International Journal of Fatigue - DIVA
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
International Journal of Fatigue 155 (2022) 106608
Contents lists available at ScienceDirect
International Journal of Fatigue
journal homepage: www.elsevier.com/locate/ijfatigue
Fatigue crack growth for through and part-through cracks in additively
manufactured Ti6Al4V
M. Kahlin a, b, *, H. Ansell a, c, J. Moverare b
a
Saab AB, Aeronautics, SE-58188 Linköping, Sweden
b
Division of Engineering Materials, Linköping University, SE-581 83 Linköping, Sweden
c
Division of Solid Mechanics, Linköping University, SE-581-83 Linköping, Sweden
A R T I C L E I N F O A B S T R A C T
Keywords: Critical aerospace parts require damage tolerance analysis to determine the inspection intervals in-service. Such
Additive manufacturing analyses, based on linear fracture mechanics, require that the fatigue crack growth (FCG) rate relation to the
Ti6Al4V stress intensity factor range is applicable independent of geometry and stress. FCG rates for laser powder bed
Fatigue crack growth
fusion Ti6Al4V material for conventional compact tension (CT) specimens have therefore been compared to FCG
Damage tolerance
Aerospace
rates for specimens with a crack configuration more technically relevant from an industrial and engineering
perspective. The FCG rates corresponded very well and data obtained with CT-specimens can therefore be
considered relevant for general damage tolerance predictions.
1. Introduction stress intensity factor range. This means that the fatigue crack growth
(FCG) rates should be applicable independent of geometry, stress and
The aerospace industry has a great challenge to reduce the C02- crack length as long as the cracks are of technical relevant sizes. Previous
emissions within the close future. The additive manufacturing (AM) way investigations by, for example, Jones et al. [2] and Beretta et al. [3]
of producing metal aerospace parts has therefore gained a lot of interest conclude that defect tolerant design concepts can be used also for
for light weight design solutions and for increasing the performance of additively manufactured parts.
systems by for example designs with more efficient cooling. Further The FCG behaviour of L-PBF Ti6Al4V, especially for long cracks, has
more, AM has the potential to reduce both lead time and cost, for at least been investigated in numerous studies using compact-tension (CT)
small serial production lots, for many aerospace applications [1]. specimens. The pioneer work by Leuders et al.[4] in 2013 established a
There are many different AM processes with the common definition, baseline for FCG behaviour which included effect of build direction,
according to ISO/ASTM 52900, that they produce an object layer upon residual stress and microstructure. Several studies [5–10] have then
layer in contrast to subtractive manufacturing which removes material. added knowledge and recent work give a more complete view of the
One of the most common AM process is the laser powder bed fusion (L- crack propagation behaviour, for example the work by Hasib et al. [6] in
PBF) process which uses one or several lasers to melt very thin layers of which both FCG threshold and FCG-rate are connected to the α-lath size
metal powder repeatedly until the full part geometry is completed. of heat treated L-PBF material. The residual stresses in L-PBF material in
The in-service inspection intervals of a military aircraft are required the as-built condition, are generally large and previous studies of L-PBF
to be determined by damage tolerant analysis according to re Ti6Al4V material without post heat treatment show anisotropic FCG
quirements, e.g. the MIL-STD 1530. The damage tolerance assessment is behaviour [4,7,8]. These studies all conclude that the residual stress,
for most parts based on calculations. Testing is also performed, but with different amount of residual stress in different material directions,
primarily to verify the calculations and to study new concepts and so has a major effect on the FCG behaviour with a lower residual stress
lutions, e.g. novel load distribution principles. Consequently, AM parts resulting in a lower FCG rate. However, the anisotropy of the FCG rate
that are to be used as safety-of-flight components need to have as for heat treated L-PBF Ti6Al4V were found to be minor even though the
thoroughly tested and confident basic material properties as conven microstructure is directional dependent with columnar grains in the
tionally manufactured articles, e.g. the crack growth rate relation to the build direction [6,9,11].
* Corresponding author.
E-mail address: magnus.kahlin@saabgroup.com (M. Kahlin).
https://doi.org/10.1016/j.ijfatigue.2021.106608
Received 7 May 2021; Received in revised form 6 September 2021; Accepted 13 October 2021
Available online 16 October 2021
0142-1123/© 2021 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license
(http://creativecommons.org/licenses/by-nc-nd/4.0/).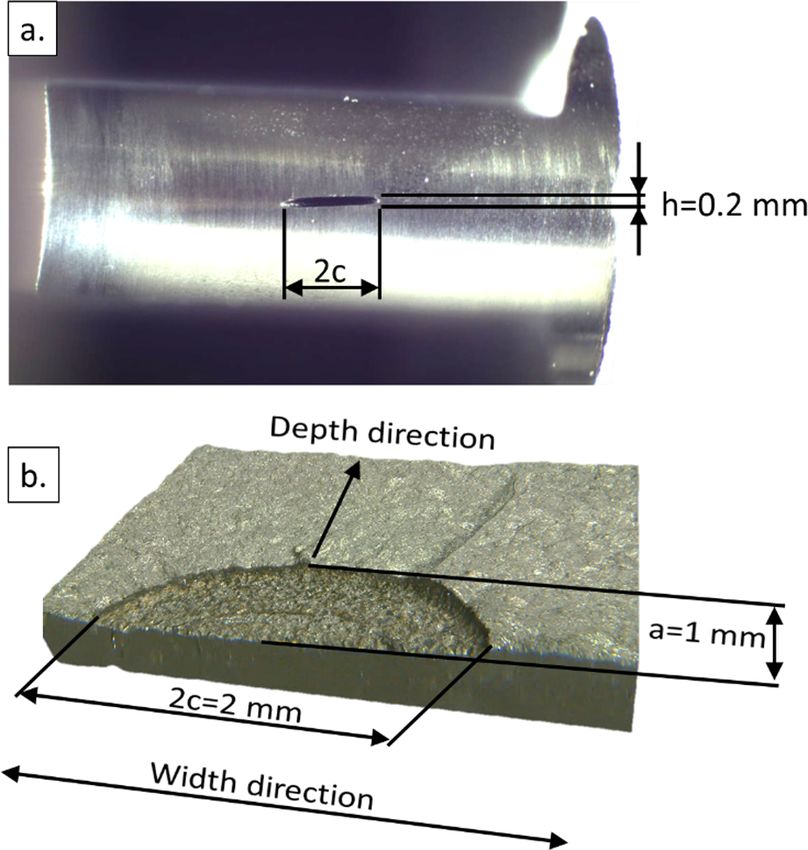
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
Fig. 1. Test specimens. a.) As-built, b.) Compact-Tension (CT) specimen, c.) Keyhole specimen. Red dashed rectangles indicate positions for microstructural samples.
The pre-cracks in figure are illustrated schematically. (For interpretation of the references to colour in this figure legend, the reader is referred to the web version of
this article.)
The main benefit with AM is the freedom of design and parts
designed for AM often have complex geometries. These complex ge
ometries generally contain a huge amount of radii and corners that act as
stress concentrations and become the origins of fatigue crack initiations
and growth. Common test specimens, such as CT-specimens, for the
establishment of crack propagation rates have geometries and related
features such as stress gradients, crack shapes etc. which generally differ
from the details of an analysed real additively manufactured part.
It is commonly thought that the crack growth rate (da/dN), can be
related to the stress intensity factor range, ΔK i.e. the concept of simil
itude. This approach was first suggested by Paris, Gomez and Anderson
[12] in 1961 that related the crack extension per cycle to the maximum
stress intensity factor Kmax. Paris and Erdogan [13] subsequently sug
gested that the crack growth was a function of the stress intensity factor
range ΔK which led to the well-known Paris equation. Furthermore,
crack propagation rates for cracks that are large enough to be detected
by non-destructive testing (NDT) at inspections of aerospace parts in-
service are of most importance for aerospace industry and an initial
crack size of 1.27 mm is often used when evaluating the fatigue life for
conventionally manufactured aerospace parts [14]. This study, there
fore, intends to investigate whether the concept of similitude for straight
through-the-thickness cracks and semi-elliptical part-through-the-
thickness cracks also applies to additively manufactured Ti6Al4V ma
terial for cracks that are technically relevant from an industrial and
engineering perspective in terms of size and shape. Fig. 2. Point defect in keyhole specimen notch. a.) Notch with point defect, b.)
3D-image of point defect at fracture surface.
2. Material and methods
and keyhole specimens, which have a large radius in the notch, as
2.1. Material and test specimens illustrated in Fig. 1b-c. The contour and the notch of both the CT and
keyhole specimens were cut with wire Electrical Discharge Machining
L-PBF test specimens in Ti6Al4V material were manufactured by a (EDM) to the final geometries presented in Fig. 1b-c. The sides of the CT
Renishaw 500Q equipment, with four 500 W lasers, using the standard specimens were then further milled to a final thickness of 10 mm while
build parameters recommended by Renishaw for the current equipment the keyhole specimens kept the rough as-built side surfaces and as-built
and alloy. The specimens were manufactured with 60 µm build layers thickness of 15 mm.
and using powder with a fraction range of 15–45 µm. The material for A point defect in the shape of a horizontal half circle was made by
the FCG specimens were manufactured as blocks with the dimensions spark-erosion sinking in the notch centre of every keyhole specimen, as
(XYZ) 12x64x67 mm and 15x64x67mm with the tall side in the AM illustrated in Fig. 2a-b. The point defect had a width (2c) of 2 mm, a
build direction, see Fig. 1a. Material for tensile tests were manufactured depth (a) of 1 mm, see Fig. 2a-b, and a height of 0.2 mm i.e. a notch tip
as cylinders with diameter Ø13 mm and height 78 mm, for tests with radius of 0.1 mm. Before testing, the notch radius of the keyhole spec
loading in the vertical direction, and as blocks (XYZ) 75x13x13 mm, for imen was slightly polished to remove the rough EDM surface and
tests with loading in the horizontal direction. All specimens were thereby make the visual observation of the crack easier. The polishing
manufactured in one single build to avoid any build-to-build variation. was performed perpendicular to the crack growth direction using a
The material was heat treated at 850 ◦ C for 4 h in argon gas before rotating cylindrical multitool.
removed from the build plate.
The tensile specimens were machined to a final geometry with
diameter Ø6 mm and parallel gauge length 35 mm which fulfil the re 2.2. Microstructural investigations
quirements for proportional test pieces in ISO 6892-1. Two different
geometries of FCG specimens were compared, standard CT specimens Material from keyhole specimens were used to characterize the
microstructure. The material was cut-out from keyhole specimens after
2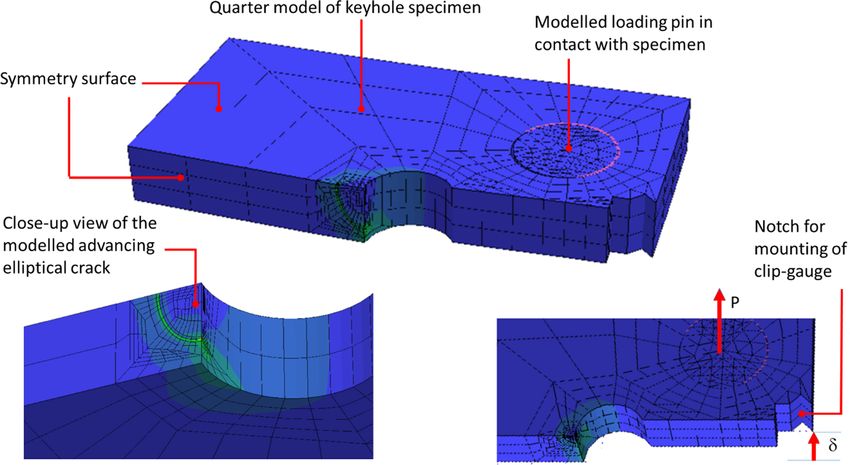
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
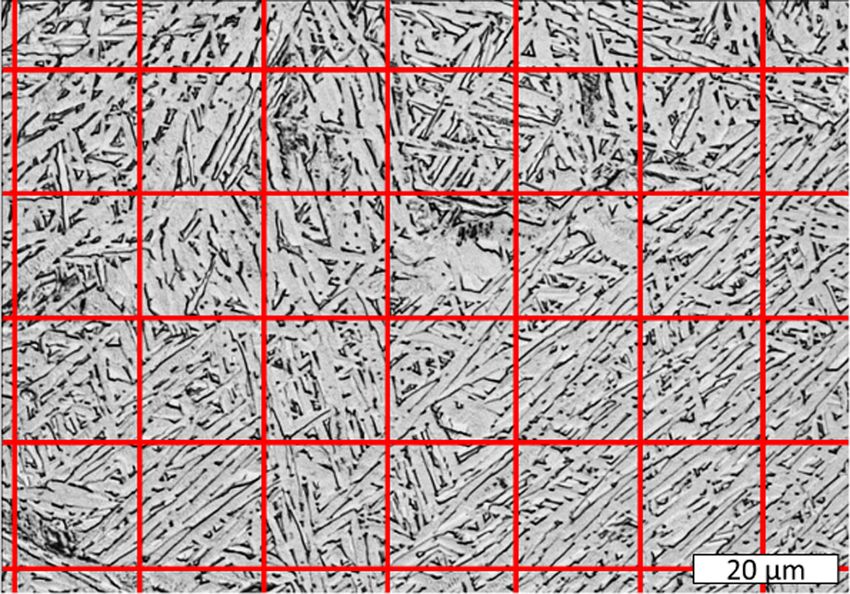
Fig. 3. Grid intercept setup for α-lath measurements.
Table 1
FCG test overview.
Specimen Load-crack Tests with Tests with Dwell
type direction stress ratio R stress ratio R time
¼ 0.1 ¼ 0.5
CT Z-X 2 3 No
CT Z-X 1 Yes*
Keyhole Z-X 4 3 Yes*
Fig. 4. Test setup for keyhole specimens. a.) Schematic camera and COD setup,
* A dwell time of 60 s were applied every 2000th cycle at 85% of maximum load. b.) Test setup.
FCG testing but taken as far away from notch, crack, top- and bottom
surface as possible as illustrated by the red dashed rectangles in Fig. 1c.
Light optical microscopical investigations were performed on cross-
sections both parallel and perpendicular to the AM build direction.
The cross-sections were polished and etched with Kroll’s reagent prior to
investigations. A grid intercept method was used to determine α-lath
thickness. A grid with 35 intersections points was added on top of a
microstructural image, as illustrated in Fig. 3, and the width of the α-lath
closest to each intersection point was measured using the open source
image processing software ImageJ [15]. Two images for each cut-up Fig. 5. Schematic illustration of part through crack growth prediction.
plane, Z-X or X-Y, were investigated using this technique resulting in a
total of 140 measurements.
geometry according to Fig. 1b. The first 3 mm of the fatigue crack for
both CT specimens and keyhole specimens was defined as a pre-crack,
2.3. Tensile tests which is in accordance with ASTM E647. For keyhole specimens, there
are crack propagation in both the depth and the width direction, see
Room temperature tensile tests were performed to provide a Fig. 2b, and the pre-crack was defined in the width direction with 1.5
benchmark for the fatigue crack growth testing. Three tensile tests were mm on each side of the notch. The FCG rates for crack lengths below the
performed on vertical specimens, with the load direction parallel to the pre-crack length have been removed from the results in this paper. The
AM build direction, and three tests on horizontal specimens, with the stress intensity factor, K, for the CT-specimens was calculated according
load direction perpendicular to the build direction. A servo hydraulic to the K-equation for CT-specimens in ASTM E647.
test rig with an Instron 8800 control system was used for testing with an FCG testing of keyhole specimens was stopped before the crack
extensometer attached to the specimen for the first part of the test to propagated through the entire specimen thickness, i.e. the final crack
determine the 0.2% offset yield strength and elastic modulus. The length in the width direction is 2c < 15 mm. In addition to COD, the
specimens were loaded with a rate of 0.0045 mm/s during the entire test crack length was captured using a camera as illustrated by the test setup
which is in accordance with ISO 6892-1. in Fig. 4a-b. The test was paused after every block of 2 000 cycles and
kept at 85% of the maximum load for 60 s to allow the camera to take a
2.4. Fatigue crack growth tests photo of the crack at the notch radius. After the test, the crack length in
the width direction was manually evaluated from the photos using the
Six FCG tests with CT-specimens and seven tests with keyhole Image J software [15].
specimens were performed, see overview in Table 1.
An MTS 858 Mini Bionix hydraulic test frame with a 10 kN hydraulic
actuator was used for the FCG tests. The tests were controlled using an 2.5. Fatigue crack growth predictions for keyhole specimens
EDC 580 DOLI control system and a Crack Opening Detection (COD)
transducer with 2 mm travel length. All tests were performed at room The measurements of crack size and the interpretation of results
temperature with 10 Hz frequency using a stress ratio of R = 0.1 or R = requires that the test specimen geometry is analysed in advance of
0.5. testing. The analysis is done with a three-dimensional finite element
CT tests were performed according to ASTM E647 with a specimen model in Trinitas [16], which is an integrated graphical environment for
3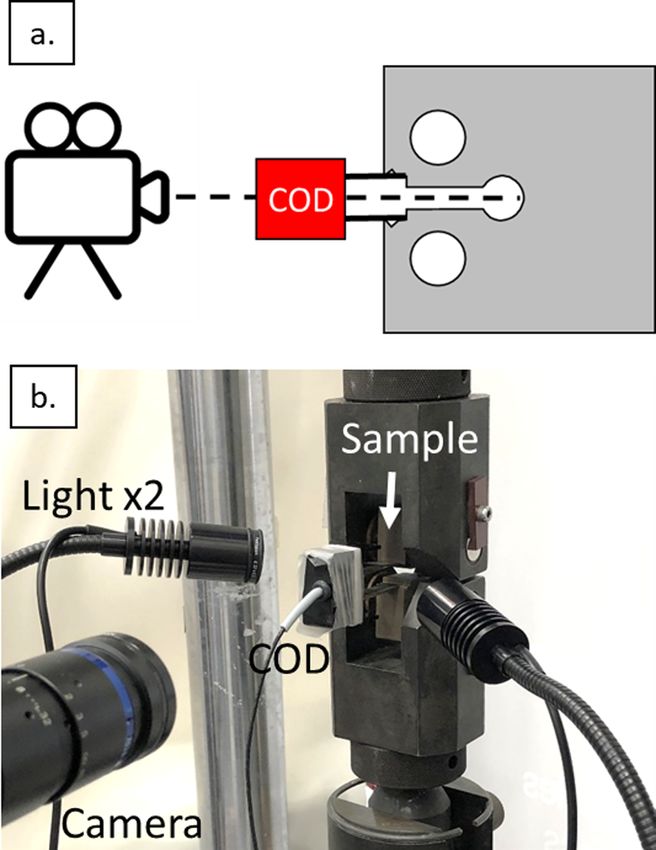
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
Fig. 6. Quarter FE-model of keyhole specimen with close-up features of the model. P = force, δ = displacement.
Finite Element (FE) analysis, simulating the keyhole specimen having a { } { }
dΠ 1 δK δb
part through crack in the notch radius. The model is used for three G= − = − {u}T {u} + uT
dA 2 δA δA
specific purposes:
The stiffness variation matrix [δK] is null for all elements not con
1. Calculation of the stress intensity factor (K) for a range of crack taining the crack tip since the only change in geometry is at the crack tip
lengths and at a range of positions along the crack front. node and at the adjoining mid-side nodes if higher order elements are
2. Calculation of the change of crack aspect ratio for the surface crack used. Hence [δK] only receives contributions from the crack tip ele
growing in the stress gradient governed by the keyhole and loading ments. G can then be calculated when the displacement vector {u} is
case. known and only a recalculation of the element stiffness matrices influ
3. Calculation of the compliance of the specimen as a function of the enced by the new crack tip node position has to be performed. The
growing crack of its specific aspect ratio evolution. stiffness derivative method used in the Trinitas program can be applied
to both two- and three-dimensional bodies.
The energy release rate for linear elastic materials is directly related
2.5.1. Applied methods to the stress intensity factor associated with a given loading mode when
The energy release rate method [17–19] is applied in the present the crack grows straight ahead. This is applicable to cracks under plane
study for the calculations of the stress intensity factors K. The energy stress and plane strain conditions and provides a good approximation in
release rate, G, is expressed as the decrease in total potential energy Π three-dimensional cases:
per increase in fracture surface area a:
KI 2
∂Π G=
G=− E’
∂a
where E’ is related to Young’s modulus E and Poisson’s ratio ν
The virtual crack extension method is a method of estimating the
depending on whether the material is under plane stress or plane strain
energy release rate, G, by using finite element techniques [20,21] and is
conditions. The calculation of the crack shape change under constant
formulated in terms of finite element stiffness and displacement
amplitude load is, in its simplest form, based on the idea that the growth
matrices. In the finite element displacement method, a set of equations
of the crack variables, a and c, depends on the stress intensity factor
relating stiffness, displacements and nodal load are solved. The equation
values at their positions (φ = π/2 for a, φ = 0 for c).
takes the form:
From Paris’ law we get:
[K]{u} = {b}
da
= CΔK n
where {u} is the displacement vector corresponding to every degree of dN
freedom in the structure, {b} is the nodal load vector, and [K] is the
where ΔK is the is the stress intensity range. Assuming that the growth
structural stiffness matrix. The total potential energy is given by:
increment for the crack variables can be express as follows:
1
Π = {u}T [K]{u} − {u}T {b} Δa = CΔKan
2
Consider a small virtual increase Δ a in crack length, with no change Δc = CΔKcn
in external mechanical or thermal loads (a virtual extension of 10− 4
Δa and Δc are schematically illustrated in Fig. 5. The growth in
times the crack tip element has been chosen as default in Trinitas). The
crements can thus be expressed in each other:
energy release rate G is obtained from the variation of Π with respect to a
[ ]n
constant load: ΔKc
Δc = Δa
ΔKa
4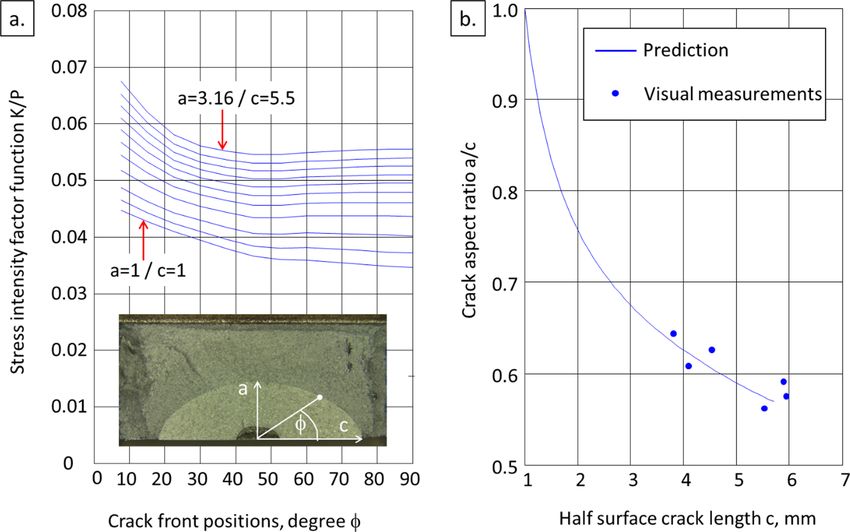
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
Fig. 7. Microstructure and internal defects. a.) Microstructure in X-Y plane, b.) Microstructure in Z-X plane, c.) Gas pore, d.) Lack of fusion (LOF). B.d. =
build direction.
Assume that crack dimension parameter a is the master crack features such as the modeling of the crack and the recess for mounting
parameter and that the growth increment is a factor α multiplied with the clip-gauge.
the current crack length, recursive formulas for the incremental growth The FCG test requires that the surface length of the crack, in the
for positions a and c can be expressed as: width direction, is recorded. With the crack length in the width direction
known, the crack length in the depth direction was determined by FE-
ai+1 = ai + Δai →ai+1 = (1 + α)⋅ai
calculations of an advancing crack and supported by optical measure
[ ]n ments of the crack surfaces of tested specimens that were pulled apart.
Kc
ci+1 = ci + Δci →ci+1 = ci + α⋅ai The compliance (C) of the specific keyhole specimen can be used in
Ka
an indirect method to measure the size of the growing half-hidden crack,
i.e. measurement of compliance together with a calculated relationship
2.5.2. Finite element model
between compliance and crack size of the specific specimen. The rela
The FE-model consists of 453 three-dimensional 18 node solid
tionship was obtained in a FE-analysis by calculation of the specimen’s
Lagrangian wedge elements and 621 three-dimensional 27 node solid
crack opening displacement for the range of elliptical cracks of specific
Lagrangian brick elements and is loaded by a simulated steel pin for
shape and lengths.
which the contact with the drill-hole in the specimen is solved. A special
Having the compliance and crack length relationship established for
purpose element mesh facility for simulation of cracks has been used to
the current specific crack shape development (a/c), the surface crack
form a suitable mesh of the crack surroundings; a mesh which adapts to
half-length, c, can be obtained from the measurements of compliance
new crack sizes and forms as the crack advances. The topology of the
during the cyclic test. The FCG rates were finally calculated by evalu
model is maintained throughout the complete analysis of cracks from
ating the crack length versus number of cycles, illustrated in Fig. 11, by
the initial size to the final size. The meshing facility also provides for a
the “moving line” method by adapting nine points with the least squares
movement of mid side nodes to the quarter point position of the trian
method to a straight line whose slope represents the growth rate. The
gular wedge elements closest to the crack front with the aim of achieving
corresponding crack length is determined as the arithmetic average of
the square root strain singularity [22,23]. Due to symmetry, only a
the nine data points.
quarter of the keyhole specimen needs to be modelled; Fig. 6 shows the
quarter model illustrated with additional close up pictures of some
Table 2
Tensile test results for heat treated L-PBF Ti6Al4V specimens with machined surface.
Load direction Ultimate tensile strength, MPa 0.2% offset yield strength, MPa Elastic modulus, GPa Elongation to fracture, % Heat treatment Reference
Vertical 1052 ± 0 973 ± 5 115 ± 1 14 ± 0 850 ◦ C/4h This study
947 n.a. n.a. 11 800–870 ◦ C/2–4 h [24]
1040 962 n.a. 5 800 ◦ C/2h [4]
Horizontal 1037 ± 4 943 ± 4 110 ± 1 14 ± 1 850 ◦ C/4h This study
1267 ± 5 1110 ± 9 109 ± 3 7±1 850 ◦ C/2h [25]
1137 ± 11 1088 ± 9 109 ± 4 7±2 800 ◦ C/2h [26]
5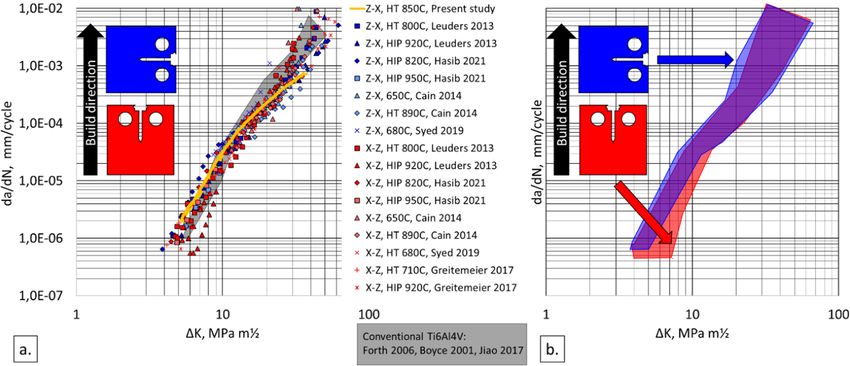
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
Fig. 8. FCG rates for CT specimens with stress ratio R = 0.1 and R = 0.5.
Fig. 9. a.) The stress intensity factors along the crack fronts for the range of analysed crack lengths. The parameter on the vertical axis is the stress intensity factor K
divided by the pin load P = 1 N i.e. K/P in the unit [mm− 3/2]. b.) Crack aspect ratios.
3. Results 3.2. Tensile properties
3.1. Microstructure The tensile properties are quite uniform both within and between the
material directions, see Table 2. There is a however a minor anisotropy
The microstructure consisted of a Widmanstätten structure with a between the vertical and horizontal direction in which both strength and
mixture of α and β phases, see Fig. 7a-b. The average measured α-lath stiffness is about 3–4% higher in the vertical direction.
thickness was 1.9 (standard deviation ± 0.8 µm) and no distinct differ
ence could be seen between the X-Y plane (average 1.8 ± 0.9 µm) and
3.3. FCG for CT specimens
the Z-X plane (average 2.0 ± 0.8 µm). The samples were generally free
from internal defects with only very rare occurrences of gas pores and
The FCG rates for CT specimens are presented in Fig. 8. The R-ratio
lack of fusions (LOF). Examples of a gas pore and a LOF are presented in
dependence is relatively small between R = 0.1 and 0.5 and the tests
Fig. 7c-d.
with the same R-ratio are very consistent. All cracks propagated in the
symmetry plane of the specimens without any notable directional
6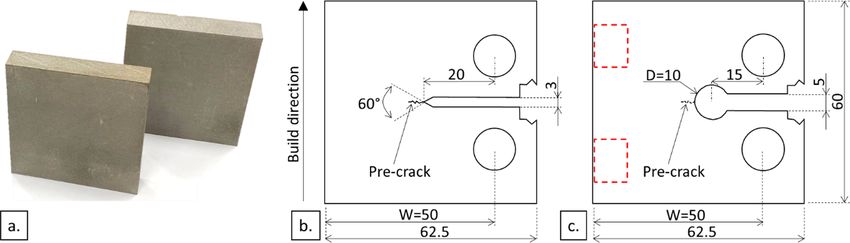
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
Fig. 10. a.) Measured changes of compliance as a function of the number of applied cycles, b.) The FE calculated relation between compliance and crack half-length.
deviations. intersection shall be reduced to 90% in order to be consistent with
experimental results for small quarter elliptical cracks. In the present
3.4. FCG for keyhole specimens study, extrapolation and subsequent reduction have not been made, but
instead the stress intensity factor has been obtained from calculated
The results from calculations of stress intensity factors for the values a little bit inwards from the free surface i.e. at 85◦ . This technique
advancing half elliptical surface crack in the keyhole specimen are has been implemented in the damage tolerance analysis software
shown in Fig. 9a. The FE model is solved with a pin load P equals to 1 N Afgrow [28] in order to predict fatigue crack growth in part through
and the stress intensity factor is thus expressed as K/(P = 1) and in unit crack configurations. In the current study using Trinitas, points about
[mm− 3/2] when the model is defined in mm. A relevant value of the 5% into the crack front have been used to determine stress intensity
stress intensity factor at the point of intersection between the crack tip factors when the crack tip coincides with a free surface. The stress
and the free surface (ϕ = 0) is difficult to obtain due to the complications gradient and loading case in the specimen governs the evolution of crack
to make correct calculations under square root singularities at the free shape in the analyses which is given in Fig. 9b. The initial crack in the
surface. Extrapolation to the intersection point from inner points is often analysis is a half circular surface crack of depth 1 mm and half-length c
utilized but the obtained value is for part through fatigue crack growth = 1 mm, i.e. aspect ratio a/c = 1. The analysed cracks ranged from c =
studies most often reduced since slower growth rates are observed where 1.0 to 5.5 mm in the width direction and from a = 1.0 to 3.16 mm in the
plane stress state condition is assumed to prevail in contrast to the depth direction. After each keyhole test, the test specimen was pulled
deepest point of the crack where plain strain conditions apply. Newman apart and the final crack length was measured using stereomicroscope,
et al. [27] suggested that the stress intensity factor at the extrapolated see photo of broken specimens in Fig. 9a. All cracks were found to have
Fig. 11. Compliance converted to crack length through the obtained relationship and visually measured crack lengths for two specimens, R = 0.1 and 0.5.
7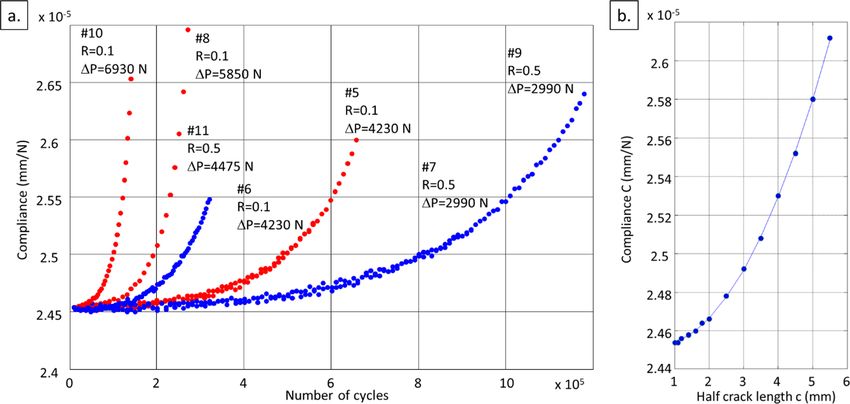
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
growth rates related to the stress intensity factor range for through-the-
thickness and part-through cracks is very good and strengthens the
assumption that concept of similitude applies also for additively man
ufactured materials with engineering relevant crack sizes.
4. Discussion
4.1. Residual stresses
Previous studies have shown that L-PBF Ti6Al4V material without
post heat treatment has anisotropic FCG behaviour [4,7,8] and material
subjected to post heat treatment has none or minor anisotropic FCG rate
[6,9,11]. Leuders et al. [4] states that “the main influencing factor on
crack growth behaviour is residual stress” and Edward et al. [8] that
“residual stresses were likely to have overshadowed any variation in
crack growth because of microstructural directionalities associated with
build orientation”. The material investigated in the present study was
heat treated at 850 ◦ C for 4 h and any residual stresses present after the
AM process should therefore have been relaxed.
4.2. Microstructure
For stress relieved or heat treated samples, in which the residual
stresses are at a minimum, the FCG rate and fatigue threshold are instead
Fig. 12. The crack growth rates for CT specimens with straight through the driven by the microstructure [4,6]. Hasib et al. [6] conclude that the
thickness cracks (continuous lines) and for keyhole specimens with half ellip most important factor is the α′ or α lath thickness, in which a larger lath
tical part-through cracks (round symbols).
thickness gives an increased fatigue threshold and slower fatigue crack
propagation. However, for crack propagation rates above 10− 4 mm/
propagated in the symmetry plane of the specimens without any notable cycle the fatigue crack propagation rate seems to be insensitive of α′ or α
directional deviations. It was, moreover, found that the crack aspect lath thickness [6]. The α-lath thickness for the test samples in the present
ratio (a/c) had successfully been predicted as illustrated by Fig. 9b. study was 1.9 µm in average, which is in the same range as findings from
Having the compliance and crack length relationship established for previous studies for L-PBF Ti6Al4V with similar heat treatment
the current specific crack shape development (a/c), the half-crack length [6,24,29]. Consequently, it was expected that the FCG rates for CT
in the width direction (c) was obtained from the measurements of specimens from this study should be comparable to FCG rates for L-PBF
compliance, C = Δδ/ΔP in which δ is the displacement and P the force. material with similar heat treatment which also is illustrated in Fig. 15.
The measured changes of compliance as a function of the number of
applied cycles for all tests with keyhole specimens are shown in Fig. 10
and also the applied FE-calculated relationship. 4.3. Micro to macro relation
Examples of derived crack length versus number of cycles for spec
imens tested under ratio R = 0.1 with high load and for specimen tested Post heat treatment will, to sum up the discussions in section 4.1 and
with R = 0.5 with low load respectively are presented in Fig. 11. 4.2, both lower the residual stress and coarsen the microstructure which
The results when collapsing all crack growth rates with the stress will reduce the FCG rate. Heat treated specimens with similar α-lath
intensity factor range are shown in Fig. 12. The figure shows crack thickness seems to give similar FCG rates. It could therefore become
growth rates for both conventional CT-specimens with straight through- important to control the variation in α-lath sizes in aircraft parts that
the-thickness cracks and part-through cracks in key-hole specimens for have geometries that contain both thin and thick sections since the
two stress ratios R = 0.1 and R = 0.5. The agreement between crack thermal history of the AM process and the response to post heat treat
ment can be different in different sections. This could result in variation
in final α-lath thickness across the part hence different FCG rates. There
is moreover a trade-off, even though slow FCG rates are preferable from
an aerospace damage tolerance point of view, a slower fatigue crack
propagation and a higher fracture toughness due to coarsening of the
microstructure also come with the cost of reduced tensile strength
[4,6,11].
4.4. Tensile tests
The tensile behaviour is quite similar between the horizontal and
vertical material direction, see Table 2, even though both strength and
stiffness are about 3–4% higher in the vertical direction. However,
considerably higher variations in strength, 10–20%, and elongation to
fracture can be seen when comparing builds manufactured by with
different AM equipment and powder lots compared to the variation
between the directions in a single build, see Table 2. From an aerospace
Fig. 13. Dwell time fatigue, 60 s at 85% of maximum load every 2 000th cycle, industry point of view this latter variation is of greater importance to
compared to un-interrupted tests. control than the minor anisotropy seen between the material directions.
8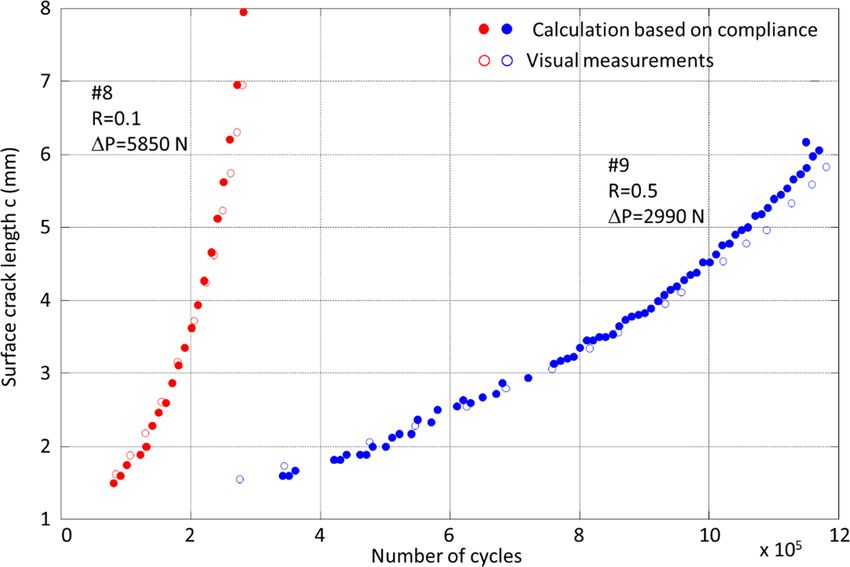
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
Fig. 14. Surface crack, in the width direction, of a keyhole specimen with unintendedly tilted point defect.
Fig. 15. FCG rates at stress ratio R = 0.1 for heat treated (HT) L-PBF Ti6Al4V with different material directions; red coloured Z-X (horizontal crack) direction and
blue coloured X-Z (vertical crack) direction. a.) Results compared to data from previous studies [4–7,9,32–34]. b.) All results combined. (For interpretation of the
references to colour in this figure legend, the reader is referred to the web version of this article.)
4.5. Dwell time effect on FCG rates treated below the β transus temperature show only minor differences
in FCG rates for samples with cracks propagating parallel compared to
The FCG tests of the CT specimens, in the present study, were per perpendicular to the build direction and the FCG rate from the present
formed without interruptions while the keyhole specimens required a study correspond well to the rates from the five previous studies that are
dwell time of 60 s for the camera to take photos of the crack. The dwell compared in Fig. 15a. The minor differences between the directions
time effect on fatigue properties at room temperature of conventional could indicate a small FCG rate anisotropy. However, if the results from
manufactured α and α/β titanium has been subjected to several in all studies are combined, it is evident that the scatter between the studies
vestigations in the last decades. These previous studies have, however, are quite large and that the combined results for cracks propagating
often contradicting results in which some have shown a dwell time effect parallel compared to perpendicular to the build direction show similar
[30] and some no effect [31]. The setup for dwell time for the keyhole FCG rates in the Paris law region, see Fig. 15b. From an aerospace in
specimens in the present study was chosen to minimize the risk for any dustry point of view where multiple suppliers, different AM equipment
differences between the results due to the dwell time; in contrast to the and different powder batches are used, one should therefore not define
previous studies on dwell time behaviour, in which a dwell time was the FCG rates to be anisotropic within the Paris law region, but rather
applied between every load cycle at maximum load level, the dwell time discuss the amount of general scatter when establishing data for damage
in the present study was only applied every 2 000th cycle and kept at tolerance analysis. The fracture toughness has, however, been reported
only 85% of the maximum load. Moreover, one CT specimen was tested, to be anisotropic if there is a columnar grain structure, i.e. for material
at stress ratio R = 0.1, with the same dwell time setup as for the keyhole post heat treated below the β transus temperature [11].
specimens and no dwell time effect could be seen when compared to the
continuous CT testing as illustrated in Fig. 13. The same CT specimen
was tested at two different load levels, due to lack of specimens, and 4.8. FCG for aerospace applications
both show similar FCG rates as for CT specimens without dwell time.
The FCG rates for L-PBF Ti6Al4V material are very similar to the
rates for conventionally manufactured material as illustrated by
4.6. Surface crack in keyhole FCG specimens Fig. 15a. This in combination with the results from the present study,
that the similitude concept applies to cracks of sizes relevant from an
The surface crack in the notch was continuously photographed industrial and engineering perspective, implies that FCG for L-PBF
during the testing and the crack length in the width direction was Ti6Al4V could be handled with the same data and prediction methods as
thereafter determined by image analysis. The total crack length in the for conventional manufactured Ti6Al4V. This is of utmost importance if
width direction, 2c, was defined as the projected length of the original L-PBF material is to be used as replacement for existing aerospace parts.
point defect and the cracks on both sides of it as illustrated in Fig. 14. For However, further studies with aerospace variable amplitude load spec
some of the keyhole specimens the point defects were, unintendedly, trums (including both tensile and compression cycles) and supplemen
slightly tilted but the cracks on both sides, nevertheless, always propa tary specimen geometries, e.g. open hole specimens with corner cracks,
gated in a horizontal direction, see Fig. 14. need to verify this conclusion.
4.7. Anisotropic FCG rates or not 5. Conclusions
Several studies [4,6,7,9] of L-PBF Ti6Al4V CT specimens, post-heat The main goal of this study was to investigate laser powder bed
9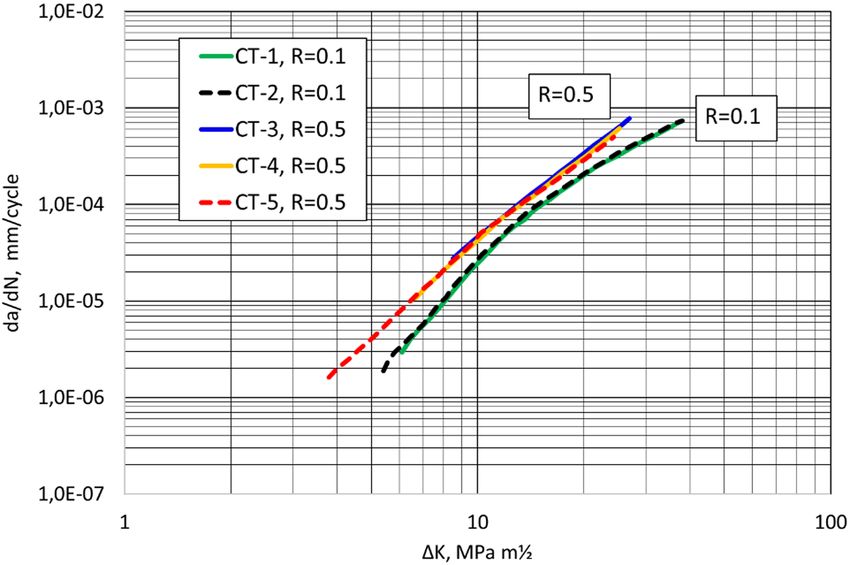
M. Kahlin et al. International Journal of Fatigue 155 (2022) 106608
fusion (L-PBF) Ti6Al4V material and fatigue crack growth (FCG) rates of behaviour in as-built and stress-relieved selective-laser-melted Ti6Al4V. Mater Sci
Eng A 2019;755:246–57. https://doi.org/10.1016/j.msea.2019.04.023.
cracks that are of technical relevance for the aerospace industry. Cracks
[8] Edwards P, Ramulu M. Effect of build direction on the fracture toughness and
starting from a point defect in a large radius keyhole specimen and fatigue crack growth in selective laser melted Ti-6Al-4-‰V. Fatigue Fract Eng
propagate within the specimen thickness, i.e. part-through cracks, were Mater Struct 2015;38:1228–36. https://doi.org/10.1111/ffe.12303.
therefore compared to conventional through-going cracks in compact [9] Cain V, Thijs L, Van Humbeeck J, Van Hooreweder B, Knutsen R. Crack
propagation and fracture toughness of Ti6Al4V alloy produced by selective laser
tension (CT) specimens. The following conclusions could be made for L- melting. Addit Manuf 2015;5:68–76. https://doi.org/10.1016/j.
PBF Ti6Al4V material from the findings in this study: addma.2014.12.006.
[10] Dhansay NM, Tait R, Becker T. Fatigue and Fracture Toughness of Ti-6Al-4V
Titanium Alloy Manufactured by Selective Laser Melting. Adv Mater Res 2014;
• FCG rates for keyhole specimens with part-through cracks are com 1019:248–53. https://doi.org/10.4028/www.scientific.net/AMR.1019.248.
parable to rates for conventional CT-specimens with through-going [11] Kumar P, Ramamurty U. Microstructural optimization through heat treatment for
cracks at similar R-ratios and stress intensity factor ranges. enhancing the fracture toughness and fatigue crack growth resistance of selective
laser melted Ti–6Al–4V alloy. Acta Mater 2019;169:45–59. https://doi.org/
• Consequently, the similitude concept applies to cracks of sizes rele 10.1016/j.actamat.2019.03.003.
vant from an industrial and engineering perspective and therefore [12] Paris P, Gomez M, Anderson W. A Rational Analytic Theory of Fatigue. Trend Eng
FCG rates for CT-specimens should be possible to use for damage 1961;13:9–14.
[13] Paris P, Erdogan F. A critical analysis of crack propagation laws. J Fluids Eng Trans
tolerance analysis based on conventional linear elastic fracture me ASME 1963;85:528–33. https://doi.org/10.1115/1.3656900.
chanics also for arbitrary geometries and load conditions. [14] Jones R, Raman RKS, Iliopoulos AP, Michopoulos JG, Phan N, Peng D. Additively
• The FCG rates for heat treated L-PBF Ti6Al4V are comparable to that manufactured Ti-6Al-4V replacement parts for military aircraft. Int J Fatigue 2019;
124:227–35. https://doi.org/10.1016/j.ijfatigue.2019.02.041.
of conventional manufactured Ti6Al4V. This opens up to use the
[15] ImageJ, https://imagej.net [accessed August 20, 2020].
same material data regardless of which form of manufacture has [16] Torstenfelt B. Trinitas Project, www.solid.iei.liu.se/Offered_services/Trinitas
been used, however, further experimental work on variable load [accessed April 16, 2021].
amplitude and supplementary geometric shapes are needed to [17] Irwin GR. Onset of Fast Crack Propagation in High Strength Steel and Aluminium
Alloys. Sagamore Res Conf Proc 1956:289–305.
consolidate this conclusion. [18] Li FZ, Shih CF, Needleman A. A comparison of methods for calculating energy
release rates. Eng Fract Mech 1985;21(2):405–21. https://doi.org/10.1016/0013-
Declaration of Competing Interest 7944(85)90029-3.
[19] Rice JR, Budiansky B. Conservation laws and energy-release rates. J Appl Mech
1973;40:201–3. https://doi.org/10.1115/1.3422926. S2CID 13910502.
The authors declare that they have no known competing financial [20] Parks DM. A stiffness-derivative finite element technique for determination of
interests or personal relationships that could have appeared to influence elastic crack tip stress intensity factors. Int J Fract 1974;10:487–502.
[21] Hellen TK. On the method of virtual crack extensions. Int J Numer Methods Eng
the work reported in this paper. 1975;9(1):187–207. https://doi.org/10.1002/(ISSN)1097-020710.1002/nme.v9:
110.1002/nme.1620090114.
Acknowledgement [22] Henshell RD, Shaw KG. Crack tip finite elements are unnecessary. Int J Numer
Methods Eng 1975;9(3):495–507. https://doi.org/10.1002/(ISSN)1097-
020710.1002/nme.v9:310.1002/nme.1620090302.
This work has been made possible through the financial support by [23] Barsoum RS. Triangular quarter-point elements as elastic and perfectly-plastic
the Swedish Foundation for Strategic Research, project ID 14-0060, by crack tip elements. Int J Numer Methods Eng 1977;11(1):85–98.
[24] Ter Haar GM, Becker TH. Selective laser melting produced Ti-6Al-4V: Post-process
the Clean Sky 2 joint undertaking under the European Union’s Horizon
heat treatments to achieve superior tensile properties. Materials (Basel) 2018;11.
2020 research and innovation programme and by Saab AB which all are doi:10.3390/ma11010146.
greatly acknowledged. Furthermore, the authors are very thankful for [25] Vrancken B, Thijs L, Kruth JP, Van Humbeeck J. Heat treatment of Ti6Al4V
the modelling support by Dr. Bo Torstenfelt at Linköping University. produced by Selective Laser Melting: Microstructure and mechanical properties.
J Alloys Compd 2012;541:177–85. https://doi.org/10.1016/j.
jallcom.2012.07.022.
References [26] Zhang P, He AN, Liu F, Zhang K, Jiang J, Zhang DZ. Evaluation of low cycle fatigue
performance of selective laser melted titanium alloy Ti-6Al-4V. Metals (Basel)
[1] Liu R, Wang Z, Sparks T, Liou F, Newkirk J. Aerospace applications of laser additive 2019;9:1–16. https://doi.org/10.3390/met9101041.
manufacturing. Laser Addit Manuf Mater Des Technol Appl, Elsevier Inc 2017: [27] Newman JC, Raju IS. An Empirical Stress-Intensity Factor Equation for the Surface
351–71. https://doi.org/10.1016/B978-0-08-100433-3.00013-0. Crack. Eng Fract Mech 1981;15(1-2):185–92.
[2] Jones R, Michopoulos JG, Iliopoulos AP, Singh Raman RK, Phan N, Nguyen T. [28] Harter JA. Afgrow. Users Guide and Technical Manual, Version 5.3.5.24. March
Representing crack growth in additively manufactured Ti-6Al-4V. Int J Fatigue 2020, LexTech, Inc, 8285 Rhine Way, Centerville, OH 45458 n.d.
2018;116:610–22. https://doi.org/10.1016/j.ijfatigue.2018.07.019. [29] Zhao ZY, Li L, Bai PK, Jin Y, Wu LY, Li J, et al. The heat treatment influence on the
[3] Beretta S, Romano S. A comparison of fatigue strength sensitivity to defects for microstructure and hardness of TC4 titanium alloy manufactured via selective laser
materials manufactured by AM or traditional processes. Int J Fatigue 2017;94: melting. Materials (Basel) 2018;11. doi:10.3390/ma11081318.
178–91. https://doi.org/10.1016/j.ijfatigue.2016.06.020. [30] Lefranc P, Sarrazin-Baudoux C, Doquet V, Petit J. Investigation of the dwell
[4] Leuders S, Thöne M, Riemer A, Niendorf T, Tröster T, Richard HA, et al. On the period’s influence on the fatigue crack growth of a titanium alloy. Scr Mater 2009;
mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser 60(5):281–4. https://doi.org/10.1016/j.scriptamat.2008.09.033.
melting: Fatigue resistance and crack growth performance. Int J Fatigue 2013;48: [31] Shen W, Soboyejo WO, Soboyejo ABO. An investigation on fatigue and dwell-
300–7. https://doi.org/10.1016/j.ijfatigue.2012.11.011. fatigue crack growth in Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Mech Mater 2004;36(1-2):
[5] Greitemeier D, Palm F, Syassen F, Melz T. Fatigue performance of additive 117–40. https://doi.org/10.1016/S0167-6636(03)00035-8.
manufactured TiAl6V4 using electron and laser beam melting. Int J Fatigue 2017; [32] Forth S. NASA Johnson Space Center, The Purpose of Generating Fatigue Crack
94:211–7. https://doi.org/10.1016/j.ijfatigue.2016.05.001. Growth Threshold Data. ASTM Comm. Meet., Atlanta, USA; 2006.
[6] Tarik Hasib M, Ostergaard HE, Li X, Kruzic JJ. Fatigue crack growth behavior of [33] Boyce BL, Ritchie RO. Effect of load ratio and maximum stress intensity on the
laser powder bed fusion additive manufactured Ti-6Al-4V: Roles of post heat fatigue threshold in Ti-6Al-4V. Eng Fract Mech 2001;68(2):129–47.
treatment and build orientation. Int J Fatigue 2021;142:105955. https://doi.org/ [34] Jiao ZH, Xu RD, Yu HC, Wu XR. Evaluation on Tensile and Fatigue Crack Growth
10.1016/j.ijfatigue.2020.105955. Performances of Ti6Al4V Alloy Produced by Selective Laser Melting. Proc Struct
[7] Syed AK, Ahmad B, Guo H, Machry T, Eatock D, Meyer J, et al. An experimental Integr 2017;7:124–32. https://doi.org/10.1016/j.prostr.2017.11.069.
study of residual stress and direction-dependence of fatigue crack growth
10You can also read

















































