References industry consulting - Supporting processes - WBA Werkzeugbau Akademie
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

WBA
References industry consulting
Supporting processes
Version 03 (2019)
Industry consulting:
Overview of the consulting portfolio of the WBA
Market and customer Range of products Intelligent tools and
potential and services services
External increase of customer benefits
Analysis of competition and strategy
Internal increase of efficiency
Lean, process and Supplier selection Industry 4.0 and Operational and
project management and management system support organizational structure
Supporting processes
Distribution, development and design Manufacturing, assembly and try out
Engineering,
Customer acquisition Planning and Layout and
design and CAx
and marketing scheduling location
process chain
Calculation Additive Technology Manufacturing concept
$ and pricing manufacturing usage and automation
Market and customer (external) Core processes (internal) Supporting processes (internal)
Werkzeugbau Akademie | RWTH Aachen Campus Seite 2
Industry consulting:
The detailed consulting offer of the WBA (I/II)
Market and customer Competition and strategy
Market and customer Range of products Intelligent tools and Analysis of competition
potential and services services and strategy
Analysis of technological trends Analysis of market and customer Analysis of internal and external Benchmarking for the determination of
demands requirements the organizational and technological
Analysis of market sizes and
performance
developments Analysis of the company specific Selection of sensors and actuators
range of services Identification of action fields
Determination of potentials for Conception of company-wide service
distribution and procurement Analysis of core competencies platforms Identification of strategical success
factors and strategy development
Identification of potential customers Development of service and Development of databased services and
and buyers business models business models Development of an implementation
roadmap and deduction of specific
measures
Supporting processes
Lean, process and Supplier selection Industry 4.0 and Operational and
project management and management connectivity organizational structure
Process analysis and process design Definition of scopes and relevant Analysis and maturity assessment of the Analysis of organizational structures
processes for procurement Industry 4.0 status quo and assessment of the degree of
Definition of key performance
value creation
indicators and IT-based illustration Identification, assessment and selection Development of objectives, concepts and
of suppliers roadmaps including investment Procedural and organizational
Conception and implementation of a
budgeting for Industry 4.0 reorganizational
(digital) shop floor management Initiation and development of strategic
partnerships Deduction of specific Industry 4.0 use Conception and implementation of
Definition and implementation of agile
cases including implementation support agile structures of organizational
methods of project management Holistic assessment of options for
national and international tool supply Recording and analysis of machine and Deduction of measures for the
production data organizational change
Werkzeugbau Akademie | RWTH Aachen Campus Seite 3
Industry consulting:
The detailed consulting offer of the WBA (II/II)
Core processes
Customer acquisition Calculation Planning and Layout and
and marketing $ and pricing scheduling location
Analysis of market and customer Analysis and optimization of the used Manufacturing process analysis and Analysis and optimization of the
demands methods of calculation derivation of standard manufacturing material flow
processes
Development of strategies for Analysis of conducted calculations for Basic and fine layout design and
distribution and marketing cost optimization Conception of a virtual/physical optimization
segmentation and clocking
Identification and selection of Development of solutions for data Conception and further specification
relevant instruments for marketing capturing and provision Conception of hard- and software for of logistics concepts
data capturing and provision
Fine adjustments of selected Definition of requirements and Planning and support for relocation
analogue and digital instruments for selection of calculation software Definition of requirements and selection and transfer to existing and newly
marketing of planning software systems built locations
Engineering,
Additive Technology Manufacturing concept
design and CAx
manufacturing usage and automation
process chain
Identification of technological fields of Conception and introduction of Definition and improvement of the Analysis of the actual and future
application synchronised and agile product design manufacturing performance range of tools
processes
Analysis of requirements and benefits Technology assessment and Development of a manufacturing
with regard to the spectrum of work Assessment and optimization of the profitability assessment concept and technology road-
pieces standardization for tools and tool mapping
Analysis and optimization of
components
Assessment of the technologies and manufacturing processes and Analysis of requirements,
machine selection Definition of requirements and methods specification and selection of
selection of CAx systems machines
Additive manufacturing integration in Analysis and optimization of the
existing process chains with focus on Analysis and optimization of the CAx operating times, idle times and set-up Conception and selection of
subsequent processing process chain times automation solutions
Werkzeugbau Akademie | RWTH Aachen Campus Seite 4
Industry consulting: Within the consulting projects there are
four different project focuses
Market and customer Competition and strategy
Supporting processes Individual combination
Werkzeugbau Akademie | RWTH Aachen Campus Seite 5
Industry consulting: Within the consulting projects there are
four different project focuses
Supporting processes
Werkzeugbau Akademie | RWTH Aachen Campus Seite 6
Analysis of the milling process in large milling machinery of Audi tool
and die shop to reduce non-productive times
Approach
◼ Process recording and documentation of the Documentation of
1. Recording
milling large machinery and establishing Process mapping
machine technology
current distribution of main time and non-
productive time
◼ Analysis of the current process of mechanical
production in the milling area and comparison
with competitors with regard to selected key Cause analysis
2. Analysis
Benchmark Process Analysis
on the shop floor
figures
◼ Prioritization of optimization possibilities and
derivation of the action plans with
corresponding responsibilities
3. Realisation
Prioritization
Action plans
of the action areas
1
2
Results 3
4
► Determined competition comparison with regard to the main and non-productive times in the large
milling machinery
► Identified fields of action and derived and prioritized action plans to reduce non-productive time
Werkzeugbau Akademie | RWTH Aachen Campus Seite 7
Optimization of project planning and scheduling in the internal
tool shop of Otto Bihler Maschinenfabrik GmbH & Co. KG
Approach
◼ Performance of an in depth analysis of the order fulfillment Analysis
and planning process as well as an evaluation of project-
Order
based order data A B Benchmarking
fulfillment
◼ Deduction of strengths and weaknesses in project
Employee
planning and scheduling, as well as in the whole order C Order data D
interviews
fulfillment process
◼ Development and definition of a target state for a digital Conception of target state
interconnected project planning and scheduling consisting
of rough planning, detailed planning and scheduling Definition of
A
action fields
◼ Definition and prioritization of measures for the realization
of the defined target state in project planning and
scheduling
Planning of measures
◼ Support and controlling of the operational implementation
of measures
Definition of Prioritization of
A B
measures measures
Results
► Developed and described target state for a digital interconnected project planning and scheduling
► Detailed measures with responsibilities and deadlines in order to achieve the target state
Werkzeugbau Akademie | RWTH Aachen Campus Seite 8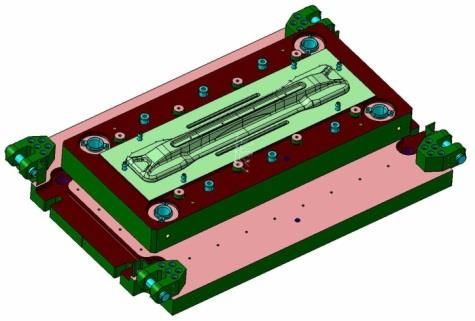
Centralization of the tool shop and design of the new layout at
Böhler Schmiedetechnik
Approach
◼ Analysis of the actual availability and demand of
resources at the current tool shops as well as the
calculation of the future demand of resources
Project Steps
◼ Quantitative and qualitative assessment of the tool
shops’ centralization within a business case and Analysis of
decision on the realization Resources
◼ Development and design of a material flow oriented
layout for the centralized tool shop
Business Case
◼ Development of a detailed relocation plan for each Evaluation
resource
◼ Calculation of the saving potentials as well as the
amortization of the centralized tool shop Layout
Design
Result
► Centralized and optimized tool shop in terms of resources as well as layout design in consideration of
budget restrictions
Werkzeugbau Akademie | RWTH Aachen Campus Seite 9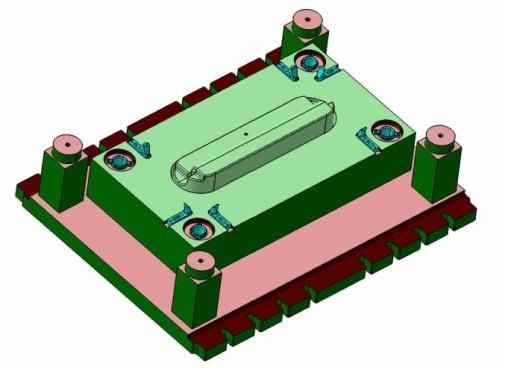
Relocation coordination and employee training for internal tool
shop of the Böllhoff company
Approach
◼ Development of step-by-step relocation plan with
detailed responsibilities as well as timing of Relocation Planning
Datum 10.12.2015
relocation-related activities to minimize
Böllhoff - Umzugsplanung
Was Wann Verantwortlich Mitwirkend notwendige Vorarbeiten Status
Plan Ist 7Tage Verzug
Neue Aufgabe?
Start Ende Dauer (Tage) Start Ende Dauer (Tage) Böllhoff intern Fremdfirma 14Tage Verzug
1 Maschinenumzug 05.10.2015 30.06.2016 269
Umzug Drehmaschine 10.10.2015 11.11.2015 32 11.11.2015 12.11.2015 1 Abteilung XY/Herr Schmidt Fertigung - Anschlüsse verlegen, Hallenboden erneuern erledigt
Umzug Presse 12.11.2015 13.12.2015 31 12.11.2015 Abteilung XY/Herr Schmidt - Transportunternehmen Anschlüsse verlegen, Fundament gießen, Transportgerät mieten gestartet
Aufgabe 3 13.11.2015 30.06.2016 230 nicht gestartet
Aufgabe 4 06.11.2015 08.12.2015 32 06.12.2015 08.12.2015 2 erledigt
Aufgabe 5 15.11.2015 29.11.2015 14 07.12.2015 08.12.2015 1 erledigt
Aufgabe 6 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 7 02.11.2015 30.12.2015 58 nicht gestartet
Aufgabe 8 05.10.2015 17.02.2016 135 nicht gestartet
interruption of production
2 Einkauf Ausrüstungsgegenstände 05.10.2015 30.12.2015 86
Aufgabe 2.1 16.10.2015 02.12.2015 47 nicht gestartet
Aufgabe 2.2 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 2.3 18.11.2015 20.11.2015 2 20.11.2016 gestartet
Aufgabe 2.4 05.10.2015 30.12.2015 86 nicht gestartet
Aufgabe 2.5 10.10.2015 11.11.2015 32 nicht gestartet
3 Umzug Montage 05.10.2015 30.12.2015 86
Aufgabe 3.1 26.11.2015 12.12.2015 16 nicht gestartet
Aufgabe 3.2 13.11.2015 30.11.2015 17 nicht gestartet
Aufgabe 3.3 16.10.2015 02.12.2015 47 18.10.2015 04.12.2015 47 erledigt
Aufgabe 3.4 10.10.2015 11.11.2015 32 nicht gestartet
Aufgabe 3.5 05.10.2015 30.12.2015 86 nicht gestartet
Aufgabe 3.6 30.11.2015 07.12.2015 7 nicht gestartet
4 Umzug Technikum 05.10.2015 12.05.2016 220
Aufgabe 4.1. 01.11.2015 12.05.2016 193 nicht gestartet
Aufgabe 4.2 13.11.2015 30.11.2015 17 nicht gestartet
Aufgabe 4.1. 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 4.3 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 4.1. 16.10.2015 02.12.2015 47 16.10.2015 gestartet
◼
Aufgabe 4.4 02.11.2015 30.12.2015 58 nicht gestartet
Definition and acquisition of required new
Aufgabe 4.1. 05.10.2015 30.12.2015 86 nicht gestartet
5 Umzug Lager 05.10.2015 30.12.2015 86
Aufgabe 5.1 01.12.2015 12.12.2015 11 nicht gestartet
Aufgabe 5.2 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 5.3 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 5.4 10.10.2015 11.11.2015 32 nicht gestartet
Aufgabe 5.5 05.10.2015 30.12.2015 86 nicht gestartet
Relocation
6 Fertigungslogistik 10.10.2015 12.06.2016 246
Markierungen kleben 01.12.2015 12.12.2015 11 nicht gestartet
Aufgabe 6.2 10.10.2015 11.11.2015 32 nicht gestartet
Aufgabe 6.3 06.02.2016 12.06.2016 127 nicht gestartet
Aufgabe 6.4 30.11.2015 07.12.2015 7 nicht gestartet
Aufgabe 6.5 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 6.6 02.11.2015 30.12.2015 58 nicht gestartet
7 Vorarbeit für den Fertigungsausfall während Umzug 10.10.2015 30.12.2015 81
equipment as well as transportation services
Aufgabe 7.1 01.12.2015 12.12.2015 11 nicht gestartet
Aufgabe 7.2 13.11.2015 30.11.2015 17 nicht gestartet
Aufgabe 7.3 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 7.4 30.11.2015 07.12.2015 7 nicht gestartet
Coordination
Aufgabe 7.5 16.11.2015 02.12.2015 16 nicht gestartet
Aufgabe 7.6 02.11.2015 30.12.2015 58 nicht gestartet
Aufgabe 7.7 10.10.2015 11.11.2015 32 nicht gestartet
◼ Coordination of relocation
◼ Implementation of developed layout at new site
◼ Training and motivation of employees for the
Employee Training
change to the newly introduced production
concept of “industrial tool making”
Results
► Relocation of tool shop with minimal interruption of production to production-technology-optimized
factory
► Trained employees with improved understanding of industrial tool making
Werkzeugbau Akademie | RWTH Aachen Campus Seite 10Analysis of hot runner system providers for the
internal tool room of Böllhoff
Approach
◼ Identification of hot runner system providers in the
German-speaking region
Creation of a requirements
◼ Creation of a company-specific requirement profile for profile
the systematic evaluation of the suitability of the hot
runner system provider
Evaluation and evaluation of
◼ Detailing and weighting of the defined requirements in questionnaires
terms of scope of services, use of technology, etc.
◼ Preparation and mailing of a questionnaire for the
systematic collection of the relevant information from the
hot runner system provider Creation of company profiles
◼ Validation of evaluation results through comparison with
empirical values of selected partner companies and
suppliers recommendation
Results
► Detailed profile of requirements for hot runner system suppliers
► Company profiles of the key players for hot runner systems in the German-speaking region
Werkzeugbau Akademie | RWTH Aachen Campus Seite 11Technology roadmap and investment needs
for the internal tool shop of Böllhoff
Approach
◼ Analysis of work pieces and the manufacturing data as
well as strategic decisions concerning tool production
◼ Investigation of future developments within the product Work piece and
portfolio and the related production requirements manufacturing
analysis
◼ Evaluation and selection of the suitable manufacturing
technologies for future tool production
◼ Development of suitable manufacturing concepts for the
internal tool shop in consideration of possible production
Selection of the most
strategies suitable concept
◼ Derivation of a technology roadmap for the selected
manufacturing concept including investment decisions for
technologies and associated machines
Derivation of a detailed
investment roadmap
Result
► Comprehensive technology roadmap including investment decisions regarding technologies and
associated manufacturing resources to achieve the company specific manufacturing concept
Werkzeugbau Akademie | RWTH Aachen Campus Seite 12Planning systematics and PPS software system
selection in tool making
Approach
◼ Analysis of the planning system and derivation of a
future planning system
◼ Creating specifications for a PPS software system Initial selection
– Identification of company specific requirements
– Description of compulsory functions
◼ Selection of a PPS software system
– Analysis of available PPS software systems
– Definition of an evaluation scheme for PPS software
systems
– Evaluation of the analyzed PPS software systems
Selection
Result
► Selection of a PPS software system to design a system supported planning system to improve both
performance and competitiveness
Werkzeugbau Akademie | RWTH Aachen Campus Seite 13Implementation support for tool and process standardization at
Braunform
Approach Macro- and microgeo-
metric component analysis
◼ Analysis of the product and tool spectrum
◼ Execution of a macro- and microgeometric component analysis
on the basis of 57 part lists
◼ Evaluation of the standardization potential of relevant
components within a defined product and tool range
Derivation of stan-
◼ Verification of the standardization potential by employees of dardization potentials
different process steps such as design and work preparation
Definition of action High standardization potential
◼ Definition of fields of action for tool standardization: fields Average standardization potential
– Implementation of component standardization Low standardization potential
– Launch of identification numbers
– Standardization for follow-up orders
◼ Cost and benefit evaluation of the overall tool standardization Cost and benefit
Roadmap 2025
◼ Derivation of a ‘Roadmap 2025’ in order to ensure and to evaluation
synchronize the tool and process standardization
Results
► Identified standardization potentials for a systematic tool standardization
► Concrete implementation support with a derived roadmap until 2025
Werkzeugbau Akademie | RWTH Aachen Campus Seite 14Realignment and industrialization of the
internal tool shop at the location Traunreut
Approach
◼ Positioning and realignment of the internal tool shop
within the company
Project “Tool and Die Making for the Future“
◼ Standardization of tools, modules and components
◼ Standardization of process sequences and work plans
◼ Segmentation of tool manufacturing and derivation of Focusing and cooperation
a planning procedure
◼ Implementation of synchronous manufacturing
Standardization of tools
requieres
characterized by the flow principle
enables
Standardization of processes
Synchronization
Results
► Development and implementation of a sustainable tool manufacturing
► Continuous increase of productivity (20% over the period of four years)
Werkzeugbau Akademie | RWTH Aachen Campus Seite 15Revealing cost potentials by modularization and
standardization of the tool program
Approach
◼ Quick check state of modularization
◼ Analysis of the product range 3
Frame/Thermoplast/2 holes
◼ Analysis of tool types 1
◼ Standard description
◼ Identification of potentials: ◼ Delivery specifications
– Tool modularization and standardization ◼ Standard tool rack (3D data)
◼ Flat guidance A2 (3D data)
– Enhancement of the tool procurement process
◼ Derivation of measures
2 Feature A Feature B Feature C Feature D Feature E
(#: 2) (#: 2) (#: 2) (#: 2) (#: 3)
C-1 D-2 E-1
B-1 C-2 D-2 E-1
E-1
A-1 B-2 C-2 D-1
E-2
A-2 B-1 C-1 D-1 E-3
Results C-2 D-1 E-2
► Definition of 7 standard tool racks for thermoplast molds
► Definition of tool modules valid for all variants
► Conception of an IT tool to support the procurement of modularized tools
Werkzeugbau Akademie | RWTH Aachen Campus Seite 16Enhancing the degree of standardization in the
construction of special facilities (carriage devices)
Approach
◼ Evaluation of the current status quo regarding
Burner infeed several
the degree of standardization in the Function Burner infeed positions, small Burner infeed manually
distances
manufacturing of special facilities
Servo motor, spindle,
pneumatics, ball/ roller- with spindle, roller-
◼ Identification of standardization potentials based Technological realization
guide, small load rating
ball/roller-guide, small
load rating
guide, small load rating
on similarities and requirements Simle definition of standards
Description of component
◼ Development of approaches for standardization Base plate Size 1b Size 1b Size 1b
Trolley plate Size 1b Size 1b Size 1b
in the pilot group carriages Bottom plate Size 1d
◼ Definition of measures and development of a Head plate Size 1d Komponente K3
Component C3 Komponente K7
Component C7
ball/roller- guide
target process Quantity 1
Size 1
◼ Evaluation of efficient production lot sizes by an Distance 1
Guide rail variable length
estimation of costs Size 1
Quantity 1-2
Carriage Distance 1
Gear rod, spindle or Cylinder 0 variable Modul
length variable length
ModuleK7/K3
C7/C3
Clutch/ Cylinder connection Z-Connection Type 1b crank handle
Engine and pressure unit Cylinder 1 Servo type 1 0
Clutch bell 0 Type 1b 0
Result
► Evaluation and execution of standardization options with a pilot group and definition of a module
roadmap including a target process for a further standardization
Werkzeugbau Akademie | RWTH Aachen Campus Seite 17Support of the Daimler-internal project “process analysis tool
manufacturing for expanding the equipment department“
Approach
◼ Simulation of segmentation scenarios
◼ Definition of the manufacturing depth
◼ Distribution of resources/ factory layout
◼ Detailed development of the process steps Capacities and
Processes
resources
◼ Task description
◼ Integrating the segments in the context
◼ Definition of interfaces Tool making
◼ Industrialization of the tool introduction
Tasks Context
Results
► Detailed concept draft for expanding and segmenting the tool manufacturing
► Concept for a standardized tool introduction
Werkzeugbau Akademie | RWTH Aachen Campus Seite 18Optimization of the quotation preparation process and the
calculation systematic at DMW
Approach
◼ Analysis of prepared quotes and realized orders
regarding type of order and type of tool
◼ Definition of possible characteristics for a comparison
◼ Standardization of existing data and realized tool B C D E
Methoden-
Method Daten- Angebots-
Quotation Angebots-
Quotation
Data definition
projects definition bestimmung preparation
erstellung release
freigabe
◼ Derivation of a calculation systematic and M0 M1 M2 M3
implementation within the scope of a MS Access tool
◼ Status Quo analysis of the quotation preparation
process including employee interviews
◼ Definition of a standardized quotation preparation
process including the determination of milestones
◼ Derivation of a set of rules for the implementation
Results
► Detailed quotation preparation process including determined milestones and a defined set of rules
► Inquiry and project databank including a calculation systematic based on Microsoft Access
Werkzeugbau Akademie | RWTH Aachen Campus Seite 19Analysis and scenario management of the CAx process chain
Approach
◼ Visualization and optimization of the order processing process and
the CAx process chain
– Analysis of the entire order processing process of the tool shop
– Analysis of the CAx systems used along the process chain
– Checking possible starting points for optimization in the sense of a
continuous CAx process chain
Fixed technological criteria
◼ Scenarios for the CAx process chain
Desired Automatic
– Presentation of suitable software solutions for the continuous CAx technological programming
criteria
process chain
– Development of a requirement profile for CAx systems simulation of
Development collision
– Preparation of a possible target scenario for the introduction of an potential
optimal CAx system Greenfield
– Identifying the time and cost-determining factors
Upgrade
Use in toolmaking
Optimized
Partnership with control
status-quo
manufacturers
Results
► Software scenarios to leverage potential in the continuity of the CAx process chain
► Target concept as a guideline for the introduction of a CAx system
Werkzeugbau Akademie | RWTH Aachen Campus Seite 20Comprehensive analysis and definition of processes, software,
organization and sales in the fischer tool shop
Approach
◼ Analysis of the current order fulfillment process in the
fischer tool shop
◼ Detailed analysis of the applied calculation methods as
well as order data and deduction of root-causes for
exceeded cost and missed deadlines
Process Calculation Order data Cost overrun
◼ Definition of an efficient order fulfillment process and analysis analysis analysis analysis
derivation of necessary measures for its implementation
◼ Optimization of the planning process and systematic Definition of action fields
selection of suitable planning software
◼ Evaluation of different options for organizing the fischer tool
shop as well as deduction of a recommendation for
segmenting the tool shop for new and repair orders
Order fulfillment Software Organization Sales
◼ Systematic definition of the future sales focus of the fischer process landscape structure focus
tool shop
Results
► Efficient and transparent order fulfillment process which is supported by a systematically selected
planning software
► Systematic and sustainable alignment of the organizational structure as well as the sales focus
Werkzeugbau Akademie | RWTH Aachen Campus Seite 21Systematic definition of the planning process and selection of a
suitable planning software for the fischer tool shop
Approach
◼ Analysis of the ongoing planning process and
identification of interface problems Step 1:
Identification
◼ Deduction of requirements for the planning process as 22 of potential
suppliers
well as a supporting software for interconnected
planning in rough and detailed planning as well as Selection of
interested suppliers
scheduling Step 2:
Analysis of
13 specifications and
◼ Identification of relevant planning software suppliers company profiles
and pre-selection based on specifications
Offer
◼ Detailed comparison of the software solutions based analysis Step 3:
Selection for
on online and on-site presentations of the suppliers 7 an online
and evaluation according to the requirements defined presentation
by the fischer tool shop Systematic
evaluation Step 4:
◼ Elaboration of a recommendation for the selection of a Selection for
3 an on-site
planning software in consideration of the option to presentation
optimize an internally developed planning software
Detailed
analysis Step 5:
1 Implementation
Results suggestion
► Improvement of cost and due date reliability by optimizing the planning process with the support of a
systematically selected planning software
Werkzeugbau Akademie | RWTH Aachen Campus Seite 22Optimization of the strategic direction and operational order
processing at the Ford tool shop in Cologne
Approach
◼ Analysis of core competences of the Ford tool shop
– Identification and analysis of existing competences based on Evaluation and comparison Strategic evaluation of
interviews with employees and benchmarking data of the product range process activities
Economic attractiveness
M
– Comparison of the competences of the Ford tool shop with market Simulation
Simulation Construction
Konstruktion Planung
high
vorb
competitors
medium
Evaluation:
– Derivation of measures in order to strengthen core competences and ▪ Processes Recommen-
Low
increase flexibility ▪ Insourcing ded actions
Low medium high ▪ Outsourcing
Relative competence strength
◼ Conception of an order processing with reduced interfaces
– Identification of required process interfaces for order processing and
analysis of existing interface problems
Development of the process Derivation of specific measures
– Definition of a target process including responsibilities and defined and milestones for implementation Final Design Freiga
handover processes
M0 M1 M2 M3 M4
Short-term M5
– Development of an optimized organizational structure to realize an
Phase 1 Phase 22
order processing with reduced interfaces Phase
Loadingphase/
Phase
Methoden-
Phase 3
Konstruk tions-
Phase Medium-term
4
Arbeitsplanungs-
Phase 5
Mechanische Z
Loading phase/ Method
Angebotsphase planung phase phase und CAM- Fertigung u
offer phase planning Programmierung
▪ Kapazitäten ▪ Werkzeug- Long-term▪
▪ Konstruktion Fertigungsfol- ▪ Maschinen- ▪
prüfen projekt prüfen erstellen genplan belegungsplan
Result ▪ Kalkulationen
durchführen
▪ Funktionelle
Prozess-
(extern)
▪ Konstruktion ▪
erstellen
Zeitenplanung
erstellen
▪ Maschinen-
▪
▪ Fremdvergabe methoden prüfen im PPS vorbereitung ▪
von planen ▪ Konstruktion ▪ Fremd- ▪ Mechanische
► Approach for an efficient, profitable and capable tool manufacturing based on a strong Werkzeugen
focus on core
▪ Stücklisten ▪ Abnahme der
▪ Simulation
des
freigeben vergabe von
Einzelteilen
Fertigung
ableiten Fräsbear- Werkzeugs und Prozess-
competences and a reduced number of process interfaces Bei externen
Kunden: ▪ 2D- beitung schritten
▪ Anfrage Zeichnungen ▪ Wirkflächen
analysieren erstellen konstruieren
Werkzeugbau Akademie | RWTH Aachen Campus ▪ CAM- Seite 23
▪ Vertragswerk
klären Programm-Manufacturing conception of the external tool shop
of Gebhardt Werkzeug- und Maschinenbau
Approach
◼ Systematic collection of all machined work pieces including detailed
characteristics over a certain period of time
◼ Analysis of the technological capabilities in terms of applied Work piece and
manufacturing technologies and used machines capability analysis
◼ Evaluation and selection of suitable manufacturing technologies for
future work pieces Technology
◼ Development and assessment of possible future manufacturing selection
concepts in consideration of technology variety and machine
utilization
◼ Derivation of an investment roadmap for the selected concept
including defined technologies and machines Development of
manufacturing concepts
◼ Specification of the required machines in terms of technological
performance and automation equipment
Specification of the
required machines
Result
► Development of a future manufacturing concept including specified technologies and machines in
order to be suited for the production needs in the long term
Werkzeugbau Akademie | RWTH Aachen Campus Seite 24Development of a shopfloor layout for the tool shop of a new
production site at GIRA
Approach Sensitizing & 1
◼ Sensitizing and mobilization of employees mobilization of employees
using an educational game
◼ Detailed analysis of manufacturing sequences
◼ Development of a roadmap for the
standardization of manufacturing sequences for
Analysis of 2 3
tool components within the entire tool spectrum Standardization of
manufacturing sequences manufacturing sequences
◼ Elaboration of rough and detailed layout options
collectively with the employees
◼ Assessment of elaborated layout options with
regards to defined target figures such as material
flow and expandability
Elaboration of rough & 4 Assessment & 5
◼ Selection of a layout option for the GIRA tool detailed layout options selection of layout options
shop
Result
► Collectively developed, detailed shopfloor layout based on defined target figures
► Elaborated, standardized manufacturing sequences and roadmap for process standardization
Werkzeugbau Akademie | RWTH Aachen Campus Seite 25Revealing cost potentials by modularization
and standardization in tool making
Approach
◼ Quick check state of modularization
◼ Analysis of the product range
Merkmal
Feature AA Merkmal
Feature BB Merkmal
Feature CC Merkmal
Feature DD Merkmal
Feature EE
(#: 2) (#: 2) (#: 2) (#: 2) (#: 3)
◼ Analysis of tool types
◼ Identification of potentials for tool modularization and C-1 D-2 E-1
standardization
◼ Derivation of measures B-1 C-2 D-2 E-1
◼ Prioritization of measures by costs and benefits
E-1
A-1 B-2 C-2 D-1
E-2
A-2 B-1 C-1 D-1 E-3
C-2 D-1 E-2
Results
► Profile about strengths and potentials of the status quo in tool and process standardization
► Definition of tool modules valid for all variants
► Development of an implementation plan for the measures
Werkzeugbau Akademie | RWTH Aachen Campus Seite 26Development of a tool standardization concept for Hajdu
Autotechnika in Hungary
Approach Characteristics of the components
and the series process
◼ Analysis of the product and tool spectrum in terms of
quantities, similarities and future developments
◼ Macro- and microgeometric analysis of internally and Standardized tool frame
externally manufactured tool components for the entire tool
spectrum
◼ Definition of design guidelines for internally manufactured
tool components as well as future outsourcing potentials
Standardized modules of
◼ Standardization of tool frames, master forms for operation operation stages
stages and individual tool components
◼ Development of a uniform nomenclature for all tool
components
◼ Derivation of a holistic implementation roadmap including
necessary measures and responsibilities
Design guidelines based on macro- and
microgeometric analyses
Results No adaption of the modules Only adaption of the forming parts
► Standardized tool frame, operation stages and tool components for each type of tool
► Holistic implementation roadmap for the realization of the standardization
Werkzeugbau Akademie | RWTH Aachen Campus Seite 27Milling department reorganization by manufacturing concept,
machine selection and recommendation for automation
Approach
◼ Analysis of product spectrum and subsequent data
consolidation as well as derivation of requirements
◼ Derivation of requirements for milling machines, 120
parts class 11
Werkstückklasse parts class 2 2
Werkstückklasse parts class 33
Werkstückklasse
120%
clamping systems, CAx process chain and automation 100 100%
107
154
◼ Development of manufacturing concepts and final 80 80%
Häufigkeit
frequency
25
concept selection by value benefit analysis and 60 60%
305
financial analysis 40 40%
1359
102
184
313
328
450
304
304
304
17
40
◼ Evaluation of an efficient automation level and 20 20%
development of an automation concept 0 0%
0
50
0
0
0
0
0
0
0
0
e
10
15
20
25
30
35
40
45
or
M
part length [mm]
Werkstücklänge [mm]
Länge [mm]
Längenvert eilung ohne Sondermaschinenbau
Längenvert eilung mit Sondermaschinenbau
Ant eil ohne Sondermaschinenbau
Ant eil mit Sondermaschinenbau
Results
► Selection of milling machines considering current part variety
► Reduction of required milling machines by 25%
Werkzeugbau Akademie | RWTH Aachen Campus Seite 28Process analysis and process re-design for Hartmann Codier
tool shop
Approach
◼ Quantitative analysis of order data regarding planned and
actual values of lead times and costs 1 Order data analysis Bottleneck analysis 2
◼ Bottleneck analysis of current tooling projects in respect of xxx € xxx €
x
processing status and delay xxx € xxx €
xxx €
4.177€
x
x
x
2
xxx €
xxx € xxx € x
Job structure
x x
x
◼
x x x
Job structure analysis for a breakdown of activities in the xxx € x
3
x x
x
0 x x x x x x
analysis
tool procurement Tätigkeit 1
Tätigkeit 2
◼ Analysis of the order fulfillment process in combination with Tätigkeit 3
Tätigkeit 4
Role
employee interviews as well as an analysis of the role 4 Process analysis Tätigkeit 5
5
Tätigkeit 6
understanding
Tätigkeit 7
understanding in the tool shop Tätigkeit 8
Tätigkeit 9
Tätigkeit 10
◼ Conception of an optimized future order fulfillment process Tätigkeit 11
Tätigkeit 12
Tätigkeit 13
Tätigkeit 14
Tätigkeit 15
Tätigkeit 16
Conception of an optimized future order
Results fulfillment process
► Identified potentials in the order fulfillment process in the tool shop
► Optimized future order processing process including defined milestones
Werkzeugbau Akademie | RWTH Aachen Campus Seite 29Implementation coordination for process improvements in the tool
procurement at Hartmann Codier GmbH
Approach
◼ Definition of six improvement projects: CIP-measures-tool
– Order fulfillment process optimization
– Introduction of project planning and management
– Supplier qualification
– Unifying of quality assurance
– Optimization of IT systems
– Introduction of KPI tracking
◼ Introduction of an iterative project management
procedure for the implementation of the
improvement projects based on the Scrum
approach Controlling of the projects according to Scrum procedure
◼ Establishment of weekly coordination sessions Weekly Scrum Monthly sprint reviews
Sprint (weekly)
within the project teams to define the action
(monthly)
◼ Conduction of monthly sprint reviews to review Weekly stand-up
project progress and derive measures Sprint meetings for
Review implementation
support
Results Project
…
Backlog
► Structured coordination of six improvement projects for process optimization
► Established system for continuous improvement in defined topics
Werkzeugbau Akademie | RWTH Aachen Campus Seite 30Conception of a productive and competitive industrial tool
making
Approach
◼ Status quo analysis of the internal tool making
◼ Standardization of tool components and definition of Pre- Finish
Welding Milling Grinding Inspection
Forging turning turning
manufacturing blanks large
◼ Recording and analyzing process chains
Forging
◼ Definition of main process sequences small
◼ Segmentation of the tool manufacturing
◼ Development of a process oriented manufacturing Sorting area
control concept
Goods receipt Outgoing goods
◼ Development of shaping options for the layout
Day 1
◼ Frameworking the implementation Process
S N
Pre-turning 5 5 6 6
Pre-
3 3 5 5
heating
Result Welding 4 4 3 3
► Industrialization concept for the tool manufacturing with higher productivity and short processing
times by a new manufacturing concept and higher degree of standardization
Werkzeugbau Akademie | RWTH Aachen Campus Seite 31Layout design and planning of the project management
for a relocation of a tool shop
Approach .
Paternoster
B
ü
r
Kran
S
t
a
n
K
r
a
n
5t o g
◼
. . M e
Development of a project plan for the relocation with
a n
g m
. a a
. z t
. i e
n r
.
Magazin i
4036 a
l
Neu l
a
.
g
e
. r
detailled tasks
4
0
2
6
3001
4000
◼ Precise definition of tasks, deadlines and responsibilities 4043
4
0
4
0
9
3
0
4
0 1
4 8
4
0
4
4
for over 70 sub-tasks
.
.
A
P
4012
Entsp.Ofen
◼ Identification of sub-tasks on the critical path for
4019
l
a
g
4
7
7
8
e
0
. R
0
2 Wärmekammer
402
.
7
. 4
0
0
the monitoring of the finish date
3
0
0
4
6
David&Baader
.
n
e
f
.
O
4042
3
1
0
4
4041 .
.
◼
2t
Definition of measures to ensure the required
. 4028
. i
b
u
.
z
.
A
.
4
0 2
.
.
3 t
2 i
4037
0
. e
4
b
0
infrastructure of the production facility on the relocation
r
4 1
a
3
d 749
0 .
n
4
a
H
.
Kontrolle 1
2t t .
. i
e
b
T r
i a
s
date
4021 d
c
1t n
h a
4011 .
H Schweißerei
4034
601
◼ Layout planning for an optimized process flow of all Bür
T S o
i ch 4 Azu
s lei 4 4 bi
0
z
t
a
l
p
e
g
a
t
n
o
M
0
.
c fe 0
0
n 3 0
8
3
0
4
h 9
Ö 3 5
l
.
manufacturing segments
Result
► Detailed project plan for the systematic coordination of the individual tasks and progress controlling
and development of an optimized layout for a new tool making site
Werkzeugbau Akademie | RWTH Aachen Campus Seite 32Relocation of the tool shop and efficiency optimization of
the tool supply
Approach
◼ Project and cost controlling of the relocation of
the tool making
Project controlling Cost controlling
◼ Identification of dispensable inventory through
a 6S-Workshop Kostenposition
IT / EDV €
Plan
30.000 €
Ist
27.562
Maßnahme / Begründung
Kein eigener Server in GRO, direkte Anbindung an SO €
Diff.
-2.438
◼
Transformator € 30.000 € 18.902 Gebrauchter Transformator € -11.098
Process orientated arrangement of the Maschinenumzug € 250.000 € 198.000
Übernahme vieler Arbeitspakete durch WZB-Team (bspw. Regale
durch eigenen LKW), kein Probelauf
Paternoster benötigt (Lagermöglichkeiten ohne Paternoster durch
€ -52.000
Paternoster € 15.000 € 10.500 € -4.500
manufacturing areas and validation with regard
teure Schränke)
Teerung bis zum Gastank nötig, teurere Fundamente (Köcher)
Tiefbau € 80.000 € 64.925 € -15.075
nötig, um Platz zu sparen
to the lean principals Ausbau Sanitäranlagen /
Umkleiden / Büromöbel
€ 106.000 € 94.560
Verkleinerter Umfang Umbaubereich Damenumkleide, Büromöbel
aus Insolvenz
€ -11.440
◼ Risk management ensuring a continuous tool
supply Risk management Sequence planning
Schadenausmaß
◼
½
Detailed planning of the implementation hoch
22
23 6
24 21
17
16
Zu wenig Personal für den Umzug verfügbar
(KW 51)
Reparaturaufträge der Schmiedelinie über der 1
2
25 17
sequence and coordination of external service
12 Kapazität (KW 51)
3 Verzug bezüglich der genehmigungspflichtigen
19
Transporte (KW 51)
19 2
8 16 Erster Teilumzug des Schweiß-bereichs noch
11 21 5
nicht abgeschlossen (KW 2)
providers
9
14
mittel 10 13 4
5
5
27
18 Gegenmaßnahmen:
26 ▪ Verbleib des Bereichs Ausbrennen und des WIG-
7 Arbeitsplatzes in Bad Sobernheim (KW 51)
28 15 ▪ Vorausplanung der Problempressen (KW 51) 6
20 ▪ Absprachen mit Bockenau (KW 51) 3
▪ Absprache mit WISAG (KW 51)
4 ▪ 4021 und 4011 als Ersatzmaschinen (KW 51) Phase I
1 2 ▪ 4033 und 4038 zu Beginn der KW 2
gering 4 Phase II
▪ Vorbereitungen Erodierbereich schon in KW 1
gering mittel hoch
Phase III
Eintrittswahrscheinlichkeit
Results
► Reduction of the relocation period by 2 weeks through efficient project and risk management
► Reduction of the relocation costs by 21,5 % through stringent project and cost controlling
Werkzeugbau Akademie | RWTH Aachen Campus Seite 33Conception and introduction of a pilot line for clocked
manufacturing of tools for massive forming
Approach 4018 3001
◼ Specification of a concept for clocked 2
manufacturing in the process sequence “only turning“ boxes
turning
◼ Detailed planning of the introduction and 1 machines
implementation of the pilot line along with a 4012
specification of required infrastructure
◼ Staff training for the new manufacturing concept
with an educational game which simulates the sorting area process box
Small cylinders
heating
new manufacturing concept and clarifies
Turning Eroding
uncertainties of the staff
◼ Supervision of the implementation of the pilot Kreuzschlitzschrauben (M4) Innensechskant-schrauben (M3)
line and controlling of the impact on the key Grinding Milling
figures for production
Vorgefertigte Teile
mit Gewinde (M4) Senkkopfschrauben (M4)
WBA
Incoming raw materials Drilling
Außensechskant-schrauben (M4)
Result
► Introduction of a clocked pilot line for tool making to reduce secondary process time and reduction of
order lead time from 7 to 3.5 days
Werkzeugbau Akademie | RWTH Aachen Campus Seite 34Process examination and optimization in the quality
control division in the massive forming industry
Approach
◼ Examination of the status quo process in quality
control and bordering division
Manufac- Heat Sand-
Inspection
◼ Analysis of the capacity utilization along the process turing treatment blasting
Pull
chain extern
Projectable orders
◼ Analysis and assessment of the structure of
division
activities Process
process Shipping
planning
planning
◼ Conception of a segmented quality control for
standard and express orders Non-projectable orders
Manufac- Heat Sand-
Inspection
◼ Development and assessment of a set of turing treatment blasting
measures along with an implementation plan external external external external
for efficient execution of quality control
Material flow Projectable order management Non-projectable order management Buffer
Result
► Development of 22 measures for process optimization in context of increasing the production quality,
segmented examination concept and single measures for cost reduction
Werkzeugbau Akademie | RWTH Aachen Campus Seite 35Layout design und relocation planning for the internal tool shop
of Heinrich Huhn GmbH & Co. KG
Approach
◼ Analysis of tool range and manufacturing processes as
well as verification of tool shop’s segmentation based on
conducted tool projects Project steps:
◼ Recording and analysis of the general set-up of the new Analysis of tools,
tool shop location processes and
project data
◼ Development and design of layout scenarios and their
holistic evaluation conjointly with employees on the
basis of defined criteria
◼ Planning and execution of preparatory measures for the Layout design
realization of the operational relocation
◼ Development of step-by-step relocation plan with
detailed responsibilities, external support as well as
costs respectively estimates Relocation
planning
Results
► Material flow oriented layout for standardized and transparent order processing
► Detailed overview of necessary actions and activities including costs for the operational realization of
the tool shop‘s relocation
Werkzeugbau Akademie | RWTH Aachen Campus Seite 36Increase of efficiency in the designing department by
modularizing the tool structure
Approach
◼ Status quo analysis
◼ Structuring of the tool spectrum to standardize the
design
◼ Determination of design standards and modules to
maximize the number of identical parts
◼ Assistance of the implementation and change
management
Huf Tools
Result
► Reduction of lead time from 18 to 12 weeks, which results of the process standardization, subsequent
to tool standardization
Werkzeugbau Akademie | RWTH Aachen Campus Seite 37Development of a rough scheduling process and selection of a
scheduling system for the tool shop of Kunststofftechnik Jantsch
Approach
◼ Analysis and optimization of the order processing with a
focus on cost calculation and rough scheduling Process mapping Key figures
– Analysis of the current approach on cost calculation and e.g. adherence to delivery dates
scheduling as well as identification of potentials regarding Wenige/
unsystematische
Ähnlichkeiten
Häufige
Eilauftragsanfragen
Keine Transparenz
über Kapazitäten/
Auslastung
information exchange and documentation standards Kalkulation Werkzeugpreis
Vertrieb
Abschätzung Anlage des Projekts im
Analyse Kundenanfrage Machbarkeitsanalyse auf Basis ähnlicher Erstellung Angebot Prüfung Kundenbestellung
Kapazitätsverfügbarkeit ERP-System
–
Projekte
Analysis of the cost calculation and scheduling performance by
Eingang: Ausgang: Eingang: Ausgang: Eingang: Ausgang: Eingang: Ausgang: Eingang: Ausgang: Eingang: Ausgang: Eingang: Ausgang:
Hilfsmittel: Hilfsmittel: Hilfsmittel: Kalkulations-Excel Hilfsmittel: Projektübersicht Hilfsmittel: Angebotsform Hilfsmittel: Hilfsmittel:
Verantwortung: Verantwortung: Verantwortung: Verantwortung: Verantwortung: Verantwortung: Verantwortung:
a comparison of KPIs with similar tool shops
Geschäftsführung
i
–
Durchsprache Kalkulation
Derivation of measures for the development of a scheduling Rough scheduling Eingang:
Hilfsmittel:
Verantwortung:
Ausgang:
process with increased efficiency i
Konstruktion
Measures Software
Durchsprache Kalkulation
◼ Identification and evaluation of potential suppliers of Eingang:
Hilfsmittel:
Verantwortung:
Ausgang:
software systems for calculation and planning
1. ams.Solution AG DELTA BARTH GmbH EVO Informationssysteme Fauser AG
CAM
GmbH
– Presentation of relevant software systems for the support of gripsware IKOffice GmbH NTS Industrial Software orderbase consulting
Datentechnik GmbH Solutions GmbH GmbH
cost calculation and scheduling processes i
WZB-Leitung
PLANAT GmbH PSI AG R+B Entwicklungs- & Segoni AG
–
Durchsprache Kalkulation Vertriebs GmbH
Evaluation of the systems based on the company-specific 2. 3. Eingang:
Hilfsmittel:
Verantwortung:
Ausgang:
requirements
Tebis AG TopM Ulysses ERP valantic Supply Chain
Software Excellence AG
Mechanische Fertigung
Results
► Analyzed status quo and derivation of concrete measures for increased efficiency in cost calculation
Montage
and scheduling in the tool shop
► Pre-selection of suitable software systems for a systematic cost calculation and scheduling
QM
Werkzeugbau Akademie | RWTH Aachen Campus Seite 38
xternOptimization of the internal order processing
and tool calculation
Approach
◼ Analysis of the order processing and creation of Base plate
strength/ potential profiles for the individual Support plate FR B FS
Dies (round) FR B DE FS
divisions Block distances (round) D FR H DE KS FR
Steering plates
◼ Development of a concept for the reorganisation Scraper rings (round)
D
FR
B
B
H
H DE
FS
FS
RS
◼ Implementation of a new calculation system Printing plates (square) D H FS RS
Blanking punch (round) FR B H FS
◼ Redefinition of the manufacturing planning by the Retaining plates (square) D FR
FR B
H
H
DE
DE
KS
FS
FR
flow principle
Manufacturing group A
◼ Standardization of the processes in the work Manufacturing group B
preparation
Manufacturing group C
◼ Optimized ERP system use Number Component Process time [hours]; Hardening [days]]
2 Steering plates FR B H DE FS
2,1 0,3 4T 2,3 1,0
4 Printing plates (square) FR B H FS
1,1 0,5 4T 0,8
2 Retaining plates (square) FR B H DE FS
Sum 10,4 3 4T 8 7
Results
► Significant enhancement of the productivity during the order processing
► Realization of a general planning and controlling system from the offer creation up to the produced
tool
Werkzeugbau Akademie | RWTH Aachen Campus Seite 39Redesign of tool shop of Murrplastik Medizintechnik GmbH
Approach
◼ Creation and implementation of an optimized order
fulfillment process including defined milestones
1 2
Order fulfillment Planning and steering
◼ Development of a consistent system for rough and process system
detailed planning as well as for production steering 1 2 3 4 5
◼ Implementation and visualization of planning and Werkzeug-.Nr.:
PM 1V6 B3
Arbeitsschritt 1:
Arbeitsschritt 2:
Unterschrift
_
Pos.- Nr.
124
_ _ _ _ _ _1_
Unterschrift
_ _ _ _ _ _ _2_
Index-Nr.
Revisionsstand v2
2,0h
3,5h
_ _ _1,0h
Auftrag-Nr.
789454
____
_ _ _3,4h
____
2,2h
3,6h
Verantwortlich:
W. Meier
Arbeitsschritt 3: ________ 20,0h _ _ _19,0h
____ 20,0h
steering system in all departments involved and
Arbeitsschritt 4: ________ 14,8h _______ 14,9h
Arbeitsschritt 5: ________ 1,0h _______ 2,0h
Arbeitsschritt 6: ________ 0,5h _______ 0,5h
especially on the shopfloor 6 7 8 9 10
◼ Development of an optimized layout concept 3
Optimized layout
4
Shopfloor management
concept tools
◼ Design and elaboration of shopfloor management tools 1.
Shopfloor-Board
Allgemeine Informationen
20 25 25 25 25 25 25 38 1. 3. 4. a) Organisation: Verantwortlichkeiten für
61
3 10 Ordnung und Sauberkeit aufzeigen
4 11 Stahllager + Sägen Allgemeine Informationen Produktivität KVP
29 b) Finanzielle Kennzahlen:
62 Finanzielle - Ist-Auftragseingang (6 Monate)
Konstruktion 45 45 45 27 30 Organisation Maschinenlaufzeiten Aktivitäten - Plan-Umsatz (6 Monate)
◼
Kennzahlen
Conduction of trainings for employees
- Ist-Umsatz (6 Monate)
- Offener Auftragswert (gesamt)
1. Auftrags- Maschinenlauf-
58 eingang zeiten pro Monat
44
35 14 46 2. Plan-Umsatz im Vergleich zum 2. Projektstatus
8
22
40
9 3. Ist-Umsatz Vorjahr: a) Kennzahlen Termintreue:
26
14 Hr. Schmieder 4. Offener Huran, C30, F - Zielwert aus Benchmarking
Hr. Petzold
63 21 32 Auftragswert 3000, MV 1200 - Kumuliert über das Jahr (fortlaufend)
2 14 Elektrodenlager Hr. Koch
26
Arbeits- 24 Hr. Fischer - Top 3 Abweichungen letztes Quartal
vorbereitung/ - Durschnittliche Terminabweichung
5.
56
2.
NC- Weg
57 24 25 26 Projektstatus Wertschöpfung Qualität 3. Produktivität:
16
51
Programmierung 17
a) Maschinenlaufzeit:
19
15 31 Termintreue Anzahl von Abmusterungen pro Monat im Vergleich zum Vorjahr:
1. Zielwert aus
49
Bench- Erzeugter Wert
Huran, C 30, F 3000, MV 1200
26 60
6 b) Wertschöpfung:
◼
42 marking (Wertschöpfung) Je Werkzeug
7 Erzeugter Wert pro gel. Stunde im
Preparation of a detailed implementation roadmap
54 2. Kumuliert pro gel. Stunde im → WZ-Opti-
52
24
1 41 über das Jahr Vergleich zum mierung vs. Vergleich zum Durchschnitt letzte 6 Monate
3. Top 3 Ab- Durchschnitt d. Korrekturschleife
55 55 weichungen letzten 6 Monate (Konstruktion 4. KVP:
Wertschöpfung pro Stunde
4. Durchschn. (gesamt) notwendig) a) Aktivitäten:
Abweichung
„What‘s next?“ Mentalität für
Führungskräft
5. Qualität:
a) Anzahl von Abmusterungen:
Auf der Maschine je Werkzeug
→ WZ-Optimierung vs. Korrekturschleife
(Konstruktion erforderlich)
5
Implementation support and employee training
Result
► Redesigned tool shop with optimized order processing, planning and steering as well as production
organization for economical and efficient tool production
Werkzeugbau Akademie | RWTH Aachen Campus Seite 40Development of an Industry 4.0-concept for tool shop of
Musashi Grolsheim
Approach Analysis of
◼ Analysis of the order processing and identification value creation process
of core potentials
◼ Derivation of action fields based on the compiled
core potentials
◼ Research and elaboration of various Industry 4.0-
solutions
Derivation of Development of
◼ Development of an overall Industry 4.0-concept in action fields Industry 4.0-concept
order to comprehensively address the action fields
and to increase the Industry 4.0-degree of maturity
◼ Assessment of the quantitative monetary potential
of the Industry 4.0-concept with regards to cost and
benefit
Assessment of monetary
◼ Definition of an implementation roadmap including potential
roles and responsibilities
Vs.
Results
► Viable Industry 4.0-concept based on current action fields
► Monetary assessment of the Industry 4.0-concept including an implementation roadmap
Werkzeugbau Akademie | RWTH Aachen Campus Seite 41Process Analysis & Selection of manufacturing concept and
resources for internal tool room of Adam Opel AG
Approach Order fulfillment process
◼ Analysis of order fulfillment process, technological
performance, work piece requirements and process chains
◼ Derivation of technological and organizational action fields Machine Performance
and definition of improvement measures
◼ Analysis of future capacity demand and development of
four different manufacturing concepts regarding machine Design of concept
utilization and number of in-house manufacturing
technologies
◼ Evaluation of the derived concepts and selection of the Detailing of Concept
concept with the best fit for the tool room of Opel
◼ Derivation of necessary machinery for the year 2021 under
consideration of all strategic restrictions Investment Roadmap
◼ Derivation of a roadmap for execution of necessary
changes in machinery and investment recommendations
for specified machinery
Results
► Identification of action fields for improvement of organizational and technological performance
► Investment roadmap for realization of a future oriented machinery selection until year 2021
Werkzeugbau Akademie | RWTH Aachen Campus Seite 42Layout and process design for OPUS Formenbau
Approach
◼ Analysis and optimization of the entire order
fulfillment process
◼ Recording and analysis of the tool manufacturing 1 Analysis of order 2 Analysis of manu-
fulfillment process facturing process steps
process steps
◼ Identification of the material flow and development
of a flow-oriented layout design
◼ Identification of the information flows and
conception of an administrative building
◼ Definition of KPIs and elaboration as part of a
leading on-site concept 3 Development of a 4 Development of shop-
layout design floor management
◼ Development of a visual management in course of
a shop-floor management
Results
► Material flow oriented layout design and information flow oriented administrative building
► Optimized order fulfillment process and individual shop-floor management
Werkzeugbau Akademie | RWTH Aachen Campus Seite 43You can also read