-
tives) of each system. Acceptable level of risk is qualified cialists representing maintenance (day and week mainte-
as the decision to accept results and probability of the ex- nance steps) and repairs.
act risk. The maximum level of LR/P for FMEA method is Final data from operational reliability are further used
for implementation of FMEA method and maintenance of36 | J. Kováč et al.
Figure 7: FMEA results for construction of hydraulic crane of harvester John Deere 1070D
Figure 8: FMEA results for cabin and controlling devices of harvester John Deere 1070D
the machine. They are use as input data. There are mostly
failures collected during research. The data are treated ac-
6 Discussions
cording to the system given by a producer.
The evaluated objects are divided into groups, subgroups,
parts and components. There are asked questions focused
on probability of raising the failure for every symbol
(symptom) where during observation of operational condi-
tions during the research period of time was cause a failure
minimum once. In the team of specialists there were solvedFMEA method in operational reliability of forest harvesters | 37
questions of a failure probability and possible causes, sig- eliminated faults, optimization of parts replacement time,
nificance of the failure for a user and detection possibili- shorten downtime and, last but not least, repeatable fail-
ties. Significance of the failure was taken to consideration ures would be more transparent, on the basis of which the
also the downtime due to the total downtime of the ma- stock of spare parts becomes more efficient (especially in
chine with emphasis on loss of profit. The answers were ob- the case of the harvester head, where downtime due to
tained from recent experience of individual specialists and wear or mechanical damage to the cutting device most of-
results of operational reliability while individual probabil- ten occurs as a result of operation).
ities were evaluated by values according to criteria men-
tioned in the Slovak Technical Standard STN EN 60 812 -
Analysis techniques for system reliability – Procedure for
failure mode and effects analysis (FMEA).
7 Conclusion
There are compared results obtained during evalua-
Application of FMEA method enables bigger flexibility in
tion and final results and on the basis of the final result
case of unexpected situations and optimation of human
of the acceptable risk there are taken appropriate mea-
abilities. At the application of FMEA there are always a lot
sures which bring positive improvements. For better un-
of problems to solve. They can be summarized as fear from
derstanding the results are demonstrated in the graphical
changes, illogical ideas during analysing, missing data or
form. These results create a part of a document which re-
knowledge which can create insufficient scheme of reliabil-
flects progress and conditions of analysed objects and pro-
ity. For successful implementation and realization of this
cesses in the company. This progress enables to evaluate
task in other companies there can be recommended follow-
the machines and objects in time i.e. to get progress for
ing points:
future. It enables horizontal and vertical design of FMEA
records. The records in vertical level enable to analyse new • Preparation of the realization plan for application of
and new findings. The positive point of this method is a FMEA method
team work which helps share knowledge and experience • Creation of experienced and skilled working team
obtained during machines running. • Creation of scheme of operational reliability (defini-
The characteristics of the machine used in the real tion of researched groups within the machine, etc.)
conditions in accordance with defined properties define • Analysis of possible failures and causes
the quality which should be obtained. The user mostly • Proposal of possible measures
requires durability of machines in operation. During re- • Repetition of analysis to obtain acceptable level of
search and technical lifetime of the machine there is dura- risk
bility verified mostly by statistical methods. The meaning • Implementation of results into practice and docu-
of quality is supported by operational reliability. It gets mentation of observed machines and devices
also a special dimension and it is longer lifetime [7, 8]. • To do taken measures in real conditions which will
FMEA method is a tool for elimination of downtime in bring the positive input of taken measures
operational reliability system and a preventive too for en-
suring maintenance of objects. Recommendations rising Acknowledgement: Project VEGA no. 1/0642/18 “Analysis
up from the method are very wide. The first recommenda- of impacts of constructional parts of forest mechanisms in
tion is preventive activity in the system of maintenance. forestry environment regarding to energetic and ecological
In the future with higher age of machines there is neces- demands”.
sary to re-evaluate and set up shorter terms of operational
maintenance for machines because it is defined by a curve
of failures intensity. For easier diagnostics of individual el-
References
ements in the system it is useful to implement new and
modern methods of technical diagnostics [18]. [1] Ericson CA. Fault tree analysis-a history. In Proceedings of The
For further use of the FMEA method in the organi- 17th International System Safety Conference. 1999.
zation (not only as the subject of the dissertation the- [2] Gerasimov Y, Sokolov A. Ergonomic Characterization of Harvest-
sis), it would be good to consider the introduction of sup- ing Work in Karelia. Croat J For Eng. 2009;30(2):159–70.
[3] Salah B, Janeh O, Bruckmann T, et al. Improving the Performance
porting software, such as. APIS IQ, to simplify the use of
of a New Storage and Retrieval Machine Based on a Parallel
this method. It is clear that the input costs for the appli- Manipulator Using FMEA Analysis. Conference: 15th IFAC Sym-
cation of this method (purchase of software, staff train- posium on Information Control Problems in Manufacturing Loca-
ing) would be returned to the organization in the form of tion: Ottawa, CANADA Date: MAY 11-13, 2015. IFAC-PapersOnLine.38 | J. Kováč et al.
2015;48(3):1658–63. [10] Nassar MA, Alzaatreh M, Abo-kasem O. Alpha power Weibull
[4] Estivill Castro V, Hexel R, Rosenblueth DA. Eflcient Model distribution: Properties and applications. Communications in
Checking and FMEA Analysis with Deterministic Scheduling of Statistics - Theory and Methods [online]. 2017; 1(17) [cit. 2017-
Transition-Labeled Finite-State Machines. Conference: 3rd World 07-29]. https://doi.org/10.1080/03610926.2016.1231816.
Congress on Software Engineering (WCSE) Location: Wuhan, PEO- [11] Popa DM. Engineering risk of series production in automo-
PLES R CHINA Date: NOV 06-08, 2012. PROCEEDINGS OF THE 2012 tive industry. Management Systems in Production Engineering.
THIRD WORLD CONGRESS ON SOFTWARE ENGINEERING (WCSE 2019;27(1):5–11.
2012) Book Series: World Congress on Software Engineering [12] Post K.Operation and Maintenance. Korea Post Statistical Report.
(WCSE), 2012; 65-72. 2008.
[5] Park JH, Kim H, Park JH. FMEA (Failure Mode Effect Analysis) for [13] Redmill F. Risk analysis-a subjective process. Eng Manag J.
Maintenance of Mail Sorting Machine. Conference: International 2002;12(2):91–6.
Conference on Future Generation Communication and Network- [14] Schmittner C, Gruber T, Puschner P, Schoitsch E. Security applica-
ing/International Conference on Advanced Communication and tion of failure mode and effect analysis (FMEA). Computer safety,
Networking (FGCN/ACN 2009) Location: Jeju Isl, SOUTH KOREA reliability, and security Springer. 2014; 310–325.
Date: DEC 10-12, 2009.COMMUNICATION AND NETWORKING Book [15] STN EN 60 300-3-2 (01 0690):2005. Dependability management
Series: Communications in Computer and Information Science. Part 3-2: Application guide - Collection of dependability data
2009; 56: 555-562. from the field.
[6] Jurgens H. Safety analysis of an electronic equipped ground drive [16] STN EN 60 300-3-14 (01 0690):2005. Dependability management
system for an selfproppeled agricultural machine by using the Part 3-14: Application guide - Maintenance and maintenance
FMEA-method. Conference: Conference on Agricultural Engineer- support.
ing Location: HANNOVER, GERMANY Date: NOV 09-10, 2001. CON- [17] STN IEC 60 812 (010675):2006-2010. Analysis techniques for
FERENCE: AGRICULTURAL ENGINEERING 2001 Book Series. VDI system reliability. Procedure for failure mode and effects analysis
Ber. 2001;1636:59–61. (FMEA).
[7] Kováč J, Krilek J, Dvořák J, Natov P. Research on reliability of [18] Ťavoda P, Kováč J, Łukaszczyk Z. Reliability analysis of forest ma-
forest harvester operation used in the company Lesy Slovenskej chines due to FMEA method. Management systems in production
Republiky. J Sci. 2013;59(4):169–75. engineering. 2018; 26(4): 200-206.
[8] Kováč J, Kováčová K. The analysis of failure intensity at forest [19] Teringl A, Ales Z, Legat V. De-pendability characteristics - indica-
felling and skidding machines. Acta facultatis technicae. 2011; tors for maintenance performance measurement of manufactur-
XVI (1): 55-63. ing technology. Manufacturing Technology. 2015;15(3):456–61.
[9] Kováčová K. Research of forest machines. Problemy inżynierii [20] Virčíková E. Integrované manažérske systémy. Košice: ELFA s.r.o.,
rolniczej i leśnej. Problems of argo and forestry engineer- Hutnícka fakulta Technickej univerzity v Košiciach. 2007; 106.
ing, XIX międzynarodowa konferencja naukowa studentów, [21] Zelený J, a kol. Riziká v priemysle. Zvolen: Vydavateľstvo TU vo
Warszawa, 26 maja 2010r. Warszawa: Szkoła Glówna Gospo- Zvolene. 2006; 320.
darstwa Wiejskiego w Warszawie; 2010. pp. 139–45.You can also read