FYI Inspection of Additive Manufactured Parts Using Computed Tomography
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Vol.
Vol. 13,
20, No.
No. 1
1
FYI
Inspection of Additive Manufactured
Parts Using Computed Tomography:
Part 2
by Lennart Schulenburg and Frank Herold
WRITE FOR TNT!
Are you interested in writing for The Additive manufacturing (AM) offers Part 2, we will provide an overview of the
NDT Technician (TNT)? Content for new possibilities in manufacturing and CT inspection setup and process, along
TNT is focused for NDT practitioners designing products. The aerospace and with a case study showing some examples
engaged in field applications of NDT. automotive industries are main drivers of the types of discontinuities that are
Typical themes include interpretation because of the possibility of manufacturing found in AM parts.
skills, methodology, problem-solving lighter structures that reduce weight and
procedures for everyday challenges,
save fuel.
practical application of NDT with data
During the AM process, different
CT Analysis of AM Products
and results, and technology trends. With the rapid growth of AM technology,
discontinuities or defects can occur,
Contributors to TNT earn three ASNT some evaluation criteria for processing
renewal points per published paper depending on the applied technology.
techniques, processing parameter
(min. 1000 words). If you have a To ensure constant manufacturing
optimization, quality control, and
topic you’d like to see published quality of the parts, regular sampling or
detection of possible discontinuities
in TNT, contact the editor: 100% inspection using nondestructive
should be developed (Kruth 1991). CT,
Jill Ross, Periodicals Editor testing (NDT) methods is required. In
1-614-384-2484; with its nondestructive nature, is one of
particular, computed tomography (CT)
email jross@asnt.org the more promising techniques for the
allows a contactless investigation and
inspection of AM parts.
includes different analysis techniques.
The following list provides the most
As an advantage over other techniques, it
relevant analysis techniques that are based
can even evaluate parts that have a very
on CT:
complex inner structure.
l Porosity analysis: with this tool, the
Part 1 of this article, which appeared
software detects irregularities because
in The NDT Technician, Vol. 19, No. 4
of a deviation of the gray values in one
(Schulenburg and Herold 2020), provided
region compared with the local area.
an overview of the AM technology,
Pores with different sizes can be marked
particularly selective laser melting (SLM),
in different colors (as shown in
The American Society for and commonly occurring discontinuities
Figure 1) and statistically analyzed
Nondestructive Testing along with their possible causes. In
asnt.org
ASNT...CREATING A SAFER WORLD! ® TNT · January 2021 · 1
FYI | Inspection of AM Parts: Part 2
Limits of the Technology
0.68 CT is an indirect test procedure, and
therefore measurements (for example, of the
0.61
size of material faults) of wall thicknesses
0.54 must be compared with another absolute
0.48 measurement procedure. Another potential
drawback of CT imaging is the possible
Volume (mm2)
0.41
occurrence of artifacts in the data. Artifacts
0.34 limit the ability to quantitatively extract
0.27 information from an image. Therefore, as
with any examination technique, the user
0.20
must be able to recognize and discount
0.14 common artifacts subjectively (ISO 2017).
0.07
Like any imaging system, CT can never
reproduce an exact image of the scanned
(a) 0 (b) object. The accuracy of the CT image is
Figure 1. Porosity analysis: (a) cross-sectional plane with and without the marked pores; dictated largely by the competing influences
(b) a transparent 3D volume of the AM part with colored pores. of the imaging system, namely spatial
resolution, statistical noise, and artifacts.
Another important consideration is to
have sufficient X-ray transmission through
the sample at all projection angles without
saturating any part of the detector
(a) 0.86 mm
(ISO 2017).
In order to reach a high-resolution CT
scan, preferably with small voxels (a voxel
92.52°
is the 3D equivalent of a pixel), one should
always pay attention to the scanning time
54.79 mm
17.12 mm
and the file size. A reduced scanning time
will be detrimental to the scanning quality,
(b) but more projections mean an increased
memory requirement, particularly with a
Figure 2. Residual field inside a bar high-resolution detector with small pixels.
generated by: (a) slow break; (b) quick
33.94 mm
break transient current.
Case Study
A typical defect, as described in Part 1
Figure 2. Example of distance and angle measurements in a CT scan. (Schulenberg and Herold 2020), is the
lack of fusion or non-adequately heated
powder in one or more layers in the SLM
according to the diameter, volume, l Nominal actual comparison: in this process. This can occur because of a wrong
surface, frequency distribution, or analysis, the computer-aided design parameterization of the printing machine
probability. (CAD) model geometry of the product or fluctuations in laser output. These
l Dimensional measuring: different is compared with the result of the 3D defects are not visible from the outside
measurement tools allow a verification of volume obtained by CT. The deviation after printing, because the laser first drives
distances and angles. This is very useful if can be pictured in different colors or a contour path before melting the volume.
it is necessary to check values on inboard scales, as shown in Figure 3. These are two different parameter sets. In
structures (Figure 2). l Wall thickness analysis: this is a way to this case, only the parameter set of the
analyze3.the
Figure different
Quick material thicknesses
break tester. volume path was manipulated. It is not
of the part with a colorful scale, as known what size the defects will be;
shown in Figure 4.
2 · Vol. 20, No. 1
that is why a test with a high-resolution CT standard parameter set for aluminum with pixel size was used. For the CT scan, the
system was used to detect these kinds of 325 W laser output. For one of these two following parameters were used: 70 kV,
defects. samples, the laser output was reduced 180 µA, magnification (M) = 13, and
The Günther-Köhler Institute for Joining to 225 W over four layers to create an 1000 projections with eight integrations.
Technology and Materials Testing in Jena, area of manufactured defects. The other The defect area was already visible in the
Germany, produced two test samples sample was used as a reference. For the 2D projections, as shown in Figure 5.
made of AlSi10Mg powder with their CT scanning, a CT microfocus tube and a With the chosen setup and parameters,
SLM laser beam melting system and the digital detector array (DDA) with 100 µm we reached a voxel size of 16 µm. Slices
CAD
0.20
0.16
0.12
0.09
Volume
0.05
Deviation (mm)
0.01
–0.03
–0.07
–0.10
–0.14
–0.18
(a) (b)
Figure 3. Nominal actual comparison: (a) CAD and CT volumes; (b) result of the nominal actual comparison.
FROM THE EDITOR
Interested in becoming a
contributor or reviewer?
2.80 Are you interested in becoming a
contributor or reviewer for The NDT
2.52 Technician (TNT)? Content for TNT
is focused for NDT practitioners
2.24
engaged in field applications of NDT.
1.96 Typical themes include interpretation
skills, methodology, problem-solving
Thickness (mm)
1.68 procedures for everyday challenges,
practical application of NDT with data
1.40 and results, and technology trends.
Contributors to TNT earn three ASNT
1.12 renewal points per published paper
(min. 1000 words). Development and/
0.84
or technical review of a feature article
0.56 earns one renewal point. If you have
a topic you’d like to see published in
0.28 TNT, contact the editor:
0.00 Toni Kervina, TNT Editor
(800) 222-2768 X205;
fax (614) 274-6899;
e-mail tkervina@asnt.org
Figure 4. Turbine blade with applied wall thickness analysis.
TNT · January 2021 · 3
FYI | Inspection of AM Parts: Part 2
of the CT scans are shown in Figure 6.
The manipulated section can be separated
from the surrounding material on the
side view with the naked eye. The top
view shows that there are some pores in
the reference sample as well, but they are
smaller in number and size compared to
the manipulated part.
To quantify this, we applied a porosity
analysis in similar-sized regions of both
samples. The software marked the detected
pores, depending on the pore volume, in a
color scale. The 3D view shows the shape,
extension, and position of the pores inside
of the volume, as shown in Figure 7. With
this analysis technique, it is possible to
receive statistical data about the pore size
(a) (b) and amount.
The histogram in Figure 8 shows a count
Figure 5. Use of manipulated parameters: (a) 2D image reference sample without depending on the diameter of the detected
manipulation; (b) 2D image of manipulated sample with visible area of pores.
pores in both samples. The reference shows
an accumulation of pores with a diameter
range of 0.05 to 0.3 mm and two pores at
0.4 and 0.6 mm. The manipulated sample
shows a wider range with a concentration
between 0.05 and 0.6 mm in diameter
and an increase of the number of pores in
total. As well, there are a few pores with
a higher diameter up to 2.1 mm. Thus,
the range of diameters and the number of
pores are correlated with different process
parameters. The exact correlation will be
derived with a wider range of samples in
1.5 mm 1.5 mm future studies.
This result shows that it is feasible to
use CT for detecting incorrect process
parameters for AM that can lead to
material failure using the porosity analysis.
Conclusion
AM technology is growing, but there
are some limitations, including the
standardization of the process, qualification
(a) 1.5 mm (b) 1.5 mm
of the parts, and optimization of the
Figure 6. Top and side view slice of 3D volume: (a) reference sample; (b) manipulated manufacturing process. The increased
sample. motivation to use AM necessitates the
development of qualified inspection
techniques. CT offers a wide range of
4 · Vol. 20, No. 1
0.01
0.07
0.01
0.07
0.01
0.06
0.01
0.05
Volume (mm2)
Volume (mm2)
0.01
0.04
0.01 0.04
0.01 0.03
0.00 0.02
0.00 0.01
0.00 0.01
0.00 0.00
(a) (b)
Figure 7. 3D volume with applied porosity analysis: (a) reference sample; (b) manipulated sample.
40
Reference
35 Defect sample
30
25
Count
20
15
10
5
0
0 0.5 1 1.5 2
Diameter (mm)
Figure 8. Histogram with pore diameter in millimeters, where blue is the reference and orange is the manipulated sample.
analysis techniques to evaluate such complex AUTHORS REFERENCES
structures depending on the application. Lennart Schulenburg: VisiConsult X-ray ISO, 2017, EN ISO 15708-2: Non-destructive testing
In many places, different institutes and Systems & Solutions GmbH, Stockelsdorf, – Radiation methods for computed tomography – Part
Schleswig-Holstein, Germany; l.schulenburg@ 2: Principles, Equipment and Samples, International
organizations are working on standardization
visiconsult.de Organization for Standardization, Geneva,
for AM products and their qualification. Switzerland.
Frank Herold: VisiConsult X-ray Systems &
This is needed for an orientation regarding
Solutions GmbH, Stockelsdorf, Schleswig- Kruth, J.P., 1991, “Material Incress Manufacturing
the right quality control system, but it will Holstein, Germany by Rapid Prototyping Techniques,” CIRP Annals,
be difficult to develop one standard for Vol. 40, No. 2, pp. 603–614.
so many different AM technologies and Schulenberg, L., and F. Herold, 2020, “Inspection
possible discontinuities. h of Additive Manufactured Parts Using Computed
Tomography: Part 1,” The NDT Technician,
Vol. 19, No. 4, pp. 1–5.
TNT · January 2021 · 5
OPINION | Nondestructive Testing Exhibit
FOCUS
Challenges and Benefits of the Total Focusing Method
by Frederic Reverdy and Casper Wassink
The total focusing method, or TFM, is an ultrasonic testing (UT) technique that has been gaining some traction over the past
few years, and recently was introduced into the ASME Boiler and Pressure Vessel Code (BPVC). Portable phased array
systems with real-time TFM capabilities have been available for a couple of years, making the application of the technique
in the field a reality. TFM offers better spatial resolution, allowing better detection of small indications (for example, high-
temperature hydrogen attack [HTHA]) and better sensitivity, allowing better sizing thanks to its ability to make tip diffraction
echoes more sensitive. Furthermore, TFM is easier to set up than phased array ultrasonic testing (PAUT). This article explains
the challenges and benefits of using this technique.
Introduction After this technology step, the nondestructive testing
UT technology has evolved over the past decades to propose industry has been looking for the next development. One of
equipment with advanced capabilities in terms of productivity the technologies that has been recently introduced is TFM.
and detectability. PAUT technology has revolutionized the Very much like optical imaging, which uses a lens to focus
way technicians perform their inspections; from power light, TFM uses the full aperture of a phased array probe to
generation to construction, the technology helps professionals focus the energy at a small point inside a test piece. And very
assess component quality and identify risk factors quicker and much like the optical lens, focused ultrasound offers a higher
more efficiently. The technology is now widely used and is spatial resolution, which allows for seeing smaller indications.
described in various international standards, such as American Figure 1a shows an optical lens that focuses rays of light to a
Society of Mechanical Engineers (ASME) BPVC Section V focal point, and Figure 1b shows acoustic focusing using TFM
and International Organization for Standardization (ISO) at two different locations. While an optical lens can focus light
standards. at only one depth, TFM can dynamically focus the acoustic
Essentially, PAUT replaces single-element probes with energy anywhere underneath the probe without moving it.
probes composed of multiple elements that can be controlled This means that it is possible to obtain a cross-sectional
electronically, independently. By applying what we call delay image of the component with a very high spatial resolution.
laws to the various elements of the probe, it is possible to As an example, the size of the focal point in Figure 1 is
steer, scan, and focus the ultrasonic energy into the test 0.3 mm using a 10 MHz probe. This small sensing point
piece without moving the probe. At the end of the process, gives technicians the ability to detect really small indications.
technicians are offered linear or sectorial images very similar
to the echography images we are used to seeing in the medical Data Acquisition: Full Matrix Capture
world. The familiarity with this type of imaging makes it While this is done in real time with today’s equipment, TFM
easier for technicians to interpret data and provide an analysis is a two-step process composed of data acquisition and data
of the component they are inspecting. reconstruction (Holmes et al. 2004). There are many ways
6 · Vol. 20, No. 1
PAUT probe PAUT probe
Focal point
Optical lens
Focal point
Focal point
(a) (b)
Figure 1. Illustration of TFM: (a) light focalization; and (b) beam focus for two pixels using TFM.
Emitter Receivers
PAUT probe
Reflected waves
Incident wave
Sample Sample
Discontinuities
Discontinuities
(a) (b)
Figure 2. Wave propagation generated by the FMC data acquisition: (a) wave generation; (b) wave reflection.
TNT · January 2021 · 7
FOCUS | Total Focusing Method
of acquiring the data to perform TFM, but in this article we will of information about the indications located inside the test piece.
focus only on the most common one, which is called full matrix The number of signals contained in the FMC is proportional to the
capture (FMC). FMC is a data acquisition process for which each number of elements in the PAUT probe. For example, a 64-element
element of a phased array probe is fired individually. This generates probe will generate an FMC database of 4096 signals.
divergent or spherical waves inside the test piece very similar to the
wave that occurs on the surface of water when someone throws a
stone in a pond. This is illustrated in Figure 2a. A PAUT probe
Data Reconstruction: Total Focusing Method
The second step is the reconstruction one; in other words, the
with several elements (indicated by the small gray rectangles) sits
TFM. The idea now is to use all the information recorded during
on top of a sample with two discontinuities (orange circles). One
the FMC process to detect and locate potential indications. While
element (indicated in red) is fired individually, which generates
PAUT typically displays data with a linear or sectorial view, TFM
the divergent incident wave. We can see that this wave is spherical,
shows them within a rectangular area called the region of interest
sending sound in all directions.
(ROI). This ROI is typically an image composed of several pixels.
Then, the wave interacts with the two discontinuities and some
The TFM process uses a delay and sum algorithm and applies it to
energy is reflected and travels back to the elements of the probe.
all the signals stored into the FMC database to focus the acoustic
The elements are now acting as receivers (indicated with blue
energy at every single pixel of that image. Essentially, what we
rectangles) listening for the reflected acoustic energy, and they all
obtain are the acoustic beams displayed in Figure 1, but for all the
record a signal.
pixels in the image.
The process is then repeated for the other elements of the probe,
Figure 3 shows the type of results we can obtain using TFM
each of them firing individually with all of them listening. At the
(Figure 3c) compared to the traditional linear and sectorial scans
end of the FMC process, the system has a huge database of signals
(Figures 3a and 3b). For all cases, we use a 64-element PAUT probe
(every transmitter-receiver combination possible), all with a little bit
and a mockup that contains multiple side-drilled holes.
8 · Vol. 19, No. 4
It is easy to see that TFM offers a much better resolution aperture. However, for the other holes the resolution is quite poor,
compared to the linear and sectorial scans. The echoes reflected since we are outside of the focusing area.
from the holes are all clearly visible and have a similar size and Figure 4 shows flat-bottom holes (FBHs) along the backwall of a
similar amplitude. This is due to the fact that TFM focuses the sample. The linear scan with the eight-element aperture (Figure 4a)
energy everywhere, leading to a similar focal spot for every single is compared to TFM (Figure 4b). Figure 4b shows a clear detection
pixel of the image. of the four FBHs with TFM including the inclined one on the left.
While we can distinguish the two “Ms” and the number “2” with The linear scan is too narrow to contain this FBH. Also, due to
the linear scan, the spatial resolution is quite poor, especially for beam spread, the FBHs are quite large and the one closest to the
the holes located on the bottom where the beam spread is the most surface is barely detected. Thanks to its high focusing capability,
important. This is due to the fact that we are using a much smaller TFM offers clear detection of the FBHs, even the one close to the
aperture (eight elements in this case). backwall.
For the sectorial scan, we focused the energy along the holes We can see that the ROI of TFM covers a larger inspection area
located in the middle using the full 64-element aperture. We can than the linear scan. This, combined with the divergent beam
see that for these holes, the spatial resolution is identical to the one generated by each element, allows the detection of the tilted FBH,
observed in the TFM image, which is normal as we used the same even though it is not underneath the probe.
(a)
(c)
(b)
Figure 3. Example scans: (a) linear scan using PAUT; (b) sectorial scan using PAUT; (c) TFM.
TNT · January 2021 · 9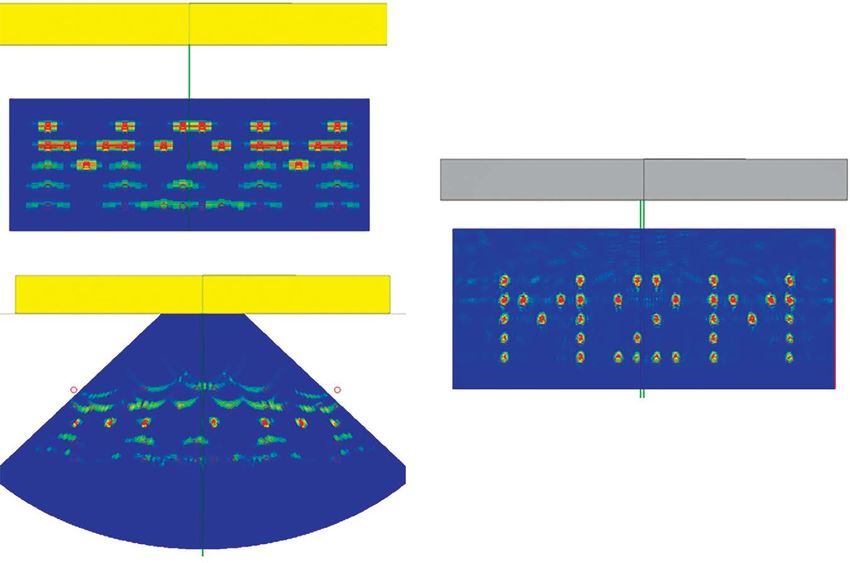
FOCUS | Total Focusing Method
Flat-bottom holes Flat-bottom holes
(a) (b)
Figure 4. A mockup with several flat-bottom holes along the backwall: (a) linear scan; (b) TFM.
HTHA damage
20 µm
1 mm
Figure 5. Microcracks resulting from high-temperature hydrogen Figure 6. TFM image obtained from a sample containing
attack. high-temperature hydrogen attack (HTHA) damage.
Application Case the wavelength. It is thus fundamental to use a technique that can
TFM is already being used in various industries (oil and gas, power focus the acoustic energy to a tiny focal point to maximize the
generation, aerospace, and more) for a variety of applications. In sensitivity of detection.
the following example, we will show how TFM was applied to the Figure 6 shows the result obtained using a 10 MHz probe
detection of HTHA. with TFM. The small echoes indicated by the dotted white circle
HTHA is a form of damage in which hydrogen atoms diffuse are indicative of microcracks similar to the ones seen on the
into steels, react with carbon, and form methane gas, which results macrography in Figure 5. As argued by Lozev and others (2017),
in microcracking. The macrography in Figure 5 shows microcracks FMC/TFM may be used to better image small cracks and fissures
as small as a few dozen micrometers, which is much smaller than resulting from HTHA in stages 2 and 3.
10 · Vol. 20, No. 1Conclusion
TFM is now described by international standards such
as ASME, and training schools are proposing courses to
cover the basic theory and use of equipment. Most of the
standardization tools, such as material velocity, element
check, wedge delay, and time corrected gain, remain the
same as the ones used with PAUT, ensuring a smooth
transition for operators who would like to move from
PAUT to TFM. h
AUTHORS
Frederic Reverdy: Eddyfi Technologies, 1 rue de Terre Neuve,
91940 Les Ulis, France; freverdy@eddyfi.com
Casper Wassink: Eddyfi Technologies, 1 rue de Terre Neuve,
91940 Les Ulis, France
REFERENCES
Holmes, C., B. Drinkwater, and P. Wilcox, 2004, “The Post-
Processing of Ultrasonic Array Data Using the Total Focusing
Method,” Insight: Non-destructive Testing and Condition Monitoring,
Vol. 46, No. 11, pp. 677–680, https://doi.org/10.1784
/insi.46.11.677.52285.
Lozev, M.G., G.A. Neau, L. Yu, T.J. Eason, S.E. Orwig,
R.C. Collins, P.K. Mammen, F. Reverdy, S. Lonne, C. Wassink,
H. Cence, and J. Chew, 2020, “Assessment of High-Temperature
Hydrogen Attack Using Advanced Ultrasonic Array Techniques,”
Materials Evaluation, Vol. 78, No. 11, pp. 1223–1238,
https://doi.org/10.32548/2020.me-04183.
Correction
In the article titled “Origin of AWS D1.1/D1.5 Indication
Rating UT Technique” by Gary S. Martin (October 2020
TNT ), the 0.060 in. IIW side-drilled hole size was convert-
ed to 0.15 mm. The correct conversion is 0.15 cm.
The article has been corrected online and can be down-
loaded via The NDT Technician webpage (asnt.org)
or the NDT Library (ndtlibrary.asnt.org).
TNT · January 2021 · 11NDT Professional Connections
Products and Services
Professional Connections allow companies to showcase their business cards. Check out the
various products and services on display each issue to see what may be of value to you.
Make plans today to take part in the next issue of
The NDT Technician (TNT) newsletter advertising
program. TNT is published quarterly in January,
April, July, and October. For more information on
,
advertising in the next issue, published in April,
contact: Sales & Marketing Specialist Jessica
Miller at 1-800-222-2768 X209 (US/Canada);
email jmiller@asnt.org.
12 · Vol. 20, No. 1Technologies Consulting
International, Inc. (TCI)
www.tcindt.com
e: hmsadek@tciintl.com
Hussein M. Sadek
President
• Consulting Services (Level I, II, & III)
• Training and specialized inspection services for
ET, RFT, ACFM, MFL, UT, VT, MT and PT
• NDT Program Development
TCI, Inc.
2020 Independence Commerce Drive, Suite E & F
Matthews, NC 28105
Ph: (704) 321-7272 Fax: (704) 321-3052
TNT · January 2021 · 13Photo credit: Fredy Eduardo Cambargo Becerra
Practitioner Profile
Name
Cat Stravino
Intro.
Catherine Stravino, known as Q. Can you tell us about your certification and training?
Cat, is currently a Level II in A. I received my associate of applied science degree in NDT
fluorescent penetrant testing from Ridgewater College in 2019. I also have a bachelor’s
(PT) as certified by her degree in English and a master of fine arts in writing, but
employer Pratt & Whitney I earned about one quarter of what I now make with my
in Middletown, Connecticut. associate’s degree.
She entered the NDT field a As an internship during the summer of 2018, I had the
few years ago, after a major opportunity to examine pipeline on cattle ranches near the
Q: Question? life change prompted her to Gulf of Mexico, thanks to Acuren in Conroe, Texas. I did
A: Text. find a new career. a lot of magnetic penetrant and spray-painted many feet of
36-in. pipe in the Texas sun.
So many people said, “Who wants to live in Minnesota
in the winter and Texas in the summer? You are doing it
backwards.” This could sum up my education as well, since I
earned by master’s degree before my associate’s degree!
Q. How did you first become involved in NDT? Q. What is your work environment like?
A. In 2016, I experienced a major disruption in my life, which A. I work second shift and am often running the line by myself.
pushed me to find a career. Prior to that, I had been a Fortunately, I have the support of men with experience
homemaker raising four children. I was living in a large who work first shift. One of my colleagues takes my texts
house I could not afford, so I started redoing it by hanging night and day whenever I have a question. This is invaluable.
out at Home Depot and questioning the workers and other So much of our work requires the handing down of tribal
customers. I learned to replace everything from outlets to knowledge that people have learned with experience. As
toilets with their tutelage and YouTube. a newbie, I need that. As a team, we all benefit when it is
While rehabbing the house, I would send “before” and shared.
“after” photos to my sister in Minnesota. We both realized I Q. What is your involvement with ASNT?
found satisfaction from working with my hands. She knew A. I have had really great experiences through ASNT; attending
of the NDT program at Ridgewater College in Hutchinson, the conferences as a student allowed me to meet lots of
Minnesota, and suggested I look into it. I had never heard people in our field. My local section in Minnesota exposed
of such a thing! But when I visited, I found it fascinating. I me to great experiences, such as a behind-the-scenes tour of
applied, sold nearly everything from my life in Connecticut, an amusement park. Most of all, through ASNT I have been
and started at Ridgewater in May 2017. able to meet other women who have made stellar careers in
NDT. I currently help administer the Women in NDT page
on Facebook and LinkedIn. Everyone needs to be on those!
14 · Vol. 20, No. 1Q. Have you ever had a mentor?
A. Before landing the job at P&W, I worked at the Caterpillar large
engine facility in Lafayette, Indiana, and met a woman who had
graduated from Ridgewater College 30 years prior to my start. She
was and is an excellent mentor. Although she is now considered a
retired Level III, I am finding there is no such thing! She just has
tons of flexibility in her work life.
Q. What areas of NDT would you like to learn more about?
A. Who knows where this profession will take me? It’s a constantly
changing adventure, one I never knew existed just a few years ago!
Cat Stravino can be reached at catstrav@yahoo.com. On LinkedIn,
search for “Women in NDT (WIN)” and on Facebook, search for
“Women in NDT.”
Read Stravino’s post titled “COVID-19 and the Working
Technician” on ASNT’s new blog, ASNT Pulse!
For all the latest industry news along with first-person
perspectives, visit blog.asnt.org.
Two “Cats” working on the Texas pipeline.
TNT · January 2021 · 15ASNT
NONPROFIT
The NDT Technician US POSTAGE
The American Society for PO Box 28518 PAID
Nondestructive Testing ST JOSEPH, MI
asnt.org Columbus, Ohio 43228-0518 PERMIT NO. 84
ASNT...CREATING A SAFER WORLD! ®
Volume 20, Number 1 January 2021
Publisher: Neal J. Couture, CAE
Director of Publications: Toni Kervina
Editor: Jill Ross
Assistant Editor: Cara Markland
Graphic Designer: Synthia Jester
Technical Editor: Raymond G. Morasse
Review Board: Phillip Charles Berry, Bruce G. Crouse, Anthony J.
Gatti, Sr., Edward E. Hall, William A. Jensen, Edward Kang,
Jocelyn Langlois, Ricky L. Morgan, Ronald T.Nisbet, Ross Russo,
Richard Saxby, Angela Swedlund
The NDT Technician: A Quarterly Publication for the NDT Practitioner (ISSN 1537-
5919) is published quarterly by the American Society for Nondestructive Testing
Inc. The TNT mission is to provide information valuable to NDT practitioners and
a platform for discussion of issues relevant to their profession.
ASNT exists to create a safer world by advancing scientific, engineering,
and technical knowledge in the field of nondestructive testing.
Copyright© 2021 by the American Society for Nondestructive Testing Inc. ASNT is not
responsible for the authenticity or accuracy of information herein. Published opinions and
statements do not necessarily reflect the opinion of ASNT. Products or services that are
advertised or mentioned do not carry the endorsement or recommendation of ASNT.
IRRSP, NDT Handbook, The NDT Technician, and asnt.org are trademarks of the
American Society for Nondestructive Testing Inc. ACCP, ASNT, ASNT Daily, Chat NDT with
ASNT, Level III Study Guide, Materials Evaluation, Nondestructive Testing Handbook,
Research in Nondestructive Evaluation, and RNDE are registered trademarks of the
American Society for Nondestructive Testing Inc.You can also read

















































