D3.3 - D3.4 Map of Remanufacturing Processes Landscape
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

A report by the partners of: D3.3 – D3.4 Map of Remanufacturing Processes Landscape For Horizon 2020, grant agreement No 645984, 2016

D3.3 – D3.4 Map of
Remanufacturing
Processes Landscape
This project has received funding from the European Union’s Horizon 2020
research and innovation programme under grant agreement No 645984
Written by: Steffen Butzer and Sebastian Schötz (Fraunhofer)
Approved by: Steffen Butzer (Fraunhofer)
Final check by: Katie Deegan (Oakdene Hollins)
Date: June 2016
Contact: steffen.butzer@ipa.fraunhofer.de
ii
Contents
1 Introduction ....................................................................................................................... 1
2 Objectives & Methodology ................................................................................................ 2
3 Remanufacturing Processes .............................................................................................. 3
4 Sector Specific Remanufacturing Processes ...................................................................... 5
5 Map of Remanufacturing Processes ................................................................................ 10
6 Remanufacturing Processes Case Studies ....................................................................... 20
7 Remanufacturing of New and Advanced Materials ......................................................... 32
8 Remanufacturing Networking Event and Processes Workshop ...................................... 34
8.1 Event and Workshop Impressions ........................................................................... 34
8.2 Workshop Results.................................................................................................... 35
9 Conclusions ...................................................................................................................... 38
10 References ....................................................................................................................... 39
i
Acknowledgements
The partners would like to thank all those who took part in the survey, including participants
from:
Borg Automotive
MBS Motoreninstandsetzung und Baumaschinenservice GmbH
Bosch Service Lehner
Continental AG
Air France Industries KLM Engineering & Maintenance
Liebherr-Ettlingen GmbH
ax-lightness composites GmbH & Co.KG
Knorr-Bremse Commercial Vehicle Systems
Herrenknecht AG
robotif GmbH
MAN Truck & Bus
Contents amendment record
This report has been amended and issued as follows:
Version Date Description Author Editor
1 24/05/16 Deliverable report: WP3 SB
ii
1 Introduction
Remanufacturing is an important component of a resource efficient manufacturing industry.
By keeping components and their embodied material in use for longer, significant energy use
and emissions to air and water can be avoided. In addition to environmental benefits,
remanufacturing provides opportunities for the creation of highly skilled jobs and economic
growth.
According to Steinhilper (1999), remanufacturing is the industrial process to restore used
products (cores) at the end of their life or use cycle, into products of the same or better quality
as new products.
In order to encourage greater remanufacturing activities, the European Commission has
funded a project to form, coordinate and support a European Remanufacturing Network
(ERN). This Horizon2020 project takes place over a period of two years, with the ambition to:
• encourage new businesses to take up remanufacturing
• help existing remanufacturers improve their operations
• improve competitiveness of remanufacturers domestically and internationally
• create greater awareness of remanufacturing to increase demand and address barriers.
Work Package 3 (WP3) aims to map best practices and challenges with respect to business
models for remanufacturing, design for remanufacturing and remanufacturing processes.
This report focuses on the outputs of Work Package 3.3 (WP 3.3) including Task 3.3 and Task
3.4.
The report summarises the current status of remanufacturing processes in different industries
across Europe.
1
2 Objectives & Methodology
The aim of WP 3.3 is to generate an overview of remanufacturing processes as they are carried
out in different industries across Europe.
This report will summarise the work done as following:
1. Description of remanufacturing processes
2. Survey of industry sector specific remanufacturing processes
3. Map of remanufacturing processes
4. Remanufacturing processes case studies
5. Remanufacturing of new and advanced materials
6. Remanufacturing networking event and processes workshop
To gather the information in the first step, 105 companies were identified and their
remanufacturing processes were analysed. The results of the analysis are the generic industry
sector specific remanufacturing processes as well as typical products and sector specific
features.
In the second step, the remanufacturing processes of eight companies were analysed by
visiting the companies’ facilities. The results of the analysis are the mapping of
remanufacturing processes.
In the next step, eleven companies were asked to provide information about their company,
their remanufacturing operations, their processes and their business situation. The
information collected are summarised as one pagers for remanufacturing processes.
A special report on remanufacturing of new and advanced materials was created based on
internet research.
Lastly, a remanufacturing networking event, including a remanufacturing processes workshop,
was hosted in Bayreuth (Germany) to discuss the information gathered and to discuss today’s
and tomorrow’s perspectives and challenges in remanufacturing.
The WP involved close collaboration with the industrial partners in order to:
use their knowledge to unveil best practices among or known to them
define challenges and opportunities close to the industrial praxis
map remanufacturing processes in a way that is suitable for and usable by the
industry.
2
3 Remanufacturing Processes
The number and sequence of the remanufacturing steps depend on the type and functionality
of the product. According to Steinhilper (1999), mechanical and electromechanical systems
have to be separated from mechatronic systems. For mechanical products, five main steps
have to be undertaken.
According to Freiberger (2007), for mechatronic and electronical products it is useful to add a
sixth step, which is the entrance diagnosis of the product. Thus, failures which are not based
on mechanical wear can be identified and separated.
Figure 1 gives an overview of the five respectively six steps of remanufacturing.
Figure 1 The five respectively six steps of remanufacturing.
3
In the following the five steps for mechanical systems, according to Steinhilper (1999), are
described in more detail.
In the first step, the old products, called cores, are disassembled completely into their single
parts. Parts which cannot be reused or remanufactured are sorted out. The disassembly is
mainly done manually due to different contaminants and degrees of corrosion.
The second step includes the cleaning, degreasing, deoiling and derusting of all parts as
required due to the level and type of contaminants and corrosion. Different cleaning
technologies and processes are deployed in sequence or in parallel.
In the third step the parts are classified according to their ability to be remanufactured or
reconditioned, respectively. The parts are classified as following:
Reusable without reconditioning
Reusable after reconditioning
Not reusable / to be exchanged
Unlike in the new production of parts and products, within remanufacturing, all parts are
inspected to guarantee the required quality.
Within the next step, worn out parts are reconditioned by using metal treatment processes
such as drilling, milling, turning, grinding and honing. Parts which cannot be reconditioned will
be exchanged with new spare parts.
The fifth step is the reassembly of the parts into a product. The reassembly is done on
assembly lines for small batches with the same tools and equipment as in the new production.
After the reassembly a functional test is done of all parts to guarantee 100% quality.
Remanufactured products have the same, or even better, quality than new products. To be
able to ensure this, the same quality assurance and testing procedures as in the new
production are used within remanufacturing operations.
4
4 Sector Specific Remanufacturing Processes
To provide an overview of remanufacturing processes performed across Europe, 105
companies and their processes were identified and analysed. The results of the analysis are
generic industry sector specific remanufacturing processes as well as typical products and
sector specific features.
The summarised results of the analysis can be seen below.
Aerospace
Generic Remanufacturing Process
Incoming Re- Final Check +
Disassembly Cleaning Inspection Reassembly
Inspection conditioning Certifications
Typical Products:
Turbines
Aircraft Seats
Engines
Propellers
Sector specific features (regarding the Remanufacturing Processes):
High quality standards must be met in order to achieve the necessary certifications
Availability of spare parts can be problematic
To avoid damage, the product as well as its single parts must be handled with great care
Single parts can be made of advanced materials (e.g. PEEK, Carbon fibre)
Figure 2 Aerospace sector specific remanufacturing process.
5
Automotive
Generic Remanufacturing Process
Initial Dis- Recon- Reassembly
Sorting Cleaning Inspection Final Check
Diagnosis assembly ditioning + Calibration
Typical Products:
Turbochargers
Steering Systems
Alternators
Gearboxes
Engines
Sector specific features (regarding the Remanufacturing Processes):
An initial diagnosis at the beginning helps to indentify failures of electronic parts
Calibration of the product and/or subassemblies within the reassembly might be necessary
Figure 3 Automotive sector specific remanufacturing process.
Consumer goods and electronic products
Generic Remanufacturing Process
Replacement of
Initial
Erasing Data Disassembly Cleaning Inspection worn parts with
Diagnosis
new ones
Software Consum-
Reassembly Final Check
Installation ables Refill
Typical Products:
Ink and Toner Cartridges
Cell Phones
White Goods
Notebooks and Tablets
Printers
Sector specific features (regarding the Remanufacturing Processes):
In order to achieve data safety, sensitive data must be completely erased from existing data storage devices
After the reassembly, required software must be installed and consumables (e.g. ink) must be refilled (if necessary)
Normally, worn parts are replaced with new ones instead of being reconditioned
An initial diagnosis at the beginning helps to indentify failures of electronic parts
Figure 4 Consumer goods and electronic products sector specific remanufacturing process.
6Furniture/office furniture
Generic Remanufacturing Process
Refinishing Re- Com-
Disassembly Laminating
of Surfaces upholstery missioning
Typical Products:
Desks
Tables
Chairs
Cupboards
Sector specific features (regarding the Remanufacturing Processes):
Normally, for large furniture the reassembly is done by the customer
Broad range of materials (e.g. wood, metal, plastics)
Often, in this sector, the process is also called “Refurbishing”
Figure 5 Furniture / office furniture sector specific remanufacturing process.
Heavy duty and off road equipment
Generic Remanufacturing Process
Pre- Dis- Recon- Reassembly
Sorting Cleaning Inspection Final Check
cleaning assembly ditioning +Calibration
Typical Products:
Gearboxes
Brake Systems
Hydraulic Systems
Engines
Sector specific features (regarding the Remanufacturing Processes):
In many cases, precleaning of the cores is necessary due to the high contamination levels
Calibration of the product and/or subassemblies within the reassembly might be necessary
Figure 6 Heavy duty and off road equipment sector specific remanufacturing process.
7Machinery
Generic Remanufacturing Process
Initial Recon-
Disassembly Cleaning Inspection Reassembly Final Check
Diagnosis ditioning
Typical Products:
Pumps
Compressors
Machine tools
Robots
Sector specific features (regarding the Remanufacturing Processes):
Final check can be very comprehensive (checking function, geometry, performance)
An initial diagnosis at the beginning helps to indentify failures of electronic parts
Figure 7 Machinery sector specific remanufacturing process.
Marine industry
Generic Remanufacturing Process
Recon- Reassembly
Disassembly Cleaning Inspection Final Check
ditioning + Calibration
Typical Products:
Engines
Alternators
Sea water pumps
Gear boxes
Sector specific features (regarding the Remanufacturing Processes):
Cores can be highly corroded
Single parts can be made of advanced materials (e.g Carbon fibre)
Calibration of the product and/or subassemblies within the reassembly might be necessary
Figure 8 Marine industry sector specific remanufacturing process.
8Medical equipment
Generic Remanufacturing Process
Cleaning + Replacement
Initial Re- Final check +
Disassembly Dis- Inspection of worn parts
Diagnosis assembly Certifications
infectation with new ones
Typical Products:
Computed Tomography (CT) Systems
Magnetic Resonance Imaging (MRI) Systems
X-Ray Systems
Sector specific features (regarding the Remanufacturing Processes):
High quality standards must be met in order to achieve the necessary certifications
Normally, worn parts are replaced with new ones instead of being reconditioned
Within cleaning, the parts must be disinfected
Often, in this sector, the process is also called “Refurbishing”
Figure 9 Medical equipment sector specific remanufacturing process.
Rail industry
Generic Remanufacturing Process
Re- Reassembly
Disassembly Cleaning Inspection Final check
conditioning + Calibration
Typical Products:
Engines
Wagons
Running Gears
Sector specific features (regarding the Remanufacturing Processes):
Final check can be very comprehensive due to test drives etc.
Calibration of the product and/or subassemblies within the reassembly might be necessary
Figure 10 Rail industry sector specific remanufacturing process.
95 Map of Remanufacturing Processes
In the second step of the work package the processes of eight companies were analysed in
more detail. The companies’ facilities were visited for one to two days. After visiting the
remanufacturing operations, the information about the remanufacturing processes were
gathered using a standardised questionnaire.
Four of the participating companies are independent remanufacturers and the other four
companies are Original Equipment Manufacturers or Suppliers.
Enduring the remainder of the project, more companies will be visited and the updated results
will be published in a scientific paper.
The results of the analysis are a detailed map of remanufacturing processes. The summarised
results of the survey can be seen below.
Question 1: What criteria do you use for the sorting process?
Core Classification, Quality
Criteria „exploit“, „recycling“, „waste“
Comprehensive reporting catalogue
Preselection at the service provider by part number level, selection at the facility by
specification of technical nature (technical specification through development
department)
Mechanical information, thermal stress, visually and measured with technical
equipment
Question 2: What batch sizes do you typically use in (internal) production orders?
6
5
Number of mentions
4
3
2
1
0
1 5 17 70
Batch size
Figure 11 Batch sizes in remanufacturing.
10Question 3: What size do your customer orders on average have?
5
4
Number of mentions
3
2
1
0
1 17 individual
Size of customer orders
Figure 12 Customer order size in remanufacturing.
Question 4: Which production concept is used?
7
6
5
Number of mentions
4
3
2
1
0
Make to Stock Assemble to Order Make to Order Other
Figure 13 Production concepts in remanufacturing.
11Question 5: What methods do you use to generate production orders?
6
5
Number of mentions
4
3
2
1
0
Replenishment Kanban Base Stock Steuerung
Base Stock Other
Production
Figure 14 Methods to generate production orders in remanufacturing.
Question 6: Which trigger do you use to release an order?
9
8
7
Number of mentions
6
5
4
3
2
1
0
Due date Congestion Control Work Load Control Other
Figure 15 Trigger to release order in remanufacturing.
12Question 7: How do you determine the order of production orders?
6
5
Number of mentions
4
3
2
1
0
FIFO Due Date First Shortest Job First Other
Figure 16 Determinations of production orders in remanufacturing.
Question 8: Which principle do you use to organise your production?
5
4
Number of mentions
3
2
1
0
Site Fabrication Job-Shop Product Group Manufacturing Flow Production
Figure 17 Production organisation in remanufacturing.
13Question 9: Which principle do you use to produce goods?
6
5
Number of mentions
4
3
2
1
0
Jobbing Production
Single Production Series Production Mass Production
Figure 18 Production principle in remanufacturing.
Question 10: Which lot size concept do you use?
4
3
Number of mentions
2
1
0
Lot-by-Lot Transport One Piece Flow Overlapping Batch production
Production
Figure 19 Production lot size concept in remanufacturing.
14Question 11: Do you know the bottleneck within your production?
5
4
Number of mentions
3
2
1
0
Cleaning / Blasting Painting Parts availability Repair Check as W.A.
Checking
Figure 20 Bottlenecks in remanufacturing.
Question 12: Is there something special in your production scheduling that you would call
characteristic for your company?
Late diagnosis of components
Long waiting times after diagnosis
Separation of standard processes
Consultation with customer
No / N.a.
0 1 2 3 4 5
Number of mentions
Figure 21 Specifics in production scheduling in remanufacturing.
15Question 13: Based on what criteria (e.g. KPIs) do you assess the success of your production?
5
4
Number of mentions
3
2
1
0
Quality (complaint Revenue, Profit Productivity Delivery Time
rate) performance
Figure 22 Key Performance Indicators used in remanufacturing.
Question 14: How do you rate the availability of spare parts and cores for your production?
7
6
Number of mentions
5
4
3
2
1
0
Good availability of Bad / Decreasing Good availability of Bad / Decreasing
spare parts availability of spare cores availability of cores
parts
Figure 23 Availability of spare parts and cores in remanufacturing.
16Question 15: Have you already conducted measures to increase resource efficiency? If so,
please specify what you did.
5
4
Number of mentions
3
2
1
0
No increasing the Energy
Energyefficiency
effiiency KVP Workshops
CIP Workshops Internal and
regeneration rate external audits
Figure 24 Measures for resource efficiency in remanufacturing.
Question 16: Were those measures successful in increasing resource efficiency significantly
in your company?
6
5
Number of mentions
4
3
2
1
0
No Yes Currently unknown
Figure 25 Successfully implemented measures regarding resource efficiency in remanufacturing.
17Question 17: How do you conduct quality control?
5
4
Number of mentions
3
2
1
0
Visual inspection by Manual measurement Technical, automated Other
employees by employees measuring device
Figure 26 Quality control in remanufacturing.
Question 18: What trends do you see in the remanufacturing industry?
Number of mentions
0 1 2 3 4
OEMs
OEMsbecome
becomemore
moreactive (service
active conntracts)
(service contracts)
growing market
nobody wants a repair anymore
design for reman
more software problems
standardisation of
standardization of the
theproducts
products
Figure 27 Trends in remanufacturing.
18Question 19: Which of the following materials do you remanufacture?
5
4
Number of mentions
3
2
1
0
Aluminium Ceramics Polymers Other
Figure 28 New and advanced materials recovered in remanufacturing.
Question 20: In what area / concerning what questions in remanufacturing do you wish for
more extensive research in academia?
3
Number of mentions
2
1
0
Cleaning Processing Application Coating Wear Analysis of Shelf life of Availability
of material avoidance new third-party of technical
products products parameters
Figure 29 Research needs in remanufacturing.
196 Remanufacturing Processes Case Studies
In this chapter the results of the remanufacturing processes analysis is shown.
Eleven companies were asked to provide information about their company, their
remanufacturing operations, their processes, their business situation, as well as their unique
characteristics.
The information collected are summarised as one pagers for remanufacturing processes which
are also part of the remanufacturing processes toolkit which is available at the project
homepage www.remanufacturing.eu.
The aim of the remanufacturing processes one pagers is to provide accessible information to
companies and interested people who are not active in remanufacturing yet as well as for
remanufacturing companies and other stakeholders of the project to get an impression of
remanufacturing companies and their remanufacturing processes in different industry sectors
across Europe.
During the remainder of the project more one pagers will be created and integrated into the
remanufacturing processes toolkit.
20Cas e S tudy :
BORG Autom otiv e
With more than 1,000 employees, BORG Automotive is one
of the largest independent remanufacturing companies.
Com pany and Bus ines s Unique Characteris tic
Model The company has developed a
As one of Denmark‘s largest produced-to-order concept
automotive companies and one which is supported by the
of the largest independent unique core division. This
remanufacturing companies, ensures a high level of delivery
BORG Automotive has more than with high quality and
40 years experience in outstanding finish of the
remanufacturing. With a products.
workforce of more than 1,000 Rem anufacturing Proces s
employees, the company The remanufacturing process at
continuously strives for BORG Automotive is subdivided
excellence. In 2015, BORG into six process steps:
Automotive was awarded as Disassembly, cleaning, inspection
„Remanufacturer of the Year“. & sorting, reconditioning &
BORG Automotive‘s three brands replacement, reassembly and
(Elstock, DRI and Lucas) are final testing. Within the first
launching the remanufactured step, the cores undergo a
products. complete disassembly into
individual components. Contact
Components which cannot be BORG Autom otiv e
Products reconditioned are disposed of.
With the wide and diverse range The next step is the cleaning of
of brands, BORG Automotive can the components which is
meet the customers demands for followed by an intensive
commercial vehicles and inspection & sorting. This is done
passenger cars as well as marine, visually and with test equipment. Søren Toft-Jensen
construction, agricultural and Phone +4540608777
industrial applications. Examples stj@borgautomotive.com
for the company’s
remanufactured products are
EGR valves, A/C compressors,
Contact
alternators, starters, electric &
Fraunhofer
hydraulic steering racks/columns,
electric & mechanic servo pumps Within the next step, the
and calipers. reconditioning & replacement,
re-usable components are
reconditioned and non-reusable
components are replaced with
new quality components. Steffen Butzer
Afterwards, the remanufactured Telefon +49 (0) 921 / 78516-420
products are reassembled and Fax +49 (0) 921 / 55-7305
each remanufactured product steffen.butzer@uni-bayreuth.de
undergoes a 100% performance
test. Funded by the Horizon 2020
Framework Programme of the European
Union
21Cas e S tudy :
MBS Motorenins tands etzung und
Baum as chinens erv ice Gm bH
The MBS refurbishes diesel engines predominantly from
agricultural and construction machines.
Com pany and Rem anufacturing Proces s Unique Characteris tic
Bus ines s Model After delivering the engines, the Due to the long existence of
The company operates with its refurbishment process starts with the company and the
15 employees as an independent an incoming analysis to create an extensive experience of the
remanufacturer for estimation of costs (common to employees, the company is
predominantly diesel engines on private customers). After the able to refurbish a wide range
the market. Due to the 86 years customer releases the order, the of diesel engines
of company history, MBS has a disassembly, cleaning process unproblematic.
wide experience in and detailed analysis of the This advantage allows MBS to
remanufacturing of diesel engine starts. Following, the accept a wide range of
engines. Additionally, acting as customer can receive a second different orders and generate
contract dealer for four large estimation of costs including a growth of sales. Additionally,
engine manufacturers, the list of spare parts. they have a workshop truck to
company can provide a wide repair engines and change
range of spare parts and special spare parts in the field.
product know-how. The
catchment area for customers is
greater Bautzen.
Contact
MBS Motorenins tands etzung
& Baum as chinens erv ice Gm bH
The next step is to change the
damaged-, and to refurbish the
Products worn parts of the engine. At this
point, MBS profits from the
The range of products are product know-how of the
predominantly diesel engines employees. They are able to Kai Stasch
form agricultural and analyze the engines and to find Telefon +49 (0) 359 31 / 234-0
construction machines, in almost the right parameters for the Fax +49 (0) 359 31 / 234-56
all sizes including older series. To info@motorenservice-bieberstein.de
milling and drilling machines,
generate further growth of sales especially for older engines,
and to develop new strategic where no data sheets exists. Contact
business units, the company also Fraunhofer
After reassembly, MBS uses a test
focuses on engines from classic bench to check the performance
cars, private boats and biogas parameters. Finally, the engine is
power plants. painted and ready for delivery.
Steffen Butzer
Telefon +49 (0) 921 / 78516-420
Fax +49 (0) 921 / 55-7305
steffen.butzer@uni-bayreuth.de
Funded by the Horizon 2020
Framework Programme of the European
Union
22Cas e S tudy :
Bos ch S erv ice Lehner
The company is a franchisee of the Bosch GmbH with a own car repair shop
and a smaller remanufacturing division for diesel fuel feed components.
Com pany and Rem anufacturing Proces s Unique Characteris tic
Bus ines s Model After delivering the cores to the An advantageous aspect of
remanufacturing workshop, they the company is the franchisee
Bosch Service Lehner is a
are checked on a test bench to from the Bosch GmbH. First,
franchisee from the Bosch GmbH
verify, if the engine´s problem is they got the special know-
with only one branch office,
caused by the tested component how, the test benches and
located in Bautzen. The company
or from other parts of the spare parts directly from the
has two business units, the
engine. manufacturer of the products.
“Bosch Service” as a car repair
shop and the “Bosch Diesel Following, the customer receives Secondly, they receive the
Center” with focus on a simplified estimation of costs. trust of customers in the
remanufacturing of diesel fuel After he releases the order, the remanufactured products,
feed components. disassembly and the cleaning of because they see the well
the components begin. The next known brand Bosch as serious
For the remanufacturing process,
step is the analyses of the distributor with its high image
they receive the cores
components to identify damaged in Germany.
preliminary from their own car
or worn parts. Here, the
repair shop and partial from
customer could receive a more
other regional car repair shops. A
detailed estimation of costs
special procurement manage-
again.
ment system for cores is not part Contact
of the business model. After releasing the order, the Bos ch S erv ice Lehner
replacement of damaged parts
begins, followed by the
reassembly. The reassembling of
diesel fuel feed components
demand a very high technical
cleanness. Because of the high
pressure of the fuel injection and Uwe Jannasch
the low tolerances between the Telefon +49 (0) 35 91 / 27 26-0
components, they have to be Fax +49 (0) 35 91 / 30 39 63
without any particles. Finally, the u.jannasch@motorenservice-
bieberstein.de
products are checked on the test
Products bench to verify the function and Contact
performance parameters. Now Fraunhofer
The products for the
they are ready to reuse in the
remanufacturing process are
engine.
components from the diesel
engine fuel feed like injectors,
fuel pumps and injection
nozzles.
Steffen Butzer
Telefon +49 (0) 921 / 78516-420
Fax +49 (0) 921 / 55-7305
steffen.butzer@uni-bayreuth.de
Funded by the Horizon 2020
Framework Programme of the European
Union
23Cas e S tudy :
Continental AG
The Continental AG is an international producer for car components,
it has also a remanufacturing division for instrument clusters.
Com pany and independent remanufacturing remanufacturing of worn
Bus ines s Model companies. parts the manufacturing of
pointers and the reassembly
Continental is an international follows. The last steps are the
Rem anufacturing Proces s
technology company with more final test and packaging.
than 208,000 employees in 55 The most important part of the
countries and five divisions: remanufacturing process in this
Chassis & Safety, Interior, case is the connection between Unique Characteris tic
Powertrain, Tire, and ContiTech. the remanufacturing and the Continental´s unique charac-
In Babenhausen in Germany, the development division. If the teristic is the co-operation
Continental AG has a plant to remanufacturing division between remanufacturing,
produce and remanufacture identifies statistical anomalies or development and quality
instrument clusters for cars. To typical defaults at the cores, they department.
provide the remanufacturing forward this information to the
process with cores, the company Additionally, after end-of-
development division to adjust
can use its well developed production of a product series,
the design parameters of new
network to automotive Continental can use the
products. In return, the
manufacturers and its service original technical systems for
development division offers a
stations. remanufacturing processes.
data base with information
about important software and
hardware updates or technical
spare part which should be Contact
changed in remanufacturing Continental AG
process. This information is
available for every series and
type of Continental instrument
The collecting of cores and the cluster.
selling of remanufactured
products is managed by the By using the database in the
central logistic center of the car remanufacturing process the Amir Mohseni
manufacturer. The customer remanufacturing division knows, Telefon +49 (0) 941 / 790 - 5296
comes to the service station of what hard- and software Fax +49 (0) 941 790 / 995296
his car manufacturer with a updates should be done for each Amir.Mohseni@continental-
damaged instrument cluster. model, directly from the corporation.com
After changing the instruments, development experts.
Contact
the damaged cluster is sent back The first step in the Fraunhofer
to the car manufacturer´s central remanufacturing process is to
logistic center. From there, a few scan all the incoming instrument
deliveries per month with huge clusters via barcode. After that
unit numbers are delivered back they make a selection, based on
to Continental. Due to that, the model and the proposed
Continental is getting defined rectifications from the the
types of instrument clusters back division responsible for product Steffen Butzer
for their own remanufacturing development. For the Telefon +49 (0) 921 / 78516-420
process. appropriate instruments, the Fax +49 (0) 921 / 55-7305
steffen.butzer@uni-bayreuth.de
By using this business model, the next steps are the software reset
circular economy has no and update and the Funded by the Horizon 2020
connecting points for disassembling. After that, the Framework Programme of the European
Union
24Cas e S tudy :
Air France Indus tries KLM Engineering &
Maintenance
As a part of the AIR FRANCE KLM Group the company maintains,
repairs and overhauls airframes, aircraft components and engines.
Com pany and Rem anufacturing Proces s Furthermore, the company
covers a high number of
Bus ines s Model In this case, the remanufacturing various approval and
process is termed as “Overhaul“. certifications such as ISO 9001,
Air France Industries KLM
Engineering & Maintenance is The process steps are ranging EN 9100, FAR 145 and much
one of the three businesses of from the disassembly to the more.
AIR FRANCE KLM Group. With a repair of components and the
workforce of approx. 14,000 reassembly which is followed by
employees the Air France various validation tests.
Industries KLM Engineering & The single process steps are
Maintenance operates at carried out by experts in
different leading-edge accordance with proven
engineering facilities at different processes.
locations such as Amsterdam-
Schiphol, Paris Orly or Toulouse.
In order to take up the
technological challenges of the
future, the employees are put
through demanding
apprenticeship and training Contact
cycles. To stay a flagship player in Air France Indus tries
the global marketplace and KLM Engineering &
Maintenance
bolstering the competitive
advantage, the company has a
large-scale of technical and
human resources. Air France Industries KLM
Engineering & Maintenance is
Products
able to provide individual
The range of products for the modules repairs alongside the mail.press@afiklmem.com
companies business reaches from full overhaul services.
airframes to engines of Airbus,
Unique Characteris tic
Boeing as well as regional
Aircraft (e.g. Bombardier, Air France Industries KLM
Embraer) Engineering & Maintenance has
Contact
gained a combined experience
Fraunhofer
due to approx. 11,000 completed
engine shop visits as well as
continuous technological
development on all aircraft
maintenance segments. Due to
the rely on privilege relations
with the manufacturers, the Steffen Butzer
company constantly develops Phone +49 (0) 921 / 78516-420
new, more efficient and cost- Fax +49 (0) 921 / 55-7305
effective processes. Customers steffen.butzer@uni-bayreuth.de
can benefit from price optimized
Funded by the Horizon 2020
top-quality services. Framework Programme of the European
Union
Source: http://www.afiklmem.com; 05.02.2016
25Cas e S tudy :
Liebherr-Ettlingen Gm bH
The Liebherr Ettlingen GmbH as part of the Liebherr Group is
specialized in remanufacturing of drive components from Liebherr
products.
Com pany and Products Unique Characteris tic
Bus ines s Model The products in the The characteristic of the
The Liebherr Group is an OEM remanufacturing process have Liebherr remanufacturing
for among other products, very different sizes, geometries, process is the high variance of
excavators, wheel loaders and weights and degrees of products. The high degree of
cranes for construction and contamination. They range from capacity utilization of all
mining industries. The Location small hydraulic components to processes guarantees the
in Ettlingen, called Liebherr large V12 diesel engines. profit, while additionally they
Ettlingen GmbH, is specialized can adjust their remanufactur-
predominantly in remanufactur- ing processes optimal to each
Rem anufacturing Proces s
ing of Liebherr drive components product group. The circular
like diesel engines, hydraulic Following the remanufacturing economy with no connecting
pumps and gear boxes. process for a diesel engine points for independent
exchange component is remanufacturing companies is
Liebherr designed the business
described: an advantageous strategy for
model for remanufacturing in
Liebherr, making sure they
the spirit of the circular The process starts with the
always have enough cores.
economy. If one of the above disassembly and the subsequent
mentioned parts is damaged, the stream jet. Afterwards, a pre-
customer contacts his nearby cleaning, the chemical paint
Liebherr contract service center. stripping and rust removal is Contact
Here, the customer has four arranged. The next step is the Liebherr-Ettlingen Gm bH
options – to buy a new mechanical cleaning of surfaces
component, to repair the old which are analyzed to quantify
one, to exchange to an other the degree of wear. After that,
remanufactured one or he can the components are ready to be
release an overhaul order for his analyzed and to identify the
own used component. In case of worn parts. After quantifying
the scope of the remanufactur- Christoph Siegel
a component exchange, Liebherr
Telefon +49 (0) 7243 / 708 - 250
offers a credit for the old part. ing work and defining the tasks,
Fax +49 (0) 7243 / 708 - 120
the mechanical cleaning of the
christoph.siegel@liebherr.com
whole components begins.
The last steps in this process are
Contact
the final cleaning and the
Fraunhofer
painting with rust preventives.
After that, the single parts are
stored.
If a customer orders a “new”
This business model keeps the remanufactured engine, Liebherr
market closed for independent starts to reassemble the order
remanufacturing companies and from the stored parts. In this Steffen Butzer
additionally, Liebherr has all the way, the stored components are Telefon +49 (0) 921 / 78516-420
newly produced components and mixed to a new engine because Fax +49 (0) 921 / 55-7305
cores for the remanufacturing they all have the same steffen.butzer@uni-bayreuth.de
process under control. parameters and quality.
Funded by the Horizon 2020
Framework Programme of the European
Union
26Cas e S tudy :
ax -lightnes s com pos ites
Gm bH & Co.KG
ax-lightness is one of the most innovative manufacturers and remanufacturing companies of CRP-
composites in Germany.
Com pany and Rem anufacturing Proces s CRP-material characteristics
Bus ines s Model and the interaction between
The remanufacturing process
its two complex components,
ax-lightness was founded in 2001 starts with the disassembly and
the carbon fiber mesh and the
and has 30 employees. The the analysis of the product to
resin. The strength of the
company started as a decide whether the product is
connection points between
manufacturer for CRP- repairable.
the product and the changed
components (carbon fibre Due to the products ax-lightness element depends on the
reinforced plastics) in bicycles, produce, most of the repair experience of the employee
later on in motor sports and operations focus on repairing and the orientation of the
medicine industries. tubes or surfaces, made from CRP-meshes at the connecting
The products and its components CRP. They usually separate the areas. Ax-lightness can
are predominantly designed for damaged CRP-component from transfer the know-how from
high performance usage and the product and replace it with a the manufacturing to the
partially custom made. The high new one. The critical process step remanufacturing processes.
product price, the performance is the integration of the new
expectations form the customer CRP-element in the existing
and the small number of CRP- structure of the old product.
companies on this level in First, the replaced element has to
Germany are reasons why fit perfectly in the cut area. The Contact
customers buy the products from second challenge is to create a ax -lightnes s
ax-lightness. Due to this, the strong connection between the
customers also bring their changed component and the
products or components back to connecting points of the
ax when they are broken or product. This requires a lot of
worn, so the remanufacturing know-how and experience
process becomes more and more concerning CRP material.
Nils Wiedemann
important for the company.
Telefon +49 (0) 9270 / 91513 - 0
Fax +49 (0) 9270 / 91513 - 30
wiedemann@ax-lightness.de
Contact
Fraunhofer
Additional to the permanent
quality tests conducted by the
employees while remanu-
facturing, the products are
Products tested finally on a test bench to
The products and the verify the function and the Steffen Butzer
components for bicycles are performance parameters. Telefon +49 (0) 921 / 78516-420
Fax +49 (0) 921 / 55-7305
manufactured in smaller and mid
Unique Characteris tic steffen.butzer@uni-bayreuth.de
size batches, for medicine and
motor sports they are The unique characteristic of ax-
predominant custom made. lightness is the expertise in Funded by the Horizon 2020
Framework Programme of the European
Union
27Cas e S tudy :
Knorr-Brem s e Com m ercial Vehicle S y s tem s
Within a remanufacturing facility in Liberec (Czech Republic), the
company remanufactures various products for commercial vehicles
Com pany and Bus ines s Rem anufacturing Proces s Unique Characteris tic
Model Within the remanufacturing,
The remanufacturing process
The company with the starts with a comprehensive know how as well as data and
headquarter in Munich sorting of the incoming cores. information regarding the
(Germany) has more than 110 Within the sorting, the cores are technical and qualitative
years experience in the graded according to different specifications based on the
development, production, criteria (e.g. core class, quality). manufacturing of new
distribution and service of In the next step, the cores are products are accessible and
modern brake systems. In 2014, disassembled into their single rigorous applied.
Knorr-Bremse Commercial parts. After the disassembly, the Last but not least, to ensure a
Vehicle Systems had a turnover single parts are cleaned and high efficient remanu-
of approximately 5.2 billion reconditioned. Within the facturing, Knorr-Bremse
Euros and more than 23,000 reconditioning, comprehensive Commercial Vehicle Systems
employees. The original quality checks of the single parts implemented strictly the
equipment manufacturer take place. In the last step, the company’s own production
remanufactures a wide range of products are reassembled based system.
different products in the on criteria which are applied to
company’s plant in Liberec the production of new products.
(Czech Republic). The Moreover, some of the products
remanufacturing activities take are reassembled on the assembly Contact
place in a remanufacturing line of the new products. This Knorr-Brem s e Com m ercial
facility with 9,000 square meters. takes place in production plants Vehicle S y s tem s
that are also part of the Knorr-
Bremse CVS Remanufacturing
Products Production Network. This
ensures a high quality of the
The range of remanufactured
remanufactured products.
products includes spring brakes,
one-cylinder as well as two- David Havlíček
cylinder compressors, electronic Phone +420 730851267
clutch actuator, electronic air david.havlicek@knorr-bremse.com
control and modules of the
electronic braking systems. These
Contact
products are for commercial
Fraunhofer
vehicles like trucks and trailers.
Besides the comprehensive
quality check of the incoming Steffen Butzer
cores as well as of the single Phone +49 (0) 921 / 78516-420
parts within the reconditioning, Fax +49 (0) 921 / 78516-105
a visual quality check is steffen.butzer@uni-bayreuth.de
performed by the workers within
each remanufacturing process Funded by the Horizon 2020
step. Framework Programme of the European
Union
28Cas e S tudy :
Herrenknecht AG
The Herrenknecht AG is the world wide market leader for the production of tunnel
boring systems.
Com pany and number of variants. the final workshop assembly,
testing and certification of the
Bus ines s Model Rem anufacturing Proces s TBM. Caused by the different
The Herrenknecht AG is an types and sizes of the
In this case, the remanufacturing
international operating company components, the remanu-
process differ from other
for the production of tunnel facturing process has different
industries caused by the
boring machines (TBM). The loops of cleaning,
extraordinary product size and
business model is to develop and disassembling and product
the business model.
manufacture tunnel boring analyzing steps.
machines according to specific After the delivery of the TBM or
project requirements. reusable components to Kehl,
the identification, disassembly, Unique Characteris tic
After a tunnelling project is
initial analysis on component The unique characteristic for
finished, the machine typically
level and the preservation for Herrenknecht is the
did not reached its technical life
storage starts. Then they are opportunity to design for
time. Therefore, Herrenknecht
stored at the open storage area reman because they use
conducts a machine analysis,
or weather protected in the predominantly the similar key
rebuys the complete TBM or the
warehouse. components for drilling
reusable components and takes
If a customer wants to buy a new machines.
them back to the Herrenknecht
Rebuilt Services in Kehl tunnel boring machine,
(Germany). The fact, that all Herrenknecht starts a calculation
tunnel boring machines are in order to define the selling
Contact
custom made for the individual price. In this way, they try to
Herrenknecht AG
geological requirements and integrate reman components
generally designed for several from the current stock in the
project life cycles, makes the new TBM to reduce the offered
buyback economically and the price to the customer. They start
reuse reduce the consumption of to analyze which of the available
resources. components match to the TBM
technical specifications and Olaf Kortz
requirements and could be Telefon +49 (0)7824 / 302 - 8866
remanufactured for the offered Fax +49 (0) 7824 / 302 – 9530
tunnel boring machine. kortz.olaf@herrenknecht.de
After the customer releases the
order, the designing of the TBM Contact
including the integration of the Fraunhofer
reman parts starts. Here, they
Products define the remanufacturing
The products in the orders for the workshop and
remanufacturing process are suppliers. If the remanufacturing
originally produced by process with its further
Herrenknecht. Due to individual disassembling, cleaning,
project requirements such as the remanufacturing, sandblasting, Steffen Butzer
tunnel diameter, most of the painting and reassembling with Telefon +49 (0) 921 / 78516-420
machine components are new spare parts is finished, the Fax +49 (0) 921 / 55-7305
individual designed. For bought- components are delivered to the steffen.butzer@uni-bayreuth.de
in components like hydraulic Herrenknecht headquarter in
pumps or electronic motors, Schwanau in Germany. At these Funded by the Horizon 2020
Framework Programme of the European
Herrenknecht reduces the location, the company starts with Union
29Cas e S tudy :
robotif Gm bH
robotif is specialized in remanufacturing industrial robots.
Facts and Bus ines s Model for the company. spare parts. Due to this, the
The company was founded in customers
transmissionscan – rely on the
because of
2009 and is focused on repairing Rem anufacturing Proces s their know-how robots
remanufactured and from
their
Adept, Bosch, Denso and Stäubli robotif. Even
experience with theOEM
if the does
product.
The remanufacturing process not delivercharacteristic
A further spare partsis any
the
robots. With its meanwhile 18 starts with the disassembling and
employees, robotif offers alreadyor these parts
more are not
mentioned
cleaning of robots. After that, the quality they
improvement are looking
of spare parts.
repairing, maintenance, the analysis, the
modification and for, an independent
to this,is you
Due robotif can be sure
remanufacturing and the thataffordable
of remanufacturedhigh quality
robots
remanufacturing of industrial reassembly is arranged. The last
robots and their components. from parts
spare for this
robotif aremachines.
of high
step is the extensive final test of quality and independent of
The market of remanufacturing the robots.
robots is very small, actually only the availability of the spare
a few companies world wide are parts from the manufacturer.
able to offer remanufactured
robots. Due to this, robotif is the
first stop for customers, who
want these robots to be repaired
or maintained.
Products
The product range concentrates Unique Characteris tic
on 6-axis and scara robots
robotif has developed more than Contact
produced by the manufacturers
one unique characteristic. In the robotif Gm bH
mentioned above.
following, a few of them are
described.
One key characteristic of robotif
is the intense documentation.
For every malfunction, worn part
or damage, robotif creates a Ingo Förster
documentation sheet. Due to the Telefon +49 (0) 9203 / 973 909-65
high number of product variants, i.foerster@robotif.de
Additional to the “standard the employees have a central
remanufacturing”, robotif data base where they can find
increasingly tries to improve Contact
special information for each
Fraunhofer
spare parts in their robot model.
remanufacturing process.
Another unique characteristic is
As an example, the wiring the high know-how of the
harnesses in robots are often mechanics. Additional to product
worn and the available OEM analysis or the quality control,
spare parts have the same weak the well educated employees can
points. Due to that, robotif find damaged parts as example Steffen Butzer
designed improved wiring by listening or feeling the Telefon +49 (0) 921 / 78516-420
harnesses with its supplier to transmissions – because of their Fax +49 (0) 921 / 55-7305
deliver the best quality to their know-how and their experience steffen.butzer@uni-bayreuth.de
customers. The usage of spare with the product. A further
parts developed by robotif characteristic is the already Funded by the Horizon 2020
becomes increasingly important mentioned improvement of Framework Program of the European
Union
30Cas e S tudy :
MAN Truck & Bus
The OEM with its headquarter in Munich has production facilities
around the globe and had an total turnover of 9.0 Billion Euro in 2015.
Com pany and Bus ines s Unique Characteris tic
Model The company assess the
MAN SE is subdivided into two success of the manufacturing
business units: Commercial with an own cost-center. Here,
Vehicles and Power Engineering. the profitability is assessed
The OEM with its headquarter in frequently.
Munich, Germany has production Moreover, the company has
facilities around the globe like in access to specific data and
Germany, Russia, Turkey, China, information like technical
India, Brazil and Mexico. The specifications of the
total turnover of MAN T&B was remanufactured products.
approx. 9.0 Billion Euro in 2015.
The section “Trucks” has the Rem anufacturing Proces s Last but not least, MAN T&B
largest share of the total applies the company’s own
The remanufacturing process at production system MNPS
turnover (56%) followed by MAN T&B is subdivided into nine
“After Sales & Services” with (“MAN Nutzfahrzeuge
process steps. First of all, the core Produktionssystem”)
20% share of the total turnover. is disassembled into its single
Products parts. After this, the single parts
are diagnosed. The next process
Within the facility in Nuremberg, step is the cleaning of the single Contact
Germany, the company develops, parts followed by the
MAN S E
manufactures, remanufactures reconditioning of the single
and distributes diesel and gas parts. After this, the
engines for on-road, off-road, reconditioned single parts are
power and marine applications stored in a stock. Before the
with more than 4,000 employees. product is reassembled, the
MAN T&B provides required single parts are Harald Kürzdörfer
remanufactured spare parts and commissioned. After the Phone +49 (0) 911 420-3307
subassemblies (e.g. reassembly, each product Harald.Kuerzdoerfer@man.eu
turbochargers, gearboxes), undergoes a performance test.
replacement engines, which have The last step is the finish of the
a share of remanufactured spare tested product.
parts and remanufactured Contact
subassemblies, totally Fraunhofer
remanufactured engines and
customized remanufactured
engines, which have a greater
share of remanufactured spare
parts and subassemblies than the
replacement engines.
Steffen Butzer
Telefon +49 (0) 921 / 78516-420
Fax +49 (0) 921 / 55-7305
steffen.butzer@uni-bayreuth.de
Funded by the Horizon 2020
Framework Programme of the European
Union
317 Remanufacturing of New and Advanced
Materials
During the mapping of the remanufacturing processes it turned out that not many
remanufacturers are active in the field of new and advanced materials. Therefore, the
question was turned around and it was asked:
Who is active in the field of remanufacturing of new and advanced materials?
The internet research was mainly conducted by using the online search engine Google.
The following search terms were used as single terms and as combinations:
Carbon remanufacturing / refurbishing / reman / aufbereitung / CFK remanufacturing /
refurbishing / reman / aufbereitung / repair, Composites remanufacturing / refurbishing /
vakuuminfusion / carbonbeschichtung
Thus 50 companies who are active in the field of remanufacturing and repairing of new and
advanced materials could be identified.
A summary of the results of the internet research can be seen in the following:
Figure 30 shows the industry sectors in which remanufacturing of new and advanced materials
is performed. The main sector for remanufacturing of new and advanced materials is the
consumer goods sector. Especially the bicycle sector has to be mentioned here.
1 3
10
11
Aerospace
Consumer goods
1
Furniture
3
Machinery
Marine
Medical
none
46
Figure 30 Sectors in which remanufacturing of new and advanced material is performed.
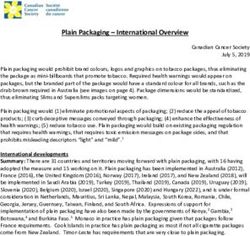
32Figure 31 shows the countries in which remanufacturing of new and advanced materials is
performed. The country in which remanufacturing of new and advanced materials is
performed the most is Germany. The results of the study could be influenced by the location
of the research facility in Germany.
3
3
12 1 Australia
Austria
6 Belgium
England
France
2
1 Germany
1
Ireland
Switzerland
USA
21
Figure 31 Countries in which remanufacturing of new and advanced material is performed.
Figure 32 shows the products which are remanufactured or repaired. The products which are
remanufactured or repaired most frequently are bicycle parts.
18
16
14
12
10
8
6
4
2
0
Figure 32 Products which are remanufactured respectively repaired.
338 Remanufacturing Networking Event and
Processes Workshop
N.B. The content of this section comprises a report of the activity associated with the
deliverable D3.4 – D3.3 Remanufacturing Processes Landscape Draft.
Besides a session at the World Remanufacturing Summit 2015 in Amsterdam a
remanufacturing networking event and remanufacturing processes workshop was hosted at
the facility of the Fraunhofer Project Group Regenerative Production in Bayreuth at the
beginning of 2016. More than 90 representatives from industry and research from around the
globe participated at the two-day event. The first day of the event was packed with
presentations from leading scientists and industry representatives as well as the processes
workshop, a podium discussion and a networking dinner. At the second day the participants
were able to visit the robot remanufacturing company robotif GmbH.
In the following some impressions of the event and workshop are illustrated. Furthermore,
the summarised results of the workshop are presented.
8.1 Event and Workshop Impressions
34You can also read