TOYOTA MOTOR MANUFACTURING AUSTRALIA IN 1995: AN EMERGENT GLOBAL STRATEGY
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Actes du GERPISA n° 26 37
TOYOTA MOTOR MANUFACTURING AUSTRALIA
IN 1995: AN EMERGENT GLOBAL STRATEGY
Takahiro FUJIMOTO
The purpose of this paper is to describe and of manufacturing firms in the field of international
analyze the manufacturing operations of Toyota management. The transnational strategy (Bartlett
Motor Manufacturing Australia Ltd., an Australian and Ghoshal, 1989), which tries to link
subsidiary of Toyota Motor Corporation, from the international operations with distinctive resources
point of view of “emergent global strategy”. It is and capabilities by a network of people, materials,
based on an exploratory case study. money, technology, and knowledge, for example,
In the field of strategic management, the notion has attracted much attention. International Motor
of “strategy as plan” has been a prevalent idea for Vehicle Program of MIT (Womack, et al., 1990)
many years, in which strategic intent precedes also advocated a similar global network. The
strategic implementation (Andrews, 1980, Hofer existing works on global strategic management,
and Schendel, 1978, etc.). There has been another however, tend to be explained by the “strategy as
concept of strategy concepts, “strategy as pattern”, plan” concept, driven by a prior grand design and
which assumes the possibility that competitive deliberate decision making at the headquarters.
strategy may be formed even without a prior Rational decisions do more or less guide
intention to be competitively rational (Mintzberg international operations of manufacturing firms,
and Waters, 1985). Mintzberg and his colleagues but it is also possible that the global network may
call a strategy that was unintended but realized evolve into what the original intention did not
“emergent strategy”1. predict. This paper pays a special attention to te
Such arguments for emergent strategies can be latter aspect, or “emergent global strategies” that
applied to global operations. There has been, of result from a series of crises and responses.
course, a mountain of literature on global strategies As a case study, this paper describes and
analyzes Toyota Motor Manufacturing Australia
1
For a related concept in sociology, «latent function», which Ltd. (TMCA). In this company, a strategy of
refers to when a function turned out to contributed to a overseas manufacturing capability-building and
system’s survival but was out motivated by prior intention, see
Merton, 1968. global networking of managerial resources has38 Actes du GERPISA n°26
emerged as a result of inevitable responses to of imports into the host market after the
intensifying local competition in Australia. protectionist policy of a local government is lifted.
TMCA, originally established as a local-market- It is also important to note that a crisis situation
oriented operation that fit the Australian tends to reveal inter-firm differences in interpreting
government’s import substitution policies and the environments and forming strategies. It is thus
protected domestic market, evolved into an possible that the intensifying competition in the
important node of Toyota’s global manufacturing Australian auto market may reveal “Toyota-ness”,
network as it struggled to survive in a series of or a distinctive competence of this high-performing
crises. This process may be seen as an interesting manufacturer. Against this background, let’s
example of an emergent strategy, in which day-to- investigate Toyota’s Australian operations.
day local manufacturing operations for survival and
global strategy formation are virtually inseparable,
unlike deliberate strategies based only on AUTOMOBILE MARKET, INDUSTRY AND
articulated global visions. INDUSTRIAL POLICIES IN AUSTRALIA
Before analyzing the case, let me explain the
background - the Australian automobile industry Market Trend
and its transformation. In the 1980s, the Australian For various economic and geographical reasons,
government abandoned its protectionist automobile the car ownership ratio in Australia is quite high.
industry policy that it had supported for many As of the mid 1990s, there were about 10 million
years. This can be regarded as a pioneering case of cars and trucks in operation while its population
a government’s effort to rationalize an inefficient was only 18 million (60 million vehicles and 130
local industry created by protectionism. million people in Japan). The ownership ratio
From the Australian local makers’ point of itself has been almost saturated, however. Average
view, however, such a drastic change of industrial age of the vehicles (about 10 years) and average
policy inevitably created a serious crisis. Facing life expectancy (about 20 years) are both quite
fierce competition from imported vehicles, one long. People tend to keep old cars. As a result, the
local auto maker has already closed down its domestic market (mostly replacement demand) is
Australian manufacturing operation. The surviving rather small and saturated at around half a million
local makers are set to continue to face very severe units per year. (see table 1)
competitive environments. The market structure is somewhat similar to that
In the middle of this crisis, TMCA has explored of the U. K. in that about half of the passenger car
its way toward a relatively autonomous overseas demand in Australia is for so called “company
operation with a mid-size manufacturing facility. cars”, which companies own and lend to their
In fact, it appears to have accumulated capabilities employees as a part of their fringe benefits. Since
as an important node of Toyota’s global the companies also pay for gasoline, the drivers
manufacturing network through rather aggressive (?employees) do not care much about fuel
capital investments, the consolidation of local efficiency. Thus, company cars occupy 80% of the
manufacturing facilities, the rationalization of large car market in Australia. By contrast,
production systems, improvements in human individuals tend to buy inexpensive small cars or
resource management, the formation of vehicle- used cars.
parts complementary networks, strategic alliances Car leases have begun rather recently, but are
with other makers and so on. This paper describes rapidly expanding. There may be volume discounts
the above process as a kind of emergent global on the lease fee. Lease periods are typically three
strategy formation. years, after which ex-lease vehicles are sold to used
Compared with the overseas operations of car markets. People in Australia, a former British
Japanese auto firms in Asean and other Asian colony, tend to regard themselves as European-
countries, the Australian operations may be much style car users. The fraction of cars equipped with
less known to the public. However, the case of automatic transmissions (AT), for example, is 60%
TMCA may be regarded as a pioneering example in the case of the Toyota Corolla, which is much
of how an internationalized manufacturing firm lower than the level in the US market, if not in
strengthens its overseas operations vis-a-vis a flood Europe.Actes du GERPISA n° 26 39
Table 1: Outline of the Australian Automobile Industry
Production Production Import In Use
Passenger Commercial Passenger Commercial Passenger Commercial Total
'60 259340 66910 244818 65541 7807 692 2813300
'70 391946 81844 413061 88537 42362 16255 4783300
'80 318048 47179 453378 121486 150218 102759 7263100
'87 309962 20279 369335 81469 9022600
'88 317367 29661 418699 118238 108289 101204 9221100
'89 356898 28786 464322 131946 174692 132632 9489500
'90 360919 22737 486947 127793 170338 110291 9776600
'91 278423 15372 416783 81322 176260 87467 9814741
'92 270170 14932 453214 138499 189421 102254 9954500
'93 285076 20093 455911 91859 199824 102254 10139800
'94 285900 13800 502011 106359 10407400
'95 293631 25405 527132 106351 10638200
Source: JAMA, Nikkan Jidosha Shinbun (Automobile Daily News), etc.
Since the government’s protectionist policy was market is small and saturated amplified this
relaxed, complete vehicles have been imported problem through the chronic high-cost structure of
from various countries. Imports from Korean and small volume producers.
Spanish-built vehicles were growing particularly This industrial policy changed completely in
rapidly as of the mid 1990s. 1988, however, when the trade minister Button
announced a drastic conversion of the policy
Transformation of the Automobile toward the relaxation of protectionism and the
Industrial Policy promotion of exports--the so-called “Button plan”.
From the 1930s through the 1980s, Australia’s The new policy, targeting passenger car producers
automobile industrial policies had consistently and specialist component producers (but excluding
been projectionist in nature, with such import- commercial vehicle producers and replacement
substitution measures as high import tariffs, import parts suppliers) consisted of the following
quotas for complete vehicles, local content elements:
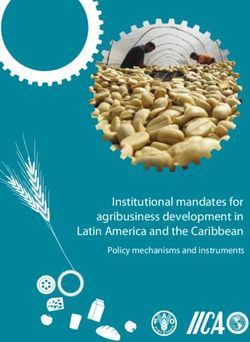
regulations, and so on. • Gradual reduction of tariffs for complete
Behind such a policy was, apparently, the vehicles (see figure1: 15% in 2000)
doctrine of so-called “infant industry protection”, • Abolishment of import quotas (1988)
which insists on temporary protection of a • Penalties against small volume production
domestic industry in order to buy time for its take- models (regulation of minimum annual
off in terms of international competitiveness. production volumes by models)
Typical examples include the Japanese and Korean • Export promotion measures
auto industries, which followed the path of • Imported parts concession
protection - establishment of international
competitiveness - relaxation of the protection, The above policy aimed at promoting
although the net effects of the industrial policy are competition by trade liberalization and thereby
not clear. rationalizing the product mixes and production
The Australian auto industry, however, was systems of local producers, as well as improving
apparently suffering from the vicious cycle of quality and productivity and lowering prices. In
chronic protectionism and retention of inefficient order to alleviate the damages to the local
sectors, a typical trap of import substitution producers, however, such measures would be
policies. The fact that the Australian domestic40 Actes du GERPISA n°26
Actes du GERPISA n° 26 41
introduced gradually with micro-level supports for Both firms also started local knock-down assembly
the local makers. in Japan at roughly the same period.
It is rather generally observed that a country After World War II, domestic demands of the
with import-substitution policies shifts its emphasis automobile continued to grow until the 1960s, and
to export promotion while keeping some forms of this, together with protectionist-localization
protectionism in place. The present Australian policies by the government, induced new entry of
case, however, is characterized by a more such foreign auto makers as VW (newly
compressed schedule of shifting to export establishing MPL in 1957), Toyota (starting
promotion and lifting protection (although step-by- consign production at Australian Motor; 10%
step) simultaneously. Such a drastic policy change capital participation in 1968; 50% in 1970; 100%
is rather rare in the world auto industry. in 1988), and Chrysler (acquisition of Roots
Note also that the new policy virtually restricts Motors in 1965). Then Nissan purchased the VW
the number of domestically produced models subsidiary in 1976, and Mitsubishi bought out
(consolidation of product mix), which is different Chrysler’s position in 1979, creating a five
from restriction of new entrants (historically company regime with two American and three
observed in Korea, for example). This policy tends Japanese auto makers.(see table 2 and figure 2).
to result in exchanges of models and other tie-ups In 1992, Nissan divested from Australia,
between firms aiming at product-level economies leaving four local passenger car producers, Ford,
of scale. GM (Holden), Mitsubishi, and Toyota as of the late
1990s.
The Automobile Industry in Australia Local production facilities are concentrated in
The Australian automobile industry has a fairly South Australia State (near Adelaide; GM and
long history, originating back in 1925, when both Mitsubishi) and in Victoria State (Melbourne; Ford
Ford and GM started local assembly operations. and Toyota).
Table 2. Australian Motor Vehicle Production (Incluging Export)
Ford GM-Holden Mistubishi Nissan Toyota total
1987 129,899 99,060 45,691 36,730 46,221 357,601
1988 130,049 87,753 53,220 46,851 55,134 373,007
1989 157,578 110,831 50,754 52,357 59,474 430,994
1990 156,686 103,918 36,547 57,918 72,131 427,200
1991 123,634 78,640 30,948 35,359 59,244 327,825
1992 112,801 90,845 39,024 20,231 50,021 312,922
1993 126,409 97,543 52,350 nil 67,400 343,702
1994 130,058 122,046 48,063 nil 77,741 377,908
Source : TMCA42 Actes du GERPISA n°26
Actes du GERPISA n° 26 43
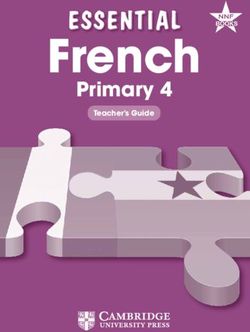
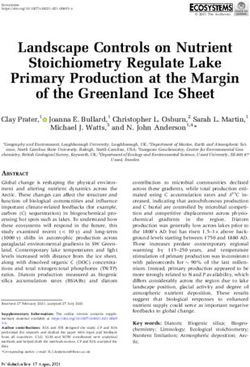
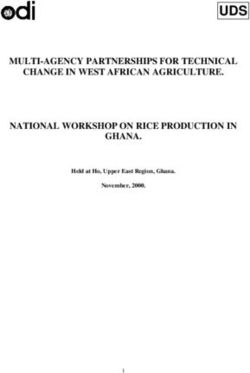
Competition against imports has intensified in US Makers: Annual production of the two US
recent years. As of 1995, for example, when the makers has been fluctuating at level of roughly
tariff on imported vehicles was 27.5%, the share of 100K~150K each since the late 1980s. Both firms
import vehicles had already reached 40% (see have autonomous operations with product
figure 3). The tariff will further decrease to 15% in development, production and sales functions, as
the year 2000, which should further push up the well as Australia-specific models in the large car
import share. Accordingly, the variety of segment. Both GM and Ford are estimated to have
domestically sold vehicles increased dramatically 600 to 700 people in their respective product
from 200 in 1978 to 550 in 1995-good news for development groups.
Australian consumers, but a bad news for local
producers.
Figure 3 Share of Car Imports in Australia
50%
46%
45%
40% 38%
35%
30%
25%
19%
20%
15%
10%
5%
0%
1988 1994 1-4 1995
Although the US makers develop and produce modifications year by year, as in the traditional
unique models (GM Comodore and Ford Falcon), annual model change policy of the American auto
they are more like derivative models which made makers, but the platforms themselves have
use of the companies’ global networks. For remained unchanged for as long as 20 years. As a
example, the Comodore, a large car of GM-Holden, result, some component technologies of the GM
has a unique floor panel design, but its door design and Ford models have become quite obsolete. As
was derived from a vehicle from Opel, GM’s of 1995, for example, the Ford Falcon was still
European subsidiary, and many other component using rigid suspension, and the GM Comodore was
designs were carried over from those of GM in the propelled by an overhead valve (OHV) engine,
US. when independent suspensions and overhead
Because of the small volume of local production camshaft (OHC) engines were the prevalent mode
per model (less than 100K units annually), the two worldwide. Down-sizing of the large cars has not
US makers have tried to lower depreciation costs made significant progress. Thus, the large models
by making their chassis-platform change cycles by the US auto makers tended to be good only for
quite long. Body exteriors receive minor the Australian domestic market.44 Actes du GERPISA n°26
By 1995, GM had decided to concentrate only The Impact of Industrial Policy Changes
on the large Comodore in local production, and on the Companies’ Strategies
received the OEM-supply of Corolla (Nova) and The strategic responses of the local auto makers
Camry (Apollo) from Toyota (TMCA), as well as to the new industrial policy that relaxed
receiving Opel’s compact car, Corsa, from its protectionism can be summarized as a combination
Spanish factory, creating a “patch-work” full line of the following four measures: (i) consolidation of
product mix. The Nova and Apollo shared their models and factories; (ii) inter-firm coalition
chassis and exteriors with the Corolla and Camry building; (iii) improvements of competitive
respectively, but they had modified front grilles, performance at the plant level; (iv) divestment
head lamps, and rear combination lamps for moves.
superficial product differentiation. Consolidation of models: Due mostly to the
Ford was reconsidering its strategy in Australia Button plan, the number of domestically produced
in 1996, taking into account the Australian models decreased from 13 in 1984 to only 5 in
government’s industrial policies after the year 1994, while the number of assembly plants and
2000. As of 1995, no budget for new capital assembly firms decreased from 7 to 4 and from 5 to
investment in Australia had been approved by 4 respectively (see table 3). Thus, the
Ford’s US headquarters. rationalization of the local model line-up was
Mitsubishi: Mitsubishi’s Australian subsidiary rather significant.
(MMAL), was formed in 1979 through the The model consolidation was particularly
purchased of Chrysler’s Australian subsidiary. Its drastic in the case of the US makers. GM, for
annual production volume has remained between example, reduced its number of models from 4 to 1
30K to 50K units in the late 1980s and the early between 1984 and 1994, and Ford from 3 to 1
1990s. The facility has produced the “Magna”, a during the same period. Thus, the Button plan
fairly large sedan, which was originally an enlarged made the U.S. makers virtually single-model-firms.
derivative model of Mitsubishi’s Japanese model This was a direct response to the new policy of
“Gallant”. The 1995 Magna was a modification of imposing prohibitive tariffs on import parts when a
Mitsubishi’s larger model in Japan, “Diamante” model’s annual production fails to reach 30K units.
(previous generation) with its “B-pillar” design Among the Japanese firms, Nissan closed down its
changed. Although it is generally difficult for auto assembly transplant, and Mitsubishi reduced its
makers to change models simultaneously in Japan number of models from 2 to 1, while Toyota has
and Australia, it is true that Mitsubishi was kept its two-model line-up (Camry and Corolla) as
renewing its locally produced models much more of the mid 1990s. The contrast between Toyota
frequently than the US-based makers. and US makers may come from their
Auto Parts Industry in Australia: The manufacturing strategies: the US makers
Australian auto parts industry consists mostly of apparently follow their traditional mass-production
local subcontractors producing non-functional parts strategy for cost competitiveness; Toyota is more
and the Australian operations of large US and oriented to flexible production system by which it
European parts suppliers making functional parts. tries to enhance competitiveness of medium-size
There are only a few Japanese parts suppliers overseas operations.
operating in Australia1. In other words, unlike US Alliance among Local Subsidiaries : In order to
transplants, Japanese transplants in Australia are maintain the full-line policy in the show room
unable to rely much upon local facilities of while consolidating locally produced models, the
Japanese parts suppliers. auto makers have to either import cars from their
other factories outside of Australia, or buy
complete vehicles from domestic competitors. In
fact, since the announcement of Button plan in
1988, local auto assemblers in Australia have
begun to form alliances with each other by
mutually adjusting local models, commonizing
1
parts and vehicle designs between them, and
Exceptions include Denso (locally producing radiator, air
conditioner and meter), Toyo Rubber (instrument panel pad), exchanging OEM supplies of complimentary
and Bridgestone (tire and steering wheel).Actes du GERPISA n° 26 45
Table 3 : Reduction of Production Models in Australia
1984 1994
GM-Holden WB (Statesman/Caprice) Commodore
Commodore
Camira
Gemini
Ford Falcon Falcon
Telstar
Lase/Meteor
Toyota Corona Camry
Corolla Corolla
Sigma Magna
Mitsubishi Colt
Nissan Bluebird
Pulsar/Astra
Model 13 5
Total Maker 5 4
Plant 7 4
Source : TMCA
models. GM and Nissan originally had such a tie- International Motor Vehicle Program), but
up relationship, but Nissan switched to an alliance nevertheless it is clear that significant progress has
with Ford when Toyota and GM set up a joint been made on this point.
venture. To sum up, Australian assemblers were still
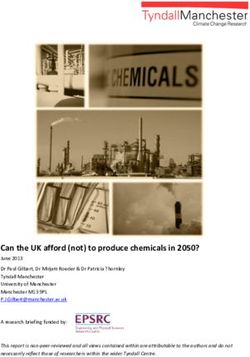
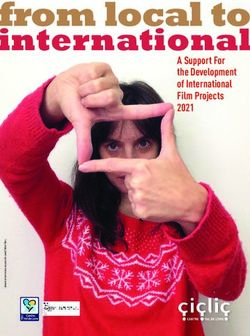
Improvements of Productivity and Quality: One lagging behind world class players in terms of
of the major objectives of the Button plan was to manufacturing quality, design quality and assembly
improve competitiveness of domestic auto makers. productivity, but they were steadily getting better,
Indeed, according to the data of AIA (the from which the government was convinced that its
government authority), manufacturing quality of new industrial policy was successful as of the mid
Australian models has steadily increased since 1990s.
1988 (see Figure 4). Among the local models, Strategic Differences Across Firms: The drastic
those of Japanese firms tended to enjoy higher government policy change inevitably had a major
quality during this period, but GM and Ford impact on the strategies of the local auto makers
models were also improving. Overall, local models which had formerly been protected. They were
were narrowing quality gaps vis-a-vis imports. forced to choose between exiting from Australian
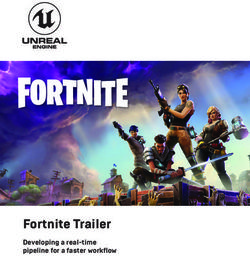
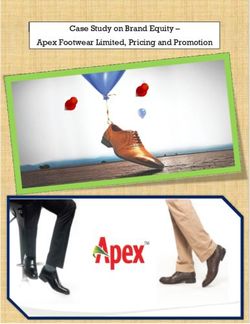
The improvements in assembly productivity manufacturing operations or managing to survive
(person-hours per vehicle) was not as obvious as in by enhancing their products’ competitiveness
the above case of quality, but it did improve from against imports. The government obviously tried
40 person-hours per vehicle in 1988 to about 35 in to induce local makers to the latter solution, but
1993 (see Figure 5). This level is still far behind there was also the risk of a total collapse of
the world class assembly plants (less than 20 Australian car making. The Button plan, in this
person-hours per vehicle, according to MIT’s sense, was dangerous shock treatment.46 Actes du GERPISA n°26
Figure 4 AIA Quality Index
Ford Laser
4,5 Toyota Corolla
Defects per vehicle
4
3,5 Toyota Camry
3 MMC Magna
2,5
2 Ford Falcon
1,5
1 GM Commodore
0,5
0
1985
1986
1987
1988
1989
1990
1991
1992
1993
Year
Figure 5 Assembly Productivity of
Australian Plants ( Average)
60
52,5
50 44,1
40,4 41,4 39
40 34,5
30
20
10
0
1988
1989
1990
1991
1992
1993
In fact, the local producers responded to the already been intensified. Although one cannot be
new policy differently. Nissan gave up local overly optimistic about the future of TMCA as of
production and closed its plant in 1992. GM and the mid 1990s, it should be noted that Toyota was
Ford were trying to survive mainly by such the only company that expressed its clear strategic
defensive measures as model consolidation and intent to build up a core manufacturing capability
plant consolidation, but they had not launched any in Australia as an important node of the company’s
significant strategies to renew their models in an global vehicle-parts network, rather than simply
effort to dramatically improve competitive have an inward-looking local operation.
performance. Mitsubishi was also trying to make its
By contrast, Toyota (TMCA) was the only local Australian plant an export center of the Diamante
producer that was obviously making major efforts wagon and V-6 engines, but it was trying to do so
to upgrade competitive performance of its local through rather defensive measures: consolidating
operations. This is obvious from the fact that, as models and rationalizing production without much
late as 1994, Toyota built its new Altona assembly additional investment.
plant with its state-of-the-art production system
designs when the competition against imports hadActes du GERPISA n° 26 47
TOYOTA MOTOR MANUFACTURING and workers were all Australians in principle. In
AUSTRALIA (TMCA): OUTLINE general, President Nakagawa highly evaluates the
Australian managers. Although they may not be as
Basic Strategies of TMCA good at teamwork as their counterparts at the
Toward a Middle-Size Center for the Southern Japanese headquarters, the Australian managers
Hemisphere: The overall vision of President tend to be capable as individuals, dealing with
Nakagawa and VP Sakaue, as of 1995, was to wider task assignment than their Japanese
make TMCA one of the mid-size hubs in Toyota’s managers, and did an excellent job during the
global manufacturing network. Compared with 1994-95 new plant construction, according to
Toyota’s large-size facilities in Japan and US, a Nakagawa. Note, however that there are also
medium-volume production lines such as TMCA Japanese “coordinators” dispatched from the
may add significant flexibility to its global Toyota headquarters, who are stationed at TMCA
operations in terms of knockdown exports and as long-term expatriates. Mr. Shimizu, Chief
production of Asian models. TMCA, in this sense, Coordinating Executive, for example, was not
is meant to be a center of Camry production, counted as an employee of TMCA. There were
covering not only Oceania but also South-East Asia about 20 such coordinators (including 10
and South Africa as export markets. executives), linking TMCA and Toyota
President Nakagawa has had a unique career, headquarters in accounting, finance, sales,
beginning with inspection duties and then purchasing, personnel, service, parts, technology,
participating in various overseas manufacturing and production.
operations such as Nummi in the US and Besides TMCA, there is a separate Toyota
Indonesia. VP Sakaue is a veteran expert of Motor Corporation’s Australia Office, a branch
manufacturing engineering. Coordinator Shimizu unit of the Product Technology group at the Toyota
has worked in the overseas planning division at the headquarters. President Nakagawa of TMCA is
corporate headquarters, designing Toyota’s global also head of this TMC Australia Office. There are
parts-vehicle network. Toyota might have about 10 expatriates working at this office,
appointed these three talents deliberately, taking conducting such jobs as engineering adminis-
into account TMCA’s strategic role as a semi- tration, product design, testing, and coordination.
autonomous hub in its global network. Toyota is trying to balance centralization and local
The Profile of TMCA: Although TMCA is a decentralization through this dual structure of local
relatively small overseas facility compared with the subsidiary (TMCA) and the headquarters’ branch
large operations in the US (e.g., Kentucky plant = office. In this way, such decisions as the selection
TMM), it is a uniquely self-sufficient unit, unlike of local content parts can be made at TMCA
its US counterparts, with all the main functions without intervention from the headquarters, but
including production, sales, product development, certain technically sensitive issues can also be
finance, and general administration. It is one of decided quickly through close collaboration with
Toyota’s oldest overseas operations, having started Toyota headquarters.
in the early 1960s. As mentioned above, TMCA’s TMCA had about 4000 employees as of 1995,
managers have a vision of growing it into one of of which about 3000 were in production (2000
the core production centers for the Camry with direct workers and 1000 indirect workers), 800 in
medium volume capacity, coordinating it’s sales, and 400 in general administration. It has tried
operations on an international scale with the two to size down administration and indirect units in
other Camry factories, the Tsutsumi plant in Japan order to survive in the increasingly competitive
and TMM in Kentucky, US. environments.
Another distinctive feature of TMCA is its high
degree of localization of managers. There were Outline of Production and Technological
only three Japanese expatriates in TMCA itself: Operations
President (Nakagawa), Vice President in Production: There were 2875 employees in the
Manufacturing and Technology (Sakaue), and Vice production group of TMCA as of 1995, of which
President in finance; the other managers, engineers 2221 belonged to the Altona and Port Melbourne48 Actes du GERPISA n°26
factories, 316 were in production control, 171 in lines are separate, but they share one line in
quality control, 83 in production engineering, and metal finishing, painting, and final assembly
84 in product development. There were 1925 processes. There are 440 employees (230
direct and 950 indirect employees (Figure 6, direct workers) in press, engine and aluminum
Table 4). TMCA produces two basic models: casting; 1222 in assembly including welding,
Camry and Corolla. The other models that Toyota painting and final assembly (980 direct
sells in Australia are either imported from Japan or workers). There is also an administration
bought from GM Holden on OEM basis (sold building containing production control,
under the Toyota brand). Production in 1994 was purchasing, finance, personnel, etc., as well as
52K for the Camry and 25K for the Corolla-78K all quality test trucks, a shopping yard, and CKD
told, which includes OEM supply to GM (10K) and container yard. There was no plan to expand
the exported Camry’s (5K) (see Table 5). Altona’s capacity as of 1996.
• There used to be three production facilities in
TMCA: Port Melbourne plant (Assembly and Engineering: Both product and process
parts production for Camry), Altona Plant engineers are included in the production area.
(press and engine), and Dandenon (Assembly Roughly speaking, there are 100 product engineers
for Corolla). Dandenon and Port Melborune and 100 process engineers. The product
Plants were closed in 1994 and 1995 engineering department includes product planning,
respectively, however, which resulted in the engineering design, prototyping, testing, and
concentration of TMCA’s press, welding, engineering administration. Process engineering
painting and final assembly processes in consists of facility engineering, tool & jig
Altona. engineering, and process & equipment engineering.
• Port Melbourne Plant was an old facility built Part of TMCA’s prototyping and styling is done
in the 1950s and was first owned by AMC and using GM facilities.
then by Mercedes Benz. It had assembled and
manufactured Toyota products since 1963. Outline of Sales & Marketing
Since this plant is located only 10km from Product Line-up: TMCA’s line-up centers
Altona, 80% of the workers at Port Melbourne around the two locally produced models, Camry
moved to the Altona Plant rather than quit and Corolla, which are supplemented by
TMCA. After the shut down of the assembly commercial vehicles, minivans and sports utility
shop, the parts production shops (small presses, vehicles imported from Japan, as well as a large
seat frame, door trim, fuel tank, etc. 559 model OEM-supplied by GM Australia. The
workers as of 1995) remained as the largest problem was that after the appreciation of yen in
source of components for Altona Assembly the mid 1990s no models at the low end could be
Plant. Some parts are exported to other Toyota imported at an economically justifiable cost.
factories (e.g., bumpers and air cleaners for the Therefore, the Corolla was the lowest priced
Corolla to Toyota’s Turkish plant. passenger model of TMCA (24000 Australian
• Dandenon Plant was owned by GM, but it shut dollars as of 1995, when 1 dollar equaled 70 yen).
down operation in 1988 in response to the In other words, Toyota’s weakness at that point
government’s new policy. Toyota then was that there was no overseas facilities which
borrowed this facility between 1989 and 1994 could export the low end passenger cars to the
for the assembly of Corolla. Since Dandenon Australian market at economically feasible cost,
is 50 km away from Altona, only 20% of its which created a big hole at the lower part of
workers stayed in TMCA and moved to the Toyota’s price offering range.
Altona plant when Dandenon was shut down. Sales: Although about 70% of Toyota dealers
• Altona Plant is a relatively new facility: Engine were dedicated solely to Toyota, the fraction of
machining / assembling and aluminum casting multiple franchise dealers were increasing, partly
operations began in 1979; press operations because TMCA’s product line-up lacked low price
followed in 1981. Altona’s assembly plant did products at the entry level. Thus, Toyota dealers
not open until 1994, though. In the new tended also to sell such economy models as
assembly plant, the Camry and Corolla welding Daihatsu, Suzuki, or Hyundai and Daewoo ofActes du GERPISA n° 26 49
Korea (the market for micro-mini cars is not
popular yet).
Table 4. Employees
1991 1992 1993 1994 1995
Manufacturing Total 3036 2940 3120 3166 2875
Direct 1708 1634 1778 2035 1925
Indirect 1328 1306 1342 1121 950
Sales 894 846 789 794 755
Finances Admin 607 607 556 459 445
Total 4537 4407 4465 4419 4075
Table 5 Production results
1992 1993 1994
Corolla 22213 23990 21731
Nova (GM) 3697 3016 3581
Sub Total 25910 27006 25312
Camry 25621 31999 42164
Export 2745 4746
Apollo (GM) 4490 5314 5519
Sub Total 30111 40058 52429
Total 56021 67064 7774150 Actes du GERPISA n°26
Actes du GERPISA n° 26 51
Alliance With GM 15% of the Camry engines are imported from
Toyota in Japan.
In 1989, GM and Toyota set up a joint venture On the other hand, some of the complete
in Australia, UAAI, in order to mutually adjust engines are exported, as knock-down kits in
their local production models. TMCA supplied the wooden boxes, to Malaysia, South Africa and New
Corolla-based “Nova” (3600 units in 1994) and the Zealand. As of 1995, TMCA is the only overseas
Camry-based “Apollo” (5500 units in 1994) to facility at Toyota which engages in knock -down
GM. All told, about 10K units out of TMCA’s exports to other countries- -a pioneering case of
80K production volume were supplied to GM on an Toyota’s global network of complementary parts
OEM basis. These GM brand models shared production. (For example, Toyota’s South African
platforms and exterior body panels with the plant producing the Camry imports 2 liter 4
original Toyota Models, with only minor changes cylinder and 3 liter 6 cylinder engines from Japan,
in front grilles, head lamps, and rear lamps. On the and 2.2 liter 4 cylinder engines from TMCA.)
other hand, GM supplied its Commodore-based
large model to TMCA. Aluminum Casting Shop
As of 1995, TMCA was expecting the Toyota- Located inside the engine shop, this foundary
GM Cooperation in 1995 to be continued, in the produces cylinder heads, intake manifolds and
form of cross-utilization of each other’s platforms, other aluminum parts for engines.
and the creation of derivative models with cosmetic Unfinished aluminum cylinder heads are
exterior changes for each brand. In addition, exported from here to Toyota’s South African
TMCA is renting GM’s styling facilities and facility. Some parts are also shipped to Japan for
prototype shop in order to save costs. machining, and then re-exported to Toyota’s
By contrast, the GM-Toyota alliance in Indonesian plant.
production, production technology, purchasing, and
logistics was expected to be limited. For example, Press Shop
once the GM-Holden had already introduced the TMCA’s press shop, located next to the engine
Kanban system, there were not many things on shop, started up in 1981. There are 147 direct
which Toyota could cooperate with GM. Thus, the workers (two shifts), 31 press machines, and 448
GM-Toyota alliance was expected to be limited to dies (i.e., over 10 dies per machine), producing 330
mutual OEM-supplies of derivative models. vehicle-equivalent press parts per day as of 1995,
with a vehicle-equivalent production capacity of
OPERATIONS MANAGEMENT IN ALTONA 400. About 90% of the body panels for TMCA are
PLANT made here. The speed of the press machines (e.g.,
250strokes per hour in the case of 1000 plus ton
Engine machines) is already as high as that of the Japanese
The Altona engine shop, built in 1979, is the press shops, but the average die set-up times have
oldest factory at this site (Figure 7). The plant not reached the typical Japanese level (i.e., within
machines and assembles two types of engines, four ten minutes.)
cylinder 2.2 liter for the Camry and another four There are six press lines (2 large, 1 medium,
cylinder engine for the Corolla. There are two and 3 small), all of which are tandem lines with 4
machining lines each dedicated to one of the two to 5 machines per line. There are no transfer press
engines, but they are merged into one assembly lines, the latest press technology. The two large
line with randomized mixed production. There are press lines use Japanese (Komatsu) press machines;
94 direct workers in two shifts for both machining the other lines consist of second-hand press
and assembly. There is a multi-skilled training machines, made in Japan or Germany, that were
program, using a skill profile table (a matrix moved from Toyota’s domestic plants (Australian
indicating who has mastered which jobs). machines are not used).
Engine casts for the two types of engine blocks
are purchased from Holden Engine, a subsidiary of
GM. However, the 6 cylinder engine, or about52 Actes du GERPISA n°26
Automation levels of the press lines are as because the production volume of the Camry
follows. station wagon (about 20% of overall Camry sales
Material feeding panel ejection in Australia) is not large enough for efficient in-
large line automation automation house press operations, TMCA imports panels (rear
Medium line manual automation side, roof, lift gate, etc.) for the Camry wagon from
Small 1 line manual automation Toyota’s Kentucky plant in the U.S. (TMM), which
Small 2 line automation automation produces the same model in large volumes.
On the other hand, TMCA exports welded side
Small 3 line automation automation
panels and other panel assemblies of the Camry to
Toyota’s Malaysian plant, where this model is
Panel ejection is done automatically in all the
assembled on a knock-down basis in small volume.
press lines, but material feeding is done manually
In this way the Malaysian plant only needs to
in two lines (panel transfer between the machines is
invest in the downstream welding processes such
carried out by conveyers). For example, the
as the body framing process.
medium-size press line has manual feeding
Equipment and Automation: Spot welding
operation because its workload is still low, and it
automation ratios are lower than the typical
does not need to speed up its strokes per hour
Japanese levels (over 90%) as of 1995.
(automatic feeders are often adopted for the
purpose of speed increase.) In the case of small- Table 6 : exemple of equipment & automation
size presses, manual feeding tends to bring about
Nber Nber automa Cycle
higher production speed than does automatic
of of tion time
feeding. Generally speaking, a relatively low wage
spots robots ratio
rate compared with equipment cost tends to make
automation less attractive, which is one of the
Camry 4000 35 38% 3’20’’
reasons why the press automation ratio is lower at
Welding line
TMCA than at Toyota’s Japanese plants.
Corolla 3500 36 65% 6’50’’
60% of the sheet steel purchased is made in
Welding Line
Japan; 40% in Australia as of 1995. Toyota is
planning to increase the fraction of Australian steel,
including such high grade materials as high tension The automation ratio of the Camry welding line
steel and anti-corrosion steel. was also increased to over 60% by 1997 in order to
As for set-up change operations, dies are first improve welding quality and to flexibly deal with
moved to the line side by crane (external set-up); different
moving bolsters then push the dies into the press sheet steel for different markets. Considering
line automatically. Interestingly enough, many of the fact that the automation ratios at the old plant
the set-up workers are female employees. Unlike used to be around 5%, the current levels of over
Japan, where late night work by female workers 60% means that there have been significant
was strictly prohibited by law as of 1995, female investments in welding robots. TMCA has made a
workers play an important part in the Australian lot of effort to train its maintenance workers in
plants, where there is no such regulatory order to deal with the automated equipment.
restriction. The welding robots and the body parts transfer
Body Welding Shop devices were made in Japan, but the other jigs and
Body, paint, and final assembly shops (three equipment for welding were made in Australia.
separate buildings) were newly built in July 1994. Overall, 75 to 80% of welding tools and
There are two body welding lines one each equipment, as well as over 90% of the welding
dedicated to the Corolla and Camry respectively. shop facilities, were made locally in Australia.
The two lines are merged into one mixed model Choice of Body Frame Equip: TMCA’s main
line for metal finishing, painting, and the final bomentdy framing process for the Corolla and
assembly process. Camry have adopted the so called Flexible Body
Complementary Production in Body Shops: Line (FBL), a robotized system originally
Body parts are complementarily produced through developed by Toyota’s production engineers.
Toyota’s international plant network. For example, However, unlike the full-scale version withActes du GERPISA n° 26 53
automated jig-pallets for side body transfer and then an “overall Andon” that group leaders, general
alignment, TMCA introduced a simplified version foremen, and maintenance workers monitor.
of FBL without such mechanisms, yet which can For example, the Andon board for the right-
still deal with two different under bodies and three hand-side hemming team consists of nine lamps
different upper bodies with one set up change time. each representing a particular work station, while
This equipment was made locally. Interestingly the overall Andon board has lamps each
enough, TMCA decided to get technical assistance representing a team (e.g., hemming team, respot
not from Toyota headquarter but from Central, team, etc). The overall Andon is also equipped
another Japanese company that assembles Toyota with lamps which indicate the type of trouble (e.g.,
products under a consignment agreement. This conveyer break down, body shortage, downstream
choice was based on the judgment that Central’s jamming), so that the group leaders, general
equipment, designed for smaller volume foremen and maintenance staff can get real-time
production, would better fit TMCA’s typical information as to what kind of trouble happened
production volume (i.e., 30,000 to 40,000 annually) and when.
than Toyota’s own FBL system designed for large Quality Control: There is an audit system at the
volume production. This example shows how welding shop, in which a welded component is
production technologies of consigned assemblers sampled once every two hours and thoroughly
for Toyota Japan are sometimes applied effectively checked. This audit is rotated between the welding
to certain overseas operations with relatively small section and the quality control department. The
production volume such as TMCA. audit results are displayed on the shop floor.
Work Organization: A work group, each
specialized in a particular module or function, at Paint Shop
the body shop consists of 17 to 18 workers. This There is only one painting line, which is able to
group size is smaller than the case of the final deal with both the Camry and Corolla in a random
assembly shop, which is more labor-intensive. order. In order to improve the work environment
There is a formal training program for multi- and paint quality, the shop has adopted robots for
skilling, which aims at creating workers who can the under body sealing and anti-corrosion plastic
each handle three different jobs, as well as training application processes, and mini-bell electrostatic
at least three workers who can carry out a given paint for the primer and top coating process. The
job. surface finish quality of the Altona paint shop is
Metal Finish Line: After the main body respite now said to be as good as Toyota’s main factories
welding process, the Camry line (3’20” cycle) and in Japan. The sealer process is the most labor-
the Corolla line (6’50” cycle) are merged into one intensive. The underbody water polishing process
mixed-model metal finish line (2’30” cycle). In is also automated in order to alleviate the problem
this merged line, the bodies go through further of the demanding work posture.
inspection, rework, respot welding, attachment of All of the seven metallic paints, which are
doors, hood and lid, as well as surface finishing. popular in the Australian market, have already been
The automation ratio of this line is lower than that switched to water-based for environmental
of the Japanese plants. protection, while the remaining two solid paints
Two Types of Andon Sign Boards: The basic were still solvent-based as of 1995.
design of the Andon boards are the same as that at
Final Assembly Shop
Toyota plants in Japan, in that the light
There is only one final assembly line, where
representing a particular work station blinks when
450 people work in two shifts. There are seven
a problem occurs there. Because the TMCA body
work groups per shift (i.e., about 30 workers per
shop is less automated (i.e., less equipment) than
group), each of which consists of five teams (i.e.,6
the Japanese high-volume plants, however, the
workers per team).
Andon here tends to be simple and more compact.
Process Design: The main assembly line is
There are two types of Andon boards. In the
divided into seven line segments (3 trim - 2 chassis
metal finish lines (8 teams per shift), for example,
- 2 final line segments), which go back and forth in
there is a “team Andon board” for each team, and54 Actes du GERPISA n°26
a zigzag way. Each line segment corresponds to partially from Toyota Motor Corporation, it
one work group. In addition, there are some sub- absorbed the latest concepts of Toyota’s assembly
assembly lines for instrument panels, seats and so process design and work organization. In fact, both
on. There are small body buffer storage areas Nakagawa and Sakaue said that they learned from
between the main line segments, each of which can Toyota Kyushu when they built the Altona
carry up to five to seven unfinished bodies. These assembly line.
buffers give each line segment (i.e., work group) a As for the hardware equipment, there is nothing
certain level of autonomy; even if one of the line new in the Altona assembly line, except the body
segments stops due to some trouble, the other buffer zones between the segments. It is a
segments do not have to stop immediately. The conventional conveyer line; the floor does not
buffers also enable group leaders to stop his order move together with overhead hangers; there are no
line briefly, to conduct small experiments on the tilted hangers for ergonomic purposes; there is no
shop floor. Besides, a set of functionally related major robot assembly system.
tasks are assigned to each work group, so that There are, however, various low cost devices,
workers can grasp the meaning of their work more such as power assist mechanisms for heavy parts,
easily in the context of overall automobile synchronized wagon carts carrying parts and jigs,
production. That is, each of the segments, or work improvements of body hangers, and so on, which
groups, tends to be functionally autonomous or can improve work posture and work environments
comlete. without major capital investments. These simple
This kind of functionally segmented assembly and low-cost measures reflect Toyota’s latest
line can also improve the process for building in assembly concept that tries to balance cost-
quality; By setting up a quality assurance station at competitiveness and worker-friendliness, as
the end of each segment, each work group can opposed to heavy high-tech automation that creates
detect problems and defects for themselves and a heavy fixed cost burden to the assembly factories.
autonomously implement corrective actions before Final Inspection and Defect Prevention: There
the bodies reach the final inspection area at the end is a buffer zone for rework in the final inspection
of the assembly process. On the trim segment, for area, similar to Toyota’s plants in Japan. The
example, workers assemble wire harnesses, rework zone is designed to carry a maximum of
instrument panels, lamps, and so on, and then 100 cars. As of the mid 1995, however, because
check the functionality of these parts by getting the assembly shop had started up only recently,
electric power from a separate source(batteries are there were still about 160 cars in the rework area.
not yet installed at this stage). The work group The lighting system on the inspection line was
feeds back the inspection results whenever they much improved compared with the previous plant.
detect problems, seeks to find their root causes, and Instructions to the workers showing product
tries to solve the problems for themselves. In the specifications are printed out from the assembly
past, such inspections were done only in the final line computer file and are attached to the hood or
inspection area, but this practice tended to create front grille of each car. Color labels are used to
time-consuming reworks, and even secondary prevent mistakes in assembly (i.e., “management
defects in the rework process. Workers also tended by visualization”), but little investment had been
to regard these defects as “their prblem”,--not made in special tools and equipment for this
“ours”. Thus, the new in-line inspection system purpose. The managers did not want to rely too
not only improved quality but also enhanced much on hardware for defect prevention.
morale and the sense of ownership among the Positive Effect of Line Segmentation on
workers, according to Sakaue. Problem Recognition : The division of the assembly
The above findings indicate that the new Altona line into seven segments created a positive effect
assembly line had already adopted Toyota’s new on the recognition mechanism built into the Andon
assembly line concept that had emerged in the early line-stop system.
1990s and materialized at Toyota Kyushu Miyata Generally speaking, the rule that workers can
plant (1993) and Toyota Motomachi plant (1994). stop the line whenever they find defects and
That is, even though TMCA adopted automation problems is based on the Toyota Production
and other hardware production technologies only System’s philosophy of revealing problems on theActes du GERPISA n° 26 55
spot. The basic rule of Andon line-stop was as Brown, director of TMCA in manufacturing and
follows: engineering. This implies that workers were more
• Workers pull the Andon cord (switch) located willing to turn on the Andon switches and thereby
at each work station whenever they find reveal manufacturing problems when they only had
problems. This action turns the Andon lamp to stop their own line segment (i.e., work group).
on and flashing, as well as a music tape, Component Material Handling: The level of
indicating that an abnormality has happened. part inventories beside the assembly line was kept
• The team leader comes to the troubling station reasonably low. The Altona plant also adopted the
as soon as he or she sees the lamp, identifies so-called “door-less” method (i.e., removing doors
the problem, and tries to solve it within the at the beginning of the line and re-attaching them at
cycle time. If the problem is solved in time, the end) to create extra space in the assembly line
the leader turns the Andon lamp off, and the side.
line does not stop. In-coming parts for the final assembly line are
• If the problem is not solved within the cycle received from both ends of the assembly shop
time, then the entire assembly line stops building. Sophisticated material handling
automatically, with the Andon lamp pointing to equipment such as AGV (automatic guided
the troubled station. vehicles) were not used as of 1995.
• In this case the group leader supervising this Large trucks were used as a primary mode for
team comes to the station concerned and inbound parts transportation. About a half of these
tackles the problem. Plant engineers and trucks were chartered by the parts suppliers; the
maintenance workers may also be dispatched rest, chartered by TMCA, circulated from supplier
when necessary. In any case, the line stops to supplier, picking up parts like a “milk run”.
until the problem is solved. TMCA’s Port Melbourne plant, producing floor
• If the lamp of the same work station is turned sub-frames, colored bunpers, fuel tanks, seat
on frequently, causing many line stops, then frames, and seat covers, is the largest parts supplier
the section head or general foreman for the Altona assembly plant. Seat and instrument
supervising that station needs to find a panel subassembly are conducted in-house. A
fundamental solution to the problem, because sequential delivery system, in which components
the root cause of the trouble has not yet been are delivered from the suppliers in the same
removed. sequence as that of the car bodies, is applied to
such bulky and variant-specific parts as bumpers
In principle, the above rule is consistent with and door trims (from TMCA Port Melbourne
the philosophy of so called “jidoka”, or automatic plant), radiators and oil cleaners (from Denso’s
problem detection and machine-stops, in that the Australian plant), and window glasses (from a local
line-stop dramatically reveals and visualizes the supplier).
manufacturing problems and thereby forces The other parts from local suppliers are all
employees to face the problems and solve them delivered through the Kanban system, which
quickly. So, in theory, this is an important element contributed to a reduction of inventories. Also, the
of Toyota Production System. In practice, recent consolidation of the TMCA plants resulted
however, there are tremendous psychological in increases of parts order volume per supplier, and
pressures for the workers not to stop the entire thus increases in the frequency of parts delivery per
assembly line (1 km or longer), so they tend to item, which also contributed to inventory
hesitate to turn on the Andon switches when they reduction.
should do so. This was the case even though there Production plans are managed on a monthly
was only 5 to 10% chance that the assembly line basis. TMCA determines the aggregated production
actually stopped when a worker turned on one of volume and orders the necessary amount of CKD
the Andon switches. parts three months prior to production (month N-3).
In fact, the frequency of both Andon switch-on The mix of body types and options are fixed two
and subsequent assembly line-stops significantly months prior to production (month N-2), after
increased since the segmented-buffered assembly which changes of the production plan is limited
line was introduced to Altona plant, according to only to exterior body colors.56 Actes du GERPISA n°26
Environment and Community HUMAN RESOURCE MANAGEMENT AND
Because Altona plant is located next to a SUPPLIER MANAGEMENT
residential area in the suburb of Melbourne, TMCA
carefully dealt with potential environmental Human Resource Management at TMCA
problems. It created large banks around the TMCA's turn-over ratio has normally been
boarder of the plant site, and planted trees in order stable at around 6 to 7 % per year, which is not
to alleviate noise problems for the surrounding particularly high even compared with that of a
community; most of the paint materials were typical Toyota plant in Japan, although it did
switched to water-based; a dedicated water experience an increase due to the transition to the
treatment facility was built at the paint shop; and new Altona plant in 1994. TMCA's absenteeism
TMCA’s training center at the Altona site was ratio is 5 to 6%, and Kaizen suggestions number
opened to the community on weekends for various around 10,000 per year (Table 7).
purposes.
Table 7 Human Relations
1991 1992 1993 1994
Actual Actual Actual Actual
Turnover (%) 6.0 3.2 7.4 32.27
Absenteeism (%) 5.1 5.3 5.8 6.4
Suggestions 8661 9982 13480 10794
Industrial Action (%) 0.6 0.7 0.2 0.2
Safety (LTI) 217 191 102 161
Quality Circles 71 108 114 53
Source : TMCA
Blue collar jobs, such as automobile production workers but also at the supervisor level. There are
have typically been done by immigrant workers. group leaders who are originally from Vietnam and
Their image and compensation have been relatively Cambodia, for example.
low. For example, the average wage of assembly The plant is normally operated in two shifts
workers has been about 10% lower than average (three shift operations exists in some busy
wage, which contrasts the case of American sections). The shift assignment is fixed, unlike
automobile workers (UAW participants) who have Japanese plants where workers periodically rotate
enjoyed roughly double the average wage rate. between day and night shifts.
Workers of 50 different races and cultures were As for work rules, TMCA has established a new
working at TMCA. Its standard operating system that is different from typical practices in
procedures are written in English, but the shop Australia which are as follows:
floor management is based on the assumption that • Multiple labor unions for each company.
there are many who do not understand English. For (Although labor agreements are made
example, workers can make kaizen suggestions separately with each company, the bargaining
without using verbal language (e.g., by using power of the labor unions is not as strong as
pictures). The training canter at Altona provides that of the American auto worker union, or
English education courses. Surveys for the workers UAW.)
are written in five different languages. • Overtime is allowed only on voluntary basis.
Since Toyota's Australian factories has been in (The ratio of overtime compensation is 50% for
operation for over 30 years, racial backgrounds up to 3 hours, which is significantly higher
have become increasingly diversified not only for than the Japanese counterpart.)You can also read