Reliability analysis of direct drive electrohydraulic servo valves based on a wear degradation process and individual differences
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Original Article
Proc IMechE Part O:
J Risk and Reliability
2014, Vol. 228(6) 621–630
Reliability analysis of direct drive Ó IMechE 2014
Reprints and permissions:
electrohydraulic servo valves based sagepub.co.uk/journalsPermissions.nav
DOI: 10.1177/1748006X14541256
on a wear degradation process and pio.sagepub.com
individual differences
Yuan-Jian Yang, Weiwen Peng, Debiao Meng, Shun-Peng Zhu
and Hong-Zhong Huang
Abstract
Electrohydraulic servo valves play critical roles in modern servo control systems, which require high reliability and high
safety. The reliability analysis of a direct drive electrohydraulic servo valve is conducted in this article. First, the failure
mechanism of the direct drive electrohydraulic servo valve is investigated by analyzing the structure and the working
principle of the direct drive electrohydraulic servo valve. It shows that clamping stagnation, internal leakages and spring
fatigue are the main failure modes of direct drive electrohydraulic servo valve. The structure degradation caused by wear
enlarges the clearance and results in the increase in null leakages. Then, a gamma process is adopted to describe the
internal structure degradation based on the failure mechanism analysis. Heterogeneity among different samples of direct
drive electrohydraulic servo valves is studied and handled by introducing unit-specific random effects into the gamma
process degradation model. Additionally, in this article, a Bayesian method is used to facilitate the degradation analysis
and reliability estimation. The reliability models of sealing, springs and spool valves are presented. Finally, a brief introduc-
tion of the experiment of the direct drive electrohydraulic servo valves and an illustrative example of reliability analysis
are presented to demonstrate the introduced failure mechanism analysis and the proposed reliability analysis method for
direct drive electrohydraulic servo valves.
Keywords
Direct drive electrohydraulic servo valve, spool valves, degradation processes, random effects, Bayesian inference
Date received: 7 January 2014; accepted: 2 June 2014
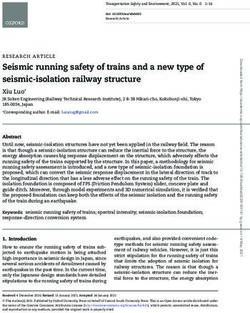
Introduction Singpurwalla,5 Meeker et al.,6 Bagdonavicius and
Nikulin,7 Elsayed,8 Wang and Pham,9 Wang et al.10 and
Direct drive electrohydraulic servo valves (DDVs) play Ye et al.11 Among these degradation models, the
an extremely important role in servo control systems. It gamma process is a nature probability model for the
has been applied in many fields, such as astronaviga- degradation process involving independent non-
tion, aviation, navigation and military equipment. The negative increments. It has been adopted by many
failure of DDVs may result in malfunction of these researchers, such as Singpurwalla5 and Bagdonavicius
engineering systems and lead to a horrible disaster. and Nikulin.7 At the same time, for mechanical prod-
Accordingly, reliability analysis of DDVs is required to ucts, the heterogeneity among different samples is
identify pivotal failure mechanism, to construct a prac-
tical reliability model and to implement a coherent
School of Mechanical, Electronic, and Industrial Engineering, University of
reliability assessment. The leakage caused by the clear- Electronic Science and Technology of China, Chengdu, P.R. China
ance of a servo valve is the main failure mode. It has
been investigated by many scholars.1–3 An internal leak- Corresponding author:
age is usually caused by the degradation of the internal Hong-Zhong Huang, School of Mechanical, Electronic, and Industrial
Engineering, University of Electronic Science and Technology of China,
structure. Lot of studies have been presented for degra- No. 2006, Xiyuan Avenue, West Hi-Tech Zone, Chengdu 611731, P.R.
dation modeling; detailed discussion on degradation China.
models and their applications can be found in Nelson,4 Email: hzhuang@uestc.edu.cn
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015
622 Proc IMechE Part O: J Risk and Reliability 228(6)
common due to the variance of raw materials, the the position of the spool according to the input signal
uncertainty introduced by manufacturing process, the for the desired position. To precisely control the flow
subtle difference of the using conditions and so on. rate, a position sensor is used to detect the position of
Lawless and Crowder12 and Tseng et al.13 proposed a the spool and send feedback to the digital controller.
method to handle these heterogeneities by introdu-
cing random effects into the gamma process model to
describe individual differences. Failure analysis of a DDV
In order to study the reliability of a DDV, the failure
The DDV can be driven by various types of actuators.
modes and causes are analyzed and revealed. The struc-
Moog Inc.14 designed a DDV, as shown in Figure 2(a),
ture wear of a spool valve is described by a gamma pro-
with a permanent magnet linear force motor that pro-
cess degradation model which has a characteristic of
vides high actuating power and works in two direc-
independent degradation increments. Simultaneously,
tions. Yuken Kogyo Company Ltd15 and Parker Inc.16
the heterogeneity of mechanical products and compet-
developed DDVs driven by voice coil motors. Lindler
ing failure are taken into the reliability model of a
and Anderson17 developed a DDV, as illustrated in
DDV in this article. The remaining segments of this
Figure 2(b), with a piezoelectric transducer to attain a
article are organized as follows. Section ‘‘Working prin-
high-frequency response. Burton et al.18 designed a
ciple of a DDV’’ introduces the structure and working
DDV with a step motor. Among various types of
principle of a DDV. Section ‘‘Failure analysis of a
DDVs introduced above, the digital controllers and
DDV’’ indicates the main failure modes and analyzes
position sensors are of various types and different from
the failure causes and mechanisms. In section
each other. However, as a commonly used piece of
‘‘Reliability modeling,’’ reliability model and reliability
machinery, the spool has a general structure in different
analysis for a spool valve are established. Section
DDVs. Accordingly, this study mainly focuses on the
‘‘Experiment and illustrative example’’ uses an example
spool valve, which is the most failure-prone component
to illustrate the proposed method. Section ‘‘Conclusion
of a DDV.
and future work’’ presents the conclusion of this article
This article takes a two-position two-port spool
and the remarks for future work.
valve as an example to illustrate the structure and the
working principle of the spool valve and to investigate
the failure mechanism of the spool valve. In Figure 3,
Working principle of a DDV
simplified schematic views are presented to indicate the
There are four major components in a DDV, including normal and operated positions of the spool valve. The
a spool valve, an actuator, a digital controller and a spool valve in the normal position is at the closed stage
position sensor. A schematic description of the working as illustrated in Figure 3(a). When the spool slides
principle of the DDV is presented in Figure 1, where an toward right to the operated position driven by the
external pump supplies pressurized flow. The actuator actuator, the centering spring is compressed. As a
is connected to the spool valve directly and drives the result, the spool valve is in the open stage, and the
spool to slide back and forth. The sliding motion of the hydraulic oil flows through the valve from port P to
spool opens and closes a valve, which in turn deter- port A as shown in Figure 3(b). On the contrary, when
mines the fluid flow rate and direction. The control of the spool moves toward left driven by the compressed
the fluid flow can be used to command a hydraulic spring and the actuator (some actuators can work in
actuator. A digital controller is designed for controlling two directions), the spool valve returns to the closed
Figure 1. Hydraulic circuit of a DDV with pump supply and load.
DDV: direct drive electrohydraulic servo valve.
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015
Yang et al. 623
Figure 2. (a) DDVs with permanent magnet motors and (b) a piezoelectric transducer.
Figure 3. Configurations of the spool valve in (a) closed position and (b) open position.
stage. In this study, the process of a spool moving from spring fracture. The reliability assessment of a spool
the normal position to the operated position and then valve will neglect the failure caused by clamping stag-
back to the normal position is called one stroke. nation in this study.
A spool valve has been used widely for many years. The clearance seal, a non-contact seal technology, is
Engineering experience has indicated that there are used in most of the spool valves. Compared with other
three main failure modes of a spool valve, that is, technologies of seal, clearance seal can greatly reduce
clamping stagnation, internal leakage and spring the wear of the sealing face and improve the reliability
failure. of sealing. At the same time, the clearance exists, as
There are two reasons causing clamping stagnation shown in Figure 4, and leads to leakages. The quantity
of the spool valve. One is oil contamination that causes of internal leakage fluid passing through an assembled
mechanical clamping stagnation; the other is clamping valve in the closed position is called null leakage or seat
force that causes hydraulic clamping stagnation. leakage. The null leakage of a qualified DDV is allow-
Clamping force is usually considered to be the premier able. When the null leakage increases to a level that
one because the particles in the contamination of cannot be neglected and has some impacts on perfor-
hydraulic oil are always not big enough to jam the mance of a DDV, the DDV fails. The maximum allow-
spool of the DDV due to the effect of a special filter able internal leakage specified for different valve sealing
unit. The clamping force is caused by the uneven distri- classes and valve sizes has been defined in some stan-
bution of hydraulic pressure.19 The uneven stress of the dards, such as American National Standard ANSI/FCI
spool is usually considered as the result of the manufac- 70-2-2006, European Standard 1349-2008, Chinese
ture tolerance, which results in the phenomenon that National Standard GB/T 17213.4-2005 and IEC 60534-
the internal surface of the sleeve and the exterior sur- 4-2006 3.0, which is enacted by International Electrical
face of the spool are not concentric. In recent years, the Commission (IEC).
main hydraulic spool valve manufacturers have taken Assume that the geometry sizes of the spool valve
two strategies to mitigate the hydraulic clamping stag- and the sleeves are ideal. The flow in the narrow circu-
nation. One is to dig some grooves on the spool to lar clearance of a spool valve can be considered as
reduce the clamping force, and the other is to improve laminar because the height is negligible compared to
machining accuracy. As a result, clamping stagnation the width of the clearance. The following equation is
hardly ever happens in the DDV. So, the following of valid for a spool valve when the spool and sleeve are
this article mainly focuses on the internal leakage and steady20,21
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015
624 Proc IMechE Part O: J Risk and Reliability 228(6)
Figure 4. Schema of the spool valve and clearance.
pdc3 to wear equations. This is because that many para-
Q = DP ð1Þ
12mL meters of the wear equations are varying and hard to
be obtained, such as the number and the diameter of
where Q denotes the flow of leakage due to the clear- the particles in the contaminated oil, the impacted areas
ance. DP is the pressure difference between both sides and the relative particle velocity.
of the clearance, p is the circumference ratio, d denotes In this study, the method for degradation analysis is
the valve spool diameter, c is the radial clearance adopted to study the wear of spool. The non-negative-
height, L is the clearance length and m is the dynamic valued process fD(n), n 2 Ng is used. In the setting here,
viscosity of hydraulic oil. D(n) is the wear volume after n strokes with D(0) = 0.
As seen in equation (1), the clearance height has DM is the maximum allowable wear volume which
much influence on the leakage. Methods of computa- denotes the failure threshold level for the wear of the
tional fluid dynamics (CFD) can be used to calculate spool. DM can be calculated by subtracting the initial fit
the null leakage well based on clearance. If the maxi- clearance from the maximum allowable clearance. The
mum allowable value of the internal leakage is given, initial fit clearance is a basic parameter for a spool valve.
the maximum allowable clearance can be approxi- The calculation of the maximum allowable clearance is
mately calculated by using equation (1) or accurately presented in section ‘‘Failure analysis of a DDV.’’
calculated by other methods that are presented in these The lifetime of the seal of a spool valve Nse can be
studies.22,23 Engineering experience tells us that the rise defined as Nse = infftjD(n)5DM g, where n is the num-
of internal leakage flow is caused by the wear of the ber of finished strokes for a spool valve. The sealing
internal structure. For a DDV, the high-frequency reliability of a spool valve Rse (n) can be correspond-
response extraordinarily aggravates the wear. The study ingly defined as
of some failed DDVs shows that the reason why the
internal leakage of a DDV increases is that the wear of Rse (n) = P(D(n) \ DM ) ð2Þ
spool makes the clearance increase.
The centering spring is another important component We assume that the wear of spool occurs randomly
in a spool valve. It determines the starting position of the in every stroke and is described by a gamma process
spool and drives the spool back to a normal position. At
DD(n) ; Ga(hDn, n1 ) ð3Þ
the same time, the centering spring can make the spool
return to a predefined spring-loaded position without where DD(n) = D(n + Dn) D(n) and Ga(hDn, n1 ) is
overshooting a working position, when the actuator fails. a gamma distribution with a shape parameter hDn and
Generally, helical compression springs are the most com- a scale parameter n1 .
mon type in DDVs. Helical compression springs are gen- Meanwhile, as one of the characteristics of mechanic
erally manufactured by different grades of carbon or products, the heterogeneity may have a significant impact
alloy steel rods. Fracture and excess plastic deformation on the wear degradation of spool. To ensure the accuracy
are the two main failure modes of a helical spring and of the reliability modeling and assessment, unit-specific
both are due to fatigue.24–26 Fatigue is the weakening of random effects are introduced in the gamma process. The
a material caused by repeatedly applied loads. scale parameter is affected by the heterogeneity, but it
does not change the shape parameter.12,13 We assume
that n follows a gamma distribution Ga(d, g 1 ) with a
Reliability modeling probability density function (PDF) given as
Reliability modeling for sealing
nd1 g d egn
Internal leakage of a spool valve is a degradation fail- g(n) = ,n.0 ð4Þ
G(d)
ure due to the wear of spool surface. For the spool of a
DDV, it is hard to calculate the wear volume according where G( ) is a gamma function.
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015
Yang et al. 625
Because D(n) is a strictly monotonic increasing func- gamma process model for each spool. g( ja, b1 ) is the
tion of n, and dD(n)=(ghn) has an F-distribution whose PDF of a gamma distribution with the shape parameter
cumulative distribution function (CDF) is denoted by a and the scale parameter b.
F2hn, 2d (x), the CDF of Nse can be expressed as the fol- Suppose prior information about the wear of spool
lowing equation is obtained and quantified as joint prior distribution
for the model parameters as p(u) = p(h, d, r). We are
F0 (n) = P(Nse 4n) = P(D(n)5DM ) not going to discuss the derivation of the prior distribu-
B DM
; hn, d ð5Þ tion here; for more information, please refer to the
dDM DM + g
works by O’Hagan et al.27 Following the Bayesian the-
= 1 F2hn, 2d =
ghn B(hn, d) ory, the joint posterior distribution of model para-
Then, the sealing reliability of a spool valve Rse (n) meters is obtained as
can be given as
p(h, d, g, n) } p(u)L(D, nju) = p(h, d, g)L(D, njh, d, g)
B DMD+ Y
N
nd1 g d
g ; hn, d
M
i
Rse (n) = 1 ð6Þ = p(h, d, g) exp (gni )
B(hn, d) i=1
G(d)
Ð1 b1 Y
mi
(Ddij )hDnij 1 ni hDnij
where B(x; a, b) = x za1 (1 z) dz is the upper exp (ni Ddij ) ð8Þ
incomplete beta function, and B(a, b) is the complete j=2
G(hDnij )
beta function.
where p(h, d, g, n) is the joint posterior distribution for
model parameters. It is a description of the combina-
Parameter estimation of degradation tion of prior information and the information con-
Suppose that N valves are tested. The wear of the tained in the wear degradation data.
spools is observed at some discrete observation times. The reliability assessment of the spool is carried out
Let D(nij ) with j = 1, . . . , mi and i = 1, . . . , N be the jth based on the joint posterior distribution of model para-
wear observation of unit i. Let dij = D(nij ) D(ni, j1 ) meters as
be the wear increment of unit i. Following the degrada-
tion model introduced above, the wear increments ð B DMD+ g ; hn, d
M
dij obtained from the wear test are independent and Rse (njD) = p(h, d, gjD) dhdddg
B(hn, d)
follow a gamma distribution Ga(hDnij , n1 i ) with h, d, g . 0
ni ;Ga(d, g 1 ) and Dnij = nij ni, j1 . ð9Þ
Let D denote the wear observations of the spools.
Based on these degradation data, parameter estimation Since there is no analytical solution to equations (8)
for the degradation model and the reliability assess- and (9), the integrations are carried out through
ment for the valve can be carried out. In this article, a simulation-based method. The Markov chain Monte
Bayesian method is used to facilitate the parameter esti- Carlo (MCMC) method is used to generate samples
mation and reliability assessment. By incorporating the from the joint posterior distribution. To facilitate the
Bayesian method, the degradation model with the ran- implementation of the MCMC, the software
dom effect, which is given as Ga(hDnij , n1 i ) with WinBUGS28 is used in this article. Estimation results
ni ;Ga(d, g 1 ), can be handled properly. Moreover, of model parameters, such as mean, variance, kernel
subjective information about the failure mechanism of distribution and interval estimations are summarized
the valve derived from experts in that domain can be from these simulated posterior samples. The calculation
incorporated coherently. When the wear observations of equation (9) is implemented through the generated
of the valves are obtained as D, the information con- posterior samples using simulation-based integration.
tained in this observed data is presented as the likeli- In detail, the joint posterior samples h ~ , ~d and g ~ are sub-
hood function stituted into the main integration part of equation (9)
which is given as B(DM =(DM + g ~ n, ~d)=B(~
~ ); h hn, ~d). The
Y
N Y
mi
L(D, njh, d, g) = g(ni jd, g1 ) g(Ddij jhDnij , n1 samples of spool reliability are then obtained through
i )
i=1 j=2 the calculations of B(DM =(DM + g ~ n, ~d)=B(~
~ ); h hn, ~d)
Y Y
mi associated with the posterior samples of model para-
N
nd1 g d
i (Ddij )hDnij 1 ni hDnij
= exp (gni ) meters. Similarly, the estimation results of spool relia-
i=1
G(d) j=2
G(hDnij ) bility, such as mean, variance and kernel distribution
exp (ni Ddij ) ð7Þ are obtained based on the obtained samples. For more
discussion about the MCMC method and the modeling
where dij = D(nij ) D(ni, j1 ), Dnij = nij ni, j1 and and calculation through WinBUGS, please refer to the
n = (n1 , . . . , nN ) includes the scale parameters for the work done by Ntzoufras.29
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015
626 Proc IMechE Part O: J Risk and Reliability 228(6)
Figure 5. Basic diagram of wear experiment for a DDV.
Reliability modeling for spring Table 1. Basic experimental parameters.
American Society for Testing and Materials (ASTM) Basic experimental parameters Value
defines fatigue life as the number of stress cycles under
a specified characteristic that a specimen sustains Rotational speed of motor 1200 r/min
Transmission ratio 3
before failure. For the spring of a DDV, as shown in
Pump pressure 10 MPa
Figure 3, a stress cycle is a process that it distorts when Measuring frequency 125 min (50,000 strokes)
the spool sliding to right and returns to its original Room temperature 300 K
shape when the spool return to the normal position Maximum temperature 353 K
once. Therefore, the number of stress cycles is the same of hydraulic oil
as the number of strokes of a spool.
As a commonly used mechanical component, the
spring has been comprehensively studied. Its fatigue
where Rse (n) is the reliability of spool presented in equa-
lifetime has been demonstrated following a logarithmic
tion (6) and Rsp (n) is the reliability of the spring pre-
normal distribution.26 In this article, Nsp is used to
sented in equation (11).
denote the fatigue life of the helical spring of a DDV.
According to equations (6) and (11), the reliability of
The logarithm of Nsp follows a normal distribution as
spool valve is obtained as
ln Nsp ;N(ms , s2s ) with a PDF as
0 1
! B DM
1 ln n ms 2 DM + g ; hn, d
fs (njms , ss ) =
1
pffiffiffiffiffiffi exp ð10Þ R(n) = @1 A 1 F ln n ms
ss n 2p 2 ss B(hn, d) ss
And the reliability of a valve spring is expressed as ð13Þ
ln n ms
Rsp (n) = 1 F ð11Þ
ss
Experiment and illustrative example
where F( ) is the CDF of the standard normal distri-
Brief introduction of experiment
bution, n is the number of strokes for a spool valve
which is the same with equation (2), ms is the logarith- In order to get the wear data of a spool valve, an experi-
mic mean and ss is the logarithmic variance. Methods ment was designed. Figure 5 shows the basic diagram
used for estimating the parameters of fatigue lifetime of a wear experiment of a spool valve used in a DDV.
models will not be described in detail in this article; for The basic experimental parameters of this study are
more discussion, please refer to Birnbaum and shown in Table 1.
Saunders,30 Brown and Miller31 and Engelhardt et al.32 The circuit of hydraulic oil is composed of a pressure
pump, a check valve, a set of filter, a spool valve, a con-
densator and some necessary valves and sensors. In this
Reliability modeling for a spool valve study, the fluid flows under the drive of a constant pres-
In this article, R(n) is used to denote the reliability of a sure pump at 10 MPa. The spool valve is demounted
spool valve. It is calculated based on the mathematical from a DDV, and a two-position two-port spool valve
model of a series system given as follows is taken as an example in Figure 5. The large particles
are filtered out to avoid mechanic clamping stagnation.
R(n) = Rse (n)Rsp (n) ð12Þ The condensator can bring the oil temperature below
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015Yang et al. 627
Table 2. Wear of spools observed from test (unit: mm).
Unit Number of strokes (10,000)
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80
Sample 1 1 2 9 10 10 10 11 11 15 15 16 17 19 20 21 21
Sample 2 4 4 7 17 22 25 25 27 31 31 31 31 32 32 32 35
Sample 3 0 7 8 8 18 21 22 22 22 25 25 25 25 25 35 46
Sample 4 1 5 8 8 9 9 12 16 17 18 34 41 41 51 51 53
Figure 6. Wear degradation paths of spools.
80 °C. Other pressure sensors, temperature sensors and parameter estimation. The data are given in Table 2.
valves are used to monitor the operational states. Largely, however, the nature of the simulated data is
The actuator of a DDV was replaced by a cam- the same as the original data.
linkage mechanism that is driven by an electric motor. As shown in Table 2, the number of samples is four,
And there is a reducing mechanism between the cam- and the wear volumes are obtained per 50,000 strokes.
linkage mechanism and the motor. The working fre- The threshold is set to 40. Then, we can get the wear
quency of motor and the transmission ratio of reducing degradation path of spools as illustrated in Figure 6.
mechanism determine the number of strokes per min- To implement the reliability assessment of spools, a
ute. In this study, the working rotational speed of the degradation analysis is carried out based on the wear
motor is 1200 r/min, and the transmission ratio is 3, degradation data using the Bayesian method. Since
then spool valve will finish 400 strokes per minute. there is a significant variance among the degradation
Every 125 min of this test, the spool is removed to mea- paths as presented in Figure 6, the gamma process with
sure the wear volume. a random effect is used to model the wear degradation
of spools. In detail, the degradation increments
dij = D(nij ) D(ni, j1 ) with j = 1, . . . , 17 and
An illustrative example for reliability assessment i = 1, . . . , 4 follow gamma distribution Ga(hDnij , n1
i )
For the purpose of protecting proprietary of the data with ni ;Ga(d, g1 ) and Dnij = 5. Following the proce-
and information, the original data of this experiment dure presented in section ‘‘Parameter estimation of
will not be revealed in this article. We generated simu- degradation,’’ the estimation of model parameters
lated data to demonstrate the rationality of model and u = (h, d, r) is implemented.
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015628 Proc IMechE Part O: J Risk and Reliability 228(6)
Table 3. Statistical summarization of posterior samples for parameter estimation.
h d g n1 n2 n3 n4
Mean 0.07547 61.89 8.3126 7.072 7.290 7.460 7.573
Confidence interval 2.5% 0.05788 48.29 6.6667 4.622 4.87 5.035 5.171
Confidence interval 97.5% 0.09592 77.31 10.557 10.19 10.44 10.6 10.72
Figure 7. Reliability estimation of the sealing, the spring and the spool valve.
Prior distributions for these parameters are derived A statistical summarization of the posterior samples of
based on historical data and subjective information of the model parameter is presented in Table 3.
experts and are given as Based on the joint posterior samples of model para-
meters generated above, the reliability of the sealing is
d;Ga(64, 1), g;Ga(64, 512), h;U(0, 10) obtained using equation (6). The simulation-based inte-
gration is used to carry out the integration in calcula-
where U(a, b) is the uniform distribution with an inter-
tion. The reliability of the sealing is presented in
val of (a, b). The prior distribution of the parameters d
Figure 7.
and g are obtained from historical data. The prior dis-
The parameters ms and ss are obtained from spring
tribution of parameter h is derived using the interval
manufacturers and estimated by some classic parameter
provided by experts.
estimation methods for fatigue lifetime. Let
By formalizing the likelihood function using the
ms = 6:8658 and s2s = 1:9254. The reliabilities of the
wear degradation data, the joint posterior distribution
valve spring and the spool valve are obtained using
of model parameters is obtained using equation (8) as
equations (9) and (11). Both of them are shown in
p(h, d, g, n)}p(h, d, g)L(D, njh, d, g) Figure 7.
As shown in Figure 7, the spool valve reliability and
}d63 exp ( d)g63 exp (512g) the sealing reliability are similar in downward tendency.
Y
4
nd1 gd It demonstrates that the reliability of a spool valve is
i
3 exp (gni ) ð14Þ dramatically affected by the reliability of sealing. At the
i=1
G(d)
same time, the spring reliability is unaffected and main-
Y
17
(Ddij )hDnij 1 ni hDnij tains a high reliability. In other words, the spring fail-
exp (ni Ddij )
G(5h) ure and internal leakage are independent of each other
j=2
in a certain degree.
The MCMC method is used to generate posterior
samples of model parameters. The WinBUGS is
Conclusion and future work
adopted to facilitate the implementation of MCMC for
the Bayesian degradation analysis of the wear degrada- A comprehensive reliability analysis of DDVs is pre-
tion data. In all, 30,000 posterior samples are generated sented. This article investigates the main failure modes
using the WinBUGS with 10,000 samples for burn-in. of a spool valve based on the working principle and
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015Yang et al. 629
failure process for DDVs and spool valves. The internal spool servovalves. Proc IMechE, Part J: J Engineering
leakage and spring fracture have been identified as the Tribology 1998; 212: 437–451.
main failure modes of the DDVs. Spring fatigue of a 3. Ellman A. Leakage behaviour of four-way servovalve.
DDV is a weakening caused by repeated movements of Fluid Power Syst Tec 1998; 5: 163–167.
a spool. This study used logarithmic normal distribu- 4. Nelson W. Analysis of performance-degradation data
from accelerated tests. IEEE T Reliab 1981; 30: 149–155.
tion to describe the fatigue lifetime of spring. Internal
5. Singpurwalla ND. Survival in dynamic environments.
leakage of a spool valve is a degradation failure due to Stat Sci 1995; 10: 86–103.
the wear of spool surface. Based on the identification 6. Meeker WQ, Escobar LA and Lu CJ. Accelerated degra-
of wear degradation failure mechanism of spools, a dation tests: modeling and analysis. Technometrics 1998;
gamma process degradation model is introduced to 40: 89–99.
describe the structure degradation of spools and to 7. Bagdonavicius V and Nikulin M. Accelerated life models:
derive the reliability and lifetime of spools. Moreover, modeling and statistical analysis. Boca Raton, FL: CRC
random effects are introduced into the gamma process Press, 2010.
degradation model to represent the heterogeneity of 8. Elsayed EA. Overview of reliability testing. IEEE T
different spools. The reliability models of the sealing, Reliab 2012; 61: 282–291.
9. Wang Y and Pham H. A multi-objective optimization of
the spring and the spool valve are derived. According
imperfect preventive maintenance policy for dependent
to the degradation modeling and reliability analysis, we
competing risk systems with hidden failure. IEEE T
can conclude that the reliability of a spool valve is dra- Reliab 2011; 60: 770–781.
matically affected by the reliability of sealing. In addi- 10. Wang Z, Huang H-Z and Du L. Reliability analysis on
tion, the wear degradation of the spool does not affect competitive failure processes under fuzzy degradation
the reliability of the spring. In other words, these two data. Appl Soft Comput 2011; 11: 2964–2973.
components are independent of each other in a certain 11. Ye ZS, Tang LC and Xu HY. A distribution-based sys-
degree. This study is significant for lifetime prediction tems reliability model under extreme shocks and natural
and maintenance decision-making for a DDV. In addi- degradation. IEEE T Reliab 2011; 60: 246–256.
tion, a brief introduction of wear degradation experi- 12. Lawless J and Crowder M. Covariates and random
ment for the spools is presented for further reference. effects in a gamma process model with application to
degradation and failure. Lifetime Data Anal 2004; 10:
The proposed failure analysis and reliability assessment
213–227.
for DDVs are illustrated with a simulated engineering 13. Tseng S-T, Balakrishnan N and Tsai C-C. Optimal step-
example. stress accelerated degradation test plan for gamma degra-
This article has some limitations. The experiment is dation processes. IEEE T Reliab 2009; 58: 611–618.
designed under normal condition. However, as a long- 14. Moog Inc. D636 and D638 series direct drive servo valves
life product, a DDV may experience some extreme with integrated digital electronics and CAN bus interface.
states, such as extreme temperature and over-vibration. East Aurora, NY: Moog Inc., http://www.moog.com
In such cases, there may be excess wear or damages 15. Yuken Kogyo Company Ltd. LSV(H)G series high-speed
that are not considered in this study. Further investiga- linear servo valves. Minato-ku, Japan: Yuken Kogyo
tion of a degradation model considering random Company Ltd, http://www.yuken.co.jp
16. Parker Inc. Hydraulics proportional valve series DFplus.
shocks is critical. In addition, the confidence intervals
Cleveland, OH: Parker Inc., http://wwwparkercom/
of parameter estimation are large because of insuffi-
literature
cient samples. A coherent method for handling the 17. Lindler JE and Anderson EH. Piezoelectric direct drive
issues introduced by insufficient sample needs further servovalve. In: Proceedings of the SPIE’s 9th annual inter-
investigation. national symposium on smart structures and materials:
International Society for Optics and Photonics, San Diego,
Declaration of conflicting interests CA, 17 March 2002, pp.488–496. Bellingham, WA: SPIE.
18. Burton R, Ruan J and Ukrainetz P. Analysis of electro-
The authors declare that there is no conflict of interest. magnetic nonlinearities in stage control of a stepper
motor and spool valve. J Dyn Syst: T ASME 2003; 125:
Funding 405–412.
19. Zeng QL, Cui J and Zhao WM. Simulation analysis for
This research was partially supported by the National hydraulic clamping force of bidirectional hydraulic lock’
Natural Science Foundation of China under contract valve spool based on Fluent. Adv Mat Res 2012; 542:
number 11272082. 1091–1095.
20. Li Y. Research to the wear and geometric error relations
of electro hydraulic servo valve. Proced Eng 2011; 15:
References
891–896.
1. Gordić D, Babić M, Milovanović D, et al. Spool valve 21. Han SS, Liu X, Yao XB, et al. Evaluation model study
leakage behaviour. Arch Civ Mech Eng 2011; 11: of hydraulic components leakage for in situ testing. Mach
859–866. Tool Hydraul 2009; 37: 119–121.
2. Vaughan N, Pomeroy P and Tilley D. The contribution 22. Tallman J and Lakshminarayana B. Numerical simula-
of erosive wear to the performance degradation of sliding tion of tip leakage flows in axial flow turbines, with
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015630 Proc IMechE Part O: J Risk and Reliability 228(6)
emphasis on flow physics: part I. Effect of tip clearance 28. Lunn DJ, Thomas A, Best N, et al. WinBUGS—a Baye-
height. J Turbomach 2001; 123: 314–323. sian modelling framework: concepts, structure, and exten-
23. Jiang J, Guo Y, Zeng LC, et al. Simulation and analysis sibility. Stat Comput 2000; 10: 325–337.
of leakage for clearance seal of hydraulic cylinder. Lubr 29. Ntzoufras I. Bayesian modeling using WinBUGS. Hobo-
Eng 2013; 38: 75–79. ken, NJ: Wiley, 2009.
24. Berger C and Kaiser B. Results of very high cycle fatigue 30. Birnbaum ZW and Saunders SC. A new family of life dis-
tests on helical compression springs. Int J Fatigue 2006; tributions. J Appl Probab 1969; 6: 319–327.
28: 1658–1663. 31. Brown M and Miller K. A theory for fatigue failure under
25. Roy H, Ghosh D, Sahoo T, et al. Failure analysis of a multiaxial stress-strain conditions. Proc Instn Mech Engrs
spring for a fuel pump bracket assembly. Indian J Eng 1973; 187: 745–755.
Mater S 2009; 16: 33–36. 32. Engelhardt M, Bain LJ and Wright F. Inferences on the
26. Wu B, Jiang MX, Jiang ZF, et al. Comparison study on parameters of the Birnbaum-Saunders fatigue life distri-
various approximate calculation model for the fatigue bution based on maximum likelihood estimation. Tech-
reliability of helical spring. J Mach Des 2004; 21: 46–47. nometrics 1981; 23: 251–256.
27. O’Hagan A, Buck CE, Daneshkhah A, et al. Uncertain
judgements: eliciting experts’ probabilities. Chichester:
Wiley, 2006.
Downloaded from pio.sagepub.com at University of Strathclyde on March 11, 2015You can also read