Electronic Paper-free Temperature Monitoring
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Electronic Paper-free
Temperature
Monitoring By Tim Gamble
Making compliance simple, robust and cost effective for everyone,
not just the big boys.
W
e all know the seriousness of a
food borne illness event. The
costs to a foodservice operator in
terms of human suffering caused,
legal defence against prosecution, damage
to valuable brands and consequent disaster
recovery PR campaigns can be immense.
Best practice automated temperature moni-
toring systems can significantly reinforce
even the best food safety systems, bringing
far greater assurance that such an event will
not occur. If it does, they can provide solid
evidence at law, eliminating doubts that
might be cast on hand written charts. They
can save money too, by reducing the team
workload, helping to avoid a costly food loss,
and highlighting plant faults before they
become expensive repairs.
It is often thought that automated sys-
tems are only of value to large organisations
with sophisticated production facilities and
large numbers of cold rooms, fridges and
An operator checks the live temperature view on a wireless monitoring system. freezers. The fact is that today's technology
makes affordable solutions available to even
the smallest operator. They range from using
smart phones and other handheld devices,
to installing wireless networks that can
gather site wide information. Multi-site solu-
tions for chains such as quick service res-
taurants, pubs and sandwich bars are also
available via internet or intranet.
78 theconsultant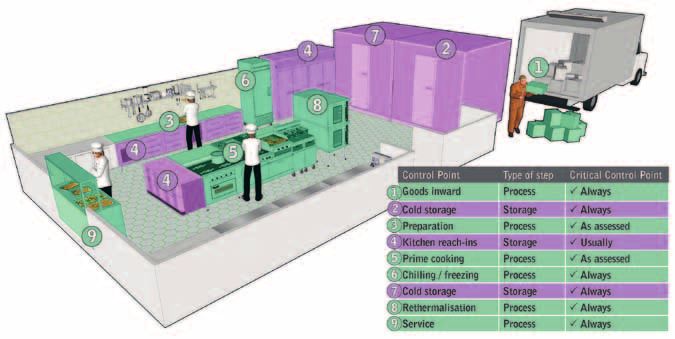
Electronic Paper-free Temperature Monitoring
Need for temperature history ensure that food which may have become Table comparing manual
paper chart methods
records unsafe does not reach the customer. Possible
with using a hand held
Compliance, across the EU and much of corrective actions include destroying the device.
the world, is based on the HACCP food food, returning it to the supplier, using it
safety model. The two fundamental legs of within a safe timeframe, moving it to a safe
HACCP are temperature control (to kill environment and so on, according to risk
bacteria or prevent its growth) and hygiene and circumstances. Good solutions em-
practices (to detect or prevent contamina- power front line staff to take the appropriate
tion). Of these, temperature control is by actions quickly and effectively.
far the most demanding in terms of routine Also important are ‘Preventative Ac-
monitoring and recording, day in day out. tions’. These are more considered initiatives
Temperature control begins at the back to proactively prevent re-occurrence of the
door and ends with service to the cus- breach. Possible preventative actions in-
tomer. In between there are two key tem- clude organising repairs to refrigeration,
perature requirements. Firstly, food must re-training staff on the correct loading of
be stored within safe temperature limits. fridges, reviewing instructions on re-heat-
Secondly, it must be processed to achieve ing food, and so on. Preventative actions
safe temperature limits. The steps at which are best decided daily or at other regular
this is done are Critical Control Points intervals during a review of critical events
(CCPs). Historical records must be kept to that have occurred.
verify these temperatures. Automated systems comprise integrated
Storage temperatures need to be recorded hardware, firmware and software solutions
two or three times daily. Process tempera- that make dealing with all these chal-
tures should be recorded for each identifiable lenges and disciplines simple to execute for
batch of food. Both sets of records should all members of the foodservice team.
accurately show what was checked, where it
was checked, when it was checked, and who Available automatic methods
checked it. In other words they must have Process temperature monitoring can, in
integrity, traceability and accountability. most cases, be conducted efficiently and
Food safety is proactive. Recording time effectively by checking food samples using
and temperature on a chart can be self in- a handheld data collection device in con-
criminating if 'Corrective Action' is not junction with a wireless or cable (plug-in)
taken and recorded when a breach of safe linked probe. This is an audit process prov-
temperature limits arises. Corrective actions ing that target temperatures have been
2012 Issue Three 79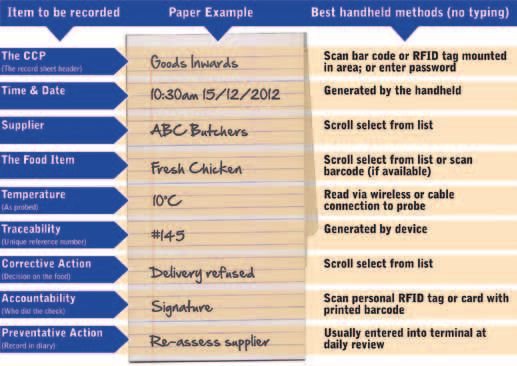
Electronic Paper-free Temperature Monitoring
A typical kitchen layout maintained or achieved during the process. end of each process with a digital thermom-
showing food storage Some items of process equipment such as eter and then transcribing the temperature,
and process Critical
Control Points. combination ovens, blast chillers and re- along with other relevant information, on
thermalisation carts will have integrated to a pre-designed paper chart. As already
methods for data collection and reporting. mentioned automated solutions for this
This data is extremely valuable for demon- purpose are based around handheld devices
strating that temperatures have been used with a wireless or cable linked probe.
safely managed during the process. The devices might be PDAs, smart phones or
While such data can usually be relied upon tablet computers or alternatively, they might
day to day, a check of the product at the end be hand readers specifically designed for the
of cooking, chilling or rethermalising will kitchen. Temperatures are logged automati-
confirm that the manufacturer's controls cally in the handheld. Related traceability
are continuing to deliver the end results that and accountability data (CCP location, batch
they are actually reporting, and will inte- number, the operator taking the reading,
grate these end temperatures into the over- etc.) can be input automatically by scanning
all temperature monitoring system. a bar code or an RFID tag, by scroll-selecting
Storage temperature monitoring is again from a pre-established list, or by free typing
an audit process to ensure that refrigeration (best avoided for control and efficiency rea-
and other storage control systems are main- sons). Time and date will be maintained
taining the required food temperatures within the device.
over time. It can be achieved using one of Once collected the data can be trans-
three alternative methods, or a combina- ferred to a central temperature monitoring
tion of them. Firstly, food samples or database via a variety of methods including
simulants stored within appliances can be GSM, Wi-Fi or docking cradle.
physically probed using handheld devices; When selecting a handheld device not
secondly, data can be physically collected specifically designed for the kitchen a
from data loggers installed in them; or number of factors need to be considered.
thirdly, data can be centrally collected on It should be ensured that they are built to
a continuous basis via wireless networks. hygienically safe standards. They should
The remainder of this article looks at not have exposed grooves, recharge ports,
how these methods might be employed. USB ports or other orifices that constitute
food traps. They should survive drop tests
Process temperature monitoring and should have limited alternative uses
using hand probing and logging to avoid pilferage. Industrially built PDA’s
Traditional paper based solutions involve with protective hygienic membrane covers
probing samples of each batch of food at the tend to qualify better in this regard. Sim-
80 theconsultant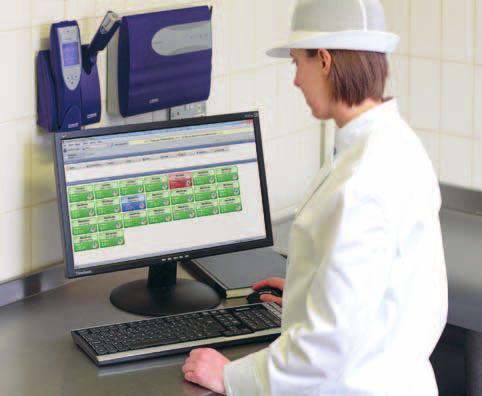
Electronic Paper-free Temperature Monitoring
plicity, speed and accuracy of use, and se-
curity of data are further aspects to con-
sider. Wireless connections from handheld
to probe tend to be more hygienic and less
damage prone than cable connections and
give greater flexibility of use.
Storage temperature monitoring
using hand probing and logging
Handheld devices and probes can likewise
be used to collect all the necessary data
from cold rooms, reach-in fridges and freez-
ers and other storage appliances in the
same way and using the same principles as
described above for collecting process tem-
peratures. This makes an automated
HACCP compliant total temperature solu-
tion available to even the smallest operator
at a relatively modest cost.
Good practice requires that the tem-
perature of a food sample or a pack of food They log temperatures continuously at A hand reader being
regular intervals. used for checking a
simulant gel within each storage appliance process temperature
is physically sampled and recorded at least It is preferable to select loggers that can with a wireless probe
twice daily. With manual systems, a com- be permanently mountable in the appli-
mon but dangerous short cut is simply to ance and read with a handheld, tablet or
read and write down the air temperature computer for download to the temperature
shown on an appliance’s digital display. monitoring database. Ideally, the data col-
This may be very different from the food lection device should be brought to the
temperature. This is because the air sensor logger for download, not vice versa. If log-
involved is generally installed next to the gers are loose on a shelf there is always the
evaporator to manage the cycling of the doubt that they might not have been left
refrigeration plant. If a fridge or cold room in the specific appliance to which they are
is overloaded and air circulation is re- assigned. Loggers that can be read by a
stricted, the food in the body of the storage handheld device over a wireless link rather
space could be at a significantly high tem- than by cable connection will streamline
perature. The mass of the food will, in any the data collection process.
event, move more slowly in temperature The advantage of loggers over handheld
than that of the refrigerated air. probing is that they generally carry alert
There is often a temptation to fudge lights to indicate a breach of temperature
hand written records if the task is forgotten limits, alerting the operator to the fact that
or overlooked under the pressure of meet- an event has occurred between visits to the
ing production or service targets. This appliance. The data, once collected, will
leaves the data open to question. Use of a indicate the extent of the breach in both
handheld device with RFID location tag- time and temperature. This helps with de-
ging or barcode proves that the appliances termining the appropriate corrective action.
were actually visited at the time shown on It can often help avoid the extreme correc-
the records. This rightly ensures the task is tive action of wasting the stored food.
given high priority as part of daily routines. Loggers also enable the temperature
profile of the appliance to be presented
Storage temperature monitoring graphically, highlighting any plant perfor-
using data loggers mance issues such as excessive compressor
Data loggers represent an alternative cycling or unnecessarily low average tem-
method for monitoring storage tempera- peratures causing plant wear and energy
tures. These are mounted within the appli- wastage. This is important for determining
ance amongst the food, out of the airflow. preventative actions.
2012 Issue Three 81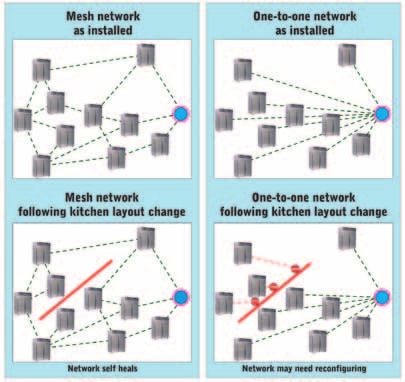
Electronic Paper-free Temperature Monitoring
About automated food
simulation
Food simulation should be based
on documented research such as
G Tucker: ‘Guidelines for the use of
Thermal Simulation Systems in the
Chilled food Industry’ Campden &
Chorleywood food research As-
sociation, January 1995. This looks
at cooling curve characteristics of
a variety of packs and sizes of dif-
ferent foodstuf f s. It can b e
achieved by embedding the sen-
sor in a simulant compound sup-
plemented where necessary with
a suitable damping algorithm.
Storage temperature monitoring full of food can be extremely valuable, and
using a wireless network food loss can disrupt service significantly.
Wireless temperature monitoring involves When selecting a system, the effective-
creating a wireless network of critical cold ness of the alert management features
rooms and appliances, so that data is should be carefully considered. Options for
brought back continuously and without propagating the alert can include monitor
human intervention to a central monitor- screen pop ups, email messages, SMS text
ing base station. messages and electronic message boards
Wireless provides all the benefits of data placed strategically in the kitchen. The
logging without the need to visit each ap- software should have options to allow only
pliance twice daily. Typically a large site those authorised to deal with alerts to do
with around 80 cold rooms and appliances so, and for escalation of messages to go to
could save one full time equivalent. Having more senior team members if they are not
A cold room full of
said this, less frequent and less time con- dealt with promptly. Features that ‘block
food can be ex- suming routine visits are always necessary, out’ nuisance alerts can also be important,
tremely valuable, at intervals determined by risk, to check otherwise credibility is lost and problems
and food loss can cleanliness, product expiry dates and prod- might get ignored (the ‘cry wolf’ syn-
uct condition (cooked not stored with raw drome). Most important amongst these
disrupt service features are time delays after a limit is
and so on).
significantly. Wireless temperature monitoring de- breached. Without time delays temporary
pends on temperature sensors and trans- aberrations, for example during heavy us-
mitters installed in each appliance. The age periods when fridge doors are con-
sensor should be placed amongst the food, stantly opening and closing, will create
out of the airflow, as for data loggers. Paral- repetitive nuisance alerts. Lock outs during
leling the concept of probing a simulant defrost are also valuable for cold rooms, as
gel, it is essential that it should transmit a are lock outs for appliances only used dur-
simulated food temperature, not the air ing busy periods. Out of use periods are
temperature that fluctuates according to best identified by centrally monitoring
circumstances. Both loggers and sensors whether or not the appliances are powered
that perform this function are available. up, but they can also be managed by sched-
A highly valuable feature of wireless uling ‘in use’ meal periods on the software.
monitoring is that alerts can be raised and Certain systems come with diagnostics
propagated as and when temperature options over and above those available
breaches occur. This enables prompt correc- from data logging. These can also help with
tive action to save the food by moving it to determining preventative actions. Door
an alternative storage location. A cold room open monitoring on cold rooms can estab-
82 theconsultant
Electronic Paper-free Temperature Monitoring
Technology Compliance Frequency Benefits Weaknesses
Generic ‘Radio’ or ‘Wireless’ MPT1340 license exempt and 433mHz Good potential range. Used by multiple devices and
one-to-one network similar 458mHz Low cost. systems so can be interference
Widely used RF solution for prone.
many applications Generic nature of this band
makes performance very specific
t o e a c h m a n u f a c t u r e r ’s
implementation. Generally uses
a ‘one-to one’ wireless link to
base station, not ‘mesh’
ZigBee® Mesh IEE 802.15.4 2.4 Ghz Proprietary, robust, selfhealing Initial network set up can be
‘mesh’ network. Harmonised to more technical for larger
co-exist with other IEEE 802 systems
series technologies (Bluetooth,
Wi-Fi) without interference
Wi-Fi IEEE 802.11 2.4 Ghz Widely recognised and accepted Unpredictable performance in
for IT purposes. Infrastructure kitchen environment.
will often already exist on site. May raise network security
concerns with IT.
lish if staff need re-educating on the need
to keep them closed (it can also be used to
detect pilferage if doors are opened out of
hours). Compressors, valves, fans and gas
leaks can be monitored to see if refrigera-
tion maintenance is required. Humidity
can be monitored to detect the likelihood
of moist air entering the room, then con-
densing and freezing on evaporators reduc-
ing their effectiveness.
Care should be taken ensuring data se-
curity and protection. Systems should back
up data at the base station. They should
not deliver data direct to a host PC unless
it is always turned on or to a network which
could suffer downtime. Reports should be
encrypted or protected to prevent the pos-
sibility of tampering.
There are a number of wireless tech-
nologies available, and their strengths and
weaknesses are assessed in the above table.
Environments such as kitchens contain- interference developing, hence healing the Top: Table comparing
ing lots of stainless steel can deflect sig- disrupted network. By contrast, most ge- technologies for wireless
temperature monitoring
nals, so that black out areas can develop neric open access networks are ‘one-to-
and change somewhat unpredictably one’, with each appliance transmitting Under: Wireless self-
healing mesh networks
within the kitchen, particularly if appli- direct to the base station. These are best
versus traditional one-to-
ances are re-positioned or barriers are cre- installed with a number of strategically one technology
ated. ZigBee ‘mesh’ networks are specifi- located sub base stations or signal repeaters
cally designed to be 'self healing' in this in anticipation of possible kitchen layout
circumstance. The transmitter/receivers in changes or other interference.
each appliance relay data from one to the The illustration above compares the pos-
next across a wireless grid. Any data which sible loss of signal from certain appliances
cannot find a direct route to the base sta- resulting from a ‘black spot’ created by a
tion due to distance or black spot is auto- newly established barrier of stainless steel
matically routed through one or more on a one-to one wireless network, with the
other appliances on this grid. This route continuity provided in this same circum-
will change in response to black spots or stance by a self healing mesh network.
2012 Issue Three 83
Electronic Paper-free Temperature Monitoring
Solutions for multiple outlets could be used for checking food from re-
and multiple sites thermalisation carts or ovens at service.
An important consideration in selecting an Data would then be brought back to a
overall food storage and processing solu- central database over the hospital intranet.
tion is whether it allows the various meth- This will enable site wide reporting of
ods (probing, logging and wireless) to be temperature histories, breaches and correc-
mixed and matched from a single database. tive actions, with daily senior level sign off
For example a hospital with a central of a single 'critical events log' designating
kitchen and satellite ward kitchens could any appropriate preventative actions.
use wireless monitoring for the central Multi-site solutions are also available
facility and handhelds at ward level, where for chains such as quick service restau-
data loggers could be installed in the rants, pubs, and sandwich bars utilising
fridges or freezers. The same handhelds client intranets. These enable data to be
84 theconsultantElectronic Paper-free Temperature Monitoring
viewed and stored centrally and securely for the entire enterprise. They can
also ensure enterprise conformity of critical limits, alert time delays and
other set up parameters. Access to this data by central food safety and IT
support teams, internal and external auditors, refrigeration contractors and
other stakeholders can deliver high value results that deliver substantial cost
Hackman
savings while increasing protection of customers, reputations and brands.
Bringing it all together
Handheld solutions can fully replace paper trail systems to provide elec-
tronic automated temperature monitoring solutions to HACCP requirements
for food, both while stored or in process. They can deliver robust, more de-
pendable temperature history data with full integrity accountability and
traceability. They can save time and greatly facilitate decision making on
corrective actions for front line staff. They can do this cost effectively for the
smallest of operators.
Introducing data loggers instead of food or simulant probing can automate
storage temperature monitoring further, enabling more informed and poten-
tially less costly corrective actions to be taken. Loggers can save more time
and can introduce diagnostics to help decide on the most appropriate preven-
RH
tative actions. Loggers are still a very affordable solution for smaller operators,
particularly if they can be read by the same handheld device used for probing
food at process CCPs.
Employing wireless networked monitoring for food storage temperatures
enables the propagation of real time alerts which in turn facilitates prompt
1/3 page
corrective actions to save costly food before it’s too late. It saves a significant
amount of time visiting appliances. It can also provide detailed diagnostic
information in respect of poor staff practices and refrigeration plant malfunc-
tion, leading to important preventative actions such as staff re-training,
maintenance to refrigeration plant and supplier re-assessments.
Areas and sites can be linked together across an intranet to provide easy
data access for designated stakeholders. This can be for audit, system support,
and maintenance purposes. Multi-site solutions can also include secure cen-
tralised off site data back up and storage.
In summary, automated electronic solutions can be tailored to all situa-
tions, protecting customers and eliminating reliance on error-prone and
sometimes forgotten or fudged hand-written records. They offer a robust
due diligence defence at law, and a reliable information base for disaster
recovery PR campaigns. Time can be saved collecting data, and money can
be saved from averted stock losses, pre-emptive plant maintenance and
reduced energy consumption. Last but not least, trees and vital storage space
can be saved as well!
Tim Gamble is founder, Chairman and Managing Director of Monika. He has
represented Allied Members on the UK and Ireland, EAME and Worldwide
Executives and Boards. He can be reached at tgamble@monika.com.
2012 Issue Three 85You can also read