Performance evaluation of AE-pulse of wire EDM process on Ti-10V- 2Fe-3Al alloy by Taguchi GRA technique - IOPscience
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

IOP Conference Series: Materials Science and Engineering
PAPER • OPEN ACCESS
Performance evaluation of AE-pulse of wire EDM process on Ti-10V-
2Fe-3Al alloy by Taguchi GRA technique
To cite this article: K Parameshwar et al 2021 IOP Conf. Ser.: Mater. Sci. Eng. 1126 012080
View the article online for updates and enhancements.
This content was downloaded from IP address 46.4.80.155 on 25/07/2021 at 02:22ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
Performance evaluation of AE-pulse of wire EDM process on
Ti-10V-2Fe-3Al alloy by Taguchi GRA technique
Parameshwar K1 , Srinivasa Rao Nandam2 and Dinesh G Thakur3
1
MS (By Research) Scholar, DIAT, Pune, and Tech. Officer, DMRL, DRDO, India
2
Scientist, DMRL, DRDO, Hyderabad, India
3
Professor, Department of Mechanical Engineering, DIAT, Pune, India
Email:1 paramesh.dmrl@gmail.com,2 srinivas_nandam@dmrl.drdo.in
3
thakur@diat.ac.in
Abstract. Titaniu m alloy, Ti-10V-2Fe-3Al is one of the recently developed materials having
special characteristics of deep hardenability, ductility, fracture toughness including high
strength to weight ratio. But, t itaniu m alloys have poor machinability due to the formation of
built-up edges and tool wear in conventional mach ining processes. Wire electrical discharge
mach ining wire EDM is found to be the most preferred mach ining process among other non-
traditional processes for cutting of the difficult-to-cut materials. The surface integrity aspects
of the machined component play a crucial role in the functional performance of the
component. The performance of an advanced AE-pulse (Anti Electrolysis Equi-energy) over
E-pulse on surface integrity aspects in the wire EDM process is studied in detail. Experiments
were carried with various levels of pulse-on-time, pulse-off-time, peak current setting, and
servo voltage through a Taguchi L9 orthogonal array. The responses such as kerf width, surface
roughness, material removal rate, and wh ite layer th ickness were studied through gray
relational analysis (GRA) technique. The optimized results were validated through
experimental studies. It is observed that the optimized process parameter values were Ton : 12
µs Toff:40µs IP No.:10 SV:10V, wh ich gave 28 % of the significant reduction of white layer
thickness, 16% imp rovement of MRR, 5% reduction of surface roughness, and 4% of
reduction of kerf width.
Keywords: WEDM, Ti-10V-2Fe-3A l alloy, Taguchi method, Grey relational analysis and
Minitab
1. Introduction
Titanium alloys have excellent corrosion resistance, fatigue resistance, high strength to weight ratio.
Therefore, these alloys are mainly used in automobiles and aerospace industries for high-temperature
applications [1].Ti-6Al-4V, an alpha-beta alloy extensively used for both aero engine and airframe
applications. In recent times, beta titanium alloy has been inducted in airframe applications because of
their high strength and damage tolerance properties. Ti-10V-2Fe-3Al is a high strength near beta alloy
being used in airframe and other applications like landing gears, wings, fuselage, doors, wing support
structures and cargo handling structures [2].However, titanium and its alloys are difficult to cut
materials due to low thermal conductivity, low modulus of elasticity and also very high chemical
reactive with cutting tool materials [3]. Wire electrical discharge machining wire EDM is found to be
the most preferred machining process among other non-traditional processes for cutting of the
difficult-to-cut materials. It is ease in control of machining process and accuracy. Where electrical
energy is used to generate electrical sparks and material removal mainly occurs due to the thermal
energy of the sparks [4].The most important performance measures in WEDM are material removal
rate (MRR), surface roughness, and kerf width. The pulse-on-time (Ton ), pulse-off-time (Toff), setting
peak current (Ip) and applied servo voltage(SV), speed of the wire, the feed rate of the wire, diameter
of the wire, wire tension, and condition of the flushing dielectric are the machining variables that
affect the performance measures. Several researchers have carried out various investigations on a
standard pulse i.e., E-pulse to improve the WEDM performance and obtain better machining outputs
like higher MRR, lower kerf, and good surface roughness on titanium and its alloy. Many research
Content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution
of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
Published under licence by IOP Publishing Ltd 1ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
studies are in progress to improve the cutting time and surface roughness of the titanium alloys by the
WEDM process.
Ghodsiyeh et al. [5] have used Taguchi's method and response surface methodology (RSM) to
optimize the WLT (white layer thickness), HAZ (heat-affected zone), surface crack depth, and MRR
on Ti-6Al-4Valloy by WEDM process. They observed that pulse-on-time is the most significant
parameter on HAZ and peak current is the most influencing parameter on crack density. Sharma et
al.[6]explained about control factors effective on the process of Ti-6Al-4Vby WEDM. L9 OA
(orthogonal array) was used for experimenting. The cutting speed and surface roughness was
optimized. They observed that Toff is the most significant factor affecting the multi–characteristics.
Jaskarn Singh et al.[7]have studied on review the effects of process parameters in the WEDM process.
It was verified Ton , To ff, Ip, SV, wire feed rate, dielectric flow rate, wire tension as input factors and
surface roughness and MRR were output responses. Wire-feed, wire-tension, and water flush have the
least cause on the process. The higher level of current, the power of the spark is increased and results
were elevated in MRR. The surface finish was acquired better by reducing Ton and Toff and current
level. Feroze et al. [8] investigated the recast layer on Titanium alloy machined by the WEDM
process. Taguchi L9 OA was used for experimentation. It was identified that table speed has a
significant effect on the thickness of the recast layer and pulse off time has the least effect on recast
layer thickness. Shivaprakasham et al. [9] worked on Ti-6Al-4V alloy considering MRR, Kerf width,
and surface roughness (SR) as responses and voltage, capacitance, and feed rate as input parameters
on micro-WEDM. Researchers used RSM and CCD to multi-objective optimizes the process
parameters. Influencing factors were being found in the process by ANOVA (Analysis of
variance). Interaction of voltage and capacitance has significant influenced on MRR. Prasad et al. [10]
experimented with process variables to optimize the performance characteristics including surface
finish and MRR on Ti-64Al-4V alloy. The effect of variables was setting peak current, pulse-on-time,
pulse-off-time, and servo voltage setting. The experimental Taguchi’s design was four factors and
three levels. The output responses are MRR and surface roughness. ANOVA was indicated that peak
current followed by pulse-on-time is the main contributing parameter. Mhatre et al.[11] studied EDM
characteristics of Ti-6Al-4V alloy based on grey relational theory parameter optimization. The
multiple responses optimized are MRR, electrode wear rate (EWR), and SR. It was found that pulse
current is the most significant factor affecting MRR, dimensional accuracy, and surface integrity.
Kumar et al. [12] investigated on surface integrity of pure titanium by Wire EDM based on Taguchi
L27 OA. It was observed that pulse-on-time, pulse-off-time, and peak current setting no. declined the
integrity of the machined surface. The micro-crack thickness was improved due to fast cooling and
heating in the spark area. Wire rupturing and wire wear was observed due to a higher amount of
discharge peak current and pulse-on-time duration. Goswamiet al. [13] investigated surface integrity,
material removal rate, and wire wear ratio based on Taguchi’s design of methodology. The
observations are pulse-on-time period leads to a thicker recast deposit. At a lower level of pulse-on-
time and high level of pulse-off-time, the machined surface had deposits of wire material. Kumar et al.
[14] studied EDM characteristics of pure titanium based on Box-Behnken design RSM theory
parameter optimization. The multiple responses optimized are cutting rate, dimensional deviation,
surface roughness, and wire wear ratio. It was found that pulse-on-time, pulse-off-time, and peak
current are the major factors affecting MRR, WW (wire wear) ratio, and dimensional deviation. It is
observed that many researchers have worked on titanium alloy with E pulses under the WEDM
process. They have found a considerable amount of surface integrity aspects such as HAZ, white layer
thickness, and surface roughness on the machined surface. These surface integrity aspects play a
crucial role in the functional performance of the machined component. Now, machine tool
manufacturers have come up with an advanced pulse, anti-electrolysis equi-energy (AE) pulse. It is
introduced for minimizing the interaction of stray current and contaminants on the workpiece surface
in the WEDM process. Therefore, a systematic research study has been conducted to study the effect
of pulse-on-time, pulse-off-time, peak current setting, and servo voltage while cutting of Ti-10V-2Fe-
2ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
3Al by AE pulse. The output responses considered for the study are MRR, SR, WLT , and Kerf width.
Taguchi DOE technique was used for preparation experimental matrix and GRA technique was used
for optimization.
2. Experimental details
2.1 Work material
Forged and rolled rod of Ti-10V-2Fe-3Al alloy of 1m long and 60 mm diameter was cut into 20 mm
thick slices by WEDM process along the length with E-pulse. The rectangular workpiece of size 58
mm x 30mm x 20 mm was extracted from the round slice by the WEDM process. The chemical
composition of Ti-10V-2Fe-3Al is shown in Table.1 and the physical properties of the work material
are shown in Table.2.
Table 1. Chemical composition
Element V Fe Al O N C H Y Ti
Weight% 9.0-11.0 1.6-2.2 2.6 -3.4 0.13 0.05 0.05 0.015 0.005 Balance
Table 2. Physical properties
Properties Density UTS Thermal Specific Melting Electrical
conductivity heat range Resistivity
Units 4.61 g/cm3 1240 MPa 7.8 W/mk 525 J/kg K 1649°±15° C 1.5 micro-ohm-m
2.2 Process parameters
The range of the identified process parameters such as pulse-on-time, pulse-off-time, peak current
setting, and servo voltage were selected based on the feasible machining conditions through a set of
trial experiments. The parameters and their levels for the experimental study are shown in Table 3.
Table 3. Experimental factors and levels.
Levels
Sl. No. Machining parameters Units Coding 1 2 3
1 Ton (pulse-on-time) µs A 6 9 12
2 Toff (pulse-off-time) µs B 40 50 60
3 IP (peak current setting) No. C 10 11 12
4 SV (servo voltage) V D 10 15 20
Taguchi DOE technique was used for the preparation of the experimental matrix. The orthogonal
Array (OA) and run order of L9 is shown in Table 4.
Table 4. Orthogonal Array
Run Order A B C D
1 1 1 1 1
2 1 2 2 2
3 1 3 1 3
4 2 1 2 3
5 2 2 2 1
6 2 3 1 2
7 3 1 3 2
8 3 2 1 3
9 3 3 2 1
3ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
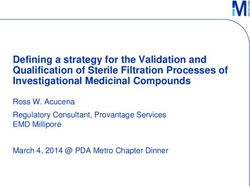
2.3 Experimental setup
A CNC Wire EDM machine (M/s Electronica, Pune, Model: Ultra Cut S2 ) was used for experimental
studies. The schematic representation of the WEDM process is shown in Fig 1. The workpiece was
held on the WEDM table with clamps. The workpiece and the brass wire are connected to the anode
and cathode respectively. The parameters used as fixed parameters are shown in Table 5.
Table 5. Fixed parameters
Sl.No parameter Unit Condition
1 VP V 1
2 WP cm2 /kg 106
3 SF mm/min 25
4 Brass wire mm Ø 0.25
5 Wire feed m/min 10
6 Wire tension grams 10
Experiments were conducted as per the run order along the width of the workpiece for 10 mm cutting
length with an offset of 5 mm along the longitudinal distance as shown in Fig 2. by using E and AE-
pulse on both sides of the workpiece. The experimented samples were extracted from the workpiece
for further studies. The extracted cut samples are shown in Fig 3.
Fig 1. Schematic diagram of the
Fig 2. Experimental Setup
Wire EDM Process
Fig 3. WEDM cut samples by AE-pulses
4ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
2.4 Characterization Techniques:
The MRR was calculated by using the below formula
MRR = CS x KW x HW -------------------------------- (1)
Where: CS: Cutting speed in mm/min, W: Kerf width in mm and H: Height of the workpiece in mm.
The values of cutting speed were obtained from the machine controller while experimentation. This
data was used for the calculation of MRR for each run order. Surface roughness was measured on the
machined surface by using a stylus type surface roughness profile meter (M/s Taylor Hobson, UK,
Model: Intra-II) with sample length: 6mm, cut-off length: 0.8mm and ISO Gaussian filter. Kerf width
is the distance between the two surfaces of the wire pass. It was created by WEDM process. It was
measured by using the OPP (M/s Baty, UK, Model: SM20).WLT was measured by digital optical
microscope (M/s: Olympus Japan, Model: DSX-510) from the cross-section of cut samples.
3. Results and discussion
3.1 Experimental design based on the Taguchi method
The results of kerf, roughness, MRR and WLT from the experiments are indicated in Table 6.
Table 6. Experimental results.
Orthogonal Array Kerf Roughness MRR WLT
Runs mm µm mm3 /min µm
A B C D
1 1 1 1 1 0.267 1.8278 0.961 5.7484
2 1 2 2 2 0.3 4 2.8094 10.554 10.631
3 1 3 1 3 0.336 2.9883 10.483 7.605
4 2 1 2 3 0.312 2.5377 7.238 9.8932
5 2 2 2 1 0.315 2.8419 8.064 6.3484
6 2 3 1 2 0.267 1.5902 0.748 6.2624
7 3 1 3 2 0.328 2.7832 10.562 7.0716
8 3 2 1 3 0.269 1.5083 0.807 4.5544
9 3 3 2 1 0.319 2.7633 8.804 5.7528
The low values of kerf width, surface roughness, white layer thickness, and high value of material
removal rate are in wire EDM process are required to improve the part quality of the component. This
multi-parametric optimization can be achieved through analysis the data by GRG.
3.2 Grey relational analysis
The normalized result values of kerf width, surface finish, white layer thickness and MRR are shown
in Table 7.The deviation of sequences is shown in Table 8.
5ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
Table 7. Normalized results.
Runs Kerf (mm) Ra (µm) MRR WLT
(mm3 /min) (µm)
1 1.0000 0.7841 0.9782 0.8035
2 0.0290 0.1209 0.9993 0.0000
3 0.0000 0.0000 0.9920 0.4980
4 0.3478 0.3045 0.6614 0.1214
5 0.3043 0.0990 0.7455 0.7048
6 1.0000 0.9447 0.0000 0.7189
7 0.1159 0.1386 1.0000 0.5858
8 0.9710 1.0000 0.0061 1.0000
9 0.2464 0.1520 0.8209 0.8028
Table 8. Deviation sequence.
Kerf Ra (µm) MRR WLT
Runs (mm) (mm3 /min) (µm)
1 0.0000 0.2159 0.0218 0.1965
2 0.9710 0.8791 0.0007 1.0000
3 1.0000 1.0000 0.0080 0.5020
4 0.6522 0.6955 0.3386 0.8786
5 0.6957 0.9010 0.2545 0.2952
6 0.0000 0.0553 1.0000 0.2811
7 0.8841 0.8614 0.0000 0.4142
8 0.0290 0.0000 0.9939 0.0000
9 0.7536 0.8480 0.1791 0.1972
Table.9 shows the GRG and rank for each run order. The highest GRG is run order 1. This was
indicated in text bold.
Table 9. Grey relational coefficients and GRG.
Runs Kerf (mm) Ra (µm) MRR WLT
GRG R
(mm3 /min) (µm)
1 1.0000 0.6985 0.9583 0.7179 0.8437 1
2 0.3399 0.3626 0.9985 0.3333 0.5086 8
3 0.3333 0.3333 0.9843 0.4990 0.5375 6
4 0.4340 0.4182 0.5962 0.3627 0.4528 9
5 0.4182 0.3569 0.6627 0.6287 0.5166 7
6 1.0000 0.9004 0.3333 0.6401 0.7185 3
7 0.3613 0.3673 1.0000 0.5469 0.5689 4
8 0.9452 1.0000 0.3347 1.0000 0.8200 2
9 0.3988 0.3709 0.7363 0.7171 0.5558 5
6ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
(a) (b)
(b) (d)
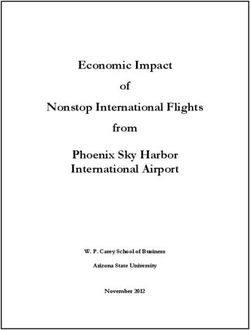
Fig 4.Main effect plot for (a)Kerf (b) Surface roughness (c) MRR (d) WLT on factors of Wire EDM
Fig 4. (a), (b), and (c) illustrate the main effects on individual performance parameter, where Kerf,
Surface roughness, and MRR increases with peak current[4].(d) Shows that WLT increases with
increasing peak current and servo voltage. Further when IP and SV increase from a specific limit (i.e
11 and 15V). The increase in peak current and servo voltage increases the discharge energy that
promotes the melting and vaporization of the work material decrease the WLT[7].
Table 10. Mean Response table for a GRG.
Delta
Parameters Level-1 Level-2 Level-3 Rank
(Max-Min)
A 0.6299 0.5626 0.6482 0.0856 2
B 0.6218 0.6151 0.6039 0.0178 4
C 0.7940 0.5057 0.5410 0.2883 1
D 0.6387 0.5986 0.6034 0.0401 3
The total GRG mean value ( )=0.6136
7ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
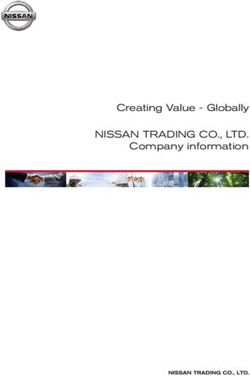
Fig 5. Grey relational grade graph
The means of the GRG for each level of variables considered from Tables 8 and 9 were
detailed in Table 10. The higher GRG values (text bold) are shown in Table 10. The optimal values for
improvement of the multiple performance characteristics were A3B1C1D1in as per Fig 5. i.e., pulse-
on-time was 12µs (Level-3), pulse-off-time was 40µs (Level-1), peak current setting No. was 10
(Level- 1), and servo voltage was 10V (Level-1).
3.3 Analysis of variance for grey relational grade
Using Minitab software, the ANOVA was performed to determine which parameter significantly
affects the performance characteristics.The results of ANOVA for GRG values in Table 11.
Table11. Analysis of variance for a grey relational grade.
Source DF Seq SS Adj MS Contribution
A 2 0.012188 0.006094 7%
B 2 0.000487 0.000244 1%
C 2 0.148398 0.074199 90%
D 2 0.002873 0.001437 2%
Total 8 0.163947 100%
The results indicate that the percentage contribution of the pulse-on-time, pulse-off-time, peak current
setting no., and servo voltage is 7%, 1%, 90%, and 2%, correspondingly. These two factors (peak
current and pulse-on-time) are considerably influenced the GRG, and the peak current is the most
important factor for multiple performance characteristics. This shows that the pulse-off-time and servo
voltage has does not have a statistically significant result on multiple performance characteristics.
8ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
3.4 Predicting the optimal GRG and verification test
The best GRG is predicted at the selected controllable parameters. The most main variable with the
optimal level was selected for AE-pulse as A3 (pulse-on-time), B1 (pulse-off-time), C1 (peak current
setting no.) followed by D1 (servo voltage) the predicted GRG can be calculated as:
̂ ∑ ------------------------------------------------------(2)
Where t is the total mean of GRG, i is the mean of the GRG at the optimal level. The A3B1C1D1is
an optimal variable combination of the WEDM process obtained employing GRA and was well-
thought-out as a verification test. Based on eq (2) the predicted GRG is presented in Table 12.
Table 12. Predicting GRG optimal value and verification test.
Setting Kerf Ra MRR WLT GRG Progress in
level (mm) (µm) (mm3 ) (µm) Value GRG value
Initial control parameters A1B1C1D1 0.267 1.8278 0.961 5.7484 0.8437
Optimal Prediction A3B1C1D1 0.8864
control
parameters Experiment A3B1C1D1 0.254 1.7267 1.123 4.1236 0.9526 0.1089
Percentage (%) 4.87 5.53 16.86 28.27 12.91
4. Conclusion
Experiments were conducted on Ti-10V-2Fe-3Al alloy with AE and E-pulses by using various levels
of pulse-on-time, pulse-off-time, peak current and servo voltage of Wire EDM process by Taguchi
OA. The output responses of the kerf,surface roughness,MRR, and WLT are optimized by using the
GRA. The following conclusions are made from the experimental studies.
1. AE-pulse gave better surface integrity results when compared with E-pulses due to the supply
of controlled and localized discharge energy.
2. The percentage contributions of the machining variables were IP: 90%, Ton : 7%, SV: 2% and
Toff: 1%.Peak current is identified as a highly contributing variable among others by the
ANOVA technique.
3. The kerf, surface roughness, and MRR were highly influenced by IP and pulse-on-time.
4. The significant factors for the white layer thickness were IP and pulse-on-time followed by
SV and pulse-off-time.
5. The best combination of AE-pulse variables to reduce the kerf, surface roughness and white
layer thickness and to increase the MRR from optimum GRA mean grades were A3B1C1D1.
6. The predicted GRG value is verified by a confirmation test.
7. The white layer thickness was reduced by 28 %, the MRR was improved by 16%, the surface
roughness was reduced by 5% and the kerf width was reduced by 4%.
8. The GRG of the experimental value was 12.91% higher than the initial value.
9. This method can be effectively used for the evaluation of optimal values from the multi-
objective criteria.
9ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
Acknowledgments
The authors are sincerely thankful to Dr. G. Madhusudhan Reddy, Director, DMRL for his
encouragement and kind permission to publish this work. The authors are grateful to Shri D
Madhusudhan, TO-B and Shri M.N.Malleshwara Rao, TO-A, and other officers and staff of MEG for
carrying out the experiments and evaluation of results. The authors are thankful to the officers and
staff of TAG, SFAG, and EMG for their technical support. The authors are also thankful to Mr.
Mahesh, Ph.D. scholar, DIAT for his technical inputs.
References
[1] Peters, Manfred, et al. "Titanium alloys for aerospace applications." Advanced engineering
materials 5.6 (2003): 419-427.
[2] Boyer, Rodney R. "Aerospace applications of beta titanium alloys." JOM 46.7 (1994): 20-23.
[3] Niknam, Seyed Ali, Raid Khettabi, and Victor Songmene. "Machinability and machining of
titanium alloys: a review." Machining of titanium alloys (2014): 1-30.
[4] Muthuramalingam, T., and B. Mohan. "A review on influence of electrical process parameters
in EDM process." Archives of civil and mechanical engineering 15.1 (2015): 87-94.
[5] Ghodsiyeh, Danial, et al. "Experimental investigation of surface integrity after wire electro-
Dischargemachining of Ti–6Al–4V." Sādhanā 44.9 (2019): 196.
[6] Sharma, Neeraj, et al. "Multi-quality characteristics optimization on WEDM for Ti-6Al-4V
UsingTaguchi-grey relational theory." International Journal of Machining and Machinability
of Materials 21.1-2 (2019): 66-81.
[7] Singh, Jaskarn, et al. "Review on effects of process parameters in wire-cut EDM and wire
electrode development." International Journal of Innovative Research in Science, Engineering,
and Technology 2 (2016): 701-706.
[8] Feroze, Waseem, V. R. Srinivasan, and C. P. S. Prakash. "Investigation of Recast Layer
Formed on Titanium Alloy Machined by Wire Electric Discharge
Machining."IJIRST,ISSN:2349-6010
[9] Sivaprakasam, P., P. Hariharan, and S. Gowri. "Modeling and analysis of the micro-WEDM
process of titanium alloy (Ti–6Al–4V) using response surface approach." Engineering Science
and Technology, an International Journal 17.4 (2014): 227-235.
[10] Prasad, AVS Ram, KoonaRamji, and G. L. Datta. "An experimental study of wire EDM on
Ti-6Al-4V Alloy." Procedia Materials Science 5 (2014): 2567-2576.
[11] Mhatre, Mitali S., Sagar U. Sapkal, and Raju S. Pawade. "Electro discharge machining
characteristics of Ti-6Al-4V alloy: A grey relational optimization." Procedia Materials
Science 5(2014).
[12] Kumar, Anish, Vinod Kumar, and Jatinder Kumar. "Surface integrity and material transfer
investigation of pure titanium for the rough-cut surface after wire electro-discharge
machining." Proceedings of the Institution of Mechanical Engineers, Part B: Journal of
Engineering Manufacture 228.8 (2014): 880-901.
[13] Goswami, Amitesh, and Jatinder Kumar. "Investigation of surface integrity, material removal
rate and wire wear ratio for WEDM of Nimonic 80A alloy using GRA and Taguchi
method." Engineering Science and Technology, an International Journal 17.4 (2014): 173-
184.
[14] Kumar, Anish, Vinod Kumar, and Jatinder Kumar. "Multi-response optimization of process
parameters based on response surface methodology for pure titanium using WEDM
10ICTMIM 2021 IOP Publishing
IOP Conf. Series: Materials Science and Engineering 1126 (2021) 012080 doi:10.1088/1757-899X/1126/1/012080
process." The International Journal of Advanced Manufacturing Technology 68.9-12 (2013):
2645-2668.
[15] Nourbakhsh, Farnaz, et al. "Wire electro-discharge machining of titanium alloy." Procedia
Cirp 5 (2013): 13-18.
[16] Alias, Aniza, Bulan Abdullah, and NorlianaMohd Abbas. "WEDM: Influence of machine feed
rate in machining titanium Ti-6Al-4 V using brass wire and constant current (4A)." Procedia
engineering 41(2012): 1812-1817.
[17] Ho, K. H., and S. T. Newman. "State of the art electrical discharge machining
(EDM)." International Journal of Machine Tools and Manufacture 43.13 (2003): 1287-1300.
[18] Kao J. Y. et al. "Optimization of the EDM parameters on machining Ti–6Al–4V with multiple
quality characteristics." The International Journal of Advanced Manufacturing
Technology 47.1-4 (2010): 395-402.
[19] AhmetHascalik, and Caydas U. "Electrical discharge machining of titanium alloy
(Ti–6Al–4V)." Applied surface science 253.22 (2007): 9007-9016.
[20] Kuriakose, Shajan, and M. S. Shunmugam. "Characteristics of wire-electro discharge
machined Ti6Al4V surface." Materials Letters 58.17-18 (2004): 2231-2237.
11You can also read