Fermentation of Dietary Fibre-Added Milk with Yoghurt Bacteria and L. rhamnosus and Use in Ice Cream Production - MDPI
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
fermentation
Article
Fermentation of Dietary Fibre-Added Milk with Yoghurt
Bacteria and L. rhamnosus and Use in Ice Cream Production
Elif Sezer * , Ahmet Ayar and Suzan Öztürk Yılmaz
Department of Food Engineering, Faculty of Engineering, Sakarya University, Serdivan 54187, Turkey
* Correspondence: elifsezer@sakarya.edu.tr
Abstract: This study investigated whether the use of fermented milk with added dietary fibre in
ice cream production positively affected quality characteristics, especially viability, during a shelf
life of 90 days at −25 ◦ C. For this purpose, fermented milk was prepared with cultures (yoghurt
and Lacticaseibacillus rhamnosus) and dietary fibre (wheat fibre and inulin). In addition to the viable
cell count, some related quality characteristics, such as the sensory, physical, chemical, and thermal
properties, and energy content were also examined. Streptococcus salivarius subsp. thermophilus in
all yoghurt ice creams and L. rhamnosus in ice cream with wheat fibre had the highest viability for
90 days, up to 95.95%. The best scores regarding “general acceptability” belonged to the ice cream
with L. rhamnosus and inulin, with a score of 7.81 out of 9. The dietary fibre decreased overrun
from around 23% to 14–18%, which was positive for the viability of the cultures. The cultures and
dietary fibre decreased the melting temperature down to −1.15 ◦ C. The caloric value of the ice creams
(166–168 kcal/100 g) was lower than that of standard ice cream. Probiotic ice cream production with
dietary fibre and a single L. rhamnosus culture may be preferred in terms of sensory properties, cell
viability, and economic aspects.
Keywords: fermented milk; ice cream; probiotic; lactic acid bacteria; functional dairy products
1. Introduction
Citation: Sezer, E.; Ayar, A.; Yılmaz, Functional food components have some benefits in the natural prevention of diseases,
S.Ö. Fermentation of Dietary such as gastrointestinal problems, obesity, high cholesterol, and diabetes. Therefore, bioac-
Fibre-Added Milk with Yoghurt tive compounds, probiotic microorganisms, and prebiotic substances are often used to
Bacteria and L. rhamnosus and Use in add functional properties to foods. Dairy products, such as ice cream and yoghurt, are
Ice Cream Production. Fermentation one of the most suitable foods in terms of adding functional properties. The fat content of
2023, 9, 3. https://doi.org/10.3390/ such dairy products can be easily reduced and enriched with bioactive compounds [1,2].
fermentation9010003 Various functional components have been used in the production of ice cream and yoghurt,
Academic Editor: Thomas Bintsis
and their effects on product quality have been investigated. Al et al. [1] used recombinant
microbial transglutaminase enzyme and Zagorska et al. [3] used lactobionic acid in ice
Received: 30 November 2022 cream production. Akpınar et al. [4] produced yoghurts with the addition of probiotics
Revised: 18 December 2022 (Enterococcus faecium and Enterococcus durans), while Molaee Parvarei et al. [5] produced
Accepted: 19 December 2022 yoghurt with the addition of parabiotics (killed probiotic cells).
Published: 21 December 2022
Probiotics, meaning ‘for life’ in Greek, are important functional food ingredients [6].
Probiotics are considered ‘live microorganisms that, when administered in adequate
amounts, confer a health benefit on the host’ according to the definition of the WHO and
Copyright: © 2022 by the authors.
FAO in 2002 [7]. The common recommendation for adequate amounts is 6–7 log cfu/mL
Licensee MDPI, Basel, Switzerland. or g [8]. Due to the increasing worldwide demand every year, the global ice cream market
This article is an open access article is expected to increase by 37% over a 6-year period, from USD 71.52 billion in 2021 to
distributed under the terms and USD 97.85 billion in 2027 [9]. Ice cream, which has a high consumption rate worldwide,
conditions of the Creative Commons provides a very suitable probiotic carrier due to its rich composition [8,10]. Numerous
Attribution (CC BY) license (https:// studies have examined the effects of probiotics on the quality and health benefits of ice
creativecommons.org/licenses/by/ cream and emphasized the importance of ice cream as a probiotic carrier. Consumption of
4.0/). probiotic ice cream has a positive effect on intestinal ecology and oral health [8].
Fermentation 2023, 9, 3. https://doi.org/10.3390/fermentation9010003 https://www.mdpi.com/journal/fermentationFermentation 2023, 9, 3 2 of 12
Due to its prebiotic properties, dietary fibre is generally reported to have a positive
effect on yoghurt and probiotic cultures. In recent years, there have been various studies on
yoghurt and probiotic ice creams with dietary fibre added. While some studies examining
the effect of dietary fibre on the viability of various cultures in ice cream indicated a positive
effect of dietary fibre on viable cell count, some other studies reported no such effect.
Akalın et al. [11] stated that wheat fibre (2%) promoted the number of live Bifidobacterium
animalis subsp. lactis in ice cream samples. Di Criscio et al. [12] reported that inulin
increased the number of total lactic acid bacteria (Lacticaseibacillus casei and Lacticaseibacillus
rhamnosus) in probiotic ice creams. It was also stated that the probiotic bacteria (Lactobacillus
acidophilus and Bifidobacterium lactis) survival rate was higher in probiotic ice creams with
inulin than those without inulin. Additionally, inulin improved the viscosity and first
dripping and complete melting times, without changing the sensory properties [13]. In
contrast, Hashemi et al. [14] reported that inulin had no protective effect on Lactobacillus
acidophilus during 90 days of storage in probiotic ice creams. Nevertheless, the effects of
dietary fibre in both fermented milk and ice creams derived from fermented milk have not
been studied in detail, including the sensory, physical, chemical, and thermal properties of
ice cream.
Yoghurt bacteria (Lactobacillus delbrueckii subsp. bulgaricus and Streptococcus salivarius
subsp. thermophilus) are frequently used in culture-added (yoghurt and probiotic) ice
cream formulations. S. thermophilus is known to have good endurance against harsh
conditions, which is related to the fatty acid composition of the cell membrane [15].
On the other hand, S. thermophilus has weak proteolytic activity; it cannot produce the
amino acids necessary for its growth. L. bulgaricus, on the other hand, can produce the
amino acids required for S. thermophilus by producing free amino acids from casein frac-
tions. Formic acid and CO2 , which are necessary for the development of L. bulgaricus,
are also formed by S. thermophilus. For this reason, these two bacteria are often used to-
gether [16,17]. L. rhamnosus GG (LGG) was isolated from the digestive system of a healthy
person in 1983. In recent years, L. rhamnosus has become a probiotic bacterium that has
attracted attention due to its various properties and it is beginning to be frequently used
in studies [18,19]. L. rhamnosus can survive at a higher rate in the freezing medium than
L. acidophilus. Therefore, L. rhamnosus is an advantageous probiotic for ice cream [20].
However, it has been used in limited studies on yoghurt and probiotic ice creams [12,20,21].
The production steps of ice cream may impair the viability of cultures. The most important
steps to be evaluated are overrun, freezing, and frozen storage. Thus, it is necessary to
study their impact carefully [8,22,23].
This study aimed to examine the effect of dietary fibre (wheat fibre and inulin) on
the viable cell count in milk fermented with yoghurt bacteria and L. rhamnosus and in ice
creams derived from this milk. In addition, the effects of cultures and dietary fibre on the
sensory, physical, chemical, and thermal properties of the ice creams were also investigated.
2. Materials and Methods
2.1. Materials
Yoghurt bacteria (L. bulgaricus and S. thermophilus, Y401, Maysa, Tuzla, İstanbul,
Turkey) and L. rhamnosus LGG (Chr. Hansen, Hoersholm, Denmark) were used as the
cultures in the formulations. The other ingredients included: UHT milk (3.3% fat, Torku),
skim milk powder (Bağdat Baharat), cream (35% fat, İçim), crystallised granulated sugar
(from sugar beet, Nehir), stabiliser (50% carboxymethyl cellulose, 25% guar gum, and
25% xanthan gum, Smart Kimya, Tito BUZ 200), emulsifier (90% glycerol monostearate,
Hangzhou Fuchun Food Additive Co. Ltd., Hangzhou, China), wheat fibre (Jelucell Wheat
Fiber 90, Jelu-Werk, Rosenberg, Germany), inulin (Fibrelle, Çekmeköy, İstanbul, Turkey).
PET containers (20 and 50 mL) with lids (Özge Plastic, Arnavutköy, İstanbul, Turkey) were
used for packaging.Fermentation 2023, 9, 3 3 of 12
Fermentation 2023, 9, 3 3 of 12
Germany), inulin (Fibrelle, Çekmeköy, İstanbul, Turkey). PET containers (20 and 50 mL) with
lids (Özge Plastic, Arnavutköy, İstanbul, Turkey) were used for packaging.
2.2. Preparation of Fermented Milk
2.2. In the preparation
Preparation of cultures,
of Fermented Milk lyophilized yoghurt (L. bulgaricus and S. thermophilus)
and L. rhamnosus GG cultures were first inoculated separately in sterile skimmed milk at a
In the preparation of cultures, lyophilized yoghurt (L. bulgaricus and S. thermophilus)
rate
andofL.0.3% (3 g/L).
rhamnosus GGThe mother
cultures culture
were first was obtained
inoculated by fermentation
separately in sterile of this prepared
skimmed milk atmilk.
The bulk culture was propagated by the mother culture (5%, w/w).
a rate of 0.3% (3 g/L). The mother culture was obtained by fermentation of this prepared After fermentation,
the mother
milk. andculture
The bulk bulk cultures had bacterial
was propagated by thecounts
motherofculture
approximately
(5%, w/w).8.4–8.8 log cfu/mL.
After fermenta‐
The fermented milk samples with and without fibre were inoculated
tion, the mother and bulk cultures had bacterial counts of approximately 8.4–8.8 log with the bulk culture
(5%, w/w). The yoghurt and L. rhamnosus cultures were incubated at 42 ◦ C and 37 ◦ C,
cfu/mL. The fermented milk samples with and without fibre were inoculated with the
respectively.
bulk culture (5%, w/w). The yoghurt and L. rhamnosus cultures were incubated at 42 °C
andThe dietary
37 °C, fibre was added to the milk at a rate of 5% (w/w), with a final composition
respectively.
of 1.5% The(w/w) in fibre
dietary the ice
wascreams.
added To prevent
to the milk atprecipitation, 0.1% (w/w)
a rate of 5% (w/w), stabiliser
with a final was added
composition
toofthe
1.5%milk prepared
(w/w) with
in the ice wheat
creams. Tofibre.
preventThis stabiliser ratio
precipitation, 0.1%did notstabiliser
(w/w) affect bacterial growth.
was added
The milk
to the samples
milk prepared with
withand without
wheat fibre.fibre were pasteurised
This stabiliser ratio did not at 75
affect ◦ C for 30
± 2bacterial min. The
growth.
The milkinoculated
samples samples withwithand thewithout
yoghurtfibre(5%)were
and pasteurised
L. rhamnosusat(5%) 75 ± cultures
2 °C for 30
weremin. The
incubated
samples
for at 43 ± 2 ◦with
3–3.5 hinoculated C andthe3.5–4
yoghurt 37 ±and
h at (5%) 2 ◦ C,
L.respectively.
rhamnosus (5%) Thecultures werewas
incubation incubated
continued
for 3–3.5
until the pHh atreached
43 ± 2 °C4.7,
and 3.5–4
and thehsamples
at 37 ± 2 were
°C, respectively.
taken to theThe incubationand
refrigerator wasrested
continued
for 2–3 h
until the pH reached
until ice cream production. 4.7, and the samples were taken to the refrigerator and rested for 2–
3 h until ice cream production.
2.3. Preparation of Yoghurt and Probiotic Ice Creams
2.3. The
Preparation
70 g mixof Yoghurt and Probiotic
contained Ice Creams
35.4 g milk, 10.0 g milk cream, 11.0 g milk powder, 13.0 g
sugar,The0.3 70 g mix contained
g stabiliser, and 0.335.4 g milk, 10.0 The
g emulsifier. g milk cream,
solid 11.0 g milk
ingredients powder,
(milk powder,13.0 sugar,
g
sugar, 0.3and
stabiliser, g stabiliser,
emulsifier)and were
0.3 g added
emulsifier. Theliquid
to the solid ingredients
ingredients(milk
(milkpowder,
and milk sugar,
cream),
stabiliser,
heated and emulsifier)
to 45–50 were The
◦ C, and mixed. added mixtowas
the pasteurised
liquid ingredients
at 75 ±(milk
2 ◦ C and milk
for 30 min,cream),
cooled to
heated◦ to 45–50 °C, and mixed. The mix was pasteurised at 75 ± 2 °C for 30 min,
4 ± 2 C, and then left to mature for 24 h. Before the samples were taken to the ice cream cooled to
4 ± 2 °C, and then left to mature for 24 h. Before the samples were taken
machine, fermented milk (30%, w/w) was mixed with the mix (70%, w/w). The prepared to the ice cream
machine,
mixture fermented
was transferredmilkto(30%, w/w)
the ice was machine
cream mixed with the mix (70%,
(Delonghi, w/w).and
ICK 5000) The processed
prepared for
mixture was transferred to the ice cream machine (Delonghi, ICK 5000) and processed for
approximately 30 min. The process was completed when the mix temperature decreased
approximately 30 min. The process was completed when the mix temperature decreased
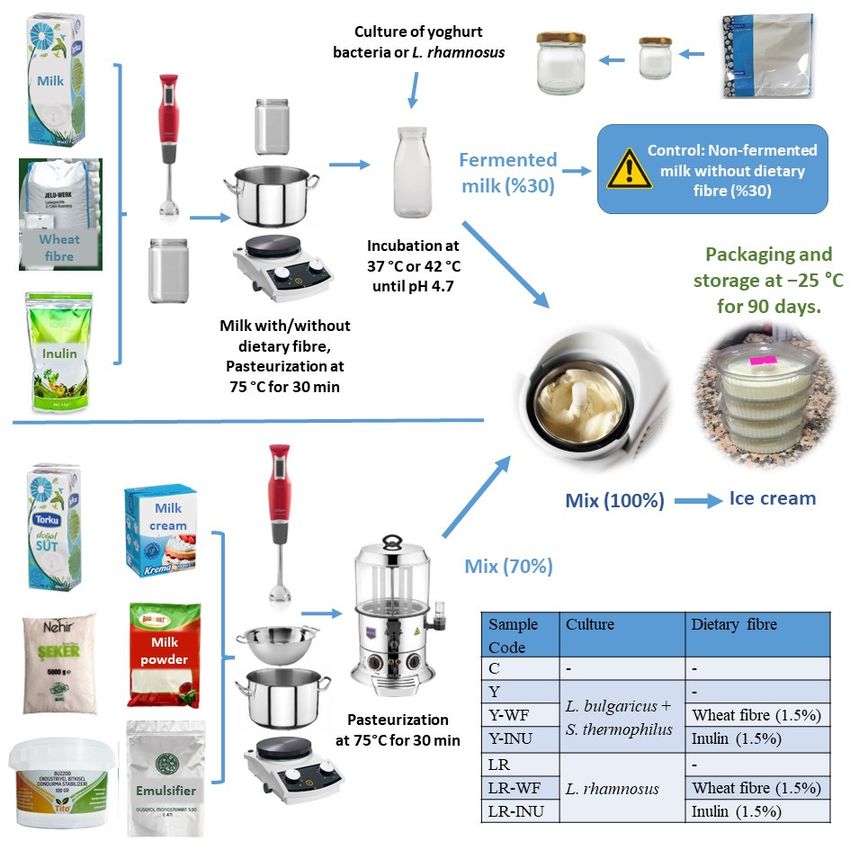
to −6 ± 1 ◦ C. Then, the samples were packed and stored at −25 ◦ C. Figure 1 shows the
to −6 ± 1 °C. Then, the samples were packed and stored at −25 °C. Figure 1 shows the
design and composition of the ice cream samples.
design and composition of the ice cream samples.
Figure1.1.The
Figure The experimental
experimental design
designofofyoghurt
yoghurtand
andprobiotic
probioticiceice
creams.
creams.
2.4. Determining the Quality Properties of Yoghurt Ice Creams
2.4.1. Viable Cell Counts of Yoghurt and Probiotic Bacteria
The viable cell count of L. bulgaricus and L. rhamnosus was determined using MRS
agar, and the petri dishes were incubated for 48–72 h under anaerobic conditions withFermentation 2023, 9, 3 4 of 12
Anaerocult A (Merck) at 37 ◦ C. In the enumeration of S. thermophilus, M17 agar was used,
and the petri dishes were incubated at 37 ◦ C for 48 h under aerobic conditions [24,25]. The
results were expressed as log cfu/g and % viability (Equation (1)).
Viability (%) = ([log cfu/g (last))/(log cfu/g (initial)]) × 100 (1)
2.4.2. Sensory Evaluation
The sensory evaluation was carried out with nine semi-trained academic staff and
students of Sakarya University. Regarding “elongation in the spoon”, “iciness”, “degree
of sweetness”, “degree of sourness”, and “melting time in the mouth” features, values
between 6–9 points were above average, 5 points were average, and 1–4 points were below
average. A rating of “0” meant that the feature was absent. In terms of “colour and
appearance”, “structure and consistency”, “taste and smell”, and “general acceptability”
characteristics, 9 points were defined as “excellent”, 5 points as “average”, and 1 point as
“very poor”. The sensory analyses were carried out one week after each production [26].
2.4.3. Analysis of Physical Properties
The viscosity of the ice creams was measured at 5 ± 2 ◦ C using a Fungilab Alpha
H (Spain) viscometer with the R2 spindle at 60 rpm [27]. The overrun was calculated
according to Equation (2) by measuring the mass of a certain amount of ice cream before
and after melting [28]:
Overrun (%) = [(Mix mass − Ice cream mass)/Ice cream mass] × 100 (2)
For the melting test, 20 ± 0.5 g sample was left to melt at 20 ± 2 ◦ C on a wire
mesh with 3 × 3 mm2 pore area. The times for the first dripping and complete melting
were recorded [29]. The hardness (g) of the sample was determined using the Brookfield
CT3-4500 texture analyser and the TA39 probe. The other parameters included: pre-test
speed of 2 mm/s, test speed of 2 mm/s, rotation speed of 2 mm/s, penetration distance
of 10 mm, holding time of 5 s, and trigger load of 4.5 g [30]. The temperature of the
sample was brought to −10 ± 2 ◦ C and maintained at this temperature for a day before
the measurement. The fat destabilization (%) that occurred during the ice cream formation
from the mix was determined using a spectrophotometric method based on the procedure
described by Rossa et al. [31]. The mixes and melted ice creams were diluted 1:500 (v/v)
with distilled water and centrifuged at 1000 rpm for 5 min. After 10 min, the absorbance was
measured at 540 nm. The absorbance of the pure water used in dilution was measured as a
blank sample. The calculation of the measurement results was made according to Equation (3):
Fat destabilization (%) = [(Amix − Aice cream )/Amix ] × 100 (3)
2.4.4. Analysis of Chemical Properties
The pH was measured using a calibrated digital pH meter (Hanna Instruments, pH 211,
Weilheim, Germany) at 20 ± 2 ◦ C. The acidity of the sample as lactic acid was determined
using the titration method (AOAC 947.05) with 0.1 N NaOH. The gravimetric method
(AOAC 941.08) was used to determine the total solids content (%), and the Gerber method
(AOAC 2000.18) was used to determine the fat content (%) of the ice creams [32].
2.4.5. Analysis of Thermal Properties
The analysis was performed according to the method described by Kavaz Yuksel [33]
with some modifications. Approximately 15 mg of ice cream was weighed into an alu-
minium DSC pan and then loaded into the DSC instrument (Seiko DSC 7020, Hitachi
High-Tech Co., Tokyo, Japan) at 25 ◦ C. An empty pan was used as a reference, and the
procedure was followed, including the following steps: (1) cooling from 25 ◦ C to −80 ◦ C at
10 ◦ C/min; (2) annealing at −80 ◦ C for 15 min; (3) heating from −80 to 25 ◦ C at 10 ◦ C/min,Fermentation 2023, 9, 3 5 of 12
(4) holding at 25 ◦ C for 1 min. The melting (Tm) and glass transition (Tg) temperatures
were determined from the spectrum obtained.
2.4.6. Energy (Calorie) Content
The caloric content of the ice creams was calculated by multiplying the fat content by
9 kcal/g and multiplying the carbohydrate and protein contents by 4 kcal/g [34].
2.4.7. Statistical Analysis
The ice cream samples were produced in triplicate. The microbiological, physical,
and chemical analyses were performed on two replicates from each production. Sensory
evaluation was performed on each production. One-way analysis of variance was used to
analyse the data using IBM SPSS 20.0 (IBM Corp., Armonk, NY, USA). Duncan’s multiple
range test was used to assess differences among means (p < 0.05). The sensory analysis
data were evaluated using the Kruskal-Wallis H test and the Mann-Whitney U test was
used to assess differences among means.
3. Results and Discussion
3.1. Viable Cell Counts
The viable cell counts of L. bulgaricus, S. thermophilus, and L. rhamnosus in the fermented
milk and the change in the viable cell counts of the ice creams for 90 days are shown in
Table 1; the % viability of the cells calculated using the viable cell counts is given in Table 2.
While the wheat fibre did not contribute to the number of L. rhamnosus, it had a promoting
effect on the number of L. bulgaricus and S. thermophilus in the fermented milk.
Table 1. Viable cell count of L. bulgaricus, S. thermophilus, and L. rhamnosus in the yoghurt and
probiotic ice creams during storage (log cfu/g).
Sample Fermented Milk Mix Day 1 Day 30 Day 60 Day 90
Y 8.41 ± 0.06 DE 7.64 ± 0.05 Ea 7.21 ± 0.07 Db 7.09 ± 0.09 Fc 6.91 ± 0.14 Ed 6.72 ± 0.10 De
Y-WF L. bulgaricus 8.56 ± 0.05 C 7.67 ± 0.03 DEa 7.21 ± 0.07 Db 7.11 ± 0.07 EFc 7.00 ± 0.08 Ed 6.78 ± 0.11 De
Y-INU 8.43 ± 0.05 D 7.41 ± 0.05 Fa 7.20 ± 0.09 Db 7.19 ± 0.06 Eb 7.13 ± 0.08 Db 6.80 ± 0.11 Dc
Y 8.84 ± 0.06 B 8.41 ± 0.05 Ba 8.42 ± 0.11 ABa 8.33 ± 0.11 Aab 8.20 ± 0.13 Bb 8.00 ± 0.11 Bc
Y-WF S. thermophilus 8.97 ± 0.06 A 8.56 ± 0.04 Aa 8.46 ± 0.09 Aab 8.41 ± 0.09 Abc 8.32 ± 0.07 Ac 8.21 ± 0.13 Ad
Y-INU 8.88 ± 0.06 B 8.43 ± 0.05 Ba 8.32 ± 0.13 Bab 8.22 ± 0.10 Bbc 8.17 ± 0.12 Bc 7.98 ± 0.10 Bd
LR 8.37 ± 0.09 DE 7.81 ± 0.08 Ca 7.59 ± 0.03 Cb 7.40 ± 0.06 Dc 7.40 ± 0.09 Cc 7.31 ± 0.09 Cc
LR-WF L. rhamnosus 8.34 ± 0.05 E 7.72 ± 0.06 Da 7.51 ± 0.09 Cb 7.51 ± 0.08 Cb 7.46 ± 0.07 Cbc 7.39 ± 0.06 Cc
LR-INU 8.38 ± 0.08 DE 7.79 ± 0.06 Ca 7.61 ± 0.10 Cb 7.39 ± 0.04 Dc 7.34 ± 0.10 Cc 7.30 ± 0.09 Cc
Mean (n = 6) ± standard deviation. Different capital letters indicate significant differences among the ice creams,
and different lowercase letters indicate significant differences among storage periods (Duncan’s test, p < 0.05).
Y = ice cream with yoghurt culture, Y-WF = ice cream with yoghurt culture and wheat fibre, Y-INU = ice cream
with yoghurt culture and inulin, LR = ice cream with L. rhamnosus, LR-WF = ice cream with L. rhamnosus and
wheat fibre, LR-INU = ice cream with L. rhamnosus and inulin.
Some studies have reported that wheat extracts significantly protected the viability
of Lactiplantibacillus plantarum, L. acidophilus, and Lactobacillus reuteri in culture media
under acidic conditions. This protective effect was associated with the amount of sugar in
the wheat extracts [35]. Additionally, wheat fibre (2%) was shown to promote the viable
counts of B. lactis in ice cream samples [11]. However, the addition of inulin did not
significantly affect the counts of L. bulgaricus, S. thermophilus, and L. rhamnosus in fermented
milk. Similarly, Akalın and Erişir [36] indicated that inulin did not affect the counts of
L. acidophilus and B. animalis BB-12. On the contrary, Akin et al. [13] mentioned the positive
effect of 1–2% inulin on the viability of L. acidophilus and B. lactis in ice creams for 90 days.
Moreover, the same study indicated that inulin did not affect the counts of S. thermophilus
and L. bulgaricus during storage. Carbohydrates in dietary fibre can be selectively fermented
by various probiotic bacteria and used as an energy source. Factors such as culture type,
dietary fibre type and amount, and storage temperature affect the interaction between
dietary fibre and cultures [11,13,35,36].Fermentation 2023, 9, 3 6 of 12
Although ice cream is a suitable product for probiotic bacteria, freezing can cause
a loss of up to 1 log in the viable bacteria count. Possible factors causing a reduction
in the viable cell count during the processing of the mix into ice cream include injury
of cells by freezing, mechanical stress during mixing, and integration of oxygen into
the mix [22,37–39]. The most resistant culture to the freezing process from mix to ice
cream was S. thermophilus, whereas L. bulgaricus was the most vulnerable. This resistance
of S. thermophilus to cold conditions is related to the fatty acid composition of the cell
membrane [15]. The viable cell count of S. thermophilus in the ice creams without dietary
fibre was not changed during the processing of the mixes into ice creams. In contrast,
a decrease in the viable cell count was observed in ice creams with dietary fibre during
this process. The viable cell counts decreased in all samples during 90 days of storage.
S. thermophilus and L. rhamnosus showed higher % viability during storage than L. bulgaricus.
The decrease of L. bulgaricus count and the durability of S. thermophilus during 90 days
with counts above 107 log cfu/g was reported similarly in the study by Akın et al. [13].
An optimum level of initial viable probiotics is one of the key points to ensuring the limit
bacterial count (>6 log cfu/g) until the end of at least 90 days of storage [8,39]. There is no
universally accepted framework for regulating probiotics, so it differs between countries.
However, for a food to be called a probiotic food, the number of living cells is generally
required to be at least 6 or 7 log cfu/mL or g. Similar numbers are also valid for yogurt
bacteria. These values are accepted in various national and regional regulations [40,41]. In
addition to the cell count of the probiotic food per g or mL, the consumption amount is also
important to achieve therapeutic effects. A minimum therapeutic daily dose of 8–9 log cfu,
corresponding to 100 g of a food product containing 6–7 log cfu/g, has been suggested to
induce beneficial probiotic effects [6,42].
Table 2. Viability (%) of bacteria in the yoghurt and probiotic ice creams during storage.
Sample Day 1 Day 30 Day 60 Day 90
Y 94.44 ± 1.33 Ca 92.85 ± 1.38 Da 90.42 ± 1.60 Db 87.92 ± 1.66 Dc
Y-WF L. bulgaricus 94.05 ± 1.42 Ca 92.77 ± 1.30 Dab 91.27 ± 1.44 Db 88.47 ± 1.81 Dc
Y-INU 97.19 ± 0.69 Ba 97.04 ± 1.33 Ba 96.21 ± 1.48 ABa 91.81 ± 1.44 Cb
Y 100.13 ± 1.64 Aa 99.00 ± 1.44 Aab 97.53 ± 1.72 Ab 95.11 ± 1.07 ABc
Y-WF S. thermophilus 98.81 ± 1.15 ABa 98.29 ± 1.29 ABab 97.24 ± 0.52 Abc 95.95 ± 1.65 Ac
Y-INU 98.64 ± 1.39 ABa 97.48 ± 1.35 ABab 96.84 ± 1.03 Ab 94.62 ± 0.74 ABc
LR 97.18 ± 1.65 Ba 94.76 ± 1.13 Cb 94.74 ± 1.10 BCb 93.57 ± 1.92 Bb
LR-WF L. rhamnosus 97.30 ± 1.19 Ba 97.31 ± 1.32 Ba 96.63 ± 0.67 Aab 95.81 ± 0.77 Ab
LR-INU 97.66 ± 1.99 Ba 94.87 ± 1.22 Cb 94.24 ± 1.99 Cb 93.72 ± 1.73 Bb
Viability (%) was calculated by assuming that the mixes had 100% viability of the cultures.
Mean (n = 6) ± standard deviation. Different capital letters indicate significant differences among the ice
creams, and different lowercase letters indicate significant differences among storage periods (Duncan’s
test, p < 0.05). Y = ice cream with yoghurt culture, Y-WF = ice cream with yoghurt culture and wheat fibre,
Y-INU = ice cream with yoghurt culture and inulin, LR = ice cream with L. rhamnosus, LR-WF = ice cream with
L. rhamnosus and wheat fibre, LR-INU = ice cream with L. rhamnosus and inulin.
3.2. Sensory Evaluation
Table 3 shows the sensory scores of the ice creams. There was no statistical difference
among ice cream samples regarding “elongation in spoon”, “iciness”, “degree of sweetness”,
“degree of sourness”, “melting time in mouth”, or “colour and appearance” scores (p > 0.05).
The most liked ice creams in terms of “structure and consistency” were fibre-free yoghurt
ice cream and probiotic ice cream with inulin.
It is known that the acidic taste of yoghurt and probiotic ice creams slightly reduces
the sensory acceptance, mainly the taste; additionally, it is reported that an acidic aroma
is observed at pH 5.6 and flavourings can mask acidic off-flavours [8,38,43]. In this study,
such an effect was not observed due to the low acidity of the yoghurt and probiotic ice
creams, although no flavouring was used.Fermentation 2023, 9, 3 7 of 12
The probiotic ice cream with inulin had the highest scores in terms of “taste and smell”
and “general acceptability”, whereas the yoghurt ice cream with wheat fibre had the lowest
scores in terms of these parameters. No physical or chemical properties were found that
could be positively or negatively related to the “structure and consistency”, “taste and
smell”, and “general acceptability” scores in ice creams.
Table 3. Sensory scores of the yoghurt and probiotic ice creams.
Elongation at Degree of Degree of Melting Time in Colour and Structure and General
Sample Iciness Taste and Smell
Spoon Sweetness Sourness Mouth Appearance Consistency Acceptability
C 4.81 ± 1.39 A 1.79 ± 1.89 A 5.53 ± 0.84 A 2.94 ± 2.02 A 5.02 ± 1.09 A 7.93 ± 0.97 A 7.22 ± 1.03 AB 7.38 ± 1.03 AB 7.33 ± 1.04 ABC
Y 4.44 ± 1.78 A 1.67 ± 0.88 A 5.19 ± 1.00 A 4.15 ± 2.20 A 5.30 ± 1.14 A 8.00 ± 0.88 A 7.56 ± 1.05 A 7.44 ± 1.01 AB 7.44 ± 1.05 AB
Y-WF 4.11 ± 1.69 A 1.89 ± 1.12 A 5.07 ± 0.92 A 4.15 ± 2.23 A 5.19 ± 1.21 A 7.85 ± 1.13 A 6.74 ± 1.63 B 6.44 ± 1.22 C 6.78 ± 1.19 C
Y-INU 4.74 ± 1.70 A 1.56 ± 0.89 A 5.44 ± 1.01 A 3.85 ± 2.11 A 5.22 ± 1.01 A 7.93 ± 1.04 A 7.41 ± 1.15 AB 7.04 ± 1.19 B 7.15 ± 1.06 BC
LR 4.19 ± 1.75 A 1.74 ± 0.94 A 5.15 ± 1.17 A 3.19 ± 2.15 A 5.04 ± 1.29 A 8.07 ± 0.87 A 7.22 ± 1.19 AB 7.59 ± 1.05 AB 7.70 ± 0.78 AB
LR-WF 4.37 ± 1.67 A 1.33 ± 0.78 A 5.44 ± 1.12 A 3.89 ± 2.22 A 5.44 ± 1.12 A 7.81 ± 1.08 A 6.81 ± 1.78 AB 7.22 ± 1.12 B 7.30 ± 1.17 ABC
LR-INU 4.85 ± 1.92 A 1.93 ± 1.00 A 5.44 ± 1.25 A 3.30 ± 2.20 A 5.19 ± 1.39 A 8.11 ± 0.70 A 7.56 ± 1.15 A 7.93 ± 0.78 A 7.81 ± 0.79 A
Mean (n = 6) ± standard deviation. Different letters in the same column indicate significant differences among the
ice creams (Duncan’s test, p < 0.05). C = control, Y = ice cream with yoghurt culture, Y-WF = ice cream with yoghurt
culture and wheat fibre, Y-INU = ice cream with yoghurt culture and inulin, LR = ice cream with L. rhamnosus,
LR-WF = ice cream with L. rhamnosus and wheat fibre, LR-INU = ice cream with L. rhamnosus and inulin.
In addition, there was no difference in the number of L. rhamnosus between the most-
liked probiotic ice cream with inulin and the other probiotic ice creams. In this case, some
aroma compounds formed by L. rhamnosus using inulin may have positively affected the
related scores. It has been reported that inulin can improve the metabolic activity of some
Lactobacillus strains, thus providing different volatile compounds in fermented milk [22].
The number of S. thermophilus in the least-liked ice cream was higher than that in the other
yoghurt ice creams. The aroma compounds formed by a higher number of S. thermophilus
may have decreased the sensory satisfaction [44].
3.3. Physical and Chemical Properties
Table 4 shows the physical properties of the ice creams on the first day of storage. As
expected, adding culture and fibre increased the viscosity of the yoghurt and probiotic
ice cream samples. Applying a certain amount of air (overrun) to the ice cream mix, thus
increasing the oxygen level, creates a critical problem for probiotic bacteria with anaerobic
and microaerophilic properties [45]. For this reason, preserving the viable cell count may be
appropriate by keeping the overrun low. While yoghurt and L. rhamnosus cultures did not
affect the % overrun, dietary fibre decreased the % overrun, possibly positively affecting
the viable cell counts. However, this study did not observe a direct relationship between
overrun and viability due to other factors that may affect viability.
Table 4. Physical and chemical properties of the yoghurt and probiotic ice creams on the first day of storage.
Properties C Y Y-WF Y-INU LR LR-WF LR-INU
Viscosity (Pa.s) 1.08 ± 0.07 d 2.28 ± 0.06 c 2.77 ± 0.03 a 2.69 ± 0.05 a 2.30 ± 0.09 c 2.57 ± 0.09 b 2.53 ± 0.10 b
Overrun (%) 22.6 ± 1.8 a 22.9 ± 2.0 a 15.5 ± 2.2 bc 17.9 ± 2.8 b 22.8 ± 2.9 a 13.6 ± 3.8 c 16.1 ± 2.3 bc
First dripping (sec) 1998 ± 34 b 2053 ± 43 b 2183 ± 49 a 1992 ± 44 b 2007 ± 48 b 2213 ± 42 a 2018 ± 70 b
Complete melting (sec) 3311 ± 55 a 3078 ± 30 c 3017 ± 65 cd 2987 ± 43 d 3259 ± 70 ab 3326 ± 79 a 3225 ± 71 b
Hardness (N) 1.20 ± 0.11 c 1.53 ± 0.10 b 1.78 ± 0.17 a 1.49 ± 0.15 b 1.22 ± 0.11 c 1.44 ± 0.12 b 1.23 ± 0.09 c
Fat destabilisation (%) 12.76 ± 0.55 f 21.81 ± 0.85 b 17.49 ± 0.48 d 10.39 ± 0.55 g 31.43 ± 1.17 a 20.19 ± 0.87 c 14.89 ± 0.47 e
pH 6.56 ± 0.02 a 6.24 ± 0.02 cd 6.23 ± 0.02 d 6.23 ± 0.03 d 6.25 ± 0.03 bcd 6.28 ± 0.02 b 6.27 ± 0.02 bc
Lactic acid (%) 0.21 ± 0.02 c 0.37 ± 0.01 a 0.38 ± 0.02 a 0.37 ± 0.01 a 0.33 ± 0.01 b 0.33 ± 0.01 b 0.32 ± 0.01 b
Total solids (%) 35.09 ± 0.16 e 35.14 ± 0.14 e 36.20 ± 0.19 c 36.70 ± 0.10 a 35.34 ± 0.12 d 36.65 ± 0.15 ab 36.50 ± 0.17 b
Fat (%) 5.82 ± 0.26 a 5.98 ± 0.27 a 5.92 ± 0.22 a 5.85 ± 0.16 a 5.92 ± 0.22 a 5.97 ± 0.20 a 5.95 ± 0.20 a
Mean (n = 6) ± standard deviation. Different letters in the same row indicate significant differences among the ice
creams (Duncan’s test, p < 0.05). C = control, Y = ice cream with yoghurt culture, Y-WF = ice cream with yoghurt
culture and wheat fibre, Y-INU = ice cream with yoghurt culture and inulin, LR = ice cream with L. rhamnosus,
LR-WF = ice cream with L. rhamnosus and wheat fibre, LR-INU = ice cream with L. rhamnosus and inulin.
A low fat content in ice cream accelerates melting, while a low sugar content, on the
hand, has a retarding effect on melting. In this instance, low sugar and fat levels balanced
each other in melting ice cream [33,46]. Akalın et al. [11] reported that wheat fibre-added
ice cream melted later than ice cream without fibre. Similarly, wheat fibre increased theFermentation 2023, 9, 3 8 of 12
first dripping times but decreased the complete melting times in yoghurt and probiotic ice
creams in this study. Inulin was expected to delay dissolution due to its ability to bind the
free movement of water molecules, which is related to its stabiliser effect [13]. However,
1.5% inulin did not affect the first dripping times but slightly reduced the complete melting
times in this study. The addition of yoghurt cultures and wheat fibre increased the hardness
of the ice creams, whereas L. rhamnosus and inulin had no effect.
The consistency of milk increases with fermentation. Thus, the addition of fermented
milk was expected to increase the hardness of ice creams. However, similar to the effect
of adding L. rhamnosus, adding milk fermented with Lacticaseibacillus casei-01 did not
significantly affect the hardness. In addition, it is reported that the low soluble matter
content of dietary fibre provides high water retention and therefore causes an increase in
viscosity, consistency, and the hardness index in ice creams. However, this effect of dietary
fibre on hardness may sometimes be statistically insignificant in ice creams [8,11,22].
The whipping and freezing processes transform some fat in the mix into a three-
dimensional aggregated fat structure. This transformation, which provides structural
integrity, is known as fat destabilisation. An increase in partially coalesced globule clusters
indicates a higher degree of fat destabilization during freezing. The presence of these clus-
ters has a positive and significant effect on the physical properties of ice cream, especially
on melting. The advanced structure of the foam caused by the fat network formed during
fat destabilisation provides a soft ice cream with good melting resistance. Insufficient
destabilisation leads to poor shape retention and rapid melting. At the same time, too much
destabilisation can result in the formation of visible fat granules and ice cream that does not
melt in a reasonable time at consumption temperatures. Whipping and freezing must occur
at the same time to create the desired fat destabilisation. Emulsifiers increase fat destabili-
sation, thereby providing increased physical stabilization [31,34]. Fat destabilisation (%)
was found to be higher in culture-added fibre-free ice creams than in the other ice creams.
Moreover, dietary fibre decreased the fat destabilisation (%) of the ice creams. The “melting
time in the mouth” scores were found to be ‘average’ in the sensory evaluation. In this case,
it can be concluded that the low % fat destabilisation of ice creams did not adversely affect
the sensory melting properties. Bolliger et al. [47] found that ice creams containing a lower
percentage of destabilised fat had faster melting rates. Many researchers have noted that
an increased level of destabilised fat increases the hardness of ice creams, but an increased
level of overrun has an inverse effect on hardness [46]. For the ice creams in this study, low
fat destabilisation and overrun rates may have had a balanced effect on hardness.
The chemical properties of the ice creams on the first day of storage are shown in
Table 4. The pH and % lactic acid values of the control ice cream were 6.56 and 0.21%, respec-
tively, while the yoghurt and probiotic ice creams had 6.23–6.28 pH and 0.32–0.38% lactic
acid. In the literature, the pH of cultured ice creams is generally determined to be 5.0–6.0,
while standard ice cream has a pH near 6.5 [11,48]. The acidity of the ice creams with
yoghurt culture and L. rhamnosus was lower than the values mentioned. It is known that
higher acidity has a negative effect on viability during storage. For this reason, it is assumed
that the balanced acidity of ice creams had a positive effect on the viability of the cultures.
In addition, mild acidity often improves the sensory quality of yoghurt and probiotic ice
creams. The addition of dietary fibre slightly increased the total solids content (%) of the
ice creams, as expected. The total amount of solids is one of the factors that directly affects
the viscosity of the mixture and the hardness of the ice cream. An increase in the amount
of dry matter also increases the viscosity and hardness. The ice cream samples could be
classified as light, with 5.82–5.98% fat content. Fat has a positive effect on ice cream’s
physical stabilisation and melting properties. A decreased amount of fat causes faster
melting, and it may be necessary to balance lower fat content with another factor that will
delay the melting time [8,34].Fermentation 2023, 9, 3 9 of 12
3.4. Thermal Properties
The melting temperatures (Tm) were between −1.15 and 1.88 ◦ C, and the glass transi-
tion temperatures (Tg) were between −30.72 and −28.31 ◦ C in all ice creams. Tm decreased
with culture and dietary fibre. There was no change in the Tg (Table 5). The melting
of ice cream starts around −3 ◦ C. Sweeteners dissolve and lower the mixture’s freezing
point [34,46]. While a typical frozen yoghurt composition contains 15% sugar, this study
used 13% sugar. For this reason, the decrease in sugar content may have increased the
melting temperature. It is recommended to store ice cream below the Tg to maintain the
best stability; the higher the storage temperature above the Tg, the greater the deterioration
in stability [34,49]. Many commercial ice creams have a Tg below −32 ◦ C, but storage at
such low temperatures is not commercially feasible. Furthermore, a storage condition at or
below −25 ◦ C can give a sufficiently slow recrystallisation rate to support extended shelf
life [34]. In this study, the difference between the Tg and the storage temperature decreased
because the Tg of the ice creams was slightly higher than that of commercial ice creams,
indicating the stability could be better preserved during frozen storage.
Table 5. Physical and chemical properties of the yoghurt and probiotic ice creams on the first day of
the storage.
Properties C Y Y-WF Y-INU LR LR-WF LR-INU
Tm (◦ C) 1.88 ± 0.96 a 0.79 ± 0.11 bc −1.15 ± 0.27 e 0.45 ± 0.31 bcd 1.20 ± 0.35 ab −0.09 ± 0.50 d 0.00 ± 0.05 cd
Tg (◦ C) −28.65 ± 1.59 a −28.61 ± 1.04 a −30.72 ± 1.75 a −28.31 ± 1.70 a −28.72 ± 1.04 a −29.68 ± 1.17 a −30.09 ± 0.95 a
Mean (n = 3) ± standard deviation. Different letters in the same row indicate significant differences
among the ice creams (Duncan’s test, p < 0.05). Tm: Melting temperature, Tg: Glass transition temper-
ature, C = control, Y = ice cream with yoghurt culture, Y-WF = ice cream with yoghurt culture and wheat fibre,
Y-INU = ice cream with yoghurt culture and inulin, LR = ice cream with L. rhamnosus, LR-WF = ice cream with
L. rhamnosus and wheat fibre, LR-INU = ice cream with L. rhamnosus and inulin.
3.5. Energy (Calorie) Content
The energy content of the ice cream mixes was 166 kcal/100 g for the control, yoghurt,
and probiotic ice creams without dietary fibre and 168 kcal/100 g for the ice creams with
dietary fibre. The caloric content of the ice cream samples was lower than that of a standard
ice cream, which is approximately 200 kcal/100 g [50].
4. Conclusions
Wheat fibre promoted the best viability of L. rhamnosus for 90 days of storage at −24 ◦ C.
The probiotic ice cream (L. rhamnosus) with inulin had the highest “taste and smell” and
“general acceptability” scores, at 7.93 and 7.81, respectively. In addition, 93.72% viability of
L. rhamnosus was observed in this sample after 90 days of storage. Production of yoghurt
and probiotic ice creams without flavourings and providing above 6 log cfu/g viable cell
count with a single culture of L. rhamnosus can be an economical option. Future studies on
fermented ice creams may prefer simpler methods using fermented flavour in a positive
way rather than masking it. In addition, dietary fiber types and amounts can also be
studied. Adding more dietary fibre to the mix can provide a noticeable change in the physical
properties. Moreover, changes in aroma compounds and their relationship with the sensory
properties can be examined by adding wheat fibre and inulin to yoghurt and L. rhamnosus.
Author Contributions: Conceptualization, E.S., A.A. and S.Ö.Y.; Methodology, E.S., A.A. and S.Ö.Y.;
Validation, E.S., A.A. and S.Ö.Y.; Formal analysis, E.S.; Investigation, E.S., A.A. and S.Ö.Y.; Resources,
E.S.; Data curation, E.S.; Writing—original draft preparation, E.S.; Writing—review and editing,
E.S., A.A. and S.Ö.Y.; Supervision, A.A.; Project administration, A.A.; Funding acquisition, A.A. All
authors have read and agreed to the published version of the manuscript.
Funding: This study was funded by Scientific Research Projects Unit of Sakarya University (Grant
No: 2020-7-25-36).Fermentation 2023, 9, 3 10 of 12
Institutional Review Board Statement: Sakarya University Ethics Committee reviewed the plan of
this study and the committee found that the ice cream samples were suitable for human sensory
evaluation (06/04/2020-E.3964).
Informed Consent Statement: Not applicable.
Data Availability Statement: Not applicable.
Acknowledgments: The authors acknowledge the financial support of Scientific Research Projects
Unit, Sakarya University, for the PhD study of Elif Sezer. The authors also thank Hansen (Kadıköy,
İstanbul, Turkey), Tunçkaya Chemicals (Tuzla, İstanbul, Turkey), and Jelu-Werk (Ludwigsmühle,
Rosenberg, Germany) for donating materials.
Conflicts of Interest: The authors declare no conflict of interest.
References
1. Al, M.; Ersöz, F.; Özaktaş, T.; Türkanoğlu-Özçelik, A.; Küçükçetin, A. Comparison of the effects of adding microbial transglutami-
nase to milk and ice cream mixture on the properties of ice cream. Int. J. Dairy Technol. 2020, 73, 578–584. [CrossRef]
2. Monteiro, S.S.; de Oliveira, V.M.; Pasquali, M.A.d.B. Probiotics in Citrus Fruits Products: Health Benefits and Future Trends for
the Production of Functional Foods—A Bibliometric Review. Foods 2022, 11, 1299. [CrossRef] [PubMed]
3. Zagorska, J.; Paeglite, I.; Galoburda, R. Application of lactobionic acid in ice cream production. Int. J. Dairy Technol. 2022, 75,
701–709. [CrossRef]
4. Akpinar, A.; Saygili, D.; Yerlikaya, O. Production of set-type yoghurt using Enterococcus faecium and Enterococcus durans strains
with probiotic potential as starter adjuncts. Int. J. Dairy Technol. 2020, 73, 726–736. [CrossRef]
5. Molaee Parvarei, M.; Fazeli, M.R.; Mortazavian, A.M.; Sarem Nezhad, S.; Mortazavi, S.A. Comparative effect of probiotic and
paraprobiotic addition on rheological and sensory properties of yoghurt. Int. J. Dairy Technol. 2021, 74, 95–106. [CrossRef]
6. Zendeboodi, F.; Khorshidian, N.; Mortazavian, A.M.; Cruz, A.G. Probiotic: Conceptualization from a new approach. Curr. Opin.
Food Sci. 2020, 32, 103–123. [CrossRef]
7. Hill, C.; Guarner, F.; Reid, G.; Gibson, G.R.; Merenstein, D.J.; Pot, B.; Sanders, M.E. The International Scientific Association for
Probiotics and Prebiotics consensus statement on the scope and appropriate use of the term probiotic. Nat. Rev. Gastroenterol.
Hepatol. 2014, 11, 506–514. [CrossRef]
8. Pimentel, T.C.; de Oliveira, L.I.G.; de Souza, R.C.; Magnani, M. Probiotic ice cream: A literature overview of the technological and
sensory aspects and health properties. Int. J. Dairy Technol. 2022, 75, 59–76. [CrossRef]
9. IDFA (International Dairy Foods Associations). Ice Cream Sales & Trends. Available online: https://www.idfa.org/ice-cream-
sales-trends (accessed on 29 November 2022).
10. Saremnezhad, S.; Zargarchi, S.; Kalantari, Z.N. Calcium fortification of prebiotic ice-cream. LWT Food Sci. Technol. 2020, 120, 108890.
[CrossRef]
11. Akalın, A.S.; Kesenkas, H.; Dinkci, N.; Unal, G.; Ozer, E.; Kınık, O. Enrichment of probiotic ice cream with different dietary fibres:
Structural characteristics and culture viability. J. Dairy Sci. 2018, 101, 37–46. [CrossRef]
12. Di Criscio, T.; Fratianni, A.; Mignogna, R.; Cinquanta, L.; Coppola, R.; Sorrentino, E.; Panfili, G. Production of functional probiotic,
prebiotic, and synbiotic ice creams. J. Dairy Sci. 2010, 93, 4555–4564. [CrossRef] [PubMed]
13. Akın, M.B.; Akın, M.S.; Kirmacı, Z. Effects of inulin and sugar levels on the viability of yoghurt and probiotic bacteria and the
physical and sensory characteristics in probiotic ice-cream. Food Chem. 2007, 104, 93–99. [CrossRef]
14. Hashemi, M.; Gheisari, H.R.; Shekarforoush, S.S. Survival of Lactobacillus acidophilus and Bacillus coagulans in probiotic and low-fat
synbiotic ice-creams. Food Hyg. 2013, 3, 57–65.
15. Béal, C.; Fonseca, F.; Corrieu, G. Resistance to freezing and frozen storage of Streptococcus thermophilus is related to membrane
fatty acid composition. J. Dairy Sci. 2001, 84, 2347–2356. [CrossRef] [PubMed]
16. Urshev, Z.; Ninova-Nikolova, N.; Ishlimova, D.; Pashova-Baltova, K.; Michaylova, M.; Savova, T. Selection and characterisation
of naturally occurring high acidification rate Streptococcus thermophilus strains. Biotechnol. Biotechnol. Equip. 2014, 28, 899–903.
[CrossRef] [PubMed]
17. Rul, F. Yogurt microbiology, organoleptic properties and probiotic potential. In Fermented Foods, 1st ed.; Ray, R.C., Montet, D.,
Eds.; CRC Press: Boca Raton, FL, USA, 2017; pp. 418–450.
18. Al-Sulbi, O.S.; Shori, A.B. Viability of selected strains of probiotic Lactobacillus spp. and sensory evaluation of concentrated yogurt
(labneh) made from cow, camel, and cashew milk. Food Sci. Technol. 2022, 42, e113321. [CrossRef]
19. Demirok, N.T.; Durak, M.Z.; Arici, M. Probiotic lactobacilli in faeces of breastfed babies. Food Sci. Technol. 2021, 42, e24821.
[CrossRef]
20. De Farias, T.G.S.; Ladislau, H.F.L.; Stamford, T.C.M.; Medeiros, J.A.C.; Soares, B.L.M.; Arnaud, T.M.S.; Stamford, T.L.M. Viabilities
of Lactobacillus rhamnosus ASCC 290 and Lactobacillus casei ATCC 334 (in free form or encapsulated with calcium alginate-chitosan)
in yellow mombin ice cream. LWT Food Sci. Technol. 2019, 100, 391–396. [CrossRef]
21. Abghari, A.; Sheikh-Zeinoddin, M.; Soleimanian-Zad, S. Nonfermented ice cream as a carrier for Lactobacillus acidophilus and
Lactobacillus rhamnosus. Int. J. Food Sci. Technol. 2011, 46, 84–92. [CrossRef]Fermentation 2023, 9, 3 11 of 12
22. Balthazar, C.F.; Silva, H.L.; Esmerino, E.A.; Rocha, R.S.; Moraes, J.; Carmo, M.A.; Cruz, A.G. The addition of inulin and Lactobacillus
casei 01 in sheep milk ice cream. Food Chem. 2018, 246, 464–472. [CrossRef]
23. Gao, J.; Li, X.; Zhang, G.; Sadiq, F.A.; Simal-Gandara, J.; Xiao, J.; Sang, Y. Probiotics in the dairy industry—Advances and
opportunities. Compr. Rev. Food Sci. Food Saf. 2021, 20, 3937–3982. [CrossRef]
24. Alander, M.; Korpela, R.; Saxelin, M.; Vilpponen-Salmela, T.; Mattila-Sandholm, T.; Von Wright, A. Recovery of Lactobacillus
rhamnosus GG from human colonic biopsies. Lett. Appl. Microbiol. 1997, 24, 361–364. [CrossRef] [PubMed]
25. ISO 7889: 2003 (IDF 117: 2003); Yoghurt: Enumeration of Characteristic Microorganisms: Colony-Count Technique at 37 degrees
C. International Organization for Standardization: Geneva, Switzerland, 2003.
26. Stone, H.; Bleibaum, R.N.; Thomas, H.A. Affective Testing. In Sensory Evaluation Practices, 4th ed.; Stone, H., Bleibaum, R.N.,
Thomas, H.A., Eds.; Academic Press: Cambridge, MA, USA, 2012; pp. 291–325. [CrossRef]
27. Dervisoglu, M.; Yazici, F.; Aydemir, O. The effect of soy protein concentrate addition on the physical, chemical, and sensory
properties of strawberry flavored ice cream. Eur. Food Res. Technol. 2005, 221, 466–470. [CrossRef]
28. Ayar, A.; Siçramaz, H.; Öztürk, S.; Öztürk Yilmaz, S. Probiotic properties of ice creams produced with dietary fibres from
by-products of the food industry. Int. J. Dairy Technol. 2018, 71, 174–182. [CrossRef]
29. Cottrell, J.I.; Pass, G.; Phillips, G.O. Assessment of polysaccharides as ice cream stabilisers. J. Sci. Food and Agric. 1979, 30,
1085–1088. [CrossRef]
30. Ilansuriyan, P.; Shanmugam, M. Rheological, physiochemical and sensory properties of no fat to high fat ice creams samples
prepared using stabiliser/emulsifier blends created with liquid and powder polysorbate-80. Int. Food Res. J. 2018, 25, 2579–2584.
31. Rossa, P.N.; Burin, V.M.; Bordignon-Luiz, M.T. Effect of microbial transglutaminase on functional and rheological properties of
ice cream with different fat contents. LWT Food Sci. Technol. 2012, 48, 224–230. [CrossRef]
32. Association of Official Analytical Chemists (AOAC). Official Methods of Analysis of the Association of Official Analytical Chemists;
AOAC: Washington, DC, USA, 2019; Available online: https://www.aoac.org/official-methods-of-analysis-21st-edition-2019/
(accessed on 29 November 2022).
33. Kavaz Yuksel, A. The effects of Blackthorn (Prunus Spinosa L.) addition on certain quality characteristics of ice cream. J. Food Qual.
2015, 38, 413–421. [CrossRef]
34. Goff, H.D.; Hartel, R.W. Composition and formulations. In Ice Cream, 2nd ed.; Goff, H.D., Hartel, R.W., Eds.; Springer: Boston,
MA, USA, 2013; pp. 19–44. [CrossRef]
35. Charalampopoulos, D.; Pandiella, S.S.; Webb, C. Evaluation of the effect of malt, wheat and barley extracts on the viability of
potentially probiotic lactic acid bacteria under acidic conditions. Int. J. Food Microbiol. 2003, 82, 133–141. [CrossRef]
36. Akalın, A.S.; Erişir, D. Effects of inulin and oligofructose on the rheological characteristics and probiotic culture survival in
low-fat probiotic ice cream. J. Food Sci. 2008, 73, M184–M188. [CrossRef]
37. Hagen, M.; Narvhus, J.A. Production of ice cream containing probiotic bacteria. Milchwissenschaft 1999, 54, 265–268.
38. Davidson, R.H.; Duncan, S.E.; Hackney, C.R.; Eigel, W.N.; Boling, J.W. Probiotic culture survival and implications in fermented
frozen yogurt characteristics. J. Dairy Sci. 2000, 83, 666–673. [CrossRef]
39. Haynes, I.N.; Playne, M.J. Survival of probiotic cultures in low-fat ice-cream. Aust. J. Dairy Technol. 2002, 57, 10–14.
40. De Simone, C. The unregulated probiotic market. Clin. Gastroenterol. Hepatol. 2019, 17, 809–817. [CrossRef] [PubMed]
41. Kycia, K.; Chlebowska-Śmigiel, A.; Szydłowska, A.; Sokół, E.; Ziarno, M.; Gniewosz, M. Pullulan as a potential enhancer of
Lactobacillus and Bifidobacterium viability in synbiotic low fat yoghurt and its sensory quality. LWT Food Sci. Technol. 2020, 128,
109414. [CrossRef]
42. Buriti, F.C.; da Rocha, J.S.; Assis, E.G.; Saad, S.M. Probiotic potential of Minas fresh cheese prepared with the addition of
Lactobacillus paracasei. LWT Food Sci. Technol. 2005, 38, 173–180. [CrossRef]
43. Guner, A.; Ardıc, M.; Keles, A.; Dogruer, Y. Production of yogurt ice cream at different acidity. Int. J. Food Sci. Technol. 2007, 42,
948–952. [CrossRef]
44. Undugoda, L.J.S.; Nilmini, A.H.L. Effect of lactic acid microbial ratio of yoghurt starter culture in yoghurt fermentation and
reduction of post acidification. J. Food Ind. Microbiol. 2019, 5, 1–6.
45. Champagne, C.P.; Gardner, N.J.; Roy, D. Challenges in the addition of probiotic cultures to foods. Crit. Rev. Food Sci. Nutr. 2005,
45, 61–84. [CrossRef]
46. Muse, M.R.; Hartel, R.W. Ice cream structural elements that affect melting rate and hardness. J. Dairy Sci. 2004, 87, 1–10. [CrossRef]
47. Bolliger, S.; Kornbrust, B.; Goff, H.D.; Tharp, B.W.; Windhab, E.J. Influence of emulsifiers on ice cream produced by conventional
freezing and low-temperature extrusion processing. Int. Dairy J. 2000, 10, 497–504. [CrossRef]
48. Hekmat, S.; McMahon, D.J. Survival of Lactobacillus acidophilus and Bifidobacterium Bifidum in ice cream for use as a probiotic food.
J. Dairy Sci. 1992, 75, 1415–1422. [CrossRef] [PubMed]
49. Deosarkar, S.S.; Khedkar, C.D.; Kalyankar, S.D.; Sarode, A.R. Ice cream: Uses and method of manufacture. In Encyclopedia of Food
and Health, 1st ed.; Caballero, B., Finglas, P.M., Toldra, F., Eds.; Elsevier: Waltham, MA, USA; London, UK, 2016; pp. 391–397.
50. Khan, S.; Rustagi, S.; Choudhary, S.; Pandey, A.; Khan, M.K.; Kumari, A.; Singh, A. Sucralose and maltodextrin-an alternative to
low fat sugar free ice-cream. Biosci. Biotechnol. Res. Commun. 2018, 11, 136–143. [CrossRef]Fermentation 2023, 9, 3 12 of 12 Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content.
You can also read

















































