EFFECT OF THE HEAT TREATMENT ON THE MECHANICAL PROPERTIES OF A PRECIPITATION HARDENING STEEL FOR LARGE PLASTIC MOLDS
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Memorie >> Trattamenti termici
EFFECT OF THE HEAT TREATMENT ON
THE MECHANICAL PROPERTIES OF A
PRECIPITATION HARDENING STEEL
FOR LARGE PLASTIC MOLDS
D. Firrao, P. Matteis, G. M. M. Mortarino, P. Russo Spena, M. G. Ienco, G. Pellati,
M. R. Pinasco, R. Gerosa, G. Silva, B. Rivolta, M. E. Tata, R. Montanari
Continuously growing activity in the area of the engineering plastics led to the necessity of developing
new low-cost, high-performance plastic mold steels. In fact, when it is necessary to fabricate large plastic
components, such as bumpers and dashboards for motor vehicles, the traditionally adopted ISO 1.2738 plastic
mold steel exhibits low fracture toughness and highly inhomogeneous microstructures (continuously varying
from surface to core), as obtained from the pre-hardening (quenching and tempering) of large blooms. New
alloys and alternative manufacturing routes may allow to obtain plastic injection molds with good mechanical,
wear and weldability properties. Precipitation hardening tool steels are being proposed for such an application,
yielding improved mechanical properties and lower overall costs and lead-time. A precipitation hardenable
steel, developed for injection molding of large engineering polymer components, was investigated.
The microstructures and the mechanical properties of the precipitation hardenable steel bloom were
investigated after the steelwork heat treatment. Moreover, the strengthening mechanism by means of aging
heat treatments was examined on samples subjected either to the steelwork heat treatment only, or also to a
successive laboratory heat treatment. To the purpose, X-rays diffraction and EDS analyses were carried out in
order to indentify second phases electrochemically extracted from aged and not aged samples.
KEYWORDS: plastic mold steel, precipitation hardening, metallography, mechanical properties, fracture toughness,
fractography
INTRODUCTION steel grade is the most used steel. Due to the large section, blooms
of the above steel exhibit after, heat treatment, inhomogeneous
Large steel molds are employed in injection molding processes to microstructures and mechanical properties continuously varying
fabricate massive plastic automotive components (such as bump- from the surface to the core of the bloom; impact notch strength
ers and dashboards), by using glass-reinforced thermoplastic pol- and fracture toughness are everywhere quite low (at the 10 J and
ymers. During the service, several stresses act on a plastic mold: 40 MPa√m level, respectively [2]). Moreover, the ISO 1.2738 steel
polymer’s injection pressure, mechanical and thermal fatigue (a is difficult to weld (1.16 carbon equivalent index [3]), although
few millions of pieces can be fabricated with one mold), and wear weld bed deposition operations are usually necessary to modify
from reinforced resin flows; stresses can be further enhanced by the mold face, also to extend the service life during model re-
notch effects and by abnormal shop operations. vamping.
The molds are commonly machined from large quenched and Several precipitation hardening steels have been proposed as an
tempered blooms, typically with 1x1 m cross-section and more alternative, with the aim of yielding more uniform microstruc-
than 1 m length. The ISO 1.2738 (or 40CrMnNiMo8-6-4 [1]) alloy tures and better properties throughout the mold sections, and to
improve weldability (a carbon content lower than 0.4% may be
Donato Firrao, Paolo Matteis, Giovanni M. M. Mortarino, adopted).
Pasquale Russo Spena The P21 [4,5] standard grade steel, for example, contains 0.2% C,
Politecnico di Torino, Italy 4% Ni, 1.2% Co, and lower amounts of V, Al, Mn, Si, Cr [4]; yet,
Maria G. Ienco, Gabriella Pellati, Maria R. Pinasco most grades are proprietary and not disclosed in detail [6]. The
Università di Genova, Italy solubilization temperature can be subcritical, as for the P21 grade
Riccardo Gerosa, Giuseppe Silva, Barbara Rivolta
Politecnico di Milano, Italy
[4,7] (albeit after an hypercritical annealing [7]), or hypercritical,
Maria E. Tata, Roberto Montanari for some proprietary grades, whereas the aging temperature is al-
Università di Roma Tor Vergata, Italy ways subcritical (e.g. 530 °C for the P21 grade [4,7]), and therefore
yields only very limited dimensional variations. The final (serv-
la metallurgia italiana >> aprile 2009 1Trattamenti termici
Memorie >> Trattamenti termici
a b
c d
s
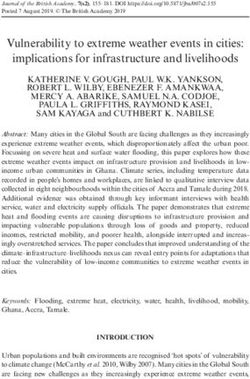
Fig. 2
As-received bloom microstructure: homogeneous bainite modified by tempering microscopy. Picral (a) and Nital (b,c,d)
etch. Optical microscopy at increasing magnifications (a,b,c) and electron microscopy (d).
Microstruttura del blumo allo stato di fornitura: bainite omogenea modificata dal rinvenimento. Attacco Picral (a) e Nital (b,c,d). Micro-
scopia ottica ad ingrandimento crescente (a,b,c) e microscopi elettronica (d).
Moreover, some samples were subjected to the following labora- fracture surfaces of tensile and fracture toughness samples were
tory re-heat-treatment: austenitization/solubilization at 1050 °C, examined by Scanning Electron Microscopy (SEM).
water quenching, double tempering at 400 °C. X-ray diffraction and EDS analyses were performed on electro-
Sets of either as-received or laboratory re-heat-treated samples chemically extracted second phases (carbides and inclusions), in
were then aged at three different temperatures: 470, 510, or 550 order to detect the nature of the particles precipitated during the
°C. Different samples of each set were extracted from the fur- aging heat treatment. The sample was dissolved in ethanol and
nace after aging durations increasing up to 8 hours, and water hydrochloric acid (10% vol.), the undissolved second phases were
quenched. collected on a filter (0.1 mm mesh size), and the filter was subject-
The microstructure was examined by optical and electronic mi- ed to X-ray diffraction analysis (Co-Kα radiation). For compari-
croscopy, after Nital or Picral [10] etch, and the austenitic average son, the same analysis was carried out on an unused filter. EDS
grain size was measured by using the circular intercept method analyses was performed on compacted second phase powder.
[11], after Bechet-Beaujard [12] etch.
Standard tensile tests, plain-strain fracture toughness tests, Char- RESULTS
py-V impact tests, Vickers hardness tests, and FIMEC (Flat top cy-
lindrical Indentations for Mechanical Characterization) test were Microstructures
performed upon samples cut from the steel bloom, either in the After the steelwork heat treatment, the as-received microstruc-
as-received state or after the above described re-heat treatments. ture is homogeneous bainite, modified by tempering (Fig. 2).
The reported hardness values are averages of 3 indentations. Small randomly distributed carbide particles, not completely
Fracture toughness tests were performed on 35 mm thick SENB resolved by optical microscopy, are present in the bainitic
(Single Edge Notch Bend) specimens [13]. The FIMEC indenta- matrix, probably Mo and V carbides. The previous austenite
tion tests [14,15,16,17] were performed with a flat cylindrical in- grain boundaries are clearly evident (Fig. 2c,d), probably due
denter (1 mm diameter) and a 1.66 µm/s displacement rate. The to the occurrence of a precipitated carbides layer, not always
la metallurgia italiana >> aprile 2009 3Trattamenti termici
Memorie >> Trattamenti termici
b
d s
Fig. 6
Filter and filter-plus-carbides diffraction spectra
of re-heat treated sample aged at 550 °C for 440 min;
diffraction peaks of η-MoC (PDF # 08-0384) and V8C7
(PDF # 35-0786).
Spettri di diffrazione di un filtro vuoto e del filtro con
carburi del campione ri-trattato ed invecchiato a 550
°C per 440 min; picchi di diffrazione di η-MoC (PDF #
8-384) e V8C7 (PDF # 35-786).
s
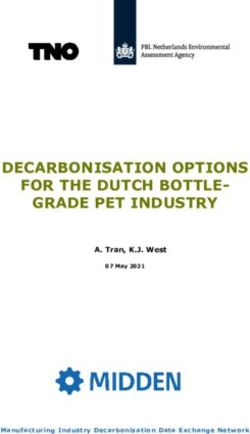
Fig. 7
Effect of the aging temperature and duration on the
s hardness of the as received and re-heat-treated material.
Effetto della temperatura e della durata dell’invecchiamento
Fig. 5
sulla durezza del materiale allo stato di fornitura e ri-trattato.
Amount of detectable carbides (from SEM
observations) during aging of either as-received or
re-heat-treated samples, as a percentage of the others elements, such as V, Fe, Cr, Si.
amount observed before aging, as a function of the
aging duration and temperature, for different carbide Mechanical tests
morphologies (continuous lines - elongated carbides, The results of the tensile and fracture toughness tests are listed
and dashed lines - small carbides). in Tab. 2 and 3, and compared with the previously assessed
Quantità di carburi rilevabili (da osservazioni SEM) properties of the ISO 1.2738 steel [2]. In particular, the fracture
durante l’invecchiamento di campioni o in stato di toughness value of the examined steel in the as-received con-
fornitura, o ri-trattati, come percentuale della quantità dition is somewhat higher than that of the ISO 1.2738 steel,
osservata prima dell’invecchiamento, in funzione della whereas the tensile properties are comparable.
durata e temperatura dell’invecchiamento, per diverse The hardness curves relative to the age hardening heat treat-
morfologie dei carburi (linee continue - carburi allungati e ment on the as-received and re-heat-treated samples are dis-
linee tratteggiate - carburi piccoli). played in Fig. 7. The 550 °C aging temperature yielded the
la metallurgia italiana >> aprile 2009 5Trattamenti termici
Memorie >> Trattamenti termici
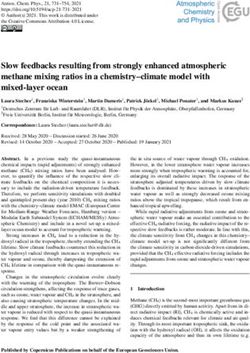
s
Fig. 10
Tensile properties of aged samples (from initial as-
s received and re-heat treated, RHT, condition). Yield Strength
Fig. 9 (YS) and Ultimate Tensile Strength (UTS), elongation to
Charpy-V impact tests: brittle-to-ductile transition fracture (Elt) and uniform elongation (Elu).
curves of the as-received, re-heat-treated, and re-heat- Proprietà tensili di campioni invecchiati (dalle condizioni iniziali
treated and aged (at about 520°C for 2 h) metallurgical di fornitura, as. rec., o di ri-trattamento, RHT). Tensione di
conditions. snervamento (YS) e di rottura (UTS), allungamento a rottura
Prove di resilienza Charpy-V: curve di transizione fragile-duttile (Elt) ed allungamento uniforme (Elu).
dei campioni in condizioni metallurgiche di fornitura, ri-trattata,
e ri-trattata ed invecchiata (a circa 520 °C per 2h).
with the lack of necking, Fig. 12a,c,e), whereas the fracture
surfaces of the re-heat-treated and aged samples always show
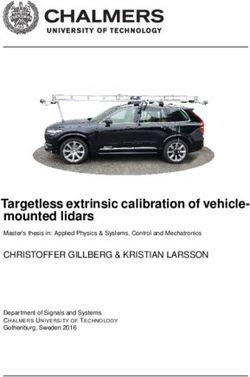
shows mainly cleavage facets (Fig. 11a,b), with small ductile a cup-and-cone morphology, with mode-I coalesced micro-
intergranular rupture areas (Fig. 11b); the latter morphology voids and mode-II shear areas (Fig. 12b,d).
becomes prevalent in the as-received tensile fracture surface,
together with some cleavage (Fig. 12). DISCUSSION AND CONCLUSIONS
Overall, the morphology of the tensile fracture surfaces of the
different examined aged conditions depend mainly on the The microstructure of the examined positions inside the steel
metallurgical state before the aging heat treatment. In fact, bloom consists almost completely of bainite modified by tem-
both the aged and not-aged as-received samples exhibit cleav- pering. Therefore, the bloom fracture toughness is low in com-
age areas and ductile intergranular rupture areas (consistently parison to usual quenched and tempered steels, being about
a b
s
Fig. 11
Plane-strain fracture surfaces in the as-received steel, at the onset of metastable crack propagation (a) and in the crack
propagation region (b).
Superfici di frattura in deformazione piana nell’acciaio in stato di fornitura, all’inizio della propagazione instabile (a) e nella regione di
propagazione instabile (b).
la metallurgia italiana >> aprile 2009 7Trattamenti termici
Memorie >> Trattamenti termici
ACKNOWLEDGEMENTS
s
Fig. 12
Tensile fracture surface of as-received (a,c,e) and Italian Ministry for University and Research, for financial sup-
re-heat-treated (b,d) steel, after aging at 550 °C. Overviews port by research grant PRIN 2005090102. Lucchini Sidermec-
(a,b) and details (c,d,e). canica steelwork, Lovere, Italy, for steel procurement and the
Superfici di frattura a trazione dell’acciaio in stato di fornitura CCT diagram.
(a,c,e) e ri-trattato (b,d), dopo invecchiamento a 550 °C. Viste
complessive (a,b) e dettagli (c,d,e). REFERENCES
1] ISO 4957:1999, Tool steels. ISO, 1999.
70 MPa√m, but somewhat higher in respect to the largely 2] D. Firrao, P. Matteis, G. Scavino, G. Ubertalli, M.G. Ienco,
used 1.2738 steel (40 MPa√m on average). M.R. Pinasco, E.Stagno, R.Gerosa, B. Rivolta, A. Silvestri, G.
The as-received steel shows a precipitates layer at the previ- Silva, A. Ghidini. Relationships between tensile and fracture
ous austenitic grain boundaries, which may be tentatively mechanics properties and fatigue properties of large plastic
related with the ductile intergranular fracture observed af- mould steel blocks. Materials Science and Engineering A, 468-
ter the tensile tests in the as-received, both not-aged and 470 (2007), 193-200.
aged, samples. Nevertheless, the aged re-heat-treated ten- 3] N. Bailey, F.R. Coe. Welding steels without hydrogen crack-
sile specimens present fully ductile fracture surfaces, even ing (Cambridge, Abington publ: 1973).
if they also show a similar precipitates layer at the auste- 4] A.M. Bayer, T. Basco, L.R. Walton. Wrought tool steels, in:
nitic grain boundaries after the aging treatment (although Metals handbook - 10th Ed. - Vol. 1 - Properties and selection:
not after the re-heat-treatment). Therefore, the possible re- irons, steels and high performance alloys, curatori J.R. Davis et
lationship among the grain-boundary precipitates and the al. (Materials Park, OH, USA: A.S.M. Int., 1990) 757-779.
intergranular rupture is not yet completely clear. 5] G.A. Roberts, R.A. Cary. Tool steels. (Metals Park, OH, USA:
The as-received specimens are more sensitive to the aging ASM, 1980).
heat treatment than the re-heat-treated ones, since they 6] T. Schade, Steel Selection - Closing the Gap with Offshore
yield increasingly similar hardness values after aging at in- Tooling, MoldMaking Technology Magazine, Ott. 2003.
creasing temperatures, notwithstanding their lower hard- 7] P.M. Unterweiser, H.E. Boyer, J.J. Kubbs (curatori). Heat
ness before aging. This fact may be partially explained by Treaters’s Guide: Standard Practices and Procedures for Steel
hypothesizing that the initial differences between the bai- (Metals Park, OH, USA: American Society for Metals, 1982).
nitic and martensitic matrixes (already tempered at low 8] C.C. Davis. Selection of Materials for Molds for Plastics and
temperature) are progressively reduced due to coalescence Rubbers, in: Metals Handbook, 9th Ed., Vol. 3, Properties and
phenomena occurring during tempering at increasing tem- selection: stainless steels, tool materials and special purpose
peratures and interferring with the precipitation during ag- metals, curatori W.H. Cubberly et al. (Metals Park, OH, USA:
ing. A.S.M., 1980) 546-550.
The FIMEC and tensile tests of aged and not aged samples 9] M. Faccoli, A. Ghidini, R. Roberti. A Study of the strengthen-
overall confirm the results of the hardness versus aging du- ing mechanisms in the novel precipitation hardening keylos
ration tests; moreover, the tensile tests evidence a difference 2001 steel, in: Proceedings of 7th international tooling confer-
in the fracture mode between the as-received and aged sam- ence - Tooling materials and their applications from research to
ples and those re-heat-treated and aged, the former gener- market - Politecnico di Torino – Torino, Italy, 2-5 may 2006, cu-
ally showing brittle fracture surfaces without significant ratori M. Rosso, M. Actis Grande, D. Ugues (Milano: Ancora,
necking, and the latter ductile fracture surfaces and evident 2006), Vol. 2, 153-161.
necking. Therefore, and also by considering the reduction 10] E407-99, Standard Practice for Microetching Metals and Al-
of fracture toughness (43 MPa√m) of the as-received steel loys”, ASTM, 1999.
after aging at 525 °C, it is concluded that the aging treat- 11] E112-96. Standard test methods for determining average
ment generally causes a relevant toughness reduction. grain size. ASTM, 1996.
Overall, the reported results, and particularly the hardness 12] S. Bechet, L. Beaujard. Nouveau réactif pour la mise en évi-
curves as a function of the aging duration, outline the kinet- dence micrographique du grain austénitique des aciers trem-
ics of the aging process and constitute a data set that could pés ou trempés - revenus,” La Revue de Métallurgie, 52 (1955),
be employed for the choice of the more suitable parameters 830.
(duration and temperature) for the aging treatment of spe- 13] E399-05. Standard test method for plane-strain fracture
cific molds. In particular, the substantially asymptotic trend toughness of metallic materials. ASTM, 2005.
of the hardness, as a function of the aging duration, at the 14] A. Donato, P. Gondi, R. Montanari, L. Moreschi, A. Sili, S.
examined temperatures and for durations up to 8 h, may Storai. A remotely operated FIMEC apparatus for the mechani-
allow to obtain homogeneous result also in the aging of cal characterization of neutron irradiated materials. Journal of
molds with large cross-section, for which the actual dura- Materials Science, 258-263 (1998), 446-451.
tion at temperature is necessarily differentiated from sur- 15] R. Mouginot, D. Maugis. Fracture indentation beneath flat
face to core. and spherical punches, Journal of Materials Science, 20 (1985),
Nevertheless, the nature of the metallurgical transforma- 4354-4376.
tions that originate the hardening process has not been 16] H.Y. Yu, M.A. Imam, B.B. Rath. Study of the deformation
completely determined yet and will be the subject of further behaviour of homogeneous materials by impression tests,
studies. A first hint in this direction is given by the observa- Journal of Materials Science, 20 (1985), 636-642.
tion of the gradual disappearance of the previously existing 17] P. Gondi, R. Montanari, A. Sili. Small-scale nondestructive
carbides during the aging treatments, which may be related stress-strain and creep tests feasible during irradiation, Journal
with the precipitation of different, finer carbides. of Nuclear Materials, 212-215 (1994), 1688-1692.
la metallurgia italiana >> aprile 2009 9Trattamenti termici
Memorie >> Trattamenti termici
HOW HEAT TREATMENT CAN GIVE
BETTER PROPERTIES TO ELECTROLESS
NICKEL-BORON COATINGS
V. Vitry, F. Delaunois, C. Dumortier
Electroless nickel-boron deposits were synthesized on mild steel and submitted to heat treatments under neu-
tral and nitrogen based atmosphere. The properties obtained after these treatments were compared to as depo-
sited nickel-boron coatings. The morphology and structure of the samples were investigated by XRD, SEM
and optical microscopy; their composition was studied by ICP, GD-OES and SIMS analysis, and micro and
nanoindentation tests were carried out to assess the coatings’ hardness. Scratch tests were used to determine
the damage mechanisms of the coating.
KEYWORDS: electroless deposition – nickel-boron – nanoindentation – heat treatment
INTRODUCTION triangle-based pyramid shape. Working with very low loads al-
lows to get very small indents and thus to study the hardness
Autocatalytic (Electroless) nickel plating was discovered by evolution across a relatively thin coating.
Brenner and Riddel in 1946 [1]. This process is based on the Scratch test [23-29] can give information about the “practical
aqueous reduction of nickel salts by a chemical agent thus al- adhesion” of coatings as well as the degradation modes of the
lowing deposition on non-conducting materials and leading to coatings. It consists in the application of an increasing load to a
continuous coatings with a constant thickness [2-5]. Nickel bo- coating. Modern investigation techniques are used to study the
ron coatings are obtained when a boron-based agent, such as coating’s scratch test comportment: acoustic emission, friction
sodium borohydride is used to reduce the nickel. Those coat- coefficient and penetration depth measurements are recorded
ings are of great interest and are extensively studied [6-12]. during the test and microscopic examination is carried out after
They present, in their as-deposited state, an hardness close to the test. The critical load of a system which characterizes the ad-
750hv100 and are useful in many industries including automo- hesive strength of the coating/substrate system is determined
tive, electronic and chemical industries because of their good from the first adhesive failure. The degradation modes can be
mechanical, chemical and tribological properties [2, 5, 11, 13, identified from observation. However scratch tests cannot be
14]. Depending on the amount of boron present, the coatings used to predict quantitative wear rates of materials and coat-
are considered amorphous, microcrystalline or a mix of the two, ings.
the amount of amorphous phases increasing with the amount of
boron [2, 7, 15-18]. EXPERIMENTAL
Heat treatments are often used to enhance the properties of
nickel-boron coatings: they allow crystallisation of the amor- Samples preparation
phous part and, if well designed, lead to nano and microcrystal- Steel and Aluminium alloy cylinders with a diameter of 25 ± 1
line structure which are harder than the as-deposited coatings mm and a thickness of 10 ± 1 mm were plated with nickel-boron.
and their hardness can reach 1200hv100. [2, 17, 19] Before plating, they were mechanically polished, degreased with
Much information can be obtained using nanoindentation: this acetone and etched in an acid solution. The aluminium samples
technique is an instrumented indentation and the loading and were subjected to further pre-treatment by double-zincate con-
unloading curves are recorded during each indent. Moreover, version and acid nickel phosphorous flash deposition.
the loads are much smaller than in the case of microindenta- The deposition bath is based on the reduction by sodium
tion (typically a few mN) [20-22]. This technique is often used borohydride (NaBH4); the nickel ions source is nickel chloride
with a Berkovitch indenter which has the same surface than the (NiCl2.6H2O). The nickel ions are complexed by ethylene di-
Vickers indenter while being easier to manufacture owing its amine (EN) and lead tungstate (PbWO4) is used as a stabilizer.
The operation conditions and the installation have been de-
scribed elsewhere [15].
Véronique Vitry, Fabienne Delaunois, Christian Dumortier Classical heat treatments were carried out under neutral gas
Mons Faculty of Engineering, Metallurgy Department, flow (95%Ar – 5%H2) at 400°C for 1 hour for steel substrates and
Mons, Belgium at 180°C for 4 hours for aluminium substrates (this temperature
was proven by Delaunois et al. to offer a good compromise be-
la metallurgia italiana >> aprile 2009 1Trattamenti termici
Memorie >> Trattamenti termici
Untreated 4h ; 180°C 1h ; 400°C
Knoop microhardness (hk50) 834 ±20 927 ± 30 -
Vickers microhardness (hv100) 854 ± 40 1014 ± 40 1302 ± 40
Berkovitch nanoindentation (4000μN) 823± 155 1140 ± 75 1584 ± 182
s
Tab. 1
Vickers and Knoop and Berkovitch hardness values of nickel-boron coatings on aluminium alloys.
Valori di durezza Vickers, Knoop e Berkovitch di rivestimenti di nichel-boro su leghe di alluminio.
Positive and negative ions SIMS analysis was carried out on the Knoop microindentation and Berkovitch nanoindentation were
untreated samples and revealed only the presence of the known used on polished cross-sections. Nanoindentation were con-
constituent of the coating (Nickel, boron, lead) and of the classic verted from GPa into Berkovitch hardness points (equivalent to
surface contamination. The results obtained after neutral atmos- Vickers values) to facilitate comparison.
phere heat treatment were similar, proving that the coating’s Hardness values for untreated samples were close to 825 for
chemistry is not much influenced by those treatments. all techniques. After heat treatment at 180°C for 4 hours, those
values reached 1000, and they were further increased after heat
Structure and morphology of the coatings treatment at 400°C. The first increase is caused by short order re-
In the as-deposited state, the coatings present a columnar mor- arrangement in the coating (the amorphous dome XRD intensi-
phology and a cauliflower-like surface (which is characteristic ty is slightly higher), while the crystallization observed between
of nickel-born coatings [11,15,17] ), as can be seen on Fig. 3. 180°C and 400°C causes a far greater hardness enhancement and
Neutral atmosphere heat treatments up to 400°C do not modify reaches the maximum hardness value for nickel-boron coatings
those properties. [2,17,19]. It is due to the generation of a high density of grain
The structure of untreated samples and samples treated at 180°C boundaries inside the coating. The hardness can thus be opti-
revealed they were amorphous (Fig. 4) while crystallization oc- mized by the grain-size control: if the grains are allowed to coa-
curred during heat treatment at 400°C. This is expected from the lesce (i.e. if the heat treatment is too long or the temperature too
literature and our own previous results [2,15,19,30]. high), the hardness of the coating will decrease [16.17,31].
The effect of this crystallization on the mechanical properties of It was not possible to obtain a reliable Knoop hardness value af-
the coating will be discussed later. ter treatment at 400°C because cracking of the coating occurred.
This shows the importance of comparing values from differ-
Mechanical properties of the coating ent techniques: Nickel boron coatings have a very anisotropic
Vickers hardness testing on the unprocessed surface of the sam- structure, due to their synthesis mode. Vickers hardness is car-
ple is the standard method to measure hardness of nickel-boron ried out in the growth direction of the coating and any dam-
coatings. However, we find it disputable because the surface is age occurring during this test will remain unseen because it will
unprepared and its smoothness is unwarranted, and because take place inside the coating. However, Knoop indentation is
the substrate hardness may significantly influence the results made perpendicular to the growth direction of the coating and
when the applied load is too high. We thus used other hardness the subsequent damage is easily observable (Fig. 5). Knoop in-
testing methods to free ourselves from those potential problems: dentation is thus more reliable. This may also explain why na-
s
Fig. 4
X-Ray diffraction patterns of Electroless nickel-
boron coatings on aluminium substrates with and s
without heat treatments. Fig. 5
Spettri di diffrazione ai raggi X per i rivestimenti chimici di Cracking of the coating caused by Knoop
nichel-boro su substrati di alluminio con e senza tratta- indentation.
menti termici. Criccatura del rivestimento causata dall’impronta Knoop.
la metallurgia italiana >> aprile 2009 3Trattamenti termici
Memorie >> Trattamenti termici
of 2 distinct layers after “ammonia” treatment (Fig. 9b). The in- - Adhesion of the coating is predicted to be good because of
ner layer is dense and resembles the “vacuum” treated coating the chemical interaction seen at the coating/substrate interface
while the outer layer looks porous. and of the scratch comportment. Heat treatments don’t seem to
Knoop hardness measurements were carried out on “vacuum” modify the interface.
treated samples and on the dense part of “ammonia” treated
samples. Values of 1570 ± 100 hk25 and 1630 ± 100 hk25 respec- REFERENCES
tively were obtained instead of 1250 ± 100hk25 after treatment at
400°C. It shows that the hardness of nickel-boron coatings can 1] A. Brenner, G. Riddel, J. Res. Nat. Bun. Stds. 37 (1946) 31.
be further enhanced by the use of modified heat treatments. 2] Riedel A. Electroless nickel plating, Finishing Publication
Scratch tests were carried out on “ammonia” treated coatings. LTD., London, 1991.
Those coatings, while they are plastically deformed, are nearly 3] R. Parkinson, Nickel Institute Technical Papers, 1995.
undamaged after the tests (Fig. 10) which is promising for wear 4] K.H. Krishnan, S. John, K.N Srinivasan, J Praveen, M. Gane-
applications. san, P.M.Kavimani : Metal. and mat. Trans., 37A (2006) 1917.
5] P. Bottari, F. Robin, R. Parkinson, Techniques de l’ingénieur
CONCLUSIONS M 1567, 2004.
6]T. Watanabe and Y. Tanabe. Transactions of the Japan Institute
As-deposited nickel-boron coatings possess several interesting of Metals, 24 (1983) 396–404.
features: high hardness (~825hv100), good scratch comportment, 7] Marie-Aline Clerc, PhD Thesis, Besançon, 1986.
amorphous structure, columnar morphology and cauliflower- 8] P.S. Kumar and P.K Nair, Nanostructured Materials, 5 (1994)
like surface. 183–198.
Heat treatment influences some of those features, mostly in a 9] A. Chiba, H. Haijima, W.C. Wu, Ultrasonics 42 (2004) 617–
positive way: 620
- The columnar morphology is unmodified by classical heat 10] A. Mondal, S. Nath, A. Mondal, S. Bandopadhyay, U. Gango-
treatment up to 400°C but is transformed in a dense layer that padhyay, H. Saha, Materials Research Bulletin, 39(14-15) (2004)
can be accompanied by a porous outer layer after the alternative 2187-2192
treatments we investigated. 11] Y.W. Riddle and T.O. Bailer JOM (April 2005) 40-45
- The amorphous structure undergoes crystallization during 12] Qun-li Rao, Gang Bi, Qing-hua Lu, Hao-wei Wang, Xiao-lan
heat treatment if the temperature is high enough: there is no Fan, Applied Surface Science 240 (2005) 28–33
crystallization for 180°C treatments while crystallization is com- 13] Y.W. Riddle, C.E.McComas, Proc SAE world congress 2005.
plete after treatment at 400°C. 14] L.J.Mayer, Prod. Finish. June 1993, 48
- The hardness of the coating is very much influenced by its 15] F. Delaunois and P. Lienard, Surface and Coatings Technol-
crystalline state: while low temperature treatment induces a ogy, 160 (2002) 139–148.
slight increase and an homogenisation of the hardness, the treat- 16] Shi Ziyuan, Wang Deqing, and Ding Zhimin, Applied Sur-
ment at 400°C leads to an hardness value of 1300hv100. This high face Science, 221 (2004) 32–68.
values is due to the important grain-boundaries density that is 17] K. Krishnaveni, T.S.N. Sankara Narayanan, and S.K. Ses-
obtained after heat treatment. hadri, Surface and Coatings Technology, 190 (2005) 115–121.
- Alternative heat treatment allowed a further hardness increase 18] T.S.N. Sankara Narayanan and S.K. Seshadri, Journal of Al-
by a still unidentified mechanism. loys and Compounds, 365 (2004) 197–205.
- The scratch comportment of nickel-boron coatings is quite 19] C.T. Dervos, J. Novakovic and P. Vassiliou, Materials Letters,
unmodified by neutral heat treatments. The comportment after 58 (2004) 619–623.
ammonia-based alternative treatment is mainly plastic deforma- 20] K.-H. Lee, O. Takai, Diamond & Related Materials 14 (2005)
tion of the outer layer of the coating, which is very interesting 1444 – 1450
for wear applications. 21] P.-L. Larssont, A. E. Giannakopoulos, E. Soderlund, D. J.
Rowcliffe, R. Vestergaard, International journal of Solids Struc-
tures Vol. 33, No. 2, (1996) 221-248.
s
Fig. 9
SEM micrograph of (a) a “vacuum” treated and s
(b) an “ammonia” treated nickel-boron deposit on steel Fig. 10
substrate. Scratch test on an “ammonia” treated nickel-
Micrografia al SEM di una deposizione di nichel-boro su boron coating.
substrato di acciaio: a) trattata sotto vuoto e b) trattata Prova di scalfittura su un rivestimento nichel-boro
in atmosfera di ammoniaca. sottoposto a trattamento in atmosfera di ammoniaca.
la metallurgia italiana >> aprile 2009 5Trattamenti termici
Memorie >> Trattamenti termici
IMPIEGO DI PROTOSSIDO D’AZOTO
NEL TRATTAMENTO TERMOCHIMICO
DI NITRURAZIONE GASSOSA:
STUDIO DEI PROCESSI PRODUTTIVI E
CARATTERIZZAZIONE METALLURGICA
M. Merlin, P. Camanzi, G. L. Garagnani
In questo lavoro sono presentati i risultati di uno studio effettuato sul trattamento termochimico di
nitrurazione gassosa, in particolare sulla possibilità di ottenere un aumento della velocità di processo a livello
industriale. È stato testato l’effetto dovuto all’introduzione, insieme all’ammoniaca anidra (NH3), di protossido
di azoto (N2O) nell’atmosfera di processo. Inizialmente sono stati caratterizzati i normali cicli produttivi
di nitrurazione gassosa in atmosfera di ammoniaca anidra, inserendo campioni identici di acciaio di tipo
42CrMo4 all’interno delle cariche di materiale da nitrurare nei forni a pozzo. I cicli produttivi di interesse
sono stati quelli aventi come obiettivo finale l’ottenimento di uno strato di indurimento superficiale di 3 e 4
decimi di millimetro. Al termine della sperimentazione si è constatato che l’utilizzo dell’N2O comporta un
incremento della cinetica di processo, con una conseguente riduzione del 20÷30% dei tempi di processo rispetto
al ciclo produttivo standard. Nonostante la riduzione dei tempi di processo, le caratteristiche meccanico-
microstrutturali dei campioni trattati sono risultate confrontabili con il processo tradizionale, prospettando
l’idoneità all’applicazione industriale della nitrurazione gassosa con impiego di protossido d’azoto. Alla
sperimentazione e raccolta dei dati ottenuti segue una valutazione economica e di fattibilità per i cicli
produttivi testati, sulla base di un confronto qualitativo con i processi già applicati industrialmente.
PAROLE CHIAVE: protossido d’azoto, indurimento superficiale, metallografia, nitrurazione gassosa
INTRODUZIONE li di maggiore utilizzo, alle condizioni di normale fornitura.
Pertanto si rende spesso necessaria l’esecuzione di trattamenti
Le odierne esigenze produttive nel campo della meccanica termici e termochimici per conferire al componente le dovute
portano a richieste sempre maggiori di elevate caratteristiche proprietà meccaniche. In particolare, i trattamenti termochimi-
tecniche degli organi meccanici progettati. L’obiettivo infatti ci prevedono l’apporto di uno o più elementi chimici dall’ester-
è quello di consentire a tali particolari un impiego in condi- no, in modo tale da alterare superficialmente la composizione
zioni di esercizio particolarmente onerose in termini di tensio- chimica, oltre che quella strutturale, del materiale iniziale.
ni meccaniche, di usura o di corrosione. Spesso la tecnologia La nitrurazione gassosa è un trattamento termochimico di
produttiva che porta all’ottenimento dei particolari meccanici indurimento superficiale che viene condotto a temperature
non consente di lavorare agevolmente metalli con determinate comprese tra i 480°C e i 570°C per un periodo di tempo va-
caratteristiche; basti pensare, ad esempio, alle lavorazioni per riabile da qualche ora a parecchie decine di ore, in condizio-
asportazione di truciolo eseguite su materiali ad elevata durez- ni tali da consentire una diffusione di azoto nella superficie
za. Inoltre, sono frequenti i casi in cui le caratteristiche richie- del particolare da trattare. Al termine del trattamento il pezzo
ste per l’utilizzo non sono nemmeno riscontrabili nei materia- viene raffreddato a temperatura ambiente mediante un’atmo-
sfera gassosa di tipo inerte. Gli strati superficiali così generati
Mattia Merlin, Gian Luca Garagnani sono caratterizzati da un’ottima resistenza all’usura adesiva,
Dipartimento di Ingegneria, Università degli Studi di Ferrara al grippaggio e all’abrasione meccanica. La nitrurazione può
Paolo Camanzi essere eseguita su numerosi tipi di acciaio, anche se le caratte-
Siderit s.r.l., Zola Predosa (Bologna) ristiche di durezza superficiale sono massime per gli acciai le-
gati contenenti alluminio, cromo e vanadio. I più diffusi acciai
la metallurgia italiana >> aprile 2009 1Trattamenti termici
Memorie >> Trattamenti termici
s
Fig. 1 s
Diagrammi temperatura-tempo indicativi per i Fig. 2
cicli standard NT3 ed NT4. Rappresentazione grafica del gradiente di du-
Temperature-time diagrams for NT3 and NT4 standard rezza HV1.
cycles. Diagram of HV1 hardness gradient.
moniaca. I cicli standard sono stati modificati ed i cicli speri- state eseguite con strumentazioni dedicate e seguendo i prin-
mentali sono stati nominati rispettivamente NT3-N2O ed NT4- cipali riferimenti normativi [27-28].
N2O per metter in evidenza l’impiego del protossido d’azoto.
Le modifiche, rispetto ai cicli standard, hanno previsto un pre- Prove di microdurezza
riscaldamento del materiale a 380°C per uniformare il più pos- Un’accurata indagine sclerometrica è stata eseguita sui cam-
sibile la temperatura dei pezzi, uno step di preossidazione del pioni in modo da ricavare i dati utili alla caratterizzazione del
materiale, allo scopo di attivare la superficie preventivamente trattamento termochimico. Sulle sezioni trasversali sono state
all’arricchimento, e l’inserimento del protossido d’azoto nella effettuate numerose prove di durezza per definirne il gradien-
successiva fase di arricchimento. Si è deciso di mantenere una te. I risultati ottenuti sono stati raccolti in fogli di calcolo ed
proporzione tra il protossido d’azoto e l’ammoniaca del 2-3%, espressi graficamente (Fig. 2). Tenendo in considerazione il
lasciando inalterata l’atmosfera nitrurante nella fase di diffu- valore medio della durezza a nucleo, è possibile individuare
sione. L’effetto della preossidazione dell’acciaio in atmosfere la profondità efficace ottenuta, definita dalla norme UNI 5478,
nitruranti si esplica in un aumento della profondità di induri- come quel valore di durezza superiore di 100 unità HV rispetto
mento [14, 21]. La campionatura di ogni ciclo termochimico è alla durezza a nucleo.
stata effettuata inserendo provini cilindrici del materiale sopra L’indagine sclerometrica è stata estesa anche alla superficie
descritto all’interno delle cariche di produzione. Le dimensio- esterna direttamene nitrurata, con l’analisi della durezza su-
ni dei provini sono di 20 mm di spessore e diametro di 35 mm, perficiale. Per ogni campione sono state eseguite le prove di
ricavati dal taglio di una barra cilindrica dello stesso diame- durezza superficiale HV03, HV05, HV1, HV5, HV10, HV30.
tro trattata termicamente con processo di bonifica. La durezza L’esecuzione di prove di durezza superficiale con carico di
media del materiale base è di 310÷320 HV1. Prima di eseguire prova sempre maggiore è utilizzata per verificare a quale di
la nitrurazione, i pezzi sono stati accuratamente puliti per eli-
minare ossidi ed eventuali lubrificanti che possono alterare le
condizioni di assorbimento di azoto sulla superficie; inoltre,
sulle facce da nitrurare ogni campione è stato preventivamente
trattato con operazioni di sgrossatura e successivamente finite
con lapidellatura accurata. Tutti i campioni, trattati secondo i
cicli standard e sperimentali con protossido d’azoto, sono stati
successivamente sottoposti a caratterizzazione metallografica
e a misure di durezza superficiale, di gradiente di durezza e
di spessore della coltre bianca. Il parametro di confronto più
importante che è stato preso in considerazione è lo “spessore
efficace”, definito dalla Norma UNI 5478.
CARATTERIZZAZIONE MECCANICA E
MICROSTRUTTURALE s
Fig. 3
I campioni, dopo essere stati estratti dai forni di trattamento, Misura dello spessore medio della coltre bian-
sono stati accuratamente sezionati secondo le sezioni longitu- ca; attacco Nital2 (500X).
dinali e trasversali, e preparati per le indagini di laboratorio. Measure of the average white layer thickness; Nital2
Tutte le successive analisi microstrutturali e meccaniche sono etching (500X).
la metallurgia italiana >> aprile 2009 3Trattamenti termici
Memorie >> Trattamenti termici
a a
b b
s s
Fig. 4 Fig. 5
Grafico di confronto della durezza superficiale Confronto tra i gradienti di durezza medi
ottenuta negli impianti 1 e 2: (a) per i cicli NT4 ed NT4- per cicli NT4 ed NT4-N2O: (a) impianto 1, (b)
N2O, (b) per i cicli NT3 ed NT3-N2O. impianto 2.
Surface hardness comparison obtained in implants 1 and 2: Average hardness gradient comparison for NT4 and
(a) NT4 and NT4-N2O cycles, (b) NT3 and NT3-N2O cycles. NT4-N2O cycles: (a) implant 1, (b) implant 2.
ta all’uso del programma (P.29) che garantisce una profondità È stato osservato che i trattamenti sperimentali hanno garan-
efficace di 0.45 mm. Di queste considerazioni si terrà conto nel tito una buona ripetibilità dei gradienti di durezza. Dal punto
confronto tra i tempi ciclo, nel paragrafo dedicato a questo tipo di vista produttivo è di estrema importanza la capacità di for-
di analisi. nire un risultato ripetibile e quindi controllabile. In Fig. 7 si
Per l’impianto 2 i risultati ottenuti con i cicli standard NT4 e riportano dei grafici che mettono in evidenza la ripetibilità dei
con quelli sperimentali NT4-N2O sono perfettamente compa- gradienti di durezza per il ciclo sperimentale NT4-N2O, rispet-
rabili (Fig. 5b). Il ciclo sperimentale (P.29) fornisce profondità tivamente nell’impianto 1 e nell’impianto 2 .
efficaci di 0.45 mm comparabili con i cicli standard (P.15). Si osserva che i gradienti di durezza sono dispersi entro un
I cicli sperimentali per la classe di trattamento NT3 hanno campo di ampiezza del tutto accettabile (4-5%). Si può quindi
anch’essi dato buoni risultati nel raggiungimento della pro- affermare che la sperimentazione abbia confermato una buona
fondità efficace, anche se la profondità efficace raggiunta dai ripetibilità dei gradienti di durezza ottenibili con i cicli di ni-
cicli standard è leggermente più elevata per entrambi gli im- trurazione con protossido.
pianti (Fig. 6). Questi risultati possono essere legati al fatto che
la diminuzione percentuale di tempo apportata ai cicli NT3 Strato dei composti
standard, per entrambi gli impianti, è leggermente superiore L’impiego del protossido di azoto, accelerando la cinetica di
rispetto alla diminuzione apportata ai cicli NT4. Inoltre, la spe- nitrurazione, ha una influenza sulla formazione e sulla crescita
rimentazione relativa ai cicli di trattamento tipo NT3 è stata degli strati induriti. Si è verificato che un uso inadeguato dello
più limitata per via del fatto che i due impianti oggetto della stesso protossido porta a spessori della coltre bianca troppo
sperimentazione stessa sono prevalentemente impiegati per elevati, e quindi indesiderabili, pertanto deve essere ben con-
l’esecuzione di trattamenti di nitrurazione profonda NT4. È da trollato per non portare a risultati finali non voluti. Per i due
osservare, infine, che per gli stessi cicli standard NT3 le pro- diversi impianti, si riporta di seguito la statistica relativa agli
fondità raggiunte sono risultate essere addirittura eccessive, spessori della coltre bianca e dello strato poroso; sono mes-
quindi la leggera differenza di profondità può essere conside- si in evidenza i valori medi ottenuti con i vari programmi di
rata del tutto tollerabile se non desiderabile. nitrurazione, e vengono confrontati con i cicli omologhi che
la metallurgia italiana >> aprile 2009 5Trattamenti termici
Memorie >> Trattamenti termici
TRATTAMENTO NT4 NT4 -N2O NT4 NT4 -N2O NT3 NT3 -N2O NT3 NT3 -N2O
Programma 24 28 15 29 6 11 6 11
Impianto 1 1 2 2 1 1 2 1
Tempo ciclo [h] 82,5 62 65 52 45 32 45 32
Profondita’ efficace [mm] 0,5 0,5 0,45 0,45 0,4 0,38 0,4 0,38
Risparmio tempo 25% 20% 29% 27%
s
Tab. 5
Riassunto dei tempi-ciclo e calcolo del risparmio percentuale a parità di risultato per i trattamenti NT4, NT4-N2O, NT3 ed
NT3-N2O per gli impianti 1 e 2.
Time-cycle data and percentage saving evaluation in NT4, NT4-N2O, NT3 and NT3-N2O treatments for implants 1 and 2, in the same
operational conditions.
a b
s
Fig. 8
Spessori
della coltre bianca
e del relativo strato
poroso per i cicli di
nitrurazione a) NT4
e b) NT4-N2O in
impianto 1.
Thicknesses of the
white layer and of the
corresponding nitrides
substrate for nitriding
cycles a) NT4 and b)
NT4-N2O in implant 1.
a confronto i tempi-ciclo per i programmi (P.24) relativo al trat-
tamento NT4, e i programmi (P.28) e (P.29) per il trattamento
NT4-N2O; si può notare che il ciclo derivato dal programma
(P.29) riduce drasticamente il tempo di svolgimento del tratta-
mento, facendo risparmiare 30 h; tuttavia la profondità efficace
ottenibile con tale ciclo è inferiore rispetto al ciclo standard, da
quanto rilevato in 4.3.2. Si riporta in Tab. 5 un confronto tra i
tempi-ciclo, posti in relazione a parità di risultato ottenuto.
Per i cicli NT4-N2O il risparmio di tempo-ciclo è evidente e
può essere considerato attorno al 20÷25%, rispetto ai cicli stan-
dard, tenendo dovutamente conto degli errori sperimentali.
Per quanto riguarda i cicli NT3-N2O anche in questo caso si ri-
scontra un marcato risparmio di tempo, addirittura superiore
rispetto ai cicli più lunghi. Questo potrebbe essere dato dal fat-
to che l’adsorbimento di azoto, e quindi la nitrurazione, non ha
un andamento lineare con il procedere del trattamento; infatti,
l’ispessimento della coltre bianca e l’allontanamento del fronte
di adsorbimento di azoto rendono più difficoltoso il passaggio
dell’azoto stesso. Dunque la capacità di adsorbimento di azoto
cala con lo svilupparsi del trattamento, e i cicli più corti risen-
tono maggiormente del favorevole impiego del protossido di s
azoto. Da non sottovalutare è inoltre la possibile diversa ri- Fig. 9
sposta del forno all’impiego del protossido di azoto; la diversa Grafici temperatura-tempo di confronto per
capacità dissociativa è dipendente anche dalla geometria della alcuni programmi di nitrurazione NT4 e NT4-N2O.
storta, nonché dal moto di ricircolo al suo interno. È possibi- Temperature-time diagrams: comparison between NT4
le che le diversità tra gli impianti portino a diverse efficienze and NT4-N2O nitriding programs.
la metallurgia italiana >> aprile 2009 7Trattamenti termici
Memorie >> Trattamenti termici
ricerca Sig. Paolo Porcu, per aver reso possibili le sperimenta- Milano, p.291-300
zioni oggetto di questo lavoro. 16] F.M. MONTEVECCHI, “Evoluzione dei criteri di regola-
zione e controllo dei processi di nitrurazione degli acciai”, La
BIBLIOGRAFIA Metallurgia Italiana 82-6 (1990) p.605-614
17] P. SCHAAF and F. LANDRY, “Mössbauer Investigation of
1] D. GHIGLIONE et al., “Pratique des traitements thermochi- Nitriding Process - Gas Nitriding and Laser Nitriding”, MSMS
miques – Nitruration, nitrocarburation et dérivés”, Techniques (1998)
de l’ingénieur, traité Matériaux Métalliques M 1 doc.227 (1996) 18] J. KAZIOR et al., “Thermochemical Treatment of Fe–Cr–
2] P.SCHAAF, “Laser nitriding of metals”, Progress in material Mo alloys”, Surface and Coatings Technology 151-152 (2002)
science 47 (2002) p.1-161 p.333-337
3] E. LEHRER, “Über das Eisen Wasserstoff-Ammoniak“ , 19] H. J. GRABKE et al., “Nitridation in NH3-H2O Mixtures” ,
Gleichgewicht Z. Elektrochemie 36-6 (1930) p.382-392 Materials and Corrosion 54-11 (2003) p.895-901
4] A. BURDESE, “Metallurgia e tecnologia dei materiali metal- 20] H. J. GRABKE, “A case of Nitridation, Carburization and
lici”, UTET, Torino (1992), p.424 Oxidation on a Stainless Steel”, Materials and Corrosion 55-6
5] T. BELL, ASM Handbook vol.4 , ed. ASM, Metals Park , Ohio (2005) p.384-388
(1991), p.387 21] A. TIKHONOV, “Methods of Acceleration of Saturation
6] C. CIBALDI, “I criteri di scelta e di trattamento degli acciai Processes During Carbonitriding Treatment”, La Metallurgia
da costruzione e da utensili”, AQM, Brescia (2006), p.503 Italiana 4 (2005) p.33-37
7] J.D. FAST, “Interactions of metals and gases”, Kinetics and 22] H.J. SPIES et al., “Influence of Oxygen Additions during
Mechanisms 2, Macmillan Press. LTD., London (1971) Gas Nitriding on the Structure of the Nitride Layers”, Mate-
8] M. JKORWIN and A. MANCUSO, “La nitrurazione control- rialwissenschaft und Werkstofftechnik Iss. 10-29 (1998) p.588-
lata in gas”, Rivista di meccanica (II) 9 (1987) p.180 594
9] W. LERCHE, Freiberger Forschungshefte 185 (1976) p.1 23] A. BRAMLEY et al., “The Diffusion of Non-Metallic Ele-
10] M. ROSSO et al., “Innovative nitriding treatment applied ments in Iron and Steel”, Transactions of the Faraday Society
to PM steels”, Proc. 11th Congr. of the Int. Fed. for Heat Treat. 5-31 (Maggio 1935) p.707-734
and Surf. Eng. and 4th ASM Heat Treat. and Surf. Eng. Conf. in 24] P. HAYES and P. GRIEVESON, “The effect of phosphorus
Europe, ed. AIM, Milano, (1998), p.403-412 and oxygen on the nitriding of α-Fe”, Acta Metallurgica 23 8
11] B. PRENOSIL, Härterei Technische Mitteilungen 20 (1965) (1975)
p.41-49 25] J.P. PEYRE et al., “Nitruration par le procédé Alnat N, ca-
12] H. J. ECKSTEIN and W. LERCHE, Neue Hütte 14 (1968) ractéristiques du procédé, structure des couches réalisées”,
p.210-215 Traitement Thermique n° 219, (Maggio 1988)
13] J. SLYCKE and L. SPROGE, “Kinetics of the Gaseous Ni- 26] J.P. PEYRE et al., “Caractéristiques mécaniques des cou-
trocarburising Process”, Surface Engineering 5-2 (1989) p.125- ches nitrurées par le procédé Alnat N”, Traitement Thermique
140 227 (Aprile 1989)
14] F. CAVALLERI et al., La Metallurgia Italiana 82 (1990) 27] Norma UNI 5478, Trattamenti termici dei materiali metalli-
p.599-604 ci – Nitrurazione - Terza edizione, (Settembre 1999)
15] S. FOISSEY et al., Proc. “11th congr. of the IFHT and 4th 28] Norma UNI EN ISO 6507/1, Prove di durezza Vickers -
ASM conf. in Europe, Firenze, 19-21 0ctober (1998), ed. AIM, Metodo di prova, (Luglio 1999)
ABSTRACT
USE OF NITROGEN PROTOXIDE IN THE processes in the anhydrous ammonia environment have been studied, intro-
THERMOCHEMICAL GAS NITRIDING TREATMENT: STUDY ducing samples in 42CrMo4 steel within the production materials inside
OF PRODUCTION PROCESSES AND METALLURGICAL of the retort furnaces. The cycles able to guarantee surface hardening of
CHARACTERISATION 0.3 and 0.4 millimeter depths - namely NT3 and NT4 respectively - have
been taken into account. Subsequently, the same samples have been realised
Keywords: nitrogen protoxide, surface hardening, introducing the protoxide of nitrogen as a processing gas and evaluating
metallography, gas nitriding its quantity respect to ammonia, step by step. The mechanical and metal-
lurgical characterisations of the standard processes and of the ones with
The gas nitriding treatment is usually carried out in an anhydrous ammo- the use of N2O within the nitriding environment have been performed; Vi-
nia environment inside retort furnaces at 500-550°C. The process times are ckers hardness tests on the samples’ treated surfaces and also Vickers micro
variable according to the desirable depth of surface hardening, but in gene- hardness profiles on the treated thicknesses have been carried out. Moreo-
ral are very time consuming. This scenario motivated this research work, ver, the quality of the nitriding layers, obtained by the different processing
in particular studying the possibility to increase the industrial process rate. parameters, have been evaluated through a careful metallographic analysis.
Many mechanical components in structural steels are subjected to this tre- The use of nitrogen protoxide can improve the kinetic of the process, which
atment in order to obtain an high surface hardening. The surface hardening leads to a reduction of the process times respect to the standard processes
is due to the deposition of ε iron nitrides directly on the metal surface and of about 20-30%. Despite that, the mechanical and metallurgical characte-
to the precipitation of γ iron nitrides on the substrate. The research for new ristics of the samples treated with the additional N2O gas are comparable
efficient and industrially applicable solutions led to use an additional gas in with the ones treated by means of the traditional thermochemical process.
the process. In the present research the effect of the introduction of nitrogen This way, the use of nitrogen protoxide could be of great importance in
protoxide within the anhydrous ammonia in the process environment has industrial nitriding processes. Pros and contras in terms of feasibility and
been tested. Tests have been performed inside of the Siderit s.r.l. establi- cost are discussed on the basis of qualitative comparisons with currently
shments in Zola Predosa (Bologna-Italy). Initially, the standard nitriding applied industrial processes.
la metallurgia italiana >> aprile 2009 9Memorie >> Trattamenti termici
INFLUENCE OF HEAT TREATMENT
ON THE MICROSTRUCTURE AND
TOUGHNESS OF BÖHLER M333
ISOPLAST STEEL
J. Perko, C. Redl, H. Leitner
In this work the through hardenability and the influence of the heat treatment parameters (austenitizing
temperature, cooling parameter λ and tempering temperature) on the microstructure and the achievable
toughness level of Böhler M333 ISOPLAST are investigated. The results are compared to the standardized
tool steel grade DIN 1.2083. The investigations showed that the cooling parameter λ has a strong influence
on the impact toughness of M333 ISOPLAST plastic mould steel. The toughness is reduced by pro-eutectoid
precipitates and not by a lack of through hardenability. Furthermore, it was found out that depending on the
cross section of the moulds appropriate heat treatments lead to a good combination of hardness and toughness.
KEYWORDS: plastic mould steel, heat treatment, toughness, through hardenability, pro-eutectoid precipitates
INTRODUCTION MATERIALS AND INVESTIGATION METHODS
Plastic mould steels which are currently available on the mar- Tab. 1 shows the chemical composition of M333 in comparison
ket, e.g. DIN 1.2083, 1.4028 and 1.2316, are often not able to to M310, which approximates the standardized tool steel grade
fulfil the high requirements of the plastics processing indus- DIN 1.2083. This steel was used as a reference steel grade for
try. For that reason, Böhler Edelstahl developed the pressure- the dilatometer investigations. The samples for the dilatometer
electro-slag remelted, nitrogen alloyed tool steel grade M333 investigations of M333 and M310 were manufactured from a
ISOPLAST. Nitrogen has a lot of positive effects on martensitic hot-rolled and soft-annealed bar with a diameter of 86 mm. For
chromium steels [1, 2]. The partial replacement of carbon by the dilatometer experiments a quenching dilatometer Bähr Dil
nitrogen leads to an increase in corrosion resistance and tough- 805 A/D was used. To follow the evolution of the hardness of
ness. General corrosion is reduced as well as pitting and crev- the dilatometer samples, Vickers hardness values (HV10) were
ice corrosion. The improvement in toughness results primarily measured using microhardness tester supplied by Zwick.
from the very homogeneous distribution of fine precipitates For the samples for impact toughness testing of M333 two
[3]. Thus, M333 ISOPLAST combines excellent mirror finish slices with a thickness of 60 mm were cut from the top of a
polishability with highest cleanliness and toughness levels forged and soft annealed bar with the dimension 603 x 303
and excellent corrosion properties. mm2. Then, the samples were cut in longitudinal direction at
However, as a consequence of the growing demand for large half radius and were heat treated with an oversize of 0.5 mm
moulds, plastic mould steels must also exhibit an excellent on every side. For the hardening of the samples a vacuum heat
through hardenability in order to avoid the formation of bainite treatment furnace was used. Quenching was performed by us-
or pearlite during quenching. Additionally, due to lower cool- ing nitrogen as quenching gas.
ing rates a low tendency to form grain boundary precipitates, The cooling parameter λ is defined as the cooling time from
which cause grain boundary embrittlement, is required. 800 to 500 °C in seconds divided by 100. The selected cooling
Therefore, this work concentrates on the investigation of the parameters λ were adjusted with dummy samples exhibiting
through hardenability and on the influence of the heat treat- the same size as the test specimens. The temperature was con-
ment parameters on the mechanical properties and micro- trolled by mounting a thermocouple in a drilled hole in the
structure of M333 ISOPLAST. centre of the dummy sample. The heat-treated samples were
grinded to the final dimension of 7 x 10 x 55 mm3. The impact
J. Perko, C. Redl
tests were performed with a 450 J pendulum Roell Amsler 101.
Böhler Edelstahl GmbH & Co KG, Kapfenberg, Austria Four samples of each heat treatment were tested and the aver-
H. Leitner age and standard deviation were calculated. Rockwell C hard-
University of Leoben, Austria ness was measured on each specimen using a hardness tester
Emco-Test M4R 025 G3. The fracture surface of all tested im-
la metallurgia italiana >> aprile 2009 1You can also read