A high strength-ductility balanced Mg-1Ca-0.5Mn- 0.53Ce Mg alloy sheet by multi-pass lowered-temperature rolling - Research Square
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
A high strength-ductility balanced Mg-1Ca-0.5Mn-
0.53Ce Mg alloy sheet by multi-pass lowered-
temperature rolling
Qin-hong Fan
Yong-yong Jia ( 1014057899@qq.com )
Taiyuan University of Science and Technology
Yao-jie Hou
Zhi-hui Cai
Li-feng Ma
Research Article
Keywords: Mg-1Ca-0.5Mn-0.53Ce alloy, strength-ductility balance, texture, microstructure
Posted Date: June 13th, 2022
DOI: https://doi.org/10.21203/rs.3.rs-1688723/v1
License: This work is licensed under a Creative Commons Attribution 4.0 International License.
Read Full License
Page 1/9Abstract
We elucidate here the influence of the rolling process on the microstructure and tensile properties of Mg-
1Ca-0.5Mn-0.53Ce alloy. Intriguingly, the alloy subjected to 5-pass lowered-temperature rolling exhibited
an excellent strength-ductility balance (ultimate tensile strength (UTS) = 261.4 MPa and elongation (EL) =
20%), which was far better than the one subjected to 4-pass low temperature rolling (UTS = 218.3 MPa
and EL = 4.3%). The coarse Mg2Ca particles in the 4-pass sample led to the local stress concentration,
with consequent initiation of micro-cracks at the early deformation stage. In contrast, the microstructure
of the 5-pass sample characterized by homogeneous ultra-fine grain, double peak texture, and refined
precipitates contributed to the superior tensile properties.
1. Introduction
As the lightest engineering material, magnesium (Mg) alloy has a series of excellent properties, such as
high specific strength, easy recovery, anti-fatigue, high damping, and shock absorption, so it has a broad
application prospect in the fields of aerospace and automobile [1]. However, Mg alloys have poor
mechanical properties due to their dense hexagonal structure, severely limiting their widespread
application [2]. Therefore, it has attracted plenty of researchers to explore ways to improve the strength
and elongation of magnesium alloys.
Mg-Ca alloy has recently attracted widespread attention due to its high tensile strength, especially nano-
sized Ca-containing secondary which can effectively improve the strength of Mg alloy [3]. However, the
elongation (EL) of Mg-Ca alloy was poor due to the large eutectic phases containing Ca [4, 5]. Ce element
exhibits very low solubility in the Mg matrix. Excess Ce element will react with another alloying element to
form Ce-containing particles, which can greatly affect the microstructures and tensile properties of Mg
alloys [6]. The study of Wang et al. showed that the addition of minor Ce could refine the eutectic
structure between CaMgSn and α-Mg phase and improve the strength and elongation of rolled Mg-1.5Sn-
0.5Ca alloy due to the more microstructure uniform and grain refinement in the alloy [7]. Li et al. found
that the mechanical property of Mg-8Gd-1.2Zn-0.5Zr alloy could be significantly improved by adding 0.5
wt.% Ce [8]. Therefore, we hope to add 0.5% w.t Ce to the Mg-Ca-Mn alloy to enhance the properties of the
alloy. Up to now, the Mg-Ca-Mn alloy is focused on the alloy rods. This is not conducive to large-scale
industrial production. M. Kaviani and T. Nakata found that the EL of the extruded Mg-4Zn-0.5Ca-0.7Mn
and Mg-0.3Al-0.3Ca-0.8Mn alloy rods had reached 29%, but the ultimate tensile strength (UTS) was less
than 205MPa [9, 10]. Recent studies exhibited that Mg-1.03Ca-0.47Mn alloy could produce sheets with
high strength-ductility balance after rolling and annealing [11]. In addition, the recently reported multi-
pass lower-temperature rolling was recognized as the suitable method for industrial sheet fabrication
owing to the absence of intermediate annealing [12]. Therefore, to improve the tensile strength of the Mg
alloy sheet, a high strength-ductility balanced Mg alloy sheet is obtained. In this paper, Mg-1Ca-0.5Mn-
0.53Ce alloy is rolled at multi-pass low temperatures. The microstructure and mechanical properties of
Mg-1Ca-0.5Mn-0.53Ce alloy under different conditions are investigated.
Page 2/92. Experimental Procedure
In this paper, industrial pure Mg ingots (99.99 wt. %), Mg-33.30% Ca, Mg-30% Ce, and Mg-5% Mn master
alloy ingots were used as raw materials. And the alloy was melted under a protective atmosphere with the
mixture ratio of CO2 and SF6 of 100:1. The Mg alloy ingot with the size of Φ80×120 mm was prepared.
The ingot was homogenized at 420℃ for 12h and rapidly cooled by water. Then, the billet was extruded
into a sheet with a cross-section of 100 mm × 5 mm at 350℃ for 30 min with an extrusion ratio of 19
and ram speed of 3 m / min, named XME100. The as-extruded sheets were cut into small pieces with
dimensions of 60 mm × 33 mm × 5 mm, corresponding to the extrusion direction (ED), transverse
direction (TD), and normal direction (ND), respectively. The small piece was homogenized at 420 ℃ for
12h.
Subsequently, the pieces were heated to the temperatures of 400℃ and kept for 15 min, which were then
rolled along with ED in multi-pass and low-strain with different thickness reduction ratios. The specimens
were rolled for 4-pass and 5-pass to 1.8mm and 1.4mm, respectively. The sheet was reduced by 20% for
each pass at 400°C, and the last pass was 30% for lowed-temperature rolling (roll temperature 150°C,
sample 300°C). The detailed rolling process is shown in Table 1. Specimens with a gauge length of 15
mm and a width of 6 mm were machined out of the middle of the as-rolled sheets along the RD.
Subsequently, the specimens were annealed at 300℃ for 1 h and tensioned on an INSTRON 5900 tensile
test machine at the tensile strain rate of 10− 3 s− 1. The microstructure was characterized by electron
backscattered diffraction (EBSD), transmission electron microscopy (TEM), and scanning electron
microscopy (SEM) equipped with energy dispersive spectrometry (EDS).
Table 1
Detailed rolling process of alloy
Pass Sample Roll Roll Pass Total Thickness Mg
temperature temperature speed reduction reduction samples
ratio /mm
/℃ /℃ /% /%
0 - - 1 - - 5 XME100
1 400 25 1 20 20 4 -
2 400 25 1 20 44 3.2 -
3 400 25 1 20 55 2.56 -
4 300 150 1 30 66 1.79 4-Pass
4 400 25 1 20 66 2.05 5-Pass
5 300 150 1 30 74 1.44
3. Results And Discussion
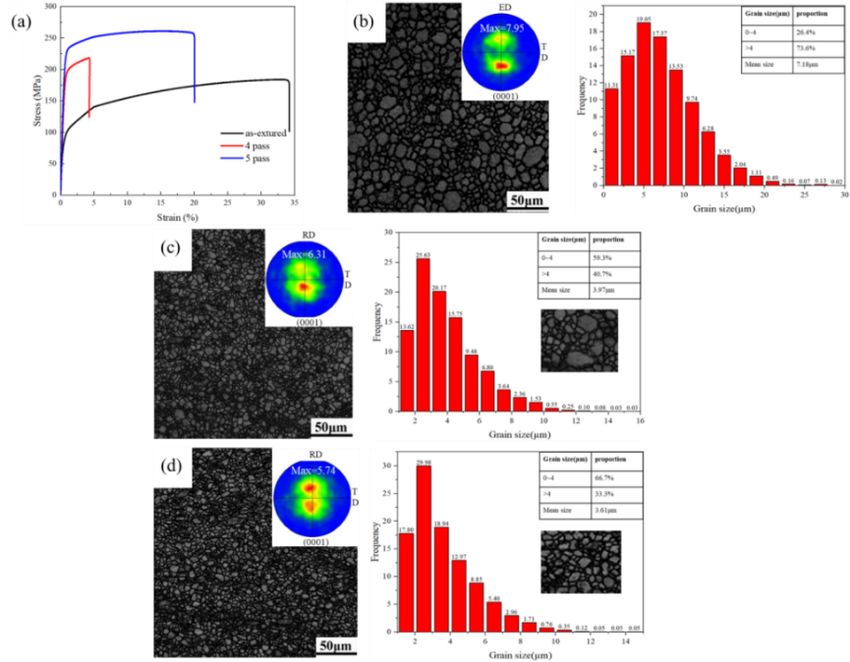
Page 3/9Figure 1a shows the engineering stress-strain curves of different rolling processes. The extruded alloy
exhibits UTS of 184.3 MPa and EL of 34%. After 4-pass of rolling, UTS increased to 218.3 MPa, and EL
decreased to 4.3%. Compared with the 4-pass sample, UTS and EL of the 5-pass sample were improved
to 261.4 MPa and 20%, respectively Fig. 1(b, c, d) shows band contrast images of alloys at different
rolling passes. As shown in Fig. 1(b) and (c), both coarse grains and refined grains coexist in the alloys of
as-extruded and 4-pass, and the average grain sizes were about 7.18 µm and 3.97 µm, respectively. As
shown in Fig. 1(d), the average grain size of the 5-pass sample was about 3.61 µm. And there was no
significant difference between the average grain size of the 5-pass sample and that of the 4-pass sample,
but the 5-pass sample has the best mechanical properties. It can be seen from the grain size statistics
chart that the overall grain size of 4-pass and 5-pass was not significantly different, but the grain size of
5 passes below 4µm increases significantly. To explain the changes more clearly, we divide them into two
groups, less than 4µm (0 ~ 4 µm) and more than 4µm (> 4 µm). The refined grains to coarse grains
increased from 0.36 to 1.46 and then to 2.0. The comparison shows that the grain size of the 5-pass
sample was uniform, which led to the uniform distribution of stress in each grain during the deformation
process and avoided the local stress concentration.
Figure 1 (b, c, d) also presents the (0001) pole figures of different rolling processes. The grain of the three
processes exhibited a strong basal texture. With the increases in rolling passes, the maximum intensity
decreased from 7.95 to 6.31 and 5.74, respectively. Chen et al. pointed out that uniform elongation was
strongly correlated with texture and increased as the basal intensity weakened [13, 14]. After 5-pass
rolling, the sample exhibited a typical double peak basal texture. Similar results were usually observed
during hot rolling. It it was proposed that the double peak texture correlated with increased pyramidal < c
+ a > slip activity, with a consequent increase in dislocation slip and excellent deformability [15, 16].
To further clarify the deformation mechanism of the 5-pass sample, SEM and TEM characterization were
carried out. Figure 2 shows SEM images of different passes, Fig. 2(a, b, c) shows 4-pass, and Fig. 2(c, d,
e) shows 5-pass. There was numerous nano-phase precipitation in both of them. As shown in Fig. 2(a),
the second phase was uniformly distributed in the matrix, with some coarse phase particles present.
According to the EDS analysis in Fig. 2(b), the coarse phase particles were mostly Mg2Ca. Some broken
and cracked coarse second phases can also be observed in Fig. 2(c), which indicates that these large
second phases were brittle and easily crushed during the rolling process. Mg2Ca can reduced dislocations
and blocked propagation of active basal < a > and pyramidal < c + a > dislocations in adjacent Mg matrix
because of high rigidity, then anchor surrounding atoms in plastic deformation. Meantime, cracks
transferred from weaker Mg2Ca interface cause material intergranular fracture, leading to the final
material failure. And these cause the initiation of micro-cracks and the early fracture of the material [17].
Figure 2(e) shows the agglomeration distribution presented by the part of the second phase in rolled 5-
pass sample, but no coarse second phase similar to that in the 4-pass sample was found in the matrix.
According to the EDS (Fig. 2(e)) results, the clusters of the second phase appearing in long strips were
confirmed to be the Mg12Ce binary phase and the Mg2Ca, which indicated that the coarse Mg2Ca
particles were crushed and mixed with the Mg12Ce phase.
Page 4/9Figure 3 shows TEM images and selected area electron diffraction (SAED) pattern of rolled alloy.
Figure 3(a, b, c) shows 4-pass, and Fig. 3(c, d, e) shows 5-pass. Some coarse and fine precipitates were
present on the grain boundaries and dislocations in Fig. 3(a). Compared with Fig. 3(a), the coarse
precipitates with a diameter of 1 µm disappeared in Fig. 3(d), consistent with the results observed in the
SEM micrographs. Moreover, more precipitates were distributed in the grain of the 5-pass sample in
Fig. 3(e). Figure 3(c) and (f) show TEM after 4-pass and 5-pass of tensile deformation. It can be seen that
more dislocations were accommodated in the grain of the 5-pass sample, which is consistent with the
results analyzed in Fig. 3(b) and (e). The precipitates distributed inside the grain could act as the first line
of defense for dislocation initiation, improve the material’s ability to accommodate dislocations, activate
more slip, and increase the plasticity.
Figure 4 shows the fracture morphology images of rolled alloy. As shown in Fig. 4 (a, b, c), it is seen that
there were some micro-cracks and tearing ridges in the 4-pass sample, which may damage the
mechanical properties [18]. The fracture morphology after 5-pass rolling was presented in Fig. 4(d, e, f),
where numerous dimples, cleavage steps, and cleavage planes can be observed. It was well known that
the appearance of the cleavage plane indicates poor plasticity of materials. Because the tiny second
phase distributed on the cleavage plane hinders the expansion of the shear band in Fig. 4(e) and (g), the
5-pass sheet shows a high strength-ductility balance. The direction of the shear band was changed to
make it less prone to cracking by the tiny second phase, resulting in improved performance.
4. Conclusions
In this paper, a novel XME100 Mg alloy with high strength-ductility balance material is prepared by multi-
pass low-temperature rolling without intermediate annealing. Compared with the 4-pass rolling, the tensile
strength and elongation of the sheet were increased by 19.7% and 365.1% after the 5-pass rolling. After 4-
pass rolling, there was a coarse Mg2Ca phase in the sheet, which leads to the material being prone to
intergranular fracture and failure. After 5-pass of rolling, the sheet has a uniform fine grain structure, the
maximum strength of bimodal texture decreases, and the distribution of the small second phase on the
cleavage surface hinders the expansion of the shear band. The combined effect of the above factors
makes it have higher elongation. Therefore, the sheet rolled in 5-pass exhibits a high strength-ductility
balanced.
Declarations
Authors' contributions Research conception and method design: Zhi-hui Cai; Material preparation, data
collection and analysis: Qin-hong Fan, Yong-yong Jia, Yao-jie Hou; Writing (original draft preparation):
Yong-yong Jia; Writing (review and editing): Qin-hong Fan, Zhi-hui Cai; Funding support: Li-feng Ma.
Funding The authors acknowledge support from the National Natural Science Foundation of China
(U1910213), Taiyuan University of Science and Technology Scientific Research Initial Funding (Grant No.
20202039 and 20192002), Applied Basic Research Program of Shanxi Province (201901D211290).
Page 5/9Data availability The authors confirm that the data and material supporting the findings of this work are
available within the article.
Ethical approval The article follows the guidelines of the Committee on Publication Ethics (COPE) and
involves no studies on human or animal subjects.
Consent to participate Not applicable.
Consent for publication This work is approved by all authors for publication.
Conflicts of interest The authors declare no conflicts of interest.
References
1. Nakata T, Xu C, Ajima R, Shimizu K, Hanaki S, Sasaki TT, Ma L, Hono K, Kamado S (2017) Strong and
ductile age-hardening Mg-Al-Ca-Mn alloy that can be extruded as fast as aluminum alloys. Acta
Mater 130:261–270. https://doi.org/10.1016/j.actamat.2017.03.046
2. She J, Pan FS, Guo W, Tang AT, Gao ZY, Luo SQ, Song K, Yu ZW, Rashad M (2016) Effect of high Mn
content on development of ultra-fine grain extruded magnesium alloy. Mater Design 90:7–12.
https://doi.org/10.1016/j.matdes.2015.10.093
3. Xu SW, Oh-ishi K, Kamado S, Uchida F, Homma T, Hono K (2011) High-strength extruded Mg–Al–Ca–
Mn alloy. Scripta Mater 65:269–272. https://doi.org/10.1016/j.scriptamat.2011.04.026
4. Pan H, Qin G, Huang Y et al (2018) Development of low-alloyed and rare-earth-free magnesium alloys
having ultra-high strength. Acta Mater 149:350–363. https://doi.org/10.1016/j.actamat.2018.03.002
5. Zha M, Liang JW, Xing H et al (2022) Spheroiding and refining of coarse CaMgSn phase in Mg–Al–
Sn–Ca alloys for simultaneously improved strength and ductility via sub-rapid solidification and
controlled rolling. Mater Sci Engineering: A 834:142598.
https://doi.org/10.1016/j.msea.2022.142598
6. Mohsen. Masoumi M, Hoseini M, Pekguleryuz (2011) The influence of Ce on the microstructure and
rolling texture of Mg–1%Mn alloy. Mater Sci Engineering: A 528:3122–3129.
https://doi.org/10.1016/j.msea.2010.12.096
7. Wang C, Zeng L, Zhang W, Tang F, Ding W, Xiao S, Liang T (2021) Enhanced mechanical properties
and corrosion resistance of rolled Mg-1.5Sn-0.5Ca alloy by Ce microalloying. Mater Charact
179:111325. https://doi.org/10.1016/j.matchar.2021.111325
8. Li B, Guan K, Yang Q, Niu X, Zhang D, Yu Z, Zhang X, Tang Z, Meng J (2018) Effects of 0.5 wt% Ce
addition on microstructures and mechanical properties of a wrought Mg-8Gd-1.2Zn-0.5Zr alloy. J
Alloys Compd 763:120–133. https://doi.org/10.1016/j.jallcom.2018.05.308
9. Nakata T, Xu C, Matsumoto Y, Shimizu K, Sasaki TT, Hono K, Kamado S (2016) Optimization of Mn
content for high strengths in high-speed extruded Mg-0.3Al-0.3Ca (wt%) dilute alloy. Mater Sci
Engineering: A 673:443–449. https://doi.org/10.1016/j.msea.2016.07.098
Page 6/910. Kaviani M, Ebrahimi GR, Ezatpour HR (2019) Improving the mechanical properties and biocorrosion
resistance of extruded Mg-Zn-Ca-Mn alloy through hot deformation. Mater Chem Phys 234:245–258.
https://doi.org/10.1016/j.matchemphys.2019.06.010
11. Zhao L, Ma L, Han T, Qin G, Duan H, Zhao Z (2021) Strength-ductility balance of Mg-1.03Ca-0.47Mn
Mg alloy sheet produced by rolling and annealing. Mater Lett 287:129288.
https://doi.org/10.1016/j.matlet.2020.129288
12. Wang W, Chen W, Zhang W, Cui G, Wang E (2018) Effect of deformation temperature on texture and
mechanical properties of ZK60 magnesium alloy sheet rolled by multi-pass lowered-temperature
rolling. Mater Sci Eng A 712:608–615. https://doi.org/10.1016/j.msea.2017.12.024
13. Liang Y, Liao BH, Zhou T, Ge WJ, Shi LX, Hu L, Yang MB, Zhang J (2020) Microstructure and
Mechanical Property of Mg-3Al-1Zn Magnesium Alloy Sheet Processed by Integrated High
Temperature Rolling and Continuous Bending. Metals 10:380. https://doi.org/10.3390/met10030380
14. Wu BL, Zhao YH, Du XH, Zhang YD, Wagner F, Esling C (2010) Ductility enhancement of extruded
magnesium via yttrium addition. Mater Sci Eng A 527:4334–4340.
https://doi.org/10.1016/j.msea.2010.03.054
15. Jia Y, Cai Z, Fan Q, Ma L (2022) Effect of Sn on Hot Deformation Behavior of Mg-Ca-Mn Mg Alloys.
Trans Indian Inst Met (2022). https://doi.org/10.1007/s12666-021-02499-w
16. Robson JD, Stanford N, Barnett MR (2011) Effect of precipitate shape on slip and twinning in
magnesium alloys. Acta Mater 59:1945–1956. https://doi.org/10.1016/j.actamat.2010.11.060
17. Wang C, Ma A, Sun J, Liu H, Huang H, Yang Z, Jiang J (2019) Effect of ECAP process on as-cast and
as-homogenized Mg-Al-Ca-Mn alloys with different Mg2Ca morphologies. J Alloys Compd 793:259–
270. https://doi.org/10.1016/j.jallcom.2019.04.202
18. Li B, Teng B, Wang E (2019) Effects of accumulative rolling reduction on the microstructure
characteristic and mechanical properties of Mg-Gd-Y-Zn-Zr sheets processed by hot rolling. Mater Sci
Eng A 765:138317. https://doi.org/10.1016/j.msea.2019.138317
Figures
Page 7/9Figure 1
Tensile stress-strain curves and band contrast images, the (0001) pole figures and grain size distribution
maps of alloys at different rolling passes (a) Tensile stress-strain curves (b) as-extured (c) 4-pass (d) 5-
pass
Figure 2
SEM images of different rolling process: (a) (b) and (c) 4-pass, and (d) (e) and (f) 5-pass, (g)surface scan
image of 5-pass
Page 8/9Figure 3
TEM images of different rolling process: (a) and (b) 4-pass, and (d) and (e) 5-pass; (c) and (f) show TEM
after 4-pass and 5-pass of tensile deformation
Figure 4
Fracture morphology images of rolled alloy; (a), (b) and (c) 4-pass, (c), (d) and (e) 5-pass
Page 9/9You can also read

















































